
Fabrication of Laser-Induced Graphene Based Flexible Sensors Using 355 nm Ultraviolet Laser and Their Application in Human–Computer Interaction System

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Instruments
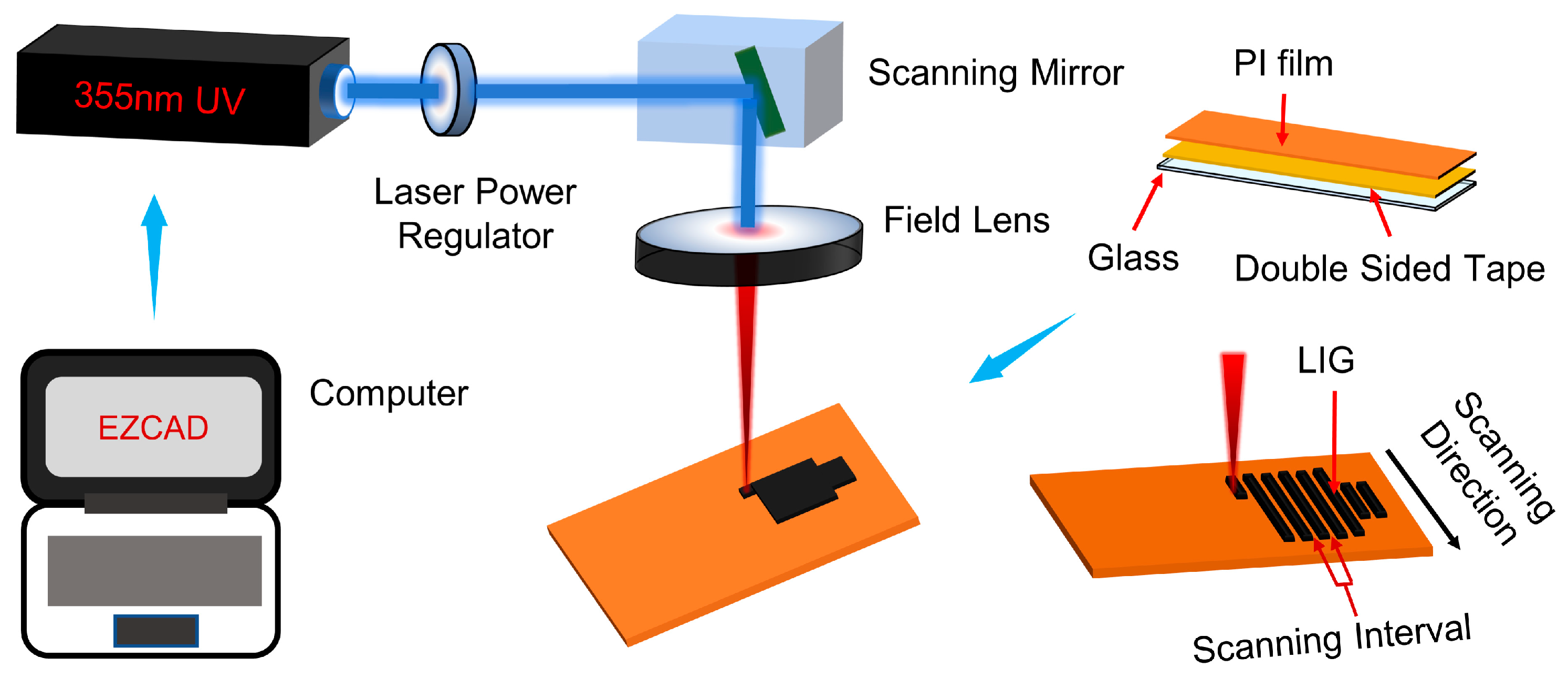
2.3. Fabrication of Laser-Induced Graphene on PI Film
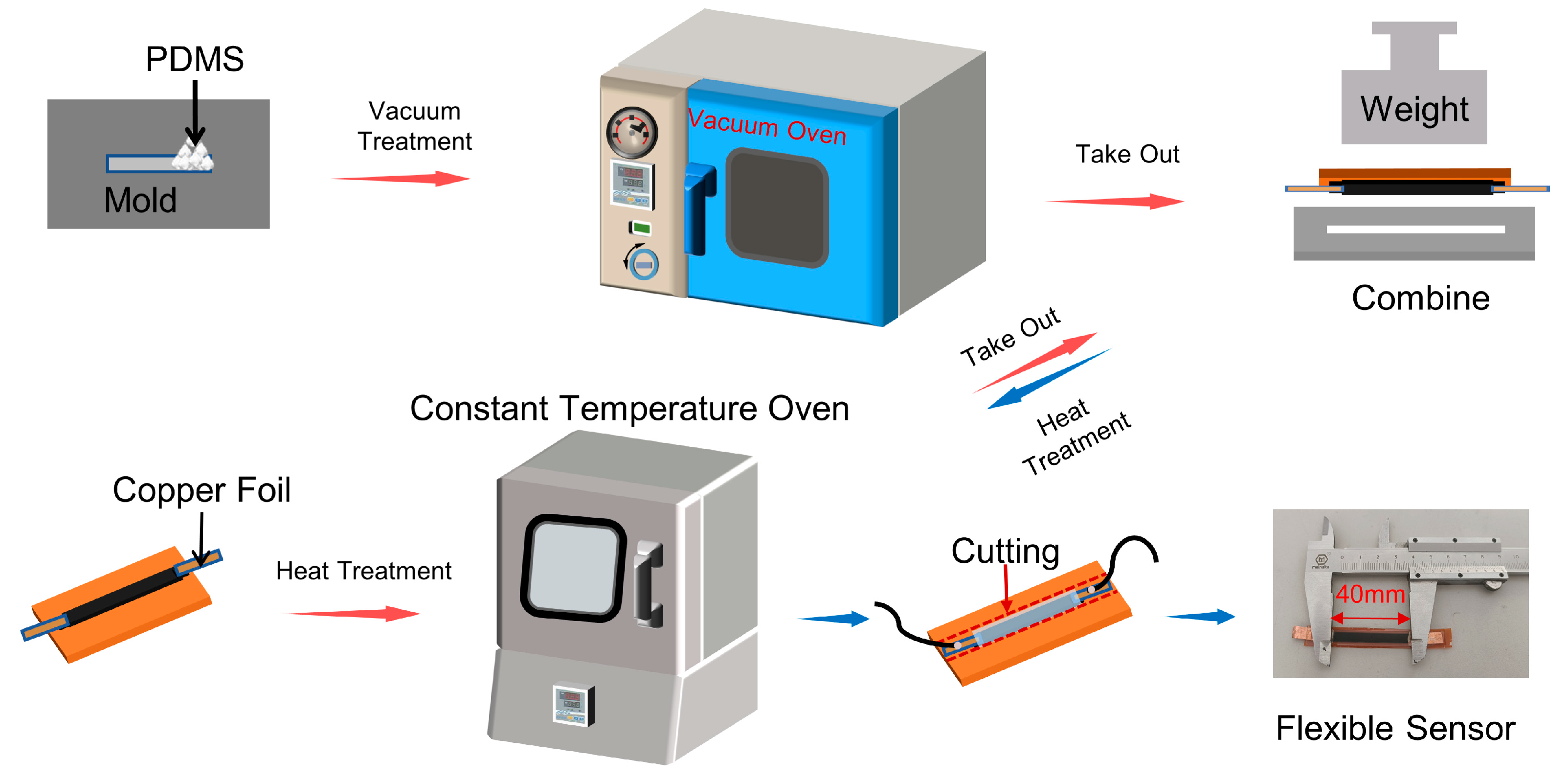
2.4. One-Step Fabrication of Flexible Sensors
3. Results and Discussion
3.1. Characterization of Laser-Induced Graphene
3.2. Effects of Laser Parameters on Laser-Induced Graphene
3.2.1. Effects of Laser Power on Laser-Induced Graphene
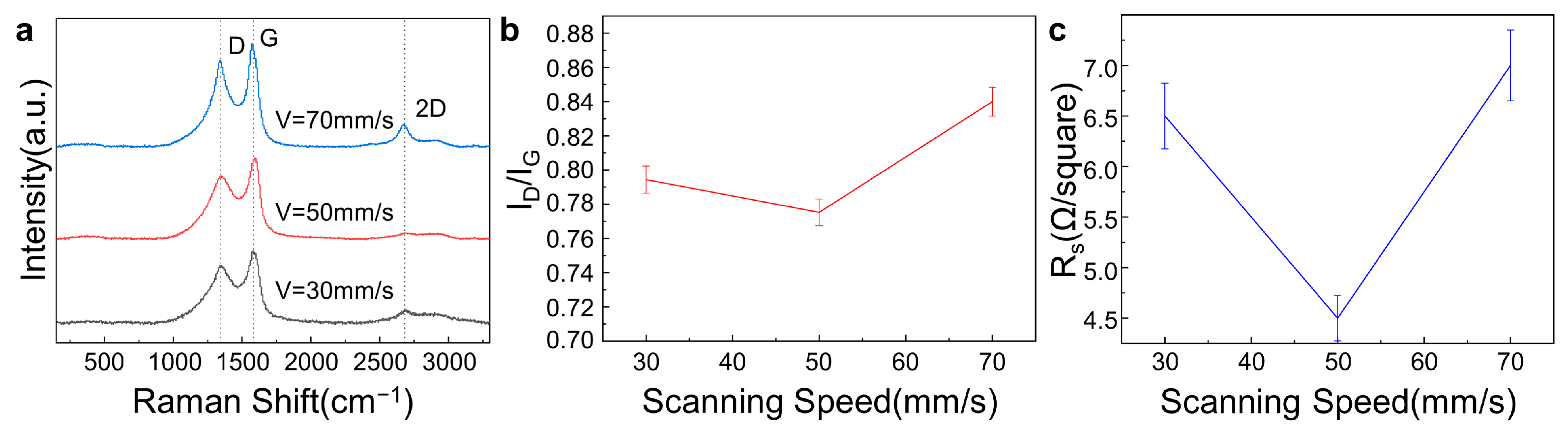
3.2.2. Effects of Scanning Speed on Laser-Induced Graphene
3.2.3. Effects of Processing Numbers on Laser-Induced Graphene
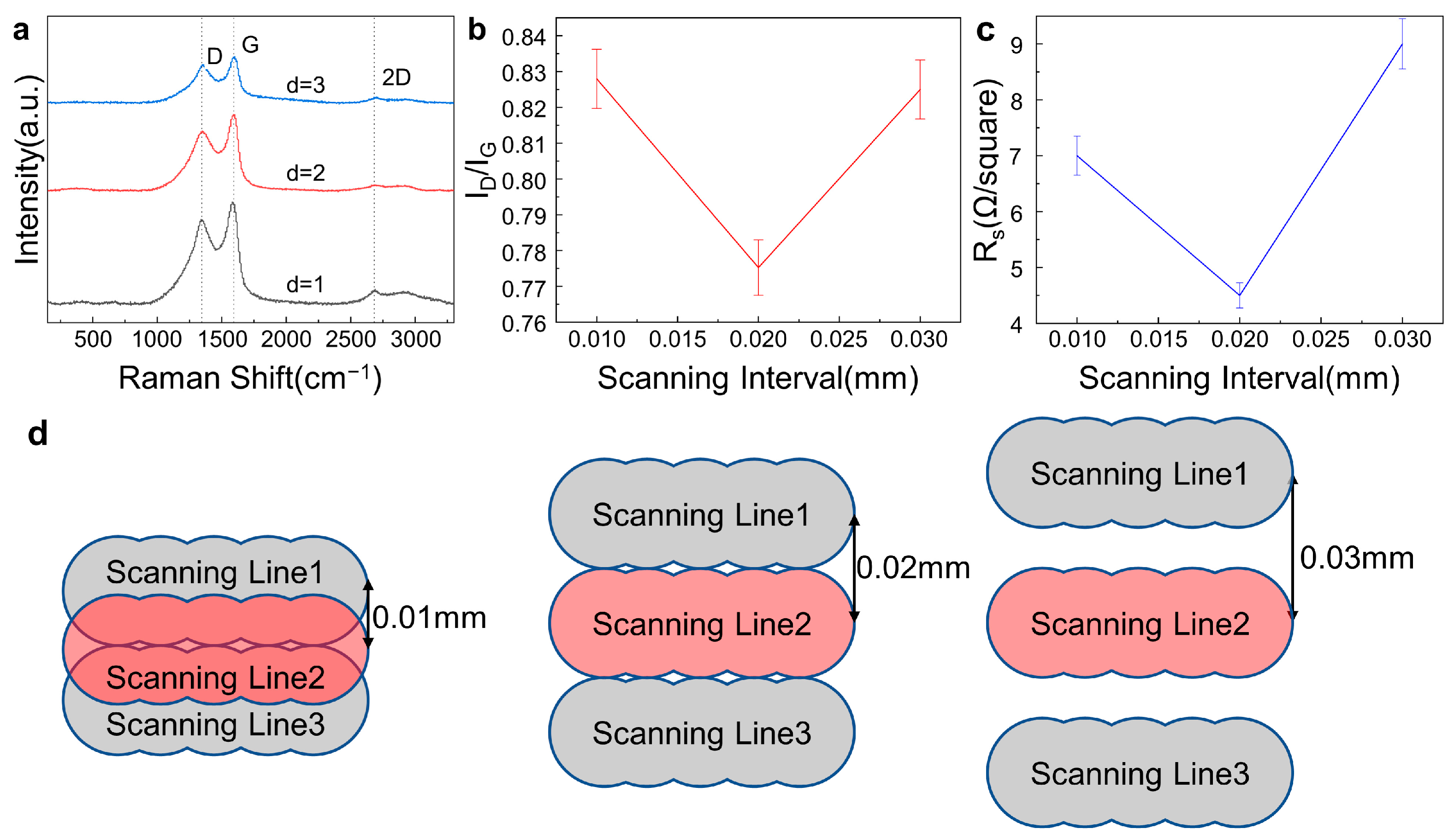
3.2.4. Effects of Scanning Interval on Laser-Induced Graphene
3.3. Fabrication and Performance Tests of Flexible Sensors
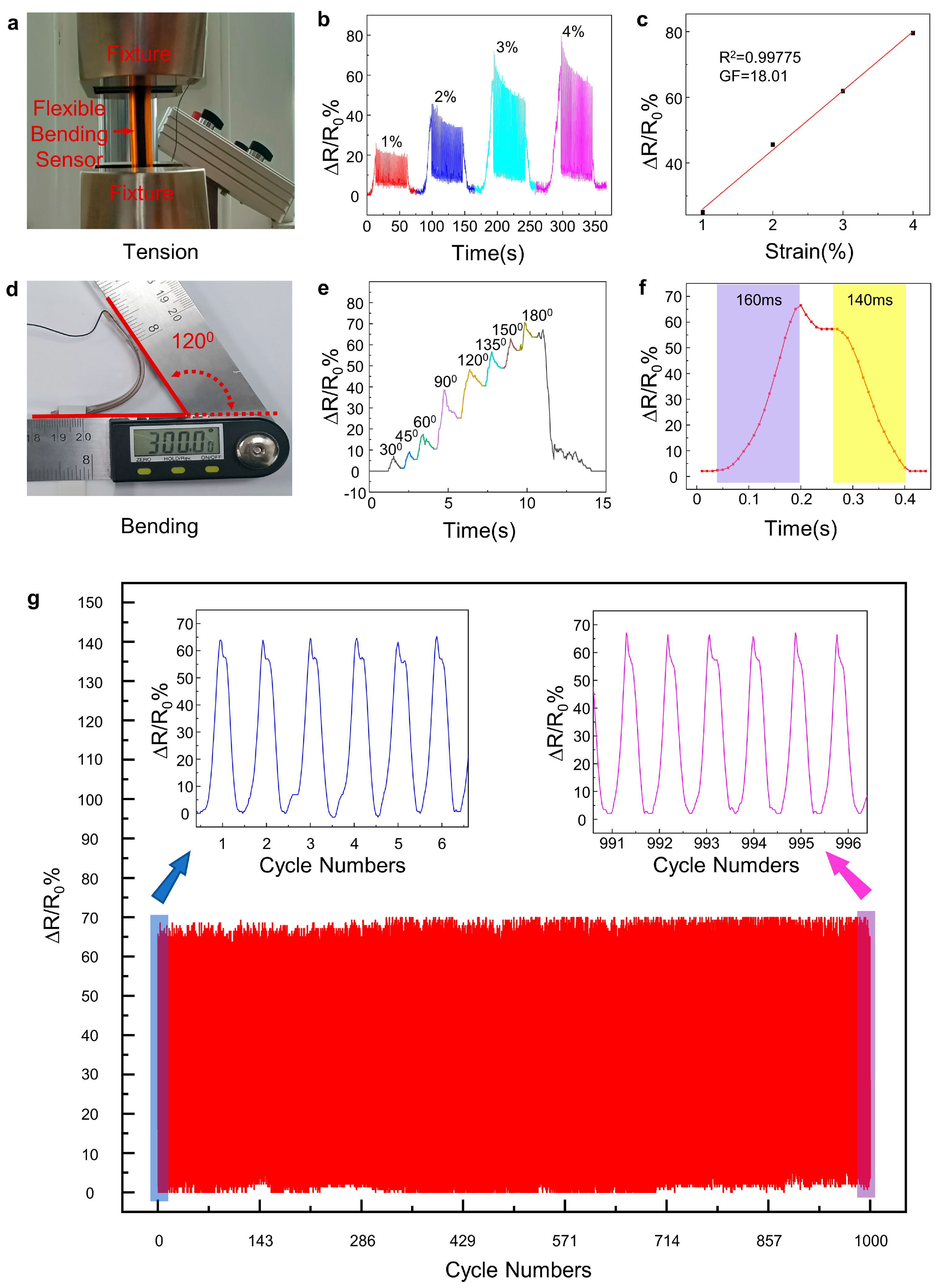
3.3.1. Performance Tests of the Flexible Sensors
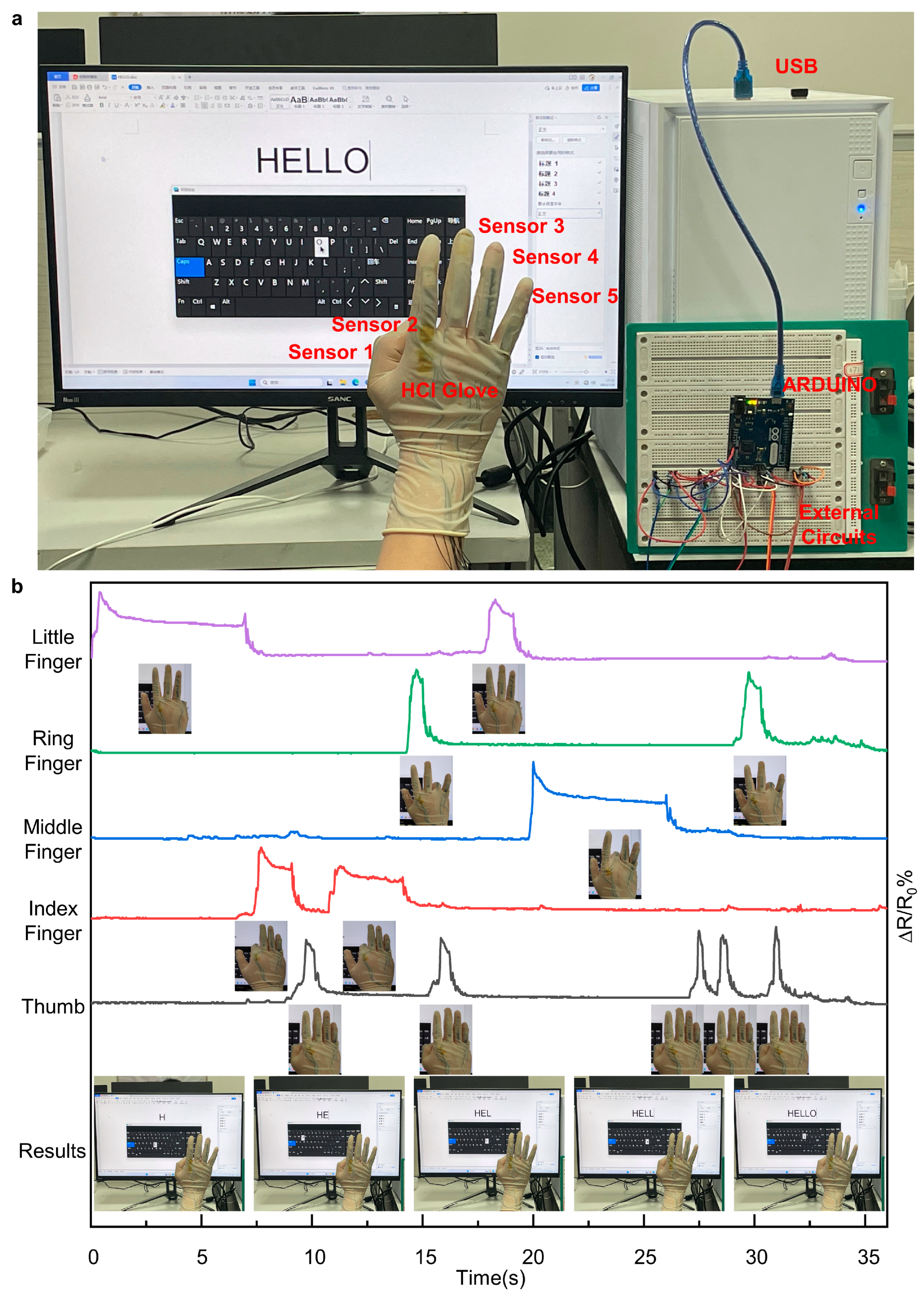
3.3.2. Application of the LIG-Based Flexible Sensors
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, W.; Sun, P. The Human-Computer Interaction Analysis and Construction on Intelligent Service Robot. Appl. Mech. Mater. 2013, 373–375, 221–224. [Google Scholar] [CrossRef]
- Ding, W.; Wang, A.C.; Wu, C.; Guo, H.; Wang, Z.L. Human-Machine Interfacing Enabled by Triboelectric Nanogenerators and Tribotronics. Adv. Mater. Technol. 2019, 4, 1800487. [Google Scholar] [CrossRef]
- Wang, D.; Qu, J.; Wang, W.; Zhang, G.; Zhu, S. The verification system for interface intelligent perception of human-computer interaction. In Proceedings of the 2020 International Conference on Intelligent Computing and Human-Computer Interaction (ICHCI), Sanya, China, 4–6 December 2020; pp. 43–48. [Google Scholar]
- Xie, J.; Zhao, Y.; Zhu, D.; Yan, J.; Li, J.; Qiao, M.; He, G.; Deng, S. A Machine Learning-Combined Flexible Sensor for Tactile Detection and Voice Recognition. ACS Appl. Mater. Interfaces 2023, 15, 12551–12559. [Google Scholar] [CrossRef]
- Zhai, Y.; Fan, Y.; Wu, Z.; Yao, J.; Long, Z. Ultrasound-Based 3-D Gesture Recognition: Signal Optimization, Trajectory, and Feature Classification. IEEE Trans. Instrum. Meas. 2023, 72, 1–12. [Google Scholar] [CrossRef]
