
Experimental Investigation on Machinability of α/β Titanium Alloys with Different Microstructures


Abstract
:1. Introduction
2. Experimental Work
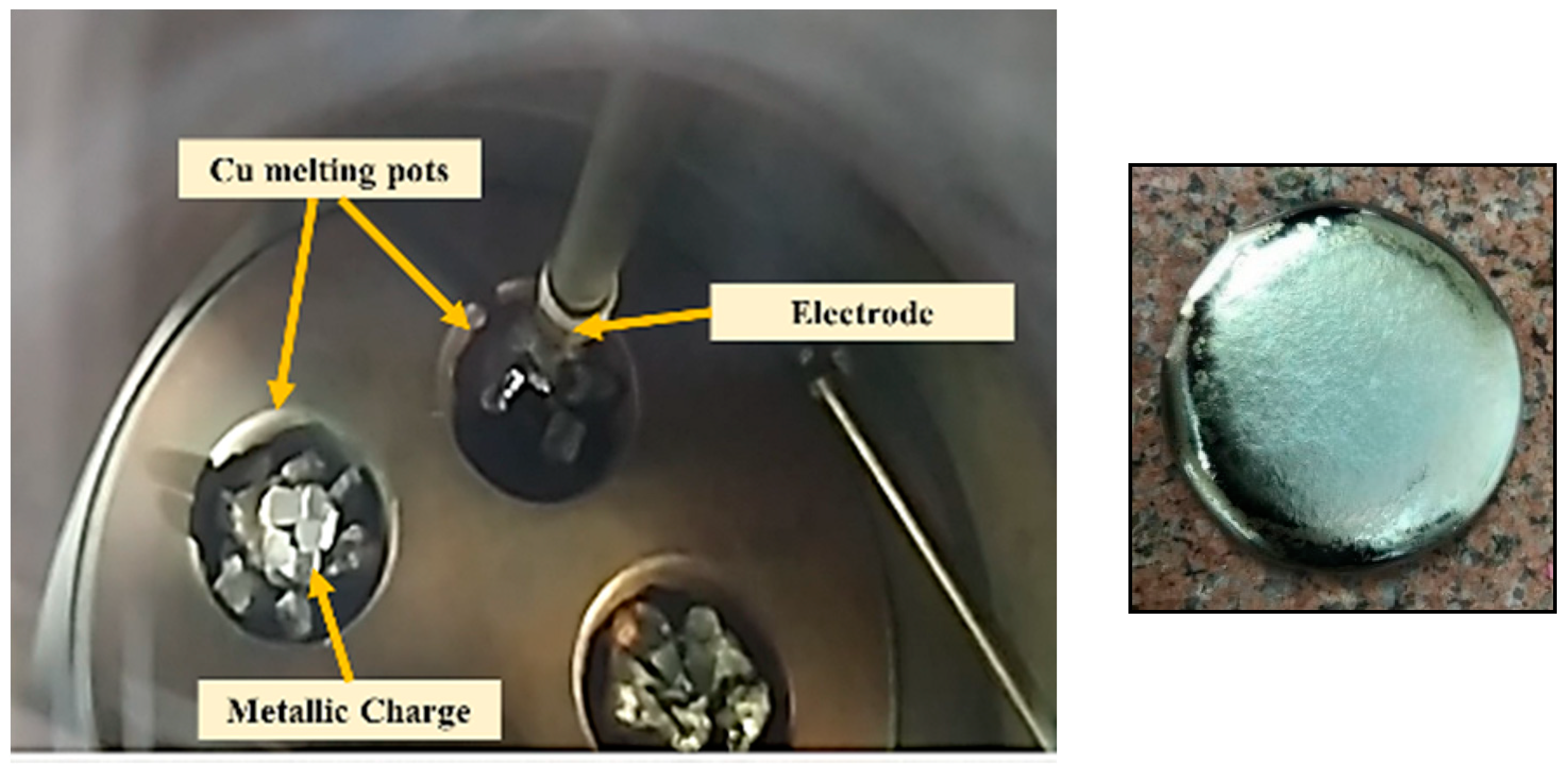
2.1. Preparation of Cast Samples
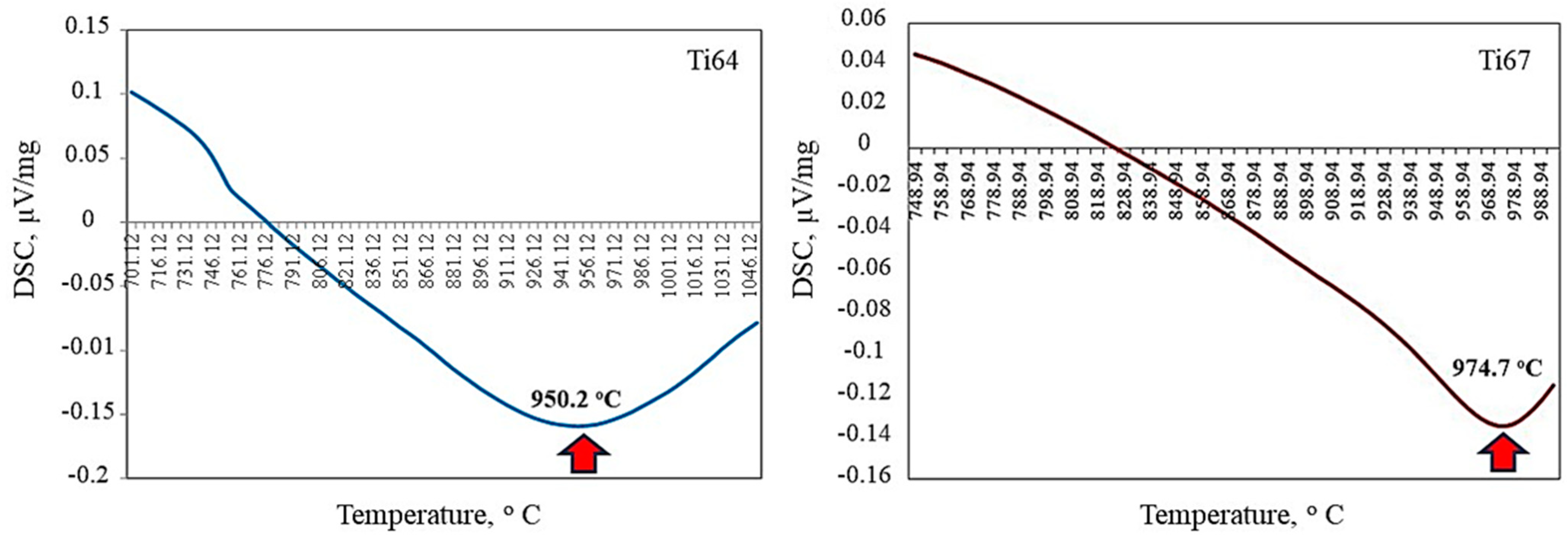
2.2. Differential Scanning Calorimetry
