1. Introduction
Over the past years, Additive Manufacturing (AM), also known as 3D printing, has revolutionised the manufacturing industry, from developing concepts to producing complex, thin, lightweight, and fully functional parts [
1]. The joint ISO/ASTM terminology standard defines AM as the “process of joining materials to make parts from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing and formative manufacturing methodologies” [
2]. As the use of AM technologies reduced the time necessary to make prototypes, these technologies were often referred to as “rapid prototyping” and the possibility of using such techniques as a manufacturing process for metal parts became highly appealing [
3].
Laser Powder Bed Fusion (LPBF) is one of the most promising AM technologies and can be directly used to fabricate metal components with high precision and performance for various industries such as aerospace, biomedical, defence, and automotive [
1,
4]. In LPBF, a laser beam selectively melts the powder in a powder bed, several melting tracks are strung together in a micro-welding process, and a 3D component is created inside the powder envelope where several of these layers are fused together [
5]. Various materials can be used in LPBF, such as aluminium, copper, nickel, and titanium, while the mechanical properties of the produced parts can be similar to or even better than those of parts manufactured via traditional methods, such as machining and moulding [
1,
5].
However, the serious weaknesses of this technology include the construction of overhang structures and the residual stress inherent in the melting and solidification process [
6]. In LPBF, the material in the build is melted and cooled several times, and stress is accumulated due to inconsistent levels of heating [
7]. This residual stress leads to severe problems because it can cause warpage, cracks, and delamination during processing, which may block the recoater blade and result in a build failure [
8]. It could be assumed that the unmelted powder around the part is able to support the overhang surfaces and reduce the thermal stresses; however, Poyraz et al. [
9] and Bo and Chou [
10] found that this was not feasible since the unmelted powder is not thermally conductive. Thus, support structures are always required, since they anchor the part to the build plate, offer a suitable platform for the next layer to be built upon, and act as a heat sink that allows the part to cool at a more controlled rate. Therefore, producing an object without or insufficient support structures results in distorted and collapsed parts, while the addition of unnecessary supports increases the post-processing, the time and effort needed to remove them, the risk of damaging the part, and the amount of material required [
11].
In the realm of mechanics and thermodynamics, thermal stress pertains to the mechanical stress generated by alterations in a material’s temperature. To delve into the behaviour of materials during LPBF, a potent tool is Thermal Mechanical Analysis (TMA). TMA is a technique designed to gauge a material’s dimensional changes under carefully controlled heating and cooling conditions, thereby offering valuable insights into both the thermal and mechanical properties of the material [
12]. When the cumulative thermal stress exceeds the material’s yield stress, it can induce fracturing or plastic deformation. In the context of LPBF, when a hot layer is deposited, the lower portion typically makes contact with a metal surface, while the upper layer is surrounded by air. The faster cooling of the top layer compared to the bottom layer can result in shrinkage at the top layer, primarily due to differing thermal diffusivities between the metal and air [
13,
14].
Several recent studies have used TMA to investigate the thermal expansion and deformation behaviour of materials during LPBF. Chen et al. [
4] developed a layer-by-layer model to examine the residual stress of the typical sections during the LPBF processes. Their investigation identified lower residual stress for hollow and semi-hollow parts compared with solid parts. Further suggestions, such as using a rounded corner instead of a sharp one or an arc structure instead of a straight one, were proposed to reduce stress in LPBF. This is due to the fact that sharp edges normally cool quicker than the centre. Dai et al. [
15] developed an Ansys model to predict the thermal history and warpage of a layer-by-layer build part in LPBF processes. It was found that changing from the initial solid elements to powder elements results in higher temperature gradients, larger transient and residual stresses, and increased warpage. Javid and Ghoreishi [
16] analysed the thermal deformation behaviour of Inconel 718 alloy during LPFB using TMA. It was found that the deformation behaviour was related to the micro-structure of the material and was influenced by the heating rate. Yang et al. [
17] investigated the thermal deformation behaviour of 17-4PH stainless steel during LPFB using TMA. The study found that the material experienced significant deformation during the process, and the deformation behaviour was influenced by the scanning speed and laser power. Mugwagwa et al. [