- Tharwat, M.; Shalabi, G.; Saleh, L.; Badawoud, N.; Alfalati, R. Eye-Controlled Wheelchair. In Proceedings of the 2022 5th International Conference on Computing and Informatics (ICCI), Cairo, Egypt, 9–10 March 2022; pp. 97–101. [Google Scholar]
- Colucci, A.; Vermehren, M.; Cavallo, A.; Angerhofer, C.; Peekhaus, N.; Zollo, L.; Kim, W.S.; Paik, N.J.; Soekadar, S.R. Brain-Computer Interface-Controlled Exoskeletons in Clinical Neurorehabilitation: Ready or Not? Neurorehabil. Neural Repair 2022, 36, 747–756. [Google Scholar] [CrossRef] [PubMed]
- Diller, S.; Majidi, C.; Collins, S.H. A lightweight, low-power electroadhesive clutch and spring for exoskeleton actuation. In Proceedings of the 2016 IEEE International Conference on Robotics and Automation (ICRA), Stockholm, Sweden, 16–21 May 2016; pp. 682–689. [Google Scholar]
- Lu, L.; Zhang, J.; Xie, Y.; Gao, F.; Xu, S.; Wu, X.; Ye, Z. Wearable Health Devices in Health Care: Narrative Systematic Review. JMIR Mhealth Uhealth 2020, 8, e18907. [Google Scholar] [CrossRef] [PubMed]
- Lin, Z.; Zhang, G.; Xiao, X.; Au, C.; Zhou, Y.; Sun, C.; Zhou, Z.; Yan, R.; Fan, E.; Si, S.; et al. A Personalized Acoustic Interface for Wearable Human–Machine Interaction. Adv. Funct. Mater. 2021, 32, 2109430. [Google Scholar] [CrossRef]
- Luo, J.; Gao, W.; Wang, Z.L. The Triboelectric Nanogenerator as an Innovative Technology toward Intelligent Sports. Adv. Mater. 2021, 33, e2004178. [Google Scholar] [CrossRef]
- Liu, H.; Wang, L.; Lin, G.; Feng, Y. Recent progress in the fabrication of flexible materials for wearable sensors. Biomater. Sci. 2022, 10, 614–632. [Google Scholar] [CrossRef]
- Unno, Y.; Affolder, A.A.; Allport, P.P.; Bates, R.; Betancourt, C.; Bohm, J.; Brown, H.; Buttar, C.; Carter, J.R.; Casse, G.; et al. Development of n-on-p silicon sensors for very high radiation environments. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2011, 636, S24–S30. [Google Scholar] [CrossRef]
- Ling, Y.; An, T.; Yap, L.W.; Zhu, B.; Gong, S.; Cheng, W. Disruptive, Soft, Wearable Sensors. Adv. Mater. 2020, 32, e1904664. [Google Scholar] [CrossRef]