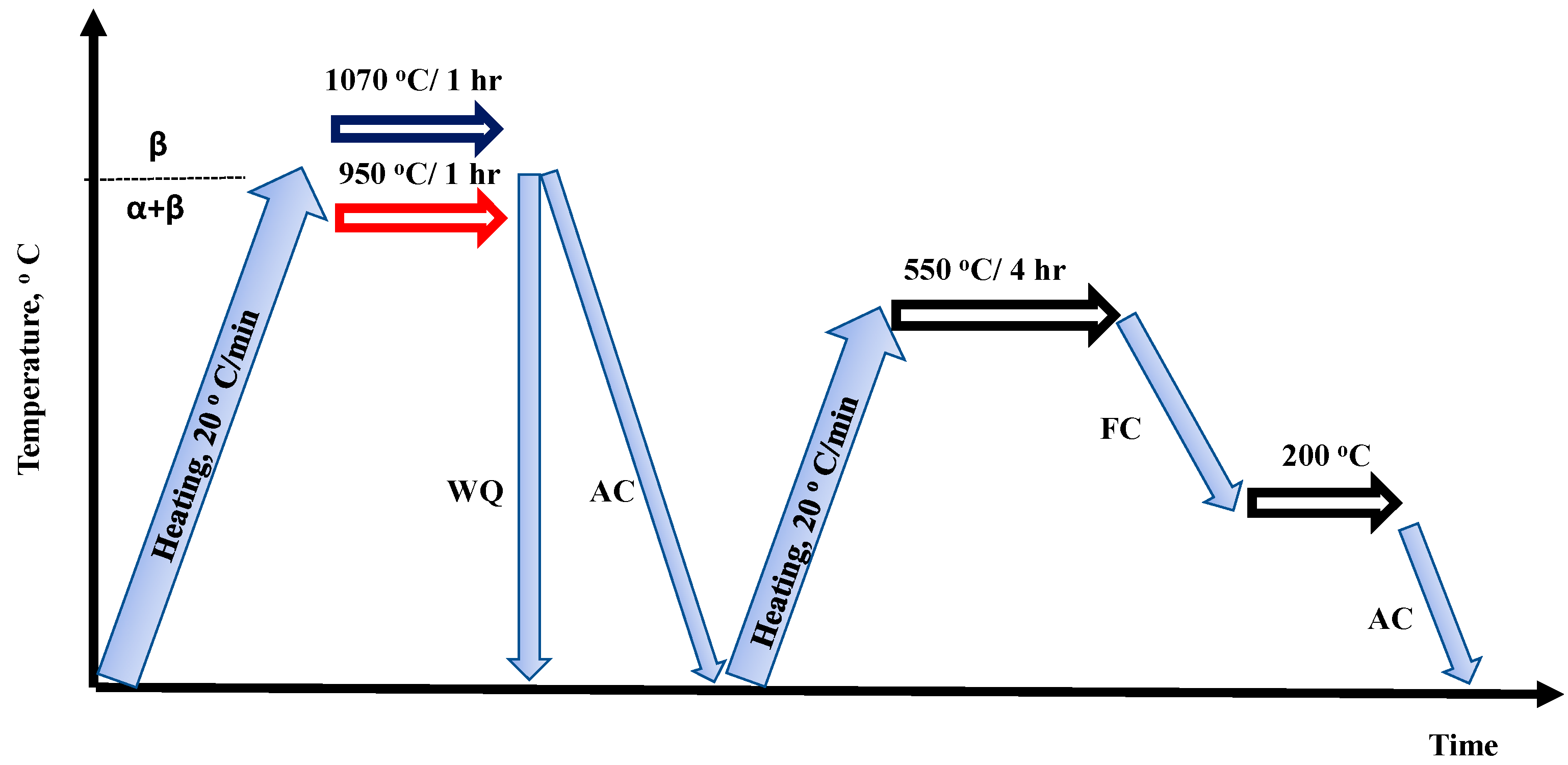
2.3. Heat Treatment
2.4. Drilling Tests
2.5. Sample Characterization
3. Results and Discussion
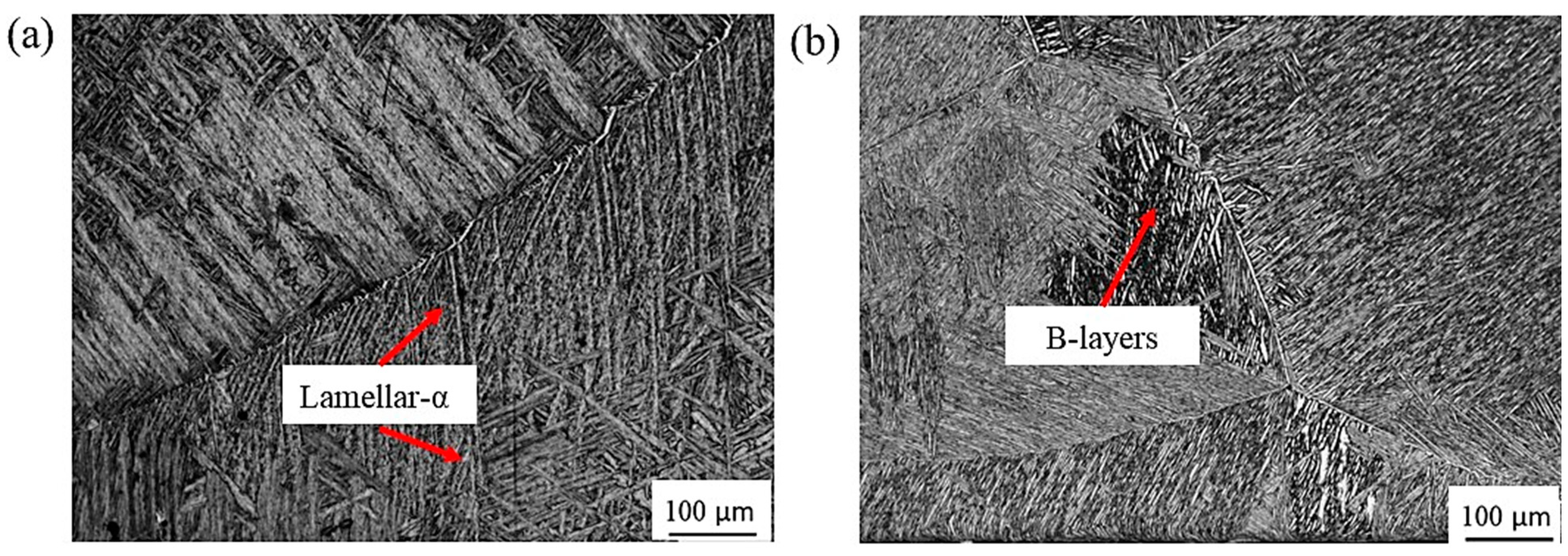
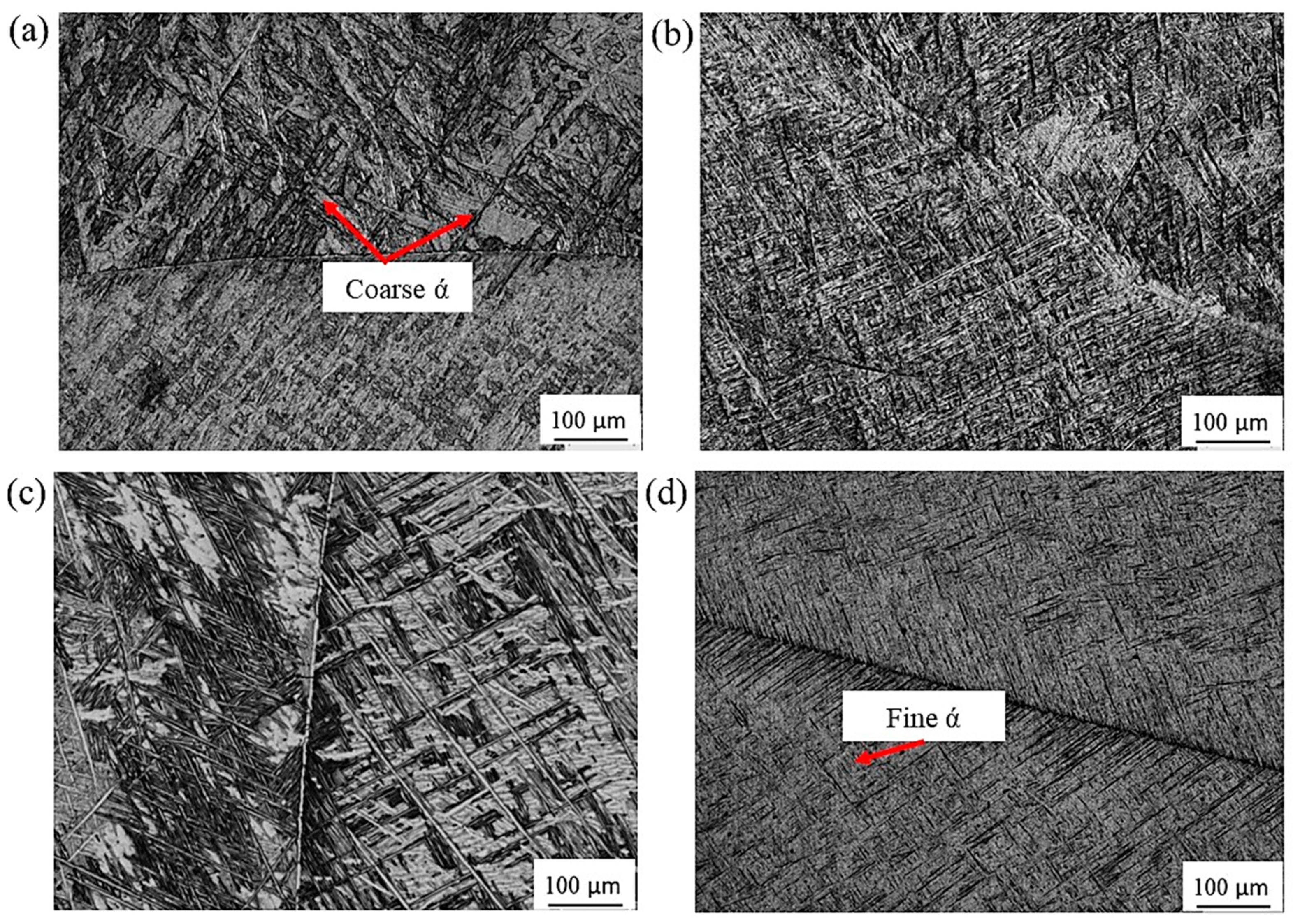
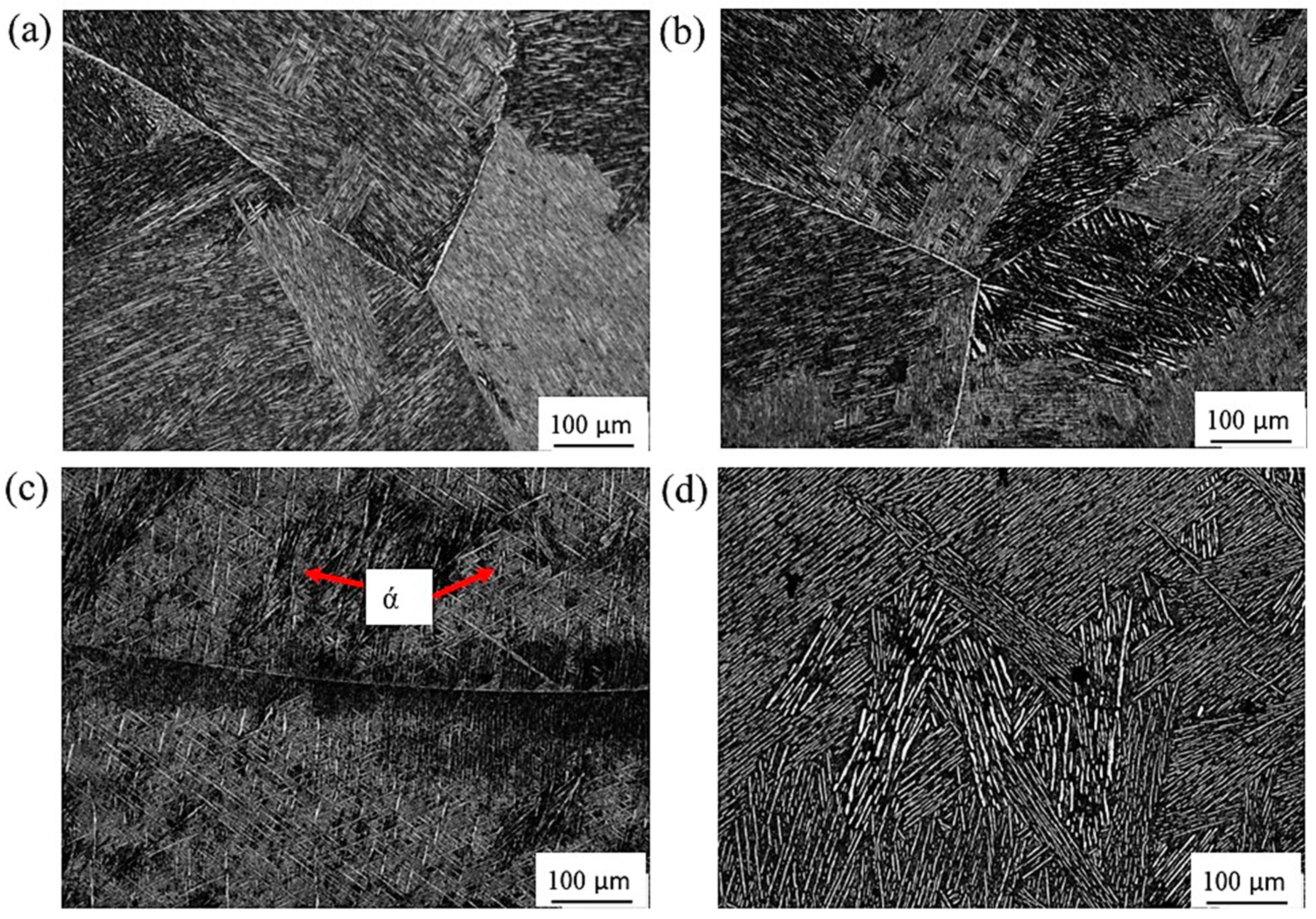
3.1. Microstructure Investigation