18] presented a thorough analysis of stress relief heat treatment techniques. The effectiveness of stress relief using an in situ annealing method was reported by Edin et al. [
19] and a technique based on Barkhausen noise analysis was proposed by Staub et al. [
20] to measure residual stress in LPBF. TMA can also provide insights into the mechanical properties of materials during LPFB. Knezevic et al. [
21] investigated the effects of porosity on the thermo-mechanical behaviour of Ti-6Al-4V alloy during LPFB using TMA. It was found that the mechanical properties of the material were improved with increasing porosity, and the thermal expansion behaviour was affected by the porosity level. Cheng et al. [
8] investigated the feasibility of using topology optimisation to design support structures to mitigate residual stress and build failures. They exploited the inherent strain method to perform fast prediction of residual stress in an additive manufacturing build. The design of the support structure utilises graded lattice structures, taking advantage of their open-celled and self-supporting characteristics. The optimisation objective was to minimise the mass of the sacrificial support structure while adhering to stress constraints. By limiting the maximum stress to below the yield strength, the occurrence of cracking resulting from residual stress can be avoided. To demonstrate the feasibility of the proposed approach, support structures for a double-cantilever beam and a hip implant were designed. After optimisation, the weight of the support structure was reduced by approximately 60%. The optimised support structures exhibited no stress-induced cracking when the designs were implemented through AM, thus confirming the effectiveness of the proposed method. Adams and Peppiatt [
22] showed that, at low temperatures, using a combination of internal tapering and fillet can mitigate the role of thermal stresses in joint failure. A thermo-mechanical phase-field fracture model was developed by Raun et al. [
23] to simulate hot cracking in additive manufacturing. It was observed that the circumferential crack formation is mainly due to the solidification shrinkage strain, while the central crack is related to the temperature gradient. To remove hot cracking from aluminium alloy 6061, Opprecht et al. [
24] suggested adding various quantities of Yttrium Stabilised Zirconia (YSZ) to the aluminium alloy powder using a dry mixing (Turbula) procedure. Burkhardt et al. [
25] analysed the effectiveness of various thermo-mechanical simulations for laser powder bed fusion. Such an analysis is required to predict the residual stress and deformation associated with the temperature associated with the welding concepts [
26,
27]. In welding, however, the material undergoes fewer cycles of heating and cooling compared with the LPBF procedure. In a fully coupled thermo-mechanical mesoscale model for LPBF, the laser beam is considered as a moving body heat source [
28,
29]. To reduce the computational time, the simulation is carried out on spots, tracks, or layers followed by applying some simplifications [
30,
31,
32,
33]. By neglecting the heat loss effect and assuming homogeneous and isotropic materials, Ma et al. [
31] developed an FE model to predict surface melting and solidification due to a single laser pulse. Nickel et al. [
34] used a three-dimensional FE model to predict thermal stress and deformation due to deposition patterns. Excluding the surrounding powder or the use of geometrically linearised material models in the numerical modelling causes inaccuracies in the prediction [
35,
36]. Lastly, Zaeh F. and Branner G. [
37] developed a numerical simulation based on finite element analysis (FEA) to evaluate and quantify the resulting residual stresses and deformations due to the temperature gradient mechanism (TGM). The investigations focused on coupled thermo-mechanical models incorporating specific boundary conditions and temperature-dependent material properties to identify the heat impact on residual stresses and deformations for LPBF systems.
Based on the literature referenced above, much work has been conducted to predict and evaluate the thermo-mechanical behaviour of metal parts using FEA or similar advanced models and techniques. Either way, it is clear that, to establish LPBF in production technology, extensive knowledge about the transient physical effects during the manufacturing process is mandatory [
37]. However, the investigation of support structures’ performance, considering supports and the overhang part as a single assembly, is very limited.
In this research, for the first time, four support types were investigated, conducting 3D printing and computer-aided thermo-mechanical simulations, for the proposal of optimised support geometries that better transmit the heat while maintaining a high quality of the printed part. The optimisation approach focused on the evaluation of the various geometric support parameters for block, line, contour, and cone support structures using the design of experiment methodologies and relevant optimisation algorithms. Based on the findings, along with previously published research conducted by the author [
11], optimised parameters that generate low-volume and easily removed supports, without significantly affecting the quality of the part, are proposed.