- Komljenovic, T.; Davenport, M.; Hulme, J.; Liu, A.Y.; Santis, C.T.; Spott, A.; Srinivasan, S.; Stanton, E.J.; Zhang, C.; Bowers, J.E. Heterogeneous Silicon Photonic Integrated Circuits. J. Light. Technol. 2016, 34, 20–35. [Google Scholar] [CrossRef]
- Westerveld, W.J.; Mahmud-Ul-Hasan, M.; Shnaiderman, R.; Ntziachristos, V.; Rottenberg, X.; Severi, S.; Rochus, V. Sensitive, small, broadband and scalable optomechanical ultrasound sensor in silicon photonics. Nat. Photonics 2021, 15, 341–345. [Google Scholar] [CrossRef]
- Lee, K.; Mazare, A.; Schmuki, P. One-dimensional titanium dioxide nanomaterials: Nanotubes. Chem. Rev. 2014, 114, 9385–9454. [Google Scholar] [CrossRef]
- Schileo, G.; Grancini, G. Lead or no lead? Availability, toxicity, sustainability and environmental impact of lead-free perovskite solar cells. J. Mater. Chem. C 2021, 9, 67–76. [Google Scholar] [CrossRef]
- Lu, B.; Chen, Y.; Ou, D.; Chen, H.; Diao, L.; Zhang, W.; Zheng, J.; Ma, W.; Sun, L.; Feng, X. Ultra-flexible Piezoelectric Devices Integrated with Heart to Harvest the Biomechanical Energy. Sci. Rep. 2015, 5, 16065. [Google Scholar] [CrossRef]
- Tan, P.; Han, X.; Zou, Y.; Qu, X.; Xue, J.; Li, T.; Wang, Y.; Luo, R.; Cui, X.; Xi, Y.; et al. Self-Powered Gesture Recognition Wristband Enabled by Machine Learning for Full Keyboard and Multicommand Input. Adv. Mater. 2022, 34, e2200793. [Google Scholar] [CrossRef]
- Raza, T.; Tufail, M.K.; Ali, A.; Boakye, A.; Qi, X.; Ma, Y.; Ali, A.; Qu, L.; Tian, M. Wearable and Flexible Multifunctional Sensor Based on Laser-Induced Graphene for the Sports Monitoring System. ACS Appl. Mater. Interfaces 2022, 14, 54170–54181. [Google Scholar] [CrossRef]
- Sundaram, S.; Kellnhofer, P.; Li, Y.; Zhu, J.Y.; Torralba, A.; Matusik, W. Learning the signatures of the human grasp using a scalable tactile glove. Nature 2019, 569, 698–702. [Google Scholar] [CrossRef]
- Wen, F.; Zhang, Z.; He, T.; Lee, C. AI enabled sign language recognition and VR space bidirectional communication using triboelectric smart glove. Nat. Commun. 2021, 12, 5378. [Google Scholar] [CrossRef]
- Gao, Y.; Ota, H.; Schaler, E.W.; Chen, K.; Zhao, A.; Gao, W.; Fahad, H.M.; Leng, Y.; Zheng, A.; Xiong, F.; et al. Wearable Devices: Wearable Microfluidic Diaphragm Pressure Sensor for Health and Tactile Touch Monitoring (Adv. Mater. 39/2017). Adv. Mater. 2017, 29, 1701985. [Google Scholar] [CrossRef] [PubMed]