3.2. Cutting Forces and Tool Wear
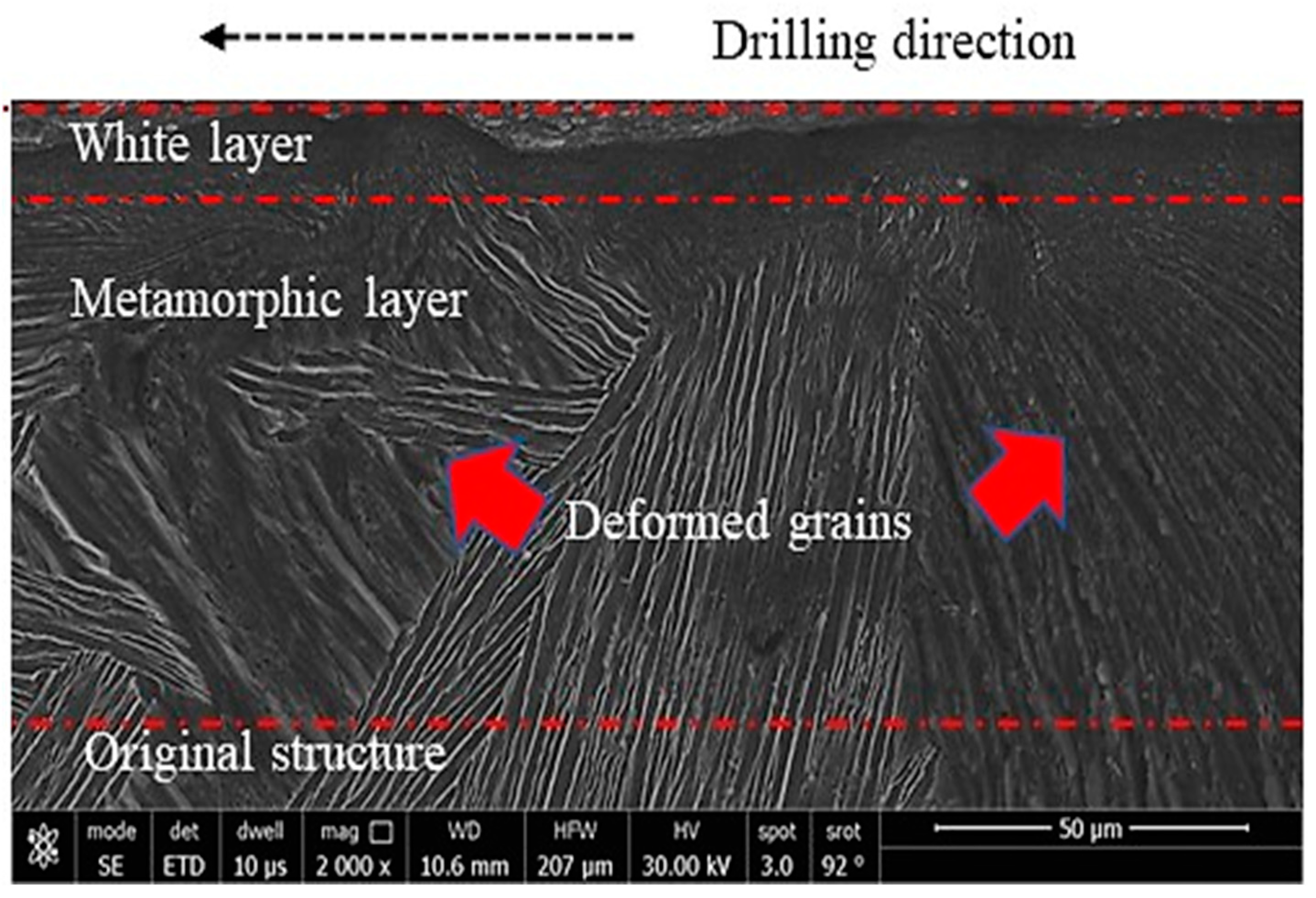
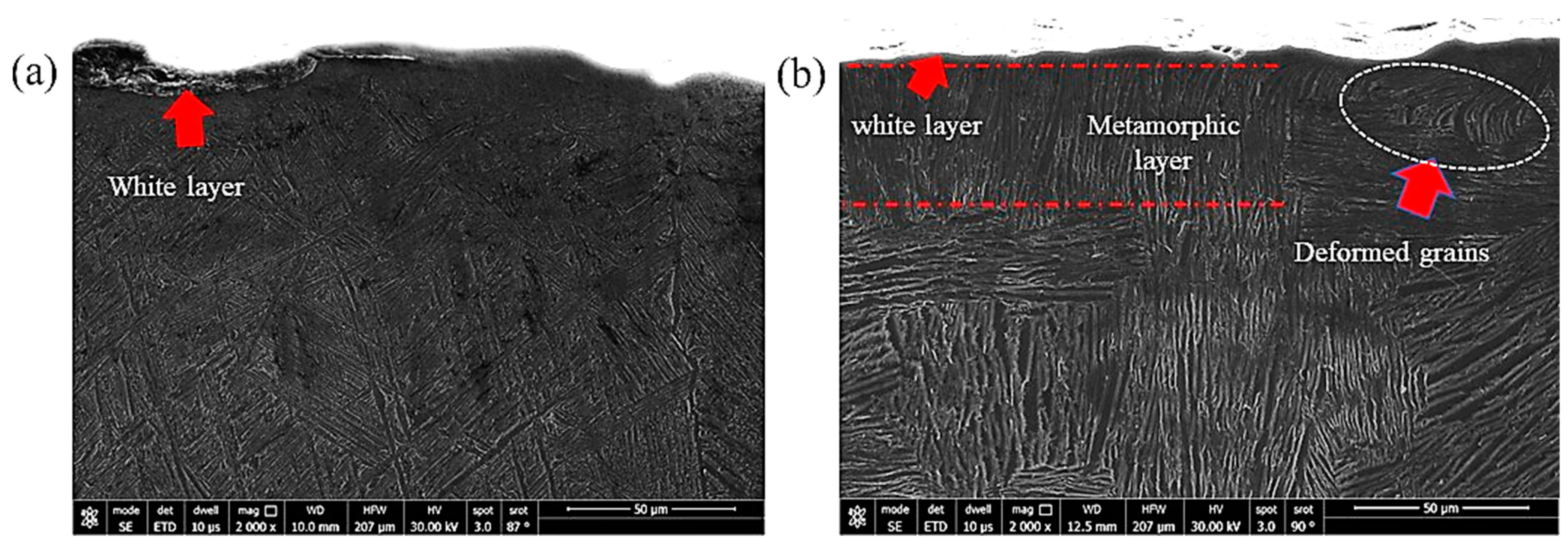
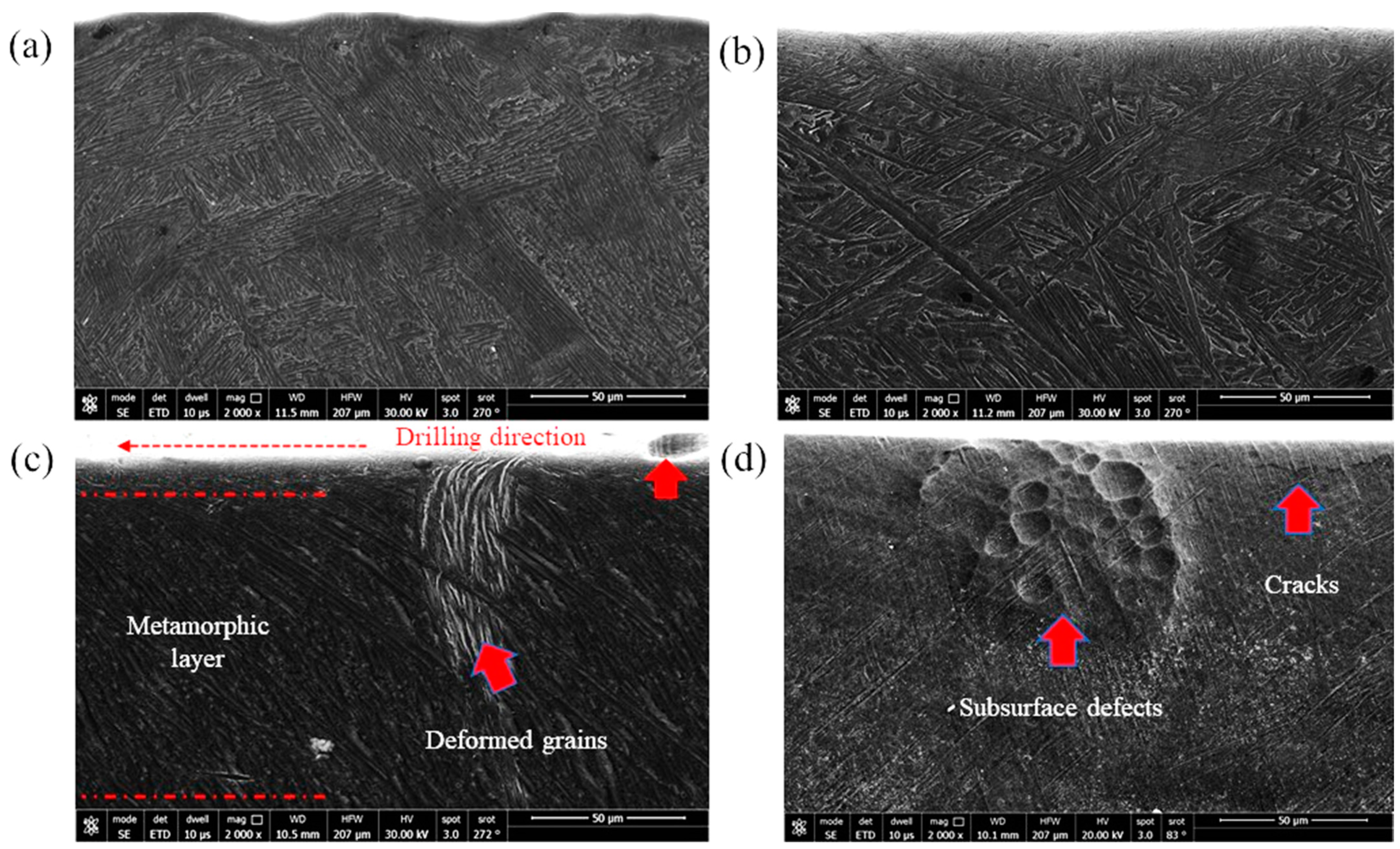
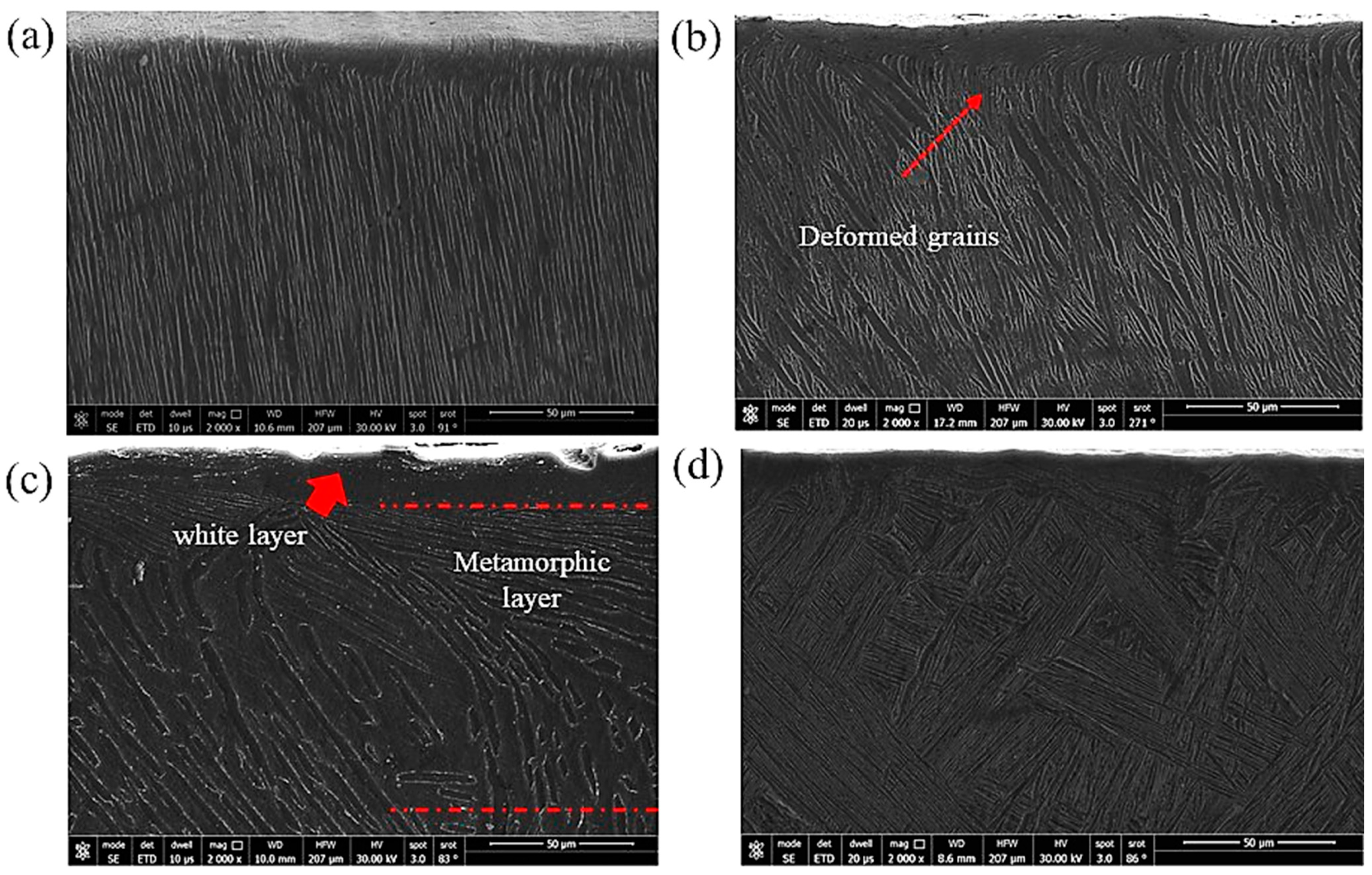
3.3. Drilling-Induced Sub-Surface Structures
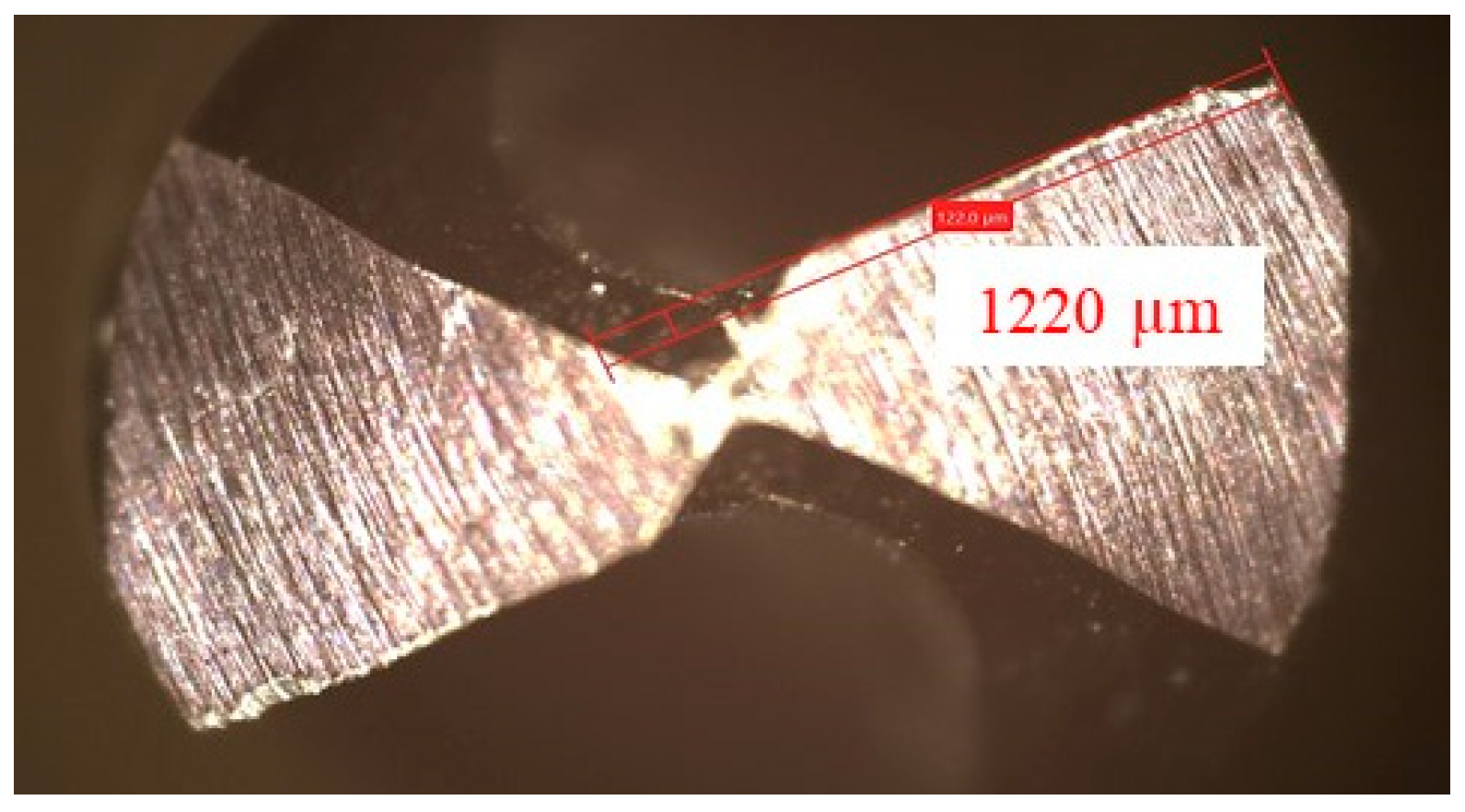
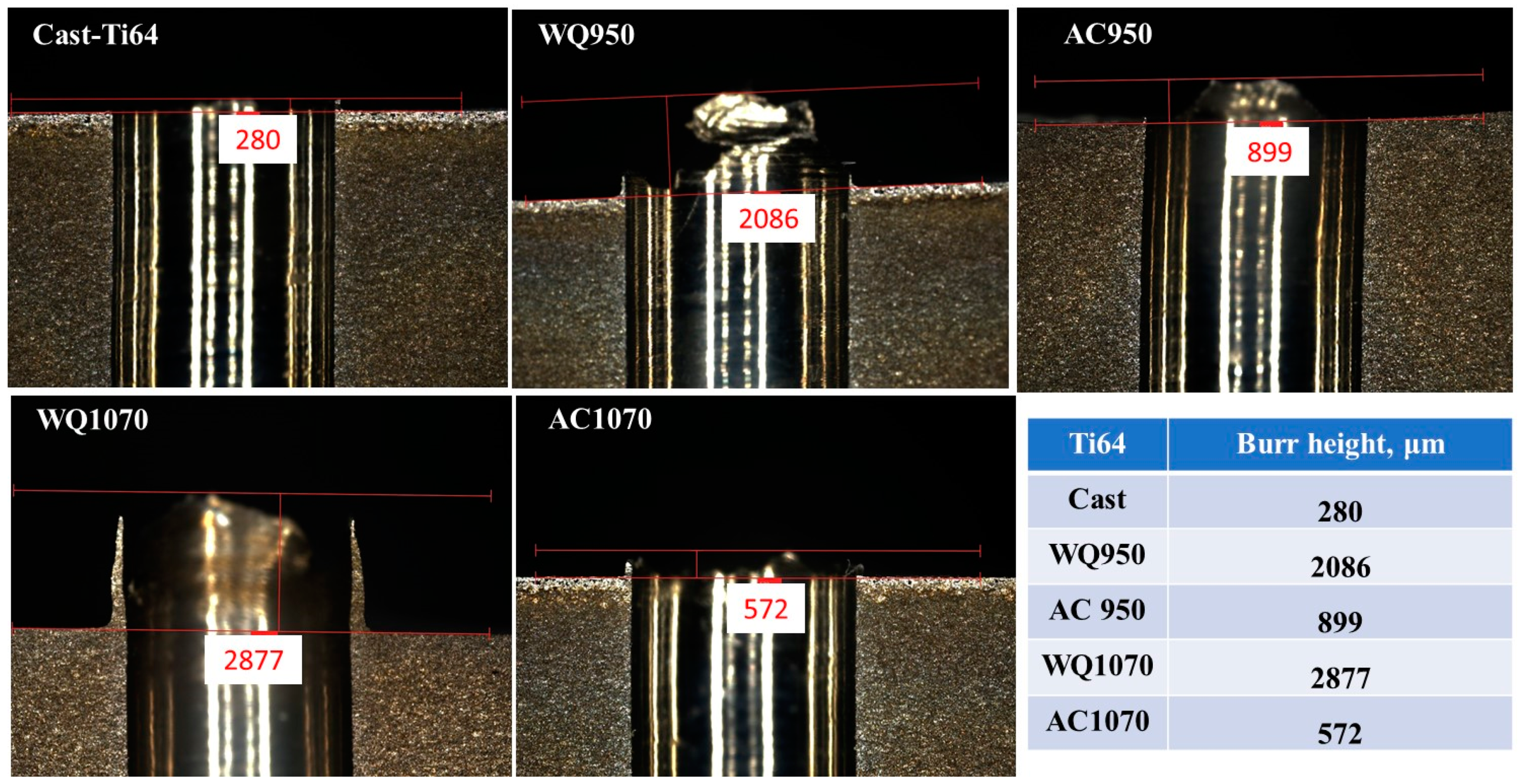