2. Experimental Study for Block Support Structures
In previously published work [
11], the author evaluated the various support and process parameters for metal LPBF by 3D printing and testing small specimens to propose optimised support structures that minimise the support volume, support removal effort, and warping deformation. A similar approach is proposed in this research via 3D printing small L-shaped specimens supported by block-type support structures. Along with the 3D printings, a computer-aided thermo-mechanical analysis on existing support structures was conducted, not only to evaluate the performance of the various support geometries in terms of the heat transmission and distortion caused by thermal stresses, but also to investigate the behaviour of the part and the supports while 3D printing and when exposed to high laser temperatures.
Thus, to investigate the behaviour of supported overhang surfaces, small ledge specimens were 3D printed using Selective Laser Melting (SLM) technology, and block-type support structures with configurable geometric parameters were evaluated. For the needs of the experiments, an EOS M290 machine with a Yb-fibre laser of 400 W and a focus diameter of 100 μm was used for fabricating the specimens. The material used was the EOS Titanium Ti64 Grade 5 in powder form: a strong and lightweight Ti6Al4V alloy with a generic particle size distribution of 20–80 μm, and a powder chemical composition of Ti (balance), AI (5.50–6.75 wt%), V (3.50–4.50 wt%), and 1.05 wt% of other elements.
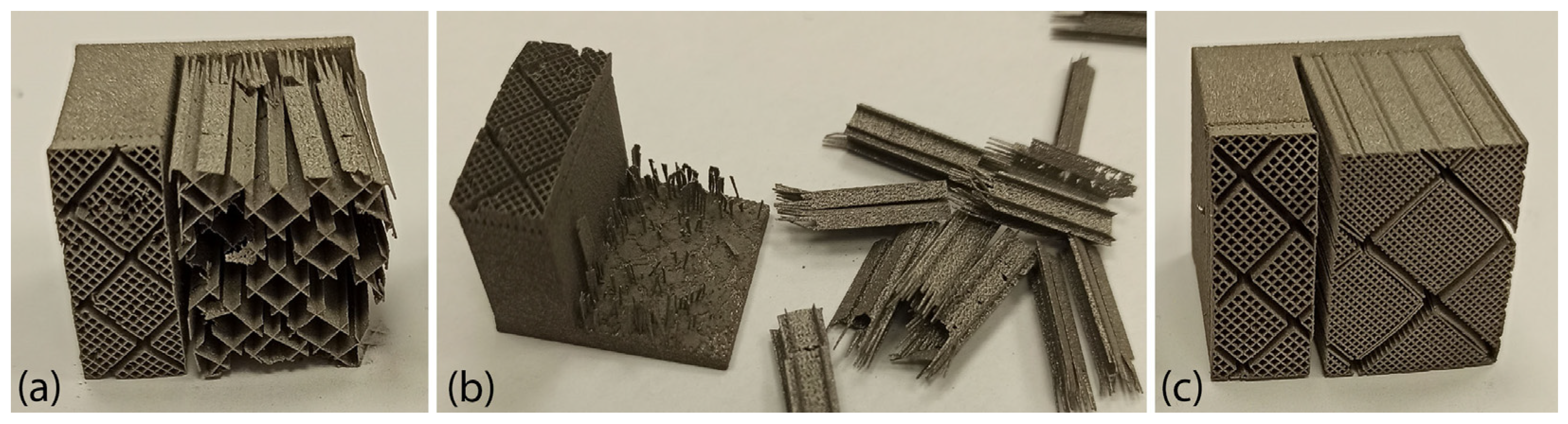
The aim of these experiments was to define the minimum and the maximum support parameters that best produce the specimens without significant printing defects and build failures. It was found that low dense support structures were more prone to distort and crack due to high thermal stresses applied in the area, as shown in
Figure 1a. In addition, the majority of low-density supports resulted in collapsed parts and build failures due to insufficient material being used to support the overhang surface; however, they were very easy to remove as illustrated in
Figure 1b. On the other hand, high-density support structures, illustrated in
Figure 1c, were less prone to warp and distort, while most of the specimens were printed successfully. However, their removability was much more difficult compared to low-density supports.
Moreover, due to the high temperature and thermal stresses applied while printing, it was observed that both high- and low-density support structures had significant effects on the quality of the printed specimen. Specifically, as highlighted in
Figure 2, the region surrounding the build plate emerged as the most critical area, experiencing the most pronounced warping deformations. Additionally, geometric assessments revealed substantial distortions in the overhang surfaces of the majority of printed specimens, particularly when low-density support structures were used.