- Jung, S.; Kim, J.H.; Kim, J.; Choi, S.; Lee, J.; Park, I.; Hyeon, T.; Kim, D.H. Reverse-micelle-induced porous pressure-sensitive rubber for wearable human-machine interfaces. Adv. Mater. 2014, 26, 4825–4830. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Vogt, D.M.; Hsu, W.H.; Osborne, J.; Walsh, T.; Foster, J.R.; Sullivan, S.K.; Smith, V.C.; Rousing, A.; Goldfield, E.C.; et al. Biocompatible Soft Fluidic Strain and Force Sensors for Wearable Devices. Adv. Funct. Mater. 2019, 29, 1807058. [Google Scholar] [CrossRef] [PubMed]
- Takada, R.; Kadomoto, J.; Shizuki, B. A Sensing Technique for Data Glove Using Conductive Fiber. In Proceedings of the Extended Abstracts of the 2019 CHI Conference on Human Factors in Computing Systems, Glasgow, UK, 4–9 May 2019; pp. 1–4. [Google Scholar]
- Huang, J.; Li, D.; Zhao, M.; Mensah, A.; Lv, P.; Tian, X.; Huang, F.; Ke, H.; Wei, Q. Highly Sensitive and Stretchable CNT-Bridged AgNP Strain Sensor Based on TPU Electrospun Membrane for Human Motion Detection. Adv. Electron. Mater. 2019, 5, 1900241. [Google Scholar] [CrossRef]
- Lin, J.; Peng, Z.; Liu, Y.; Ruiz-Zepeda, F.; Ye, R.; Samuel, E.L.; Yacaman, M.J.; Yakobson, B.I.; Tour, J.M. Laser-induced porous graphene films from commercial polymers. Nat. Commun. 2014, 5, 5714. [Google Scholar] [CrossRef] [PubMed]
- Liu, F.; Gao, Y.; Wang, G.; Wang, D.; Wang, Y.; He, M.; Ding, X.; Duan, H.; Luo, S. Laser-Induced Graphene Enabled Additive Manufacturing of Multifunctional 3D Architectures with Freeform Structures. Adv. Sci. 2023, 10, e2204990. [Google Scholar] [CrossRef] [PubMed]
- Gao, Y.; Zhai, Y.; Wang, G.; Liu, F.; Duan, H.; Ding, X.; Luo, S. 3D-Laminated Graphene with Combined Laser Irradiation and Resin Infiltration toward Designable Macrostructure and Multifunction. Adv. Sci. 2022, 9, e2200362. [Google Scholar] [CrossRef]
- Wang, W.; Lu, L.; Li, Z.; Xie, Y. Laser induced 3D porous graphene dots: Bottom-up growth mechanism, multi-physics coupling effect and surface wettability. Appl. Surf. Sci. 2022, 592, 153242. [Google Scholar] [CrossRef]
- Vivaldi, F.M.; Dallinger, A.; Bonini, A.; Poma, N.; Sembranti, L.; Biagini, D.; Salvo, P.; Greco, F.; Di Francesco, F. Three-Dimensional (3D) Laser-Induced Graphene: Structure, Properties, and Application to Chemical Sensing. ACS Appl. Mater. Interfaces 2021, 13, 30245–30260. [Google Scholar] [CrossRef]
- Babatain, W.; Buttner, U.; El-Atab, N.; Hussain, M.M. Graphene and Liquid Metal Integrated Multifunctional Wearable Platform for Monitoring Motion and Human-Machine Interfacing. ACS Nano 2022, 16, 20305–20317. [Google Scholar] [CrossRef]
- Ye, R.; James, D.K.; Tour, J.M. Laser-Induced Graphene: From Discovery to Translation. Adv. Mater. 2019, 31, e1803621. [Google Scholar] [CrossRef]
- Tian, Q.; Yan, W.; Li, Y.; Ho, D. Bean Pod-Inspired Ultrasensitive and Self-Healing Pressure Sensor Based on Laser-Induced Graphene and Polystyrene Microsphere Sandwiched Structure. ACS Appl. Mater. Interfaces 2020, 12, 9710–9717. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Lu, L.; Li, Z.; Lin, L.; Liang, Z.; Lu, X.; Xie, Y. Fingerprint-Inspired Strain Sensor with Balanced Sensitivity and Strain Range Using Laser-Induced Graphene. ACS Appl. Mater. Interfaces 2022, 14, 1315–1325. [Google Scholar] [CrossRef] [PubMed]
- Yi, C.; Hou, Y.; He, K.; Li, W.; Li, N.; Wang, Z.; Yang, B.; Xu, S.; Wang, H.; Gao, C.; et al. Highly Sensitive and Wide Linear-Response Pressure Sensors Featuring Zero Standby Power Consumption under Bending Conditions. ACS Appl. Mater. Interfaces 2020, 12, 19563–19571. [Google Scholar] [CrossRef] [PubMed]
- Kaidarova, A.; Khan, M.A.; Marengo, M.; Swanepoel, L.; Przybysz, A.; Muller, C.; Fahlman, A.; Buttner, U.; Geraldi, N.R.; Wilson, R.P.; et al. Wearable multifunctional printed graphene sensors. NPJ Flex. Electron. 2019, 3, 15. [Google Scholar] [CrossRef]
- Garland, N.T.; Schmieder, J.; Johnson, Z.T.; Hjort, R.G.; Chen, B.; Andersen, C.; Sanborn, D.; Kjeldgaard, G.; Pola, C.C.; Li, J.; et al. Wearable Flexible Perspiration Biosensors Using Laser-Induced Graphene and Polymeric Tape Microfluidics. ACS Appl. Mater. Interfaces 2023, 15, 38201–38213. [Google Scholar] [CrossRef]
- Nguyen, A.-P.; Kang, W.-K.; Lee, J.-B.; In, J.-B. High-Performance Washable PM2.5 Filter Fabricated with Laser-Induced Graphene. Materials 2021, 14, 5551. [Google Scholar] [CrossRef]
- Zhang, S.; Chhetry, A.; Zahed, M.A.; Sharma, S.; Park, C.; Yoon, S.; Park, J.Y. On-skin ultrathin and stretchable multifunctional sensor for smart healthcare wearables. NPJ Flex. Electron. 2022, 6, 11. [Google Scholar] [CrossRef]
- Chen, X.; Hou, Z.; Li, G.; Yu, W.; Xue, Y.; Niu, G.; Xin, M.; Yang, L.; Meng, C.; Guo, S. A laser-scribed wearable strain sensing system powered by an integrated rechargeable thin-film zinc-air battery for a long-time continuous healthcare monitoring. Nano Energy 2022, 101, 107606. [Google Scholar] [CrossRef]
- Song, Y.; Zong, X.; Wang, N.; Yan, N.; Shan, X.; Li, J. Preparation of γ-Divinyl-3-Aminopropyltriethoxysilane Modified Lignin and Its Application in Flame Retardant Poly(lactic acid). Materials 2018, 11, 1505. [Google Scholar] [CrossRef]
- Marques, A.C.; Cardoso, A.R.; Martins, R.; Sales, M.G.F.; Fortunato, E. Laser-Induced Graphene-Based Platforms for Dual Biorecognition of Molecules. ACS Appl. Nano Mater. 2020, 3, 2795–2803. [Google Scholar] [CrossRef]
- Powell, C.D.; Pisharody, L.; Thamaraiselvan, C.; Gupta, A.; Park, H.; Tesfahunegn, B.A.; Sharma, C.P.; Kleinberg, M.N.; Burch, R.; Arnusch, C.J. Functional Laser-Induced Graphene Composite Art. ACS Appl. Nano Mater. 2022, 5, 11923–11931. [Google Scholar] [CrossRef]
- Barbhuiya, N.H.; Misra, U.; Singh, S.P. Stacked Laser-Induced Graphene Joule Heaters for Desalination and Water Recycling. ACS Appl. Nano Mater. 2022, 5, 10991–11002. [Google Scholar] [CrossRef]
- Misra, U.; Dixit, N.; Singh, S.P. Effect of Laser Parameters on Laser-Induced Graphene Filter Fabrication and Its Performance for Desalination and Water Purification. ACS Appl. Mater. Interfaces 2023, 15, 7899–7910. [Google Scholar] [CrossRef] [PubMed]
- Barbhuiya, N.H.; Singh, S.P.; Makovitzki, A.; Narkhede, P.; Oren, Z.; Adar, Y.; Lupu, E.; Cherry, L.; Monash, A.; Arnusch, C.J. Virus Inactivation in Water Using Laser-Induced Graphene Filters. Materials 2021, 14, 3179. [Google Scholar] [CrossRef] [PubMed]
- Singh, S.P.; Ramanan, S.; Kaufman, Y.; Arnusch, C.J. Laser-Induced Graphene Biofilm Inhibition: Texture Does Matter. ACS Appl. Nano Mater. 2018, 1, 1713–1720. [Google Scholar] [CrossRef]
- Hawes, G.F.; Yilman, D.; Noremberg, B.S.; Pope, M.A. Supercapacitors Fabricated via Laser-Induced Carbonization of Biomass-Derived Poly(furfuryl alcohol)/Graphene Oxide Composites. ACS Appl. Nano Mater. 2019, 2, 6312–6324. [Google Scholar] [CrossRef]
- Bai, S.; Tang, Y.; Lin, L.; Ruan, L.; Song, R.; Chen, H.; Du, Y.; Lin, H.; Shan, Y.; Tang, Y. Investigation of micro/nano formation mechanism of porous graphene induced by CO2 laser processing on polyimide film. J. Manuf. Process. 2022, 84, 555–564. [Google Scholar] [CrossRef]
- Pinheiro, T.; Correia, R.; Morais, M.; Coelho, J.; Fortunato, E.; Sales, M.G.F.; Marques, A.C.; Martins, R. Water Peel-Off Transfer of Electronically Enhanced, Paper-Based Laser-Induced Graphene for Wearable Electronics. ACS Nano 2022, 16, 20633–20646. [Google Scholar] [CrossRef]
- Sain, S.; Roy, S.; Mathur, A.; Rajesh, V.M.; Banerjee, D.; Sarkar, B.; Roy, S.S. Electrochemical Sensors Based on Flexible Laser-Induced Graphene for the Detection of Paraquat in Water. ACS Appl. Nano Mater. 2022, 5, 17516–17525. [Google Scholar] [CrossRef]
- Velasco, A.; Ryu, Y.K.; Hamada, A.; de Andrés, A.; Calle, F.; Martinez, J. Laser-Induced Graphene Microsupercapacitors: Structure, Quality, and Performance. Nanomaterials 2023, 13, 788. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Wang, Z.; Bakhtiyari, A.N.; Zheng, H. A Comparative Study of Laser-Induced Graphene by CO(2) Infrared Laser and 355 nm Ultraviolet (UV) Laser. Micromachines 2020, 11, 1094. [Google Scholar] [CrossRef] [PubMed]
- Peng, J.; Huang, C.; Cao, C.; Saiz, E.; Du, Y.; Dou, S.; Tomsia, A.P.; Wagner, H.D.; Jiang, L.; Cheng, Q. Inverse Nacre-like Epoxy-Graphene Layered Nanocomposites with Integration of High Toughness and Self-Monitoring. Matter 2020, 2, 220–232. [Google Scholar] [CrossRef]
- Park, H.; Kim, M.; Kim, B.G.; Kim, Y.H. Electronic Functionality Encoded Laser-Induced Graphene for Paper Electronics. ACS Appl. Nano Mater. 2020, 3, 6899–6904. [Google Scholar] [CrossRef]
- Chen, Y.; Long, J.; Zhou, S.; Shi, D.; Huang, Y.; Chen, X.; Gao, J.; Zhao, N.; Wong, C.P. UV Laser-Induced Polyimide-to-Graphene Conversion: Modeling, Fabrication, and Application. Small Methods 2019, 3, 1900208. [Google Scholar] [CrossRef]