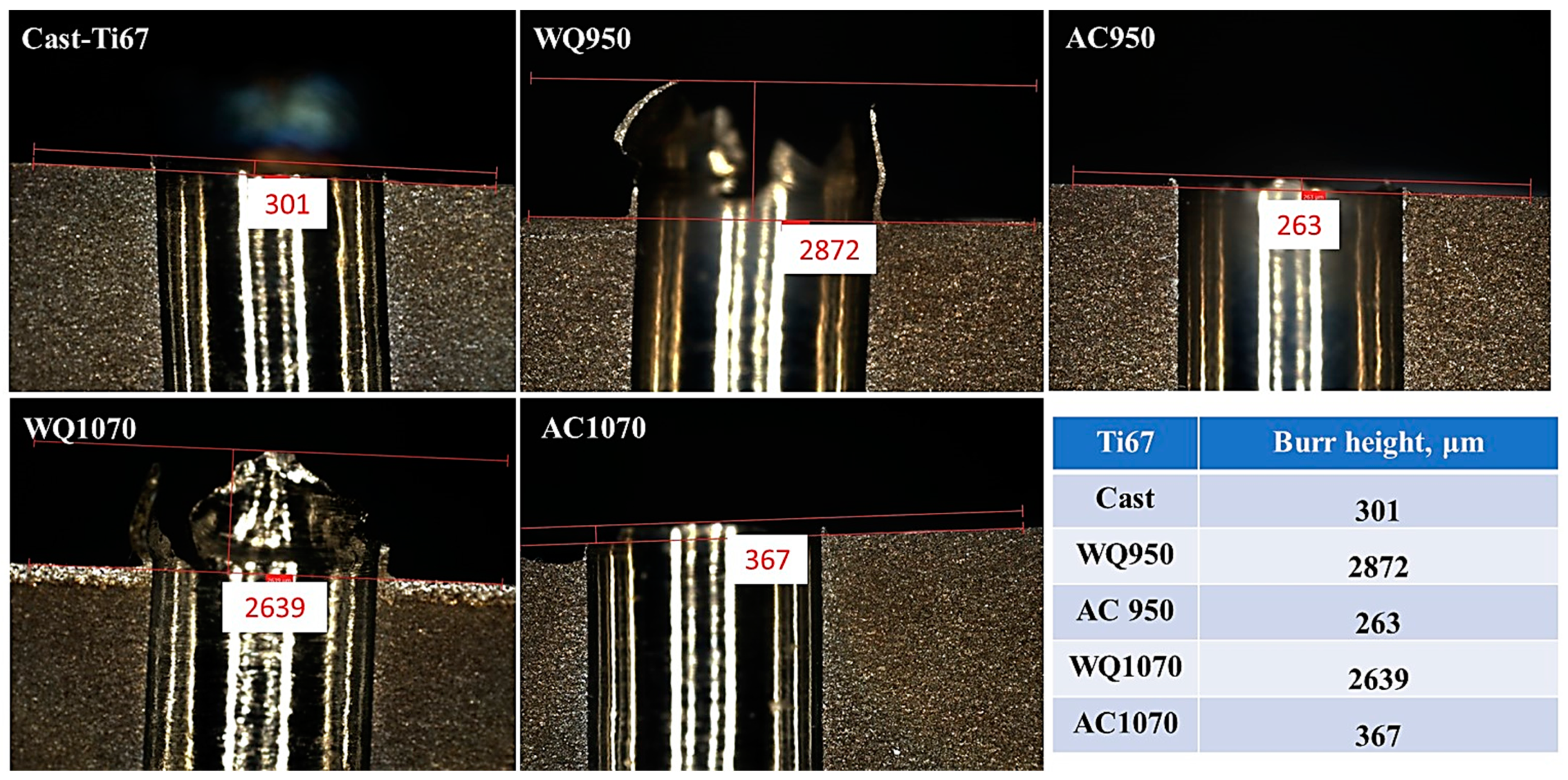
3.4. Burr Formation
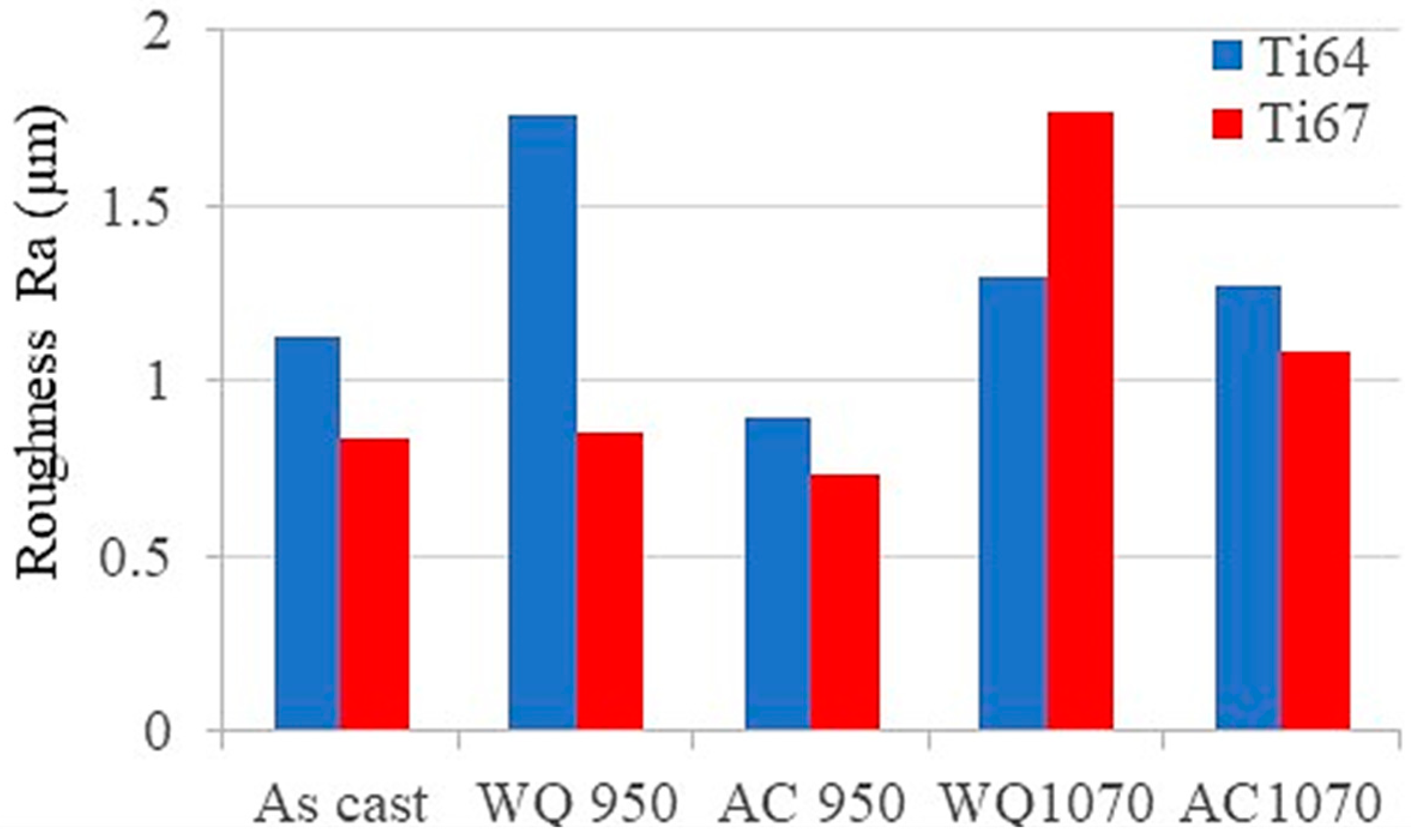
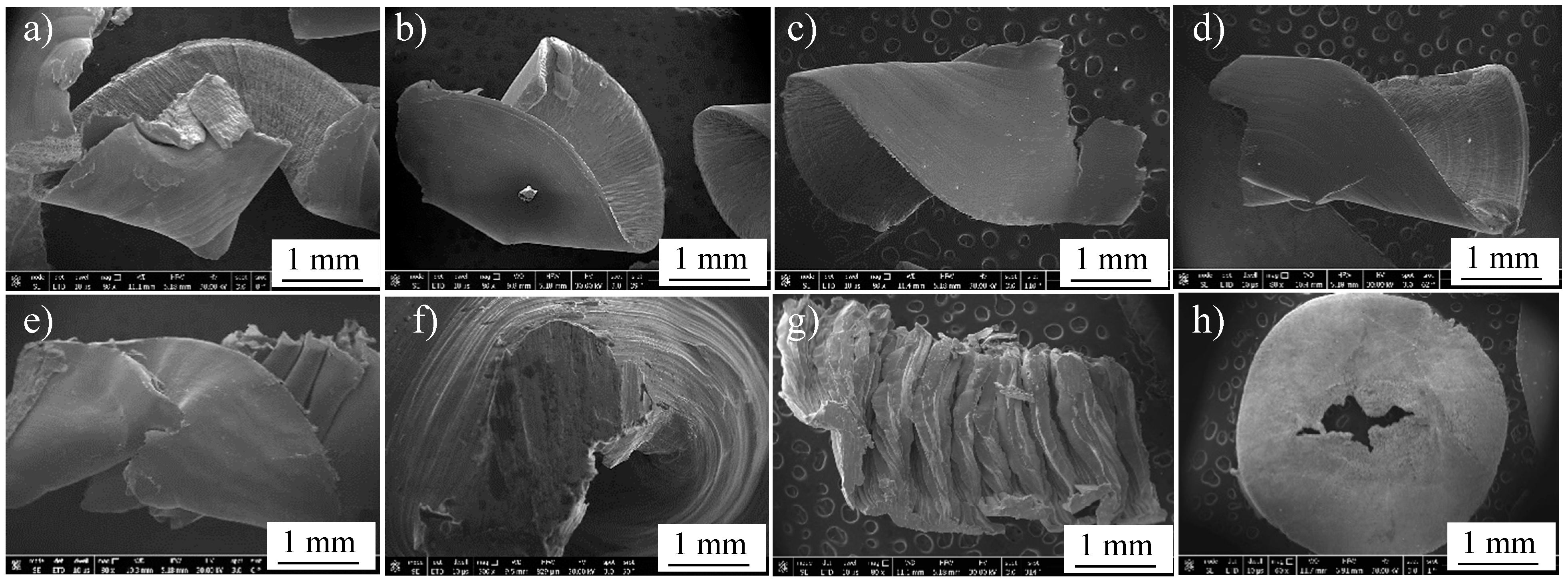
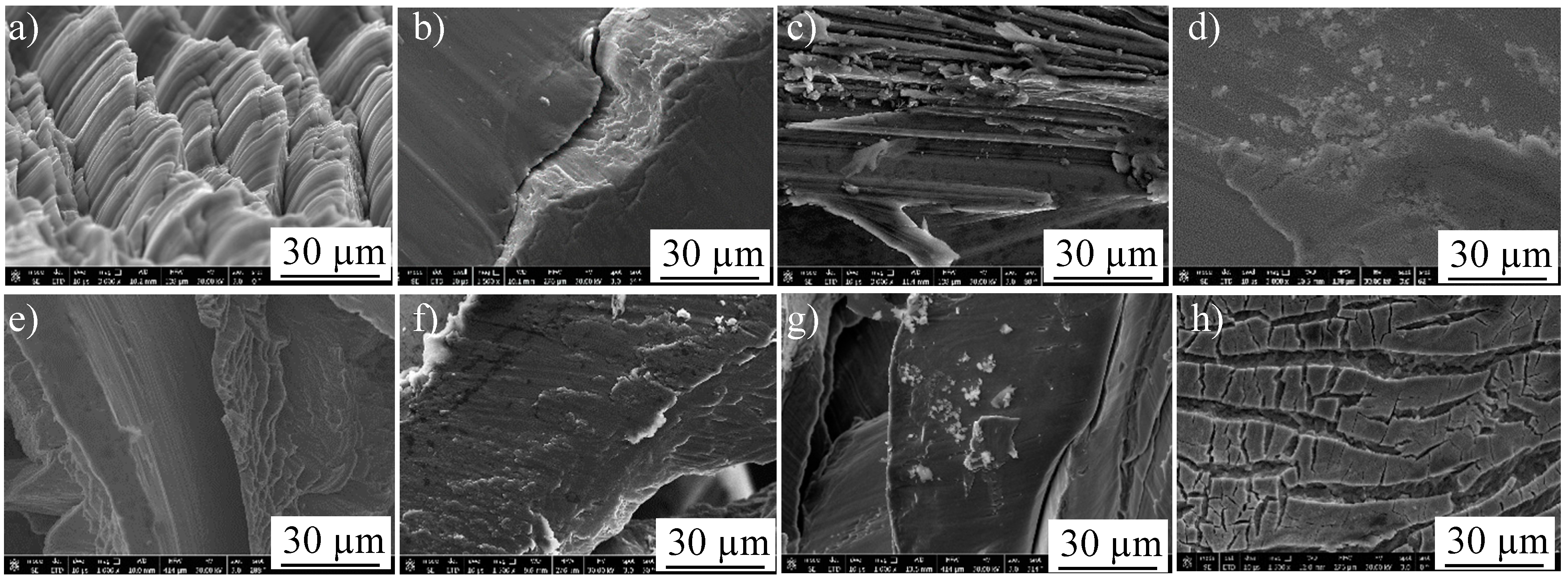
3.5. Surface Roughness and Chip Characteristics
4. Conclusions
