2.1. Concrete
The simplest form of concrete (plain concrete) is a mixture of OPC, water, and aggregates (such as sand and/or gravel). However, currently, concrete is produced in a much more complex way, with this term generally referring to several types of specialized concrete that are designed to meet specific construction needs or challenges. Examples include high-strength concrete, self-compacting concrete, fiber-reinforced concrete, lightweight concrete, etc.
The term “OPC”, on the other hand, can refer to a range of binding materials that are used to create concrete. The most common type of cement used in concrete production is Portland cement. However, other types of cement exist. For example, the most common is Portland-composite cement [
21], which is made by blending other binders (cementitious additives) with Portland cement. Examples of these binders include silica fume, FA, GGBFS, MK, etc. Additionally, chemical admixtures like accelerators, retarders, or plasticizers may be used to modify the properties of the concrete according to specific project requirements. Overall, special concretes can be tailored to meet specific project requirements and can offer advantages over traditional concrete in terms of performance and durability. However, they may also be more expensive and require specialized knowledge and expertise for production and placement.
As far as concrete is concerned, the required knowledge and standards exist, and the construction sector can use them globally. A simple compression test allows the material to be quantitatively characterized from a mechanical point of view (using a stress-strain diagram) [
22]. Thus, knowledge of the 28-day compressive strength of a concrete is enough to allow engineers to make calculations that will allow the construction of a structure that is safe. Of course, it is also necessary to ensure that this concrete will keep its mechanical strength during the whole life of the structure.
In terms of environmental impact, the total volume of OPC production worldwide has increased from ~1.4 Gmetric tons in 1995 to ~4.1 Gmetric tons in 2013. Production stabilized after that point [
23]. Regarding the production of CO
2, there are some discrepancies in estimates. For example, Torgal et al. [
2] reported that one ton of CO
2 is emitted for each ton of OPC. Tasiopoulou et al. [
24] have reported 923 kg CO
2-eq/ton. The CEMBUREAU (
www.cembureau.eu, accessed on 2 September 2023), in its 2021 activity report, reported 783 kg per ton of OPC in 1990 and a target of 472 kg per ton of OPC by 2030. Strategies for mitigation include, for instance, the use of non-recyclable and biomass waste to replace fossil fuels. Some consensus on this matter is needed in order to evaluate the alternatives.
Two predictions for the future, made by Aïtcin [
25] in 2000, are as follows: (i) “The concrete of tomorrow will be GREEN” and (ii) “Cement and concrete will remain, at least during the first half of the 21st century”.
2.2. Alternative to Concrete
From an environmental perspective, alternative materials that are more sustainable than OPC are being explored. Geopolymers are one such material that is gaining attention as a possible alternative to OPC. However, it is important to also consider the socio-economic factors involved, as well as technical concerns such as shrinkage, creep, fatigue, etc. Despite these technical challenges, the environmental issue remains a critical consideration.
According to Komkova and Habert [
26], the global warming potential (accounting for CO
2 eq. emissions) of alkali-activated material mixes (AAMs) is lower (39–57%) than that of OPC concrete mixes. This conclusion also holds when variability in the production of constituents for both AAMs and PC concrete and uncertainty associated with transportation distances are taken into account. The main sources of uncertainty are variability in the production of precursors and activators.
According to Palomo et al. [
8], the mechanical strength of FA-based materials is significantly influenced by factors such as temperature and the type of activator used. For example, prisms cured at 85 °C exhibit much greater strength than those cured at 65 °C. Additionally, longer curing times generally lead to higher average strength. Several researchers [
17,
26,
27] have confirmed these conclusions. However, such high-temperature curing requirements can limit the material’s environmental sustainability and impact its potential for application in structural elements for civil construction. It is worth noting that recent research [
6,
7,
10,
11,
12] has explored curing specimens at ambient or room temperature as an alternative approach.
A second issue to be analyzed concerns the quantities available. The total volume of cement production worldwide amounted to an estimated 4.1 Gton in 2022 [
23]. According to a report by the Global Coal Ash Research Network (GCARN), global production of coal FA (including both Class F and Class C FