1. Introduction
Pressure vessel steel is used to manufacture pressure vessels or other similar equipment, such as petroleum, gas storage, and transportation [
1,
2]. As production demands increase, traditional welding methods can no longer meet the requirements. In contrast, high-energy welding can significantly improve welding efficiency [
3], reduce the number of passes, and shorten the welding cycle due to its advantage of higher heat input [
4,
5]. However, the higher wire energy and slower cooling rate lead to a weakening of the low-temperature impact properties of pressure vessel steels in the welding heat-affected zone. This has led to increasing demands on the weldability of metallic materials [
6,
7]. Therefore, it is necessary to develop a large wire energy welding pressure vessel steel [
8,
9].
To improve the weldability of pressure vessel steels and achieve the objective of increasing the toughness of the welding HAZ, the addition of particles to form dispersed and fine inclusions has been successful. As summarized in the literature [
10,
11,
12], there are two main ways of achieving this objective: firstly, during welding thermal cycling, the pinning effect of fine inclusions dispersed into the base material is used to inhibit the growth of austenite grains, thereby refining the grains and improving the toughness of the welding HAZ. Secondly, in the post-weld cooling stage, in the austenite to ferrite phase transition process, some of the suitably sized inclusions promote the nucleation of IAF. The splitting effect of IAF subsequently causes the grain size to be refined. The IAF structure not only has a good toughness but also helps to improve the toughness of the pressure vessel steel welding HAZ.
To obtain the right type of inclusions to induce IAF, many researchers have controlled the formation of inclusions by adding deoxidizing elements, such as Ti, Zr, and Mg, to steel [
13,
14,
15]. For instance, Qi et al. [
16] investigated the effect of Ti treatment on inclusions in the laser-MAG hybrid welds of X100 pipeline steel. The results showed that with increasing Ti content, the composition of the outer inclusions evolved from mainly Al
2O
3 to Ti
2O
3 and finally to TiC. Acicular ferrite was induced to nucleate by Ti
2O
3 to form Mn-depleted zones, whereas Al
2O
3 and TiC could not nucleate via this mechanism. Yao et al. [
17] investigated the effect of Zr addition on the inclusions of high-Ti low-alloy steel in a simulated HAZ. The main reason for the increase in toughness in the HAZ of coarse-grained Zr-containing steels is the formation of acicular ferrite-refined grains from 1–3 μm Al-Ti-Zr-O inclusions. However, the element Mg is more stable at high welding temperatures than the oxide of Ti. And compared to Ti and zirconium, elemental magnesium offers better economics and more effective resource conservation. Xu et al. reported the effect of MgO nanoparticles on the inclusions of the HAZ of shipplate steel [
18]. The results showed that the addition of nanoparticles significantly optimized the structure of the inclusions, and the average size of inclusions was significantly reduced. The (Mg-Al-Ti)O inclusions of 1.2 μm size could effectively induce acicular ferrite and at the same time, improve the strength and toughness of HAZ. Lou et al. [
19] researched the effect of a Ti-Mg-Ca treatment on the HAZ properties of C-Mn steels welded with high wire energy. It was found that the number density of the inclusions in Ti-Mg-Ca steel were significantly greater than those in Ti-Ca and C-Mn steels. In situ observations showed that MgO-containing oxide particles were more effective in inhibiting grain growth and providing a nucleation core in Ti-Mg-Ca steel than in Ti-Ca steel. However, there are very few studies on the effect of Mg treatment on the inclusions of steel HAZs for pressure vessels. And the mechanism of IAF nucleation induced by Mg-containing inclusions in pressure vessel steels is not yet fully understood and requires further theoretical analysis.
The formation of a microstructure in the welding HAZ of pressure vessel steels is affected by the type and size of the inclusions that serve as the core of IAF nucleation [
20,
21,
22]. When welding a HAZ, IAF nucleation mainly involves four mechanisms: the minimum mismatch mechanism, the stress-strain energy mechanism, the local component change mechanism, and the inert surface mechanism. These four IAF nucleation mechanisms are intrinsically related to the presence of inclusions. Relying on only one mechanism often fails to fully elucidate the true nucleation process of IAF in the welding HAZ. Thus, it is unlikely that IAF nucleation occurs through a single mechanism, but it is certainly the result of a combination of these mechanisms.
In this paper, the effects of Mg elements on the inclusion characteristics (shape, composition, quantity, and size distribution) of the welding HAZs for pressure vessel steels were studied. The mechanisms of IAF nucleation induced by the inclusions containing Mg in the welding HAZ of pressure vessel steels were investigated, and a reference is provided for the design of the composition of pressure vessel steels for high-heat input welding.
2. Materials and Methods
This experiment used the BJ-VIM-5 vacuum induction melting furnace (Dalunte Vaccum Technology, Shenyang, China) to smelt the experimental steel. The device is shown in
Figure 1. The designed and actual smelting chemical compositions of the experimental steels are listed in
Table 1.
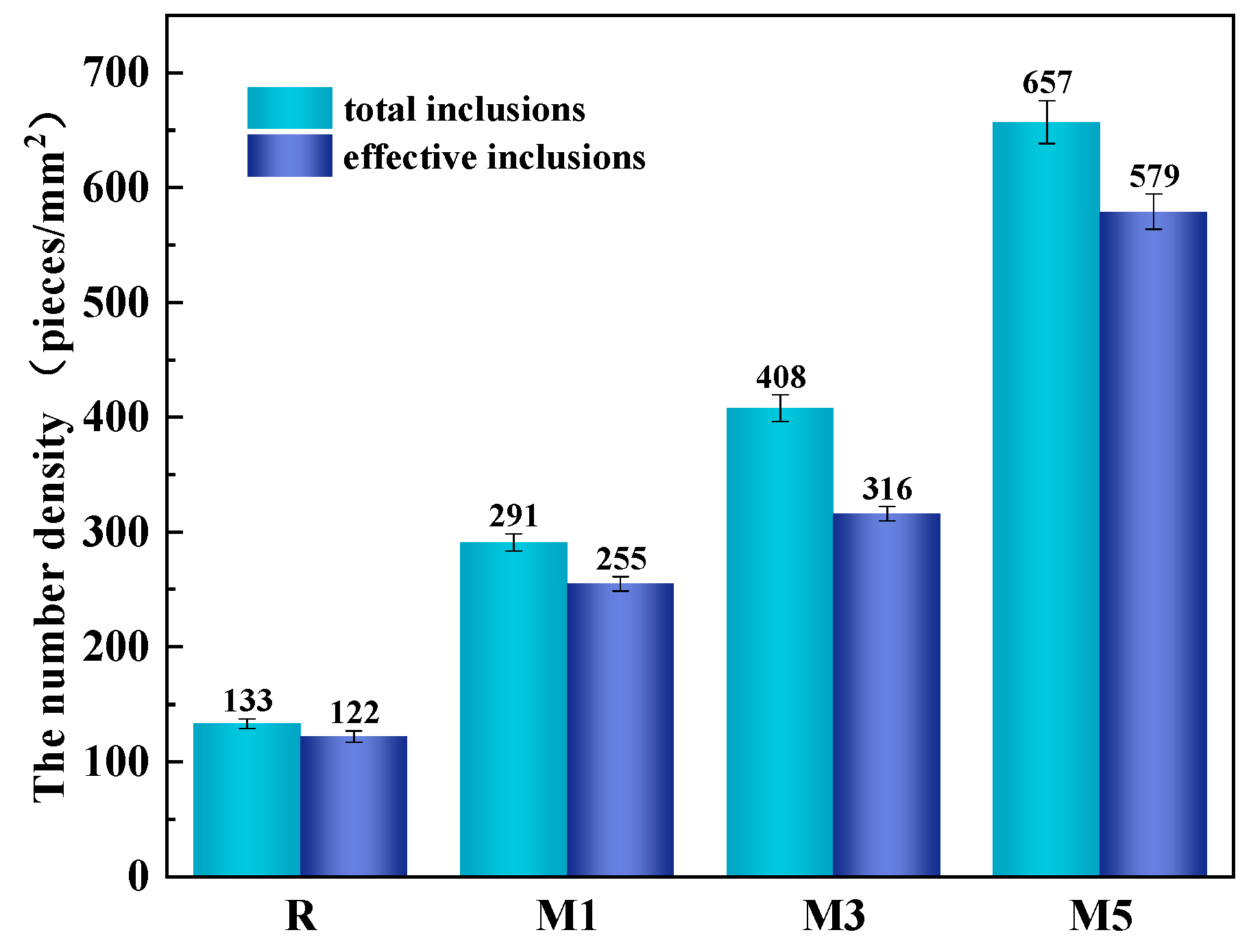
In this experiment, the alkaline earth element Mg was added as the deoxidizer. According to the different mass fractions of Mg elements in the experimental steels, three groups of experimental steels were designed to be smelted, and each group smelted 5 kg. The designed addition amount (wt.%) of Mg for each group of experimental steels is shown in
Table 2. The experimental steels without Mg addition, added 1 wt.% Mg, added 3 wt.% Mg, and added 5 wt.% Mg are called R, M1, M3, and M5, respectively.
The controlled rolling and cooling equipment (Northeastern University, Shenyang, China) are shown in
Figure 2. The experimental steel billet was rolled on a hot-rolling test machine with a roll diameter of 450 mm. In the controlled rolling and cooling process, the billet was first heated to 900 °C in a heat treatment furnace and held for 35 min. After this, the furnace temperature was raised to 1200 °C and held for one hour. After seven controlled rolling passes, the billet was cooled to 380 °C via water cooling. Finally, the billets were cooled to room temperature in the air.
In order to obtain a sample of the designated area of the welding HAZ of sufficient size and to analyze it, the method of welding heat simulation is usually used [
23,
24]. It can simulate not only the process of a welding thermal cycle but also the stress and strain during welding according to the actual welding process. At the same time, it has the advantages of high accuracy, complete functions, and rapid warming and cooling.
As shown in
Figure 3, the Gleeble-2000 welding thermal simulation test machine(DSI, St. Paul, MN, USA) was used in this experiment. The machine utilizes resistance wire heating to achieve dynamic specimen thermal simulation through the effective control of the temperature. During the thermal simulation process of the experimental steels, firstly, the welding heat input was set to 100 kJ/cm, and the specimen was fixed. The second step was to preheat to 100 °C. The third step was to heat, with a heating speed of 200 °C/s. After 6 s, the peak temperature reached 1320 °C. The fourth step was to cool, and the cooling time t
8/5 was set to 80 s. The fifth step was to gradually cool down from 500 °C to room temperature.