- As-cast Ti67 alloy showed finer grain size and higher transformation temperature (974.7 °C) than Ti64 (950 °C).
- In the heat-treated Ti64, water quenching from either α/β or β range resulted in the formation of a martensitic structure. The amount of martensite significantly increased upon quenching from the β-phase field.
- In Ti67, water quenching from α/β phase field (950 °C) did not induce martensite, while some martensite was obtained after quenching from 1070 °C (β-phase range).
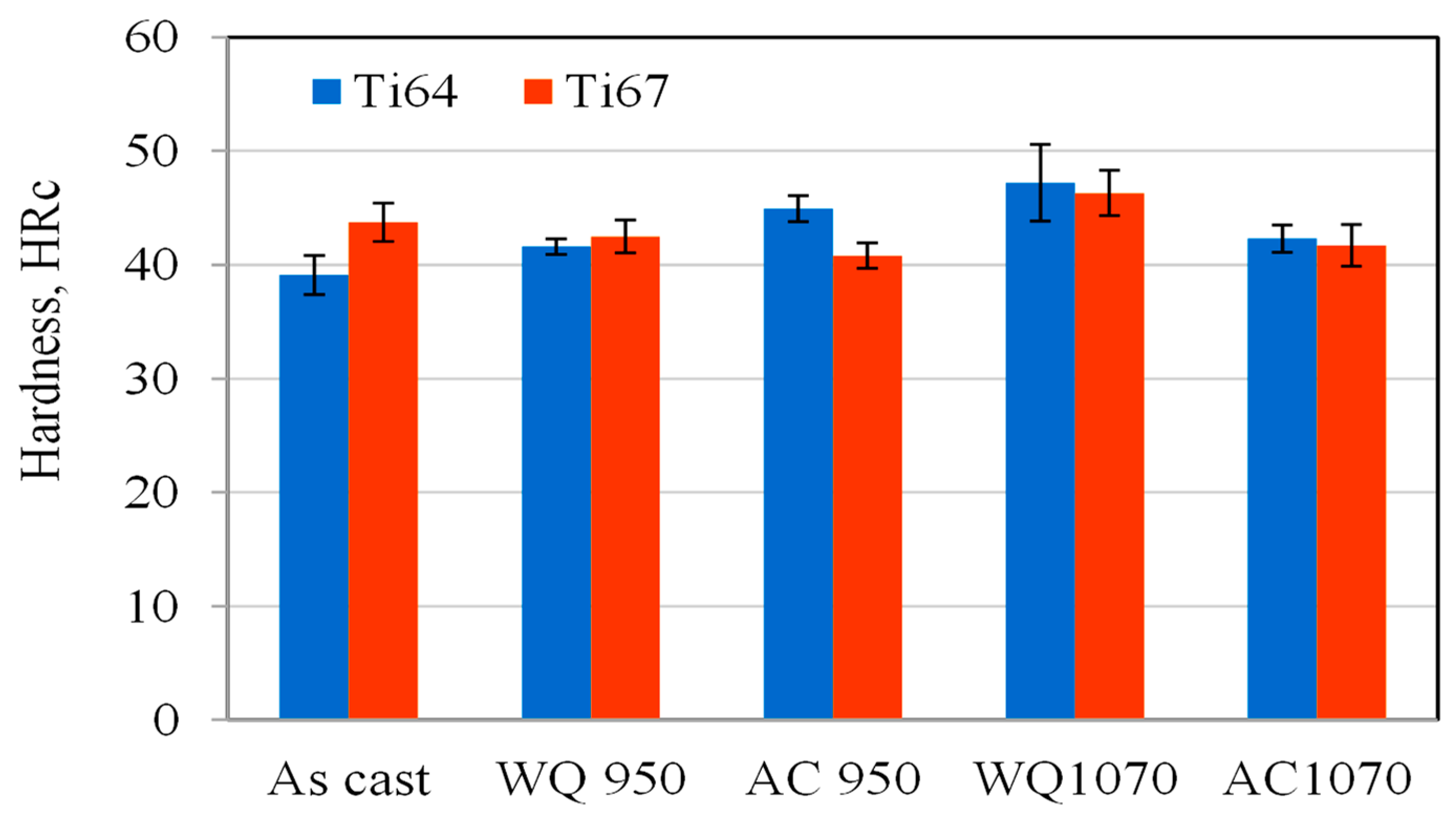
- Generally, water quenching increased the workpieces’ hardness compared to the air- cooling conditions.