Given the findings mentioned earlier, it became crucial to undertake numerical investigations into the thermo-mechanical responses of the typical support structures utilised in metal AM and LPBF. The objective was to suggest improved support configurations that enhance print quality, even in the face of the extreme thermal conditions during printing. To achieve this, a set of numerical simulations was carried out to cross-reference the results with the experimental data. Initially, the study focused on analysing block support structures, and subsequently, line, contour, and cone structures were investigated in the later stages of the research.
3. Numerical Simulations
3.1. Specimen and Areas of Investigation
To validate the experimental results, a thermo-mechanical simulation was created using COMSOL Multiphysics and a small L-shaped specimen was designed. As observed in the literature, such small ledge overhang geometries are most commonly used in LPBF and metal AM to test and evaluate the performance of the support structures. The specimen’s geometry along with its dimensions and the supports’ design domains are illustrated in
Figure 3. The two domains where support structures were generated are highlighted in light grey (transparent mode), while the L-shaped specimen is in dark grey. Domain 1 (20 × 20 × 20 mm) supports the bigger ledge overhang, while domain 2 (20 × 5 × 5 mm) supports the smaller overhang, which first anchors the specimen to the built plate. Underneath the two domains, a part of the build plate is also illustrated. In this study, only the performance of the supports in domain 1 was investigated. Domain 2 remained in a fully dense support volume for every support alternative.
3.2. Numerical Modelling and Scene Setup
Before initiating the thermo-mechanical simulations on the component with the block-type support, preliminary experiments were carried out to establish the primary framework and identify the specific areas for investigation in terms of the thermal and mechanical analysis. The goal was to simulate the LPBF process as much as feasible and record the thermo-mechanical behaviour of the imported assembly. Titanium alloy was used as a material and a heat source of 1550 °C, which is approximately the melting point of titanium, was set between the supports and the part’s overhang surface.
All the simulations were performed in COMSOL Multiphysics v6.1, while the 3D models were designed in SolidWorks, San Diego, CA, USA. The integration of specimens and supports from SolidWorks to COMSOL is a straightforward process. This seamless transfer allows for a smooth transition between the two software platforms, enabling users to effectively utilise the features and capabilities of both programs. By importing parts and support from SolidWorks to COMSOL, users can leverage the advanced modelling and simulation capabilities of COMSOL while benefiting from the design and engineering functionalities of SolidWorks. This integration enhances the overall efficiency and effectiveness of the design and analysis process, enabling users to seamlessly work with complex models and simulations.
Various materials can be used in metal AM and LPBF systems such as steels (Fe + C +…), aluminium-based alloys (Al + Si + Mg), titanium-based alloys (Ti + Al +…), and nickel-based alloys (Ni + Cr +…). The choice depends on the application, the material properties, and the compatible 3D printing machine. In this study, a grade 4 titanium was selected since its properties are very close to the majority of the titanium alloys used in LBPF and metal AM in general. It is a strong and lightweight Ti alloy with excellent corrosion resistance, a max melting temperature of 1660 °C, and a specific heat capacity of 0.53 (J/g) °C. In the modelling, the modulus of elasticity was assumed to be 105 GPa with a Poisson’s ratio of 0.37 and the thermal conductivity was assumed to be 17.2 W/mK.
Regarding the heat source, a value of 1550 °C was set, which represents the melting point of titanium while printing in SLM (usually between 1500 °Cand 1660 °C [
5,
38]). The amount of energy transferred from the heating source to the powder is directly linked to the laser power being used. When the laser power is set at a specific value, such as 400 W for a volume of 1 mm³, the total power applied to the powder will correspond to this value. With this laser power, the powder undergoes melting, causing temperatures to exceed 1550 °C. Nevertheless, it is important to note that the primary focus of this research was to investigate the heat transfer process from the component to the support structure after the phase transition of the powder from a molten liquid to a solid state. This correlation is crucial as it guarantees that the heating source effectively delivers the intended energy to the powder, enabling precise management and manipulation of the thermal effects throughout the process. By ensuring that the heating source energy aligns with the actual laser power, the system can attain dependable and precise outcomes in terms of temperature control and material transformation. This synchronisation between the heating source and laser power is essential for achieving consistent and accurate results in the overall process.