- de la Roche, J.; López-Cifuentes, I.; Jaramillo-Botero, A. Influence of lasing parameters on the morphology and electrical resistance of polyimide-based laser-induced graphene (LIG). Carbon Lett. 2022, 33, 587–595. [Google Scholar] [CrossRef]
- Kulyk, B.; Silva, B.F.R.; Carvalho, A.F.; Silvestre, S.; Fernandes, A.J.S.; Martins, R.; Fortunato, E.; Costa, F.M. Laser-Induced Graphene from Paper for Mechanical Sensing. ACS Appl. Mater. Interfaces 2021, 13, 10210–10221. [Google Scholar] [CrossRef] [PubMed]
- Wei, S.; Liu, Y.; Yang, L.; Wang, H.; Niu, H.; Zhou, C.; Wang, Y.; Guo, Q.; Chen, D. Flexible large e-skin array based on patterned laser-induced graphene for tactile perception. Sens. Actuators A Phys. 2022, 334, 113308. [Google Scholar] [CrossRef]
- Xia, S.-Y.; Long, Y.; Huang, Z.; Zi, Y.; Tao, L.-Q.; Li, C.-H.; Sun, H.; Li, J. Laser-induced graphene (LIG)-based pressure sensor and triboelectric nanogenerator towards high-performance self-powered measurement-control combined system. Nano Energy 2022, 96, 107099. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, B.; Zhang, Q.; Liu, X.; Zhai, Y.; Gao, C.; Zhang, Z. Fabrication of Laser-Induced Graphene Based Flexible Sensors Using 355 nm Ultraviolet Laser and Their Application in Human–Computer Interaction System. Materials 2023, 16, 6938. https://doi.org/10.3390/ma16216938
Sun B, Zhang Q, Liu X, Zhai Y, Gao C, Zhang Z. Fabrication of Laser-Induced Graphene Based Flexible Sensors Using 355 nm Ultraviolet Laser and Their Application in Human–Computer Interaction System. Materials. 2023; 16(21):6938. https://doi.org/10.3390/ma16216938
Chicago/Turabian StyleSun, Binghua, Qixun Zhang, Xin Liu, You Zhai, Chenchen Gao, and Zhongyuan Zhang. 2023. "Fabrication of Laser-Induced Graphene Based Flexible Sensors Using 355 nm Ultraviolet Laser and Their Application in Human–Computer Interaction System" Materials 16, no. 21: 6938. https://doi.org/10.3390/ma16216938
APA StyleSun, B., Zhang, Q., Liu, X., Zhai, Y., Gao, C., & Zhang, Z. (2023). Fabrication of Laser-Induced Graphene Based Flexible Sensors Using 355 nm Ultraviolet Laser and Their Application in Human–Computer Interaction System. Materials, 16(21), 6938. https://doi.org/10.3390/ma16216938