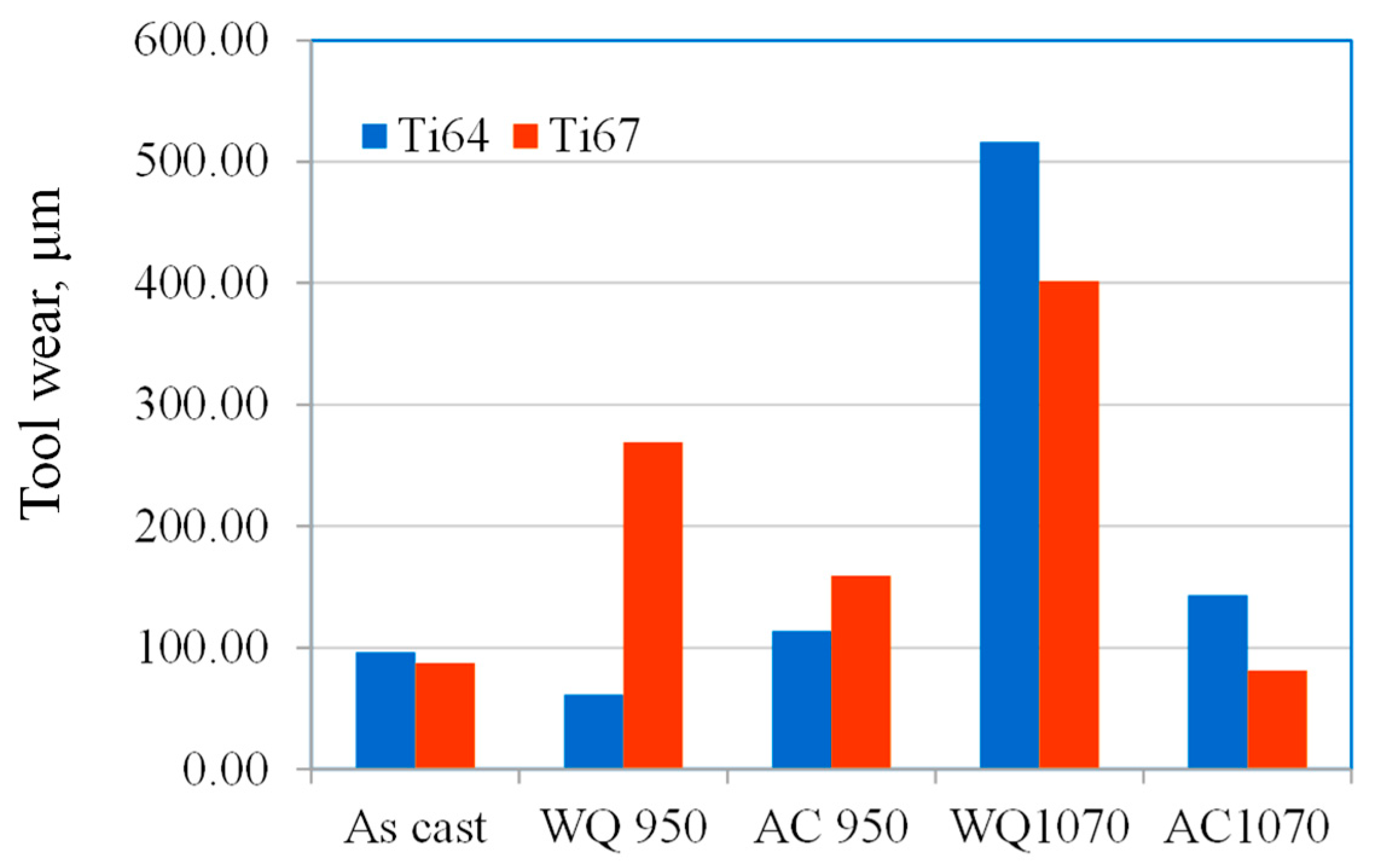
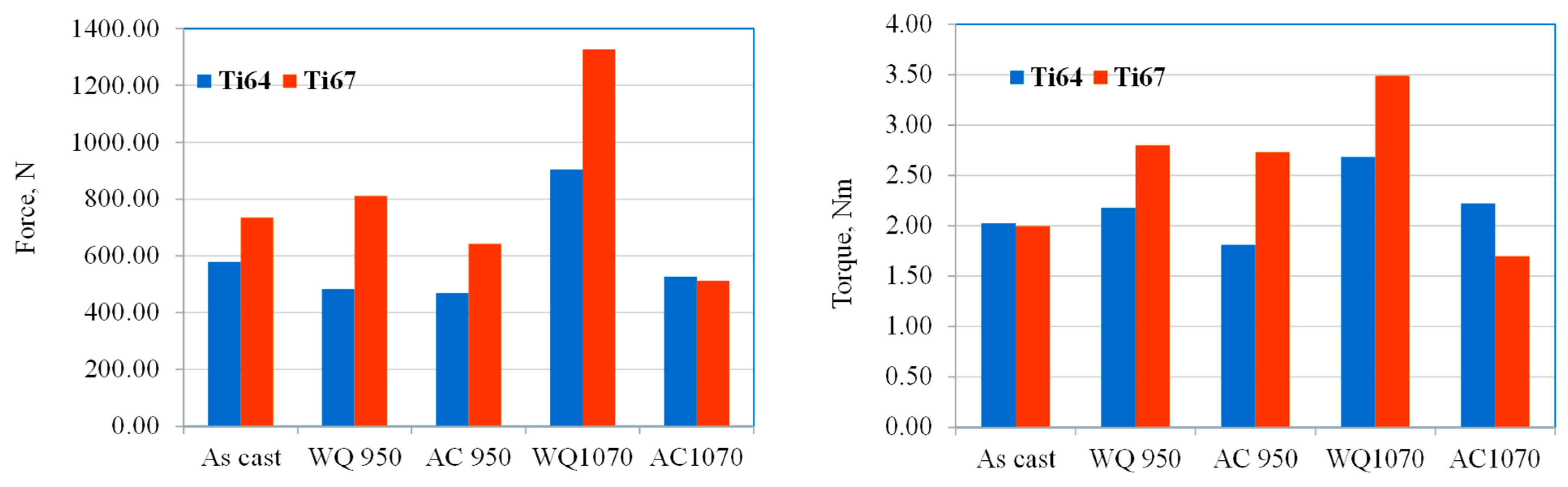
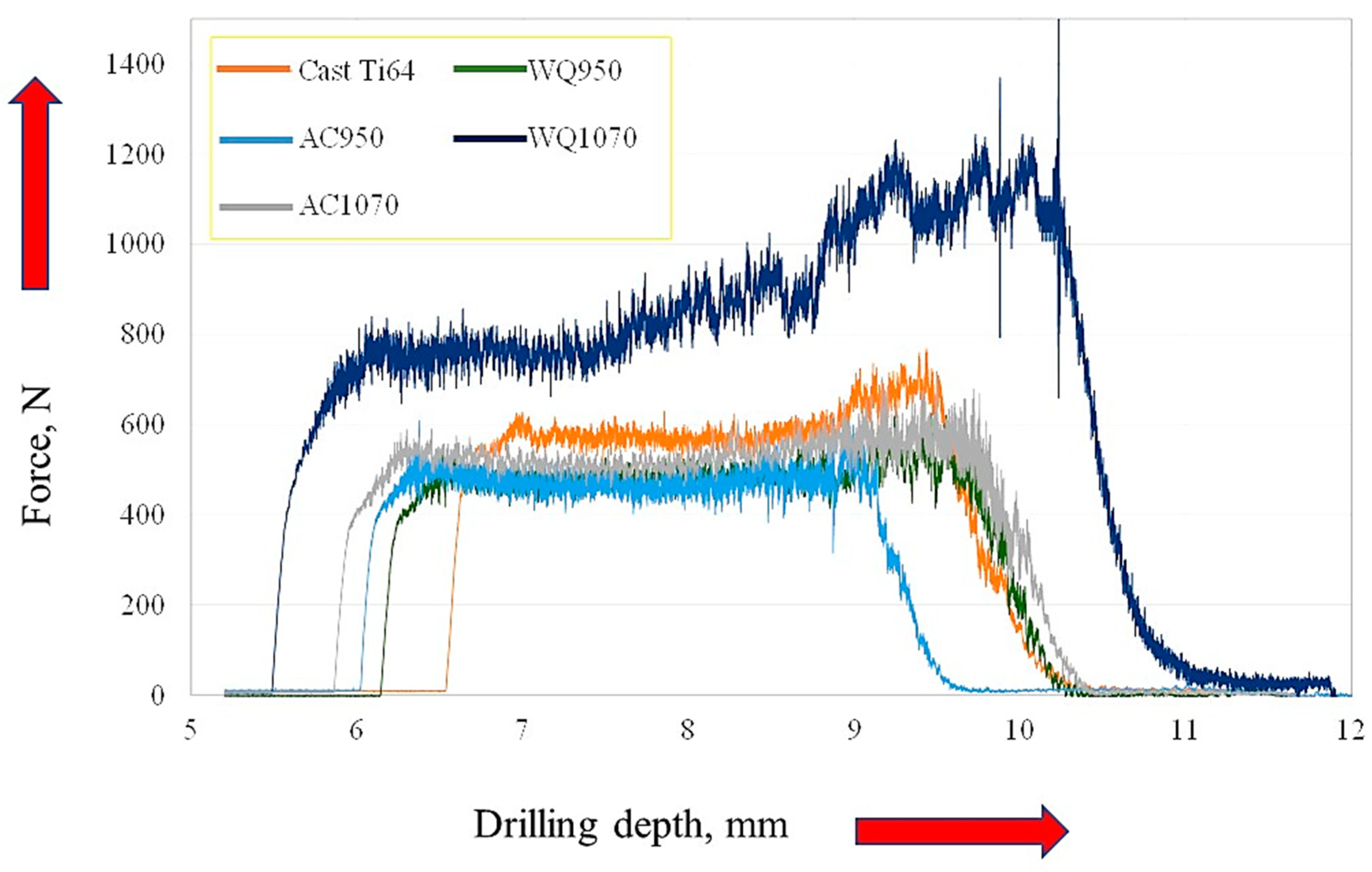
- The workpieces with martensitic structures exhibited higher cutting forces and increased tool wear due to their high hardness.
- The machined samples with higher hardness resulted in the formation of a thicker sub-machined surface deformation layer (white layer), with some subsurface defects that were frequently observed.
- In the two alloys, higher surface roughness and burr heights were observed in the workpieces that induced martensite during the heat treatment. Surface roughness in Ti64 workpieces was generally higher compared to Ti67 specimens.