To demonstrate the thermal stress, heat distribution, temperature spectrum, and heat transmission from one domain to another, various branches of physics, such as heat transfer in solids and solid mechanics, were employed. These disciplines were utilised to analyse thermal behaviour and illustrate how heat was transferred within a system, including support structures. The analysis revealed both the thermal stress and heat distribution on the part under consideration. To maintain simplicity and focus on the main assembly, the metal powder surrounding the part was excluded from the simulations.
In thermo-mechanical modelling, a significant aspect involves examining thermal expansion, which refers to the material’s tendency to alter its volume in response to temperature variations. Within this modelling framework, heat transfer is calculated alongside structural mechanics, which is treated as a combined problem. Throughout the modelling process, it was assumed that the surface of the component in contact with the support maintained a temperature of 1550 °C. Consequently, it became feasible to compute the thermal expansion (ε
inel) linked to that specific layer using the formula:
. Here, “α” represents the coefficient of thermal expansion, “T” denotes the known applied temperature, and “T
ref” corresponds to the temperature at which zero thermal stress occurs. The coefficient of thermal expansion was considered to be 8.6 × 10
−6 (°C)
−1 and the temperature applied “T” was established as 1550 °C [
39].
Heat dissipation was also considered, and it was presumed that the entire model was surrounded by a temperature of 21 °C (Tref). Consequently, the heat loss at this location arose from both heat transmission from the support and radiation to the surrounding environment. The modelling process encompassed two boundary conditions: one pertained to the build plate, while the other related to the point where the component connected with the smaller part in contact with the build plate. The supports and the part were made to be uniform to emphasise the contrast more effectively in their heat transfer capabilities.
3.3. Overview of the Thermo-mechanical Simulation
Based on the setup mentioned in
Section 3, numerical simulations of fully dense supports (see
Figure 3) were conducted to provide a better understanding of the heat transmission from the part to the supports. As shown in
Figure 4a, high thermal stresses occurred in the build plate, especially on the edges around the supports. This can cause warping, distortion, or, even worse, it can detach the part from the build plate while printing. As observed in
Section 2, due to high thermal stresses, the short supports that anchored the part to the build plate could become significantly warped, while the supports underneath the overhang surface could become cracked. Concerning the distribution of temperatures (refer to
Figure 4b), in this specific simulation configuration, it was observed that the peak temperatures were concentrated near the heat source, situated between the supporting structures and the overhang surface of the component. It can also be observed that high temperatures were developed along the whole support body up to the build plate; however, this temperature distribution depends on the morphology of the existing support structures in each case. Regarding the plot showing the magnitude of displacement (see
Figure 4c), it was observed that the greatest deformation took place on the overhang surface of the component, particularly at the front edge. Similar results were also noticed during the screening experiments of
Figure 2, where the geometric verification showed that the front edge of the overhang surface was significantly distorted from its actual position. The stress distribution arises from thermal expansion, and because we set a boundary condition at the base plate to restrict displacement, this resulted in the observation of higher stress values.
3.4. Methodology and Numerical Simulations for Block Supports
In LPBF, the scanning speed and laser power are two of the most important parameters, which significantly affect not just the ease of removing supports in post-processing, but also the deformation behaviour of the printed part [
17,
40]. In this study, as mentioned in
Section 3.2, to perform the thermo-mechanical simulations, laser power was considered as the main heat source while various support types along with their parameters were investigated. There is a wide range of support types available in LPBF and their choice depends on the geometry and the features of the part, the selected material, and the compatible slicing software [
9,
41,
42]. According to the literature, block, line, contour, and cone supports are the most commonly used support structures in LPBF; consequently, our study focused on investigating these specific types of support structures.
In this section, block-type supports are investigated with the aim of showing the phenomena observed in the experimental study. Their morphology associated with the supports is shown in
Figure 5. It was observed that they can be divided into two areas: (i) the support body, which defines the geometry and the density of the supports; and (ii) the tooth area which is based on the contact points between the supports and the part’s overhang surface (
Figure 5a).
The next step was to define the input parameters (free variables that can be changed and controlled) to be investigated along with their respective levels. Based on the literature and the author’s prior publication [
11], three main geometric parameters were selected for investigation: tooth height, tooth top length, and X, Y hatching (
Figure 5b,c).