The inclusions in the welding HAZ were visualized using an OLYMPUS-CK40M optical microscope (Olympus, Tokyo, Japan), as shown in
Figure 4. According to GB/T10561-2005 [
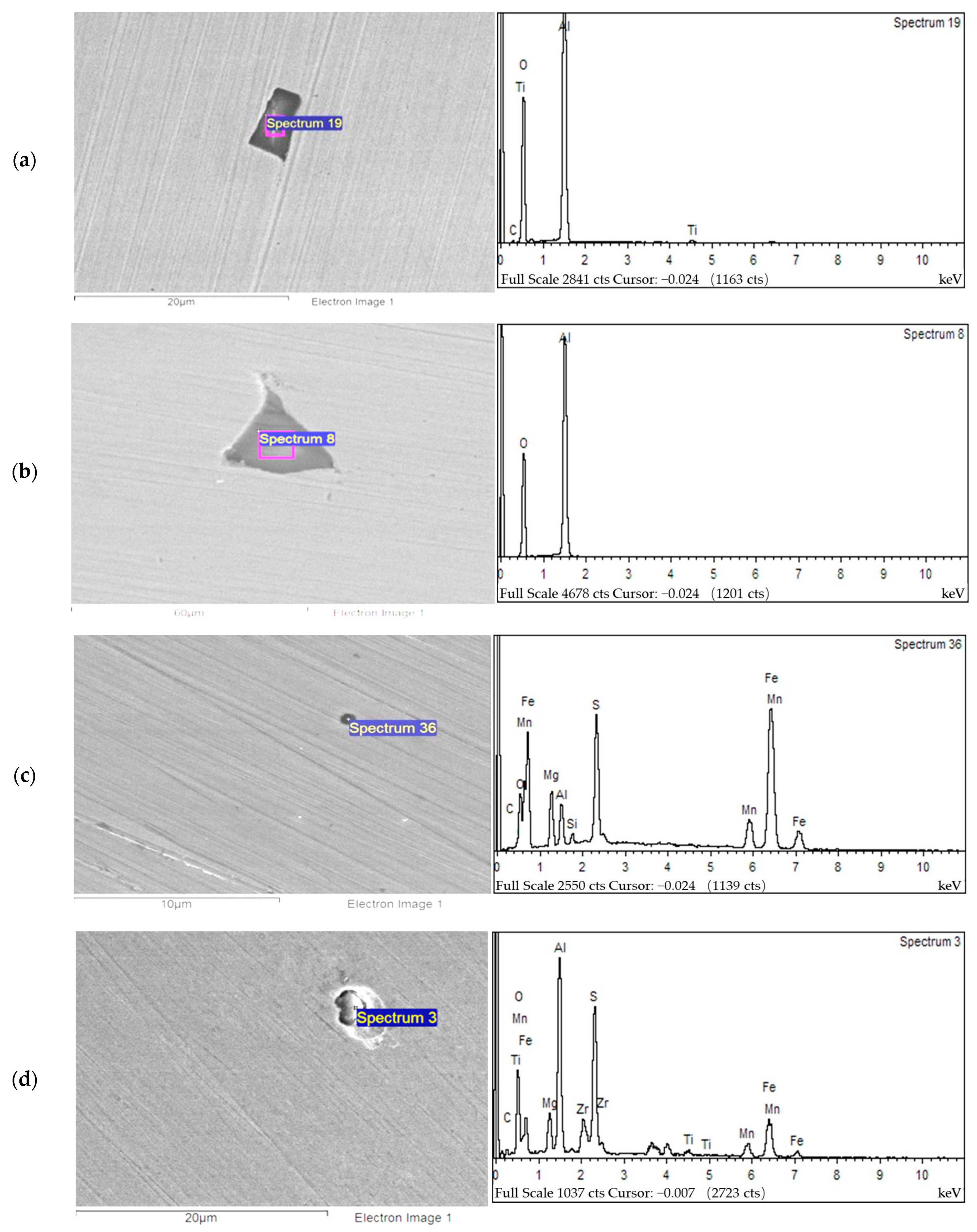
25], the steel determination of the content of nonmetallic inclusions is achieved via the micrographic method of standard diagrams. IPP (Image-Pro Plus) 6.0 professional image analysis software was used to achieve a two-dimensional analysis of the quantity and size distribution of the inclusions in each experimental steel welding HAZ. It uses the ‘count and measure’ tool in IPP 6.0 software to measure the number and area of the inclusions and imports the measured data into an Excel table through the ‘data to clipboard’ action for the statistical analysis of the size distribution of the inclusions. The appearance and composition of the inclusions in welding HAZ of each experimental steel were observed and analyzed using an S-4800 SEM (Hitachi, Tokyo, Japan) and a supporting EDS (Hitachi, Tokyo, Japan).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}