- Analysis of the as-cast workpieces machining chips showed elemental N indicating the wear of machining bits. Other elements, such as Cr, V, Fe, etc., that came from the uncoated bits, appeared in the water-quenched samples which exhibited high tool wear and thus aggressively attacked the drilling tool.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Leyens, C.; Peters, M. (Eds.) Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; ISBN 3-527-30534-3. [Google Scholar]
- Ezugwu, E.O.; Wang, Z.M. Titanium alloys and their machinability—A review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M.; Alruqi, M. Machinability analysis of Ti-6Al-4V under cryogenic condition. J. Mater. Res. Technol. 2023, 25, 2204–2226. [Google Scholar] [CrossRef]
- Veiga, C.; Davim, J.P.; Loureiro, A.J.R. Review on Machinability of Titanium Alloys: The Process Perspective. Rev. Adv. Mater. Sci. 2013, 34, 148–164. [Google Scholar]
- Pramanik, A. Problems and solutions in the machining of titanium alloys. Int. J. Adv. Manuf. Technol. 2014, 70, 919–928. [Google Scholar] [CrossRef]
- Hughes, J.I.; Sharman, A.R.C.; Ridgway, K. The effect of cutting tool material and edge geometry on tool life and workpiece surface integrity. Proc. Inst. Mech. Eng. Part B J Eng Manuf. 2006, 220, 93–107. [Google Scholar] [CrossRef]
- Sun, J.; Guo, Y. A comprehensive experimental study on surface integrity by end milling Ti–6Al-4V. J. Mater. Process. Technol. 2009, 209, 4036–4042. [Google Scholar] [CrossRef]
- Che-Haron, C.H.; Jawaid, A. The effect of machining on surface integrity of titanium alloy Ti–6% Al–4% V. J. Mater. Proc. Technol. 2005, 166, 188–192. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Davim, J.P. Machining of Titanium Alloys; Materials Forming, Machining and Tribology Series; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Shokrani, A.; Newman, S.T. A New Cutting Tool Design for Cryogenic Machining of Ti–6Al–4V Titanium Alloy. Materials 2019, 12, 477. [Google Scholar] [CrossRef]
- Minton, T.; Ghani, S.; Sammler, F.; Bateman, R.; Fürstmann, P.; Roeder, M. Temperature of internally-cooled diamond-coated tools for dry-cutting titanium. Int. J. Mach. Tools Manuf. 2013, 75, 27–35. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Attia, H.; Biermann, D.; Duflou, J.; Klocke, F.; Meyer, D.; Newman, S.T.; Pusavec, F.; Putz, M.; Rech, J.; et al. Cryogenic manufacturing processes. CIRP Ann. 2016, 65, 713–736. [Google Scholar] [CrossRef]
- Moritz, J.; Seidel, A.; Kopper, M. Hybrid manufacturing of titanium Ti-6Al-4V combining laser metal deposition and cryogenic milling. Int. J. Adv. Manuf. Technol. 2020, 107, 2995–3009. [Google Scholar] [CrossRef]
- Haojun, Y.; Wenfeng, D.; Yan, C.; Sylvain, L.; Jiuhua, X.; Yucan, F. Drilling force model for forced low-frequency vibration assisted drilling of Ti-6Al-4V titanium alloy. Int. J. Mach. Tools Manuf. 2019, 146, 103438. [Google Scholar]
- Liu, H.; Xu, X.; Zhang, J.; Liu, Z.; He, Y.; Zhao, W.; Liu, Z. The state of the art for numerical simulations of the effect of the microstructure and its evolution in the metal-cutting processes. Int. J. Mach. Tools Manuf. 2022, 177, 103890. [Google Scholar] [CrossRef]
- Palaniappan, K.; Sundararaman, M.; Murthy, H.; Jeyaraam, R.; Rao, B.C. Influence of workpiece texture and strain hardening on chip formation during machining of Ti–6Al–4V alloy. Int. J. Mach. Tools Manuf. 2022, 173, 103849. [Google Scholar] [CrossRef]
- Pramanik, A.; Littlefair, G. Machining of Titanium Alloy (Ti-6Al-4V)—Theory to Application. Mach. Sci. Technol. 2015, 19, 1–49. [Google Scholar] [CrossRef]
- Donachie, M.J., Jr. Titanium: A Technical Guide; ASM International: Material Park, OH, USA, 1988. [Google Scholar]
- Lutjering, G.; Williams, J.C. Titanium; Springer: Berlin/Heidelberg, Germany, 2003. [Google Scholar]
- Armendia, M.; Osborne, P.; Garay, A.; Belloso, J.; Turner, S.; Arrazola, P.-J. Influence of Heat Treatment on the Machinability of Titanium Alloys. Mater. Manuf. Process. 2012, 27, 457–461. [Google Scholar] [CrossRef]
- Wang, Q.; Niu, C.; Liu, Z.; Wang, Y.; Cheng, Y.; Cui, Y. The hardening effect of deformation twinning based on visco-plastic self consistent model and a multi-scale grain refinement prediction model during machining of titanium alloy. J. Mater. Res. Technol. 2023, 26, 1922–1937. [Google Scholar] [CrossRef]
- Kosaka, Y.; Fox, S. Influences of alloy chemistry and microstructure on the machinability of titanium alloys, cost affordable titanium by the TMS. In Proceedings of the Cost Affordable Titanium Symposium, Charlotte, NC, USA, 14–18 March 2004. [Google Scholar]
- Zaki, A.; El-Hadad, S.; Khalifa, W. Surface Modification Effects on Microstructure and Mechanical Properties of Bio-Titanium Alloys. Mater. Sci. Forum 2017, 909, 199–204. [Google Scholar] [CrossRef]
- Shehata, M.M.; El-Hadad, S.; Sherif, M.; Ibrahim, K.M.; Farahat, A.I.Z.; Attia, H. Influence of Microstructure and Alloy Composition on the Machinability of α/β Titanium Alloys. Materials 2023, 16, 688. [Google Scholar] [CrossRef]
- ASTM F1295-11; Standard Specification for Wrought Ti-6Al-7Nb Alloy for Surgical Implant Applications (UNS R56700); ASTM International: West Conshohocken, PA, USA, 2011.
- Zaki, A.; El-Hadad, S. Assessment of tribological properties of cast and forged Ti-6Al-7Nb and Ti-6Al-4V alloys for dental applications. In Proceedings of the 145th Annual Meeting & Exhibition: Supplemental Proceedings, (TMS 2016), Nashville, TN, USA, 14–18 February 2016. Chapter 83. [Google Scholar] [CrossRef]
- Hua, Q.; Weidong, L. Theoretical calculations of the transition temperature of Ti-6Al-4V from valence electron level. Adv. Mater. Res. 2011, 299, 592–595. [Google Scholar]
- Yadav, P.; Saxena, K.K. Effect of heat-treatment on microstructure and mechanical properties of Ti alloys: An overview. Mater. Today Proc. 2020, 26, 2546–2557. [Google Scholar] [CrossRef]
- Carrozza, A.; Marchese, G.; Saboori, A.; Bassini, E.; Aversa, A.; Bondioli, F.; Ugues, D.; Biamino, S.; Fino, P. Effect of Aging and Cooling Path on the Super β-Transus Heat-Treated Ti-6Al-4V AlloyProduced via Electron Beam Melting (EBM). Materials 2022, 15, 4067. [Google Scholar] [CrossRef]
- Jovanović, M.T.; Tadić, S.; Zec, S.; Miškovic, Z.; Bobić, I. The effect of annealing temperatures and cooling rates on microstructure and mechanical properties of investment cast Ti–6Al–4V alloy. Mater. Des. 2006, 27, 192–199. [Google Scholar] [CrossRef]
- Reda, R.; Nofal, A.; Hussein, A.H. Effect of Single and Duplex Stage Heat Treatment on the Microstructure and Mechanical Properties of Cast Ti–6Al–4V Alloy. Metallogr. Microstruct. Anal. 2013, 2, 388–393. [Google Scholar] [CrossRef]
- Stephenson, D.A.; Agapiou, J.S. Metal Cutting Theory and Practice, 3rd ed.; CRC Pres-Taylor & Francis Group: Boca Raton, FL, USA, 2016. [Google Scholar]
- Polishetty, A.; Littlefair, G. Chapter 1—Advances in conventional machining processes for machinability enhancement of difficult-to-machine materials. In Handbooks in Advanced Manufacturing, Advanced Machining and Finishing; Gupta, K., Pramanik, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 3–44. [Google Scholar]
- Yuan, C.G.; Pramanik, A.; Basak, A.K.; Prakash, S.; Shankar, S. Drilling of titanium alloy (Ti6Al4V)—A review. Mach. Sci. Technol. 2021, 25, 637–702. [Google Scholar] [CrossRef]
- Sato, H.; Murase, T.; Fujii, T.; Onaka, S.; Watanabe, Y.; Kato, M. Formation of a wear-induced layer with nanocrystalline structure in Al–Al3Ti functionally graded material. Acta Mater. 2008, 56, 4549–4558. [Google Scholar] [CrossRef]
- Chandra, S.; Rashid, R.A.R.; Palanisamy, S.; Ding, S. Machinability of additively manufactured titanium alloys: A comprehensive review. Guangxian J. Manuf. Process. 2022, 75, 72–99. [Google Scholar]
- Ming, W.; Dang, J.; An, Q. Chip formation and hole quality in dry drilling additive manufactured Ti6Al4V. Mater. Manuf. Process. 2020, 35, 43–51. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, D.; Jiang, X.; Qin, W.; Geng, D. Study on Rotary Ultrasonic-Assisted Drilling of Titanium Alloys (Ti6Al4V) Using 8-Facet Drill under No Cooling Condition. Int. J. Adv. Manuf. Technol. 2017, 90, 3249–3264. [Google Scholar] [CrossRef]
- Zhu, Z.; Guo, K.; Sun, J.; Li, J.; Liu, Y.; Chen, L.; Zheng, Y. Evolution of 3D Chip Morphology and Phase Transformation in Dry Drilling Ti6Al4V Alloys. J. Manuf. Process. 2018, 34, 531–539. [Google Scholar] [CrossRef]
- Jiang, H.; Hirohasi, M.; Lu, Y.; Imanari, H. Effect of Nb on the high-temperature oxidation of Ti–(0–50 at.%) Al. Scr. Mater. 2002, 46, 639–643. [Google Scholar] [CrossRef]
- Hussein, R.; Sadek, A.; Elbestawi, M.A.; Attia, M.H. Effect of process parameters on chip formation during vibration-assisted drilling of Ti6Al4V. Int. J. Adv. Manuf. Technol. 2020, 106, 1105–1119. [Google Scholar] [CrossRef]
- Komanduri, R. Some clarifications on the mechanics of chip formation when machining titanium alloys. Wear 1982, 76, 15–34. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Nb | V | Ta | Fe | C | O | N | Others | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| Ti-6Al-4V | 6.1 | 0.01 | 4 | 0 | 0.1 | 0.02 | 0.03 | 0.01 | ˂0.4 | Bal. |
| Ti-6Al-7Nb | 6.2 | 6.8 | 0.01 | ˂0.05 | 0.03 | ˂0.01 | 0.14 | ˂0.01 | ˂0.4 | Bal. |
| Code | Heat Treatment Conditions | |
|---|---|---|
| WQ950 | Solution treatment at 950 °C+ WQ | Aging at 550 °C for 4 h |
| AC950 | Solution treatment at 950 °C + AC | |
| WQ1070 | Solution treatment at 1070 °C + WQ | |
| AC1070 | Solution treatment at 1070 °C + AC | |
| As-Cast | WQ950 | AC950 | WQ1070 | AC1070 | |
|---|---|---|---|---|---|
| Ti64 | 6 ± 1.5 | 3.5 ± 0.58 | 7.79 ± 1.85 | 11.95 ± 3.2 | 9.5 ± 1.7 |
| Ti67 | 2.9 ± 0.69 | 10.3 ± 0.54 | 6.65 ± 1.6 | 14.3 ± 2.74 | 8.47 ± 2.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Hadad, S.; Elsayed, A.; Shi, B.; Attia, H. Experimental Investigation on Machinability of α/β Titanium Alloys with Different Microstructures. Materials 2023, 16, 7157. https://doi.org/10.3390/ma16227157
El-Hadad S, Elsayed A, Shi B, Attia H. Experimental Investigation on Machinability of α/β Titanium Alloys with Different Microstructures. Materials. 2023; 16(22):7157. https://doi.org/10.3390/ma16227157
Chicago/Turabian StyleEl-Hadad, Shimaa, Ayman Elsayed, Bin Shi, and Helmi Attia. 2023. "Experimental Investigation on Machinability of α/β Titanium Alloys with Different Microstructures" Materials 16, no. 22: 7157. https://doi.org/10.3390/ma16227157