Table 1 illustrates the selected parameters along with their respective levels. Each parameter contains three levels: the minimum, the average, and the maximum value.
During the Design of Experiments (DOE), the Response Surface Methodology (RSM) based on Central Composite Design (CCD) was used to perform the experiments and define the different configurations. This method was selected since it is especially useful in the analysis, visualisation, and optimisation of responses. Regarding the CCD setup, a face-centred approach was followed with an alpha value equal to 1, while no replicates of factorial, axial, and centre points were used. As a result, 15 unique alternatives (8 factorial, 6 axial, and 1 centre) for this investigation were selected (see the Supplementary Material files). All the DOEs, the data analysis, the visualisation, and the optimisation of the responses were performed in the Design-Exert v13 software.
Thus, for the DOE for block-type supports, the CAD assembly used to set up and run the simulations is shown in
Figure 3. The L-shaped specimen, support domain 2, and the build plate area were kept intact; while in domain 1, the various support alternatives that arose during the DOE were thermo-mechanically analysed one by one. A sample of the designed block support structures along with some of their input parameters are illustrated in
Figure 6. As a result, a total of 15 simulations were performed.
3.5. Performance Measures
After the completion of the thermo-mechanical simulations, in order to evaluate the performance of the support structures, four responses were investigated: support volume, thermal stress, plate temperature, and overhang displacement. The volume of the support structures was measured in SolidWorks. Then, they were exported in STEP format and imported one by one in COMSOL where the simulations were conducted.
The thermal stress was measured by recording the maximum value (calculated in COMSOL) of the overall stresses applied on the build plate since it was found that the highest values of thermal stress occurred around the build plate where the supports were anchored (
Figure 4a). Thus, this area was further investigated since it was considered the most critical point for developing warping and distortion defects. For better visualising the results in COMSOL software, an algorithmic scale was preferred (
Figure 7a).
The temperature distribution was measured by recording the maximum value of the build plate temperature calculated in COMSOL since the overall approach was to investigate the heat transmission and the heat capacity of the various support structures. As shown in
Figure 7b, higher temperatures were observed on top of the build plate where the support structures were anchored. Here, it should be noticed that thermal stress and temperature distribution were strongly connected to each other and both significantly affected not only the printed part but also the supports. Based on the results, their correlation is further explained in the discussion section.
The displacement magnitude was measured in terms of the maximum deformation value of the assembly based again on the COMSOL simulations. It was found that the maximum deformation occurred on the specimen’s overhang surface with a positive direction on the z-axis, especially on the edge in front, as illustrated in
Figure 7c. After recording all the measurements, the values were imported into Design-Expert 13, where Analysis of Variance (ANOVA) was performed for the validation of the selected models, the analysis of the data, the visualisation, and the optimisation of the results.
3.6. Results for Block Supports
For the in-depth investigation of block-type supports and their parameters, quadratic models were used to analyse the experiments. According to the ANOVA results, all the factors satisfied the criteria for a well-designed model. Specifically, “F” and “P” values imply that a model and the model terms, respectively, are significant, predicted R² and adjusted R² (both almost equal to 1) indicate a reasonable model agreement, while an Adeq precision (which measures the signal-to-noise ratio) greater than 4 is desirable. Therefore, all the quadratic models were approved for further analysis (see also the Supplementary Material files where the ANOVA results are presented).
The ANOVA showed that tooth height (A), tooth top length (B), and X, Y hatching (C), along with their interactions, had a significant effect on the support volume, thermal stress, plate temperature, and overhang displacement. The correlation between tooth height, tooth top length, and X, Y hatching on the support volume is illustrated clearly in
Figure 8. It was found that tooth height and tooth top length barely affected the support volume, while X, Y hatching had the most significant effect by far, since, as the hatching distance increased, the support volume decreased significantly. This is because a significant amount of material is removed from the support structure’s main body as the total number of inner grid walls decreases.
The effect of tooth height, tooth top length, and X, Y hatching on the thermal stress applied on the build plate is shown in
Figure 9. It can be observed that tooth height barely affected the thermal stress, while as the tooth top length increased, the thermal stress slightly increased. On the other hand, as X, Y hatching increased, the thermal stress greatly decreased. Similarities were found in the correlation between the impact of tooth height, tooth top length, and X, Y hatching on the plate temperature since these two responses were strongly connected to each other. As illustrated in
Figure 10, it was found that as the tooth height increased, the plate temperature slightly decreased, while as the tooth top length increased, the plate temperature slightly increased. In addition, the X, Y hatching had the most significant effect since as the hatching distance increased, the plate temperature decreased significantly.
The effect of tooth height, tooth top length, and X, Y hatching on the specimen’s overhang displacement is illustrated in
Figure 11. It was observed that tooth height and X, Y hatching had the most significant effect on the overhang displacement, while the tooth top length barely affected the displacement. Thus, as the tooth height increased, the overhang displacement increased as well, while as the X, Y hatching increased, the overhang displacement greatly decreased.
3.7. Comparison with the Experimental Work
Comparing the numerical simulation findings with the experimental work discussed at the beginning of this article, significant similarities were observed. The numerical simulations showed that the highest thermal stress was applied on the build plate as illustrated in
Figure 4a, where the part and the supports were more prone to warp according to the experiments shown in
Figure 2. In addition, the highest displacement was observed between the supports and the part’s overhang surface where the highest temperatures were applied (see
Figure 4c) resulting in defective and warped overhangs (see
Figure 2). On the other hand, based on the criteria that better satisfy the performance measures, the plots and the numerical optimisation results showed that low values of tooth height, average values of tooth top length, and average to high values of X, Y hatching resulted in optimised block support structures, which were able to minimise the risk of defective parts and build failures. Further analyses and comparisons regarding the optimal solutions are recorded in
Section 5.4, where a numerical optimisation for block, line, contour, and cone support structures is presented.
7. Conclusions
This study aimed to assess the performance of four common support structures (blocks, lines, contours, and cones) used in metal AM and LPBF. It involved 3D printing, the design of an experimental methodology, and thermo-mechanical simulations to examine the thermal behaviour of 60 distinct support configurations during laser-based 3D printing. The goal was to identify optimal solutions for each support type, ensuring cost-efficiency, minimal material usage, and the production of well-printed parts. The key objectives were to optimise the relief of residual stresses during printing, minimise part and support deformation, and reduce support volume. Based on the analysis and optimisation results, the most important conclusions are as follows:
For block supports, the optimal solution was characterised by the lowest value of tooth height (1 mm), average values of tooth top length (0.295 mm), and average to high values of X, Y hatching (1.625 mm);
For line supports, the optimal solution was characterised by the lowest value of tooth height (1 mm), average values of tooth top length (0.347 mm), and average values of cross line interval (1.242 mm);
For contour support structures, the optimal solution was characterised by the lowest value of tooth height (1 mm), average values of tooth top length (0.365 mm), and average values of contour offset (1.402 mm);
For cone supports, the optimal solution was characterised by average to high values of contact platform diameter (1.7 mm), the highest value of contact part diameter, and average values of cone spacing (1.27 mm);
The average support volume of block-type supports was much higher (approx. 45–50% up) compared to line, contour, and cone support structures, which were based on the same input parameters;
Higher thermal stresses were observed on high-density support structures. Also, supports with high values of tooth height and thin features such as thin cone supports were more exposed to high thermal stresses;
High-density supports exhibited better temperature distribution compared to low-density support geometries;
Overhangs supported by cone-type support structures were more prone to warp. Moreover, supports with high values of tooth height and low lower/upper diameter values were more prone to distort;
The minimum support volume (1091 mm3) was found in cone supports, the minimum thermal stress (3.83 × 109 N/m2) and the maximum plate temperature (872.7 °C) in block supports, while the minimum overhang displacement (0.393 mm) in line support structures;
In terms of the optimum thermal behaviour, block supports were those that better satisfied the optimisation criteria, despite their high volume.
Future work will include further research and experimentation to evaluate the findings regarding the proposed optimised support structures using 3D printing in LPBF. Similar test specimens and practical applications will be employed to assess the thermo-mechanical performance of the supports and the overall print quality. Furthermore, future work will emphasise an investigation into support removability. Developing supports that are easy to remove, minimise material consumption, and maintain high print quality is crucial in the context of metal additive manufacturing, contributing to the potential adoption of LPBF as a production method.







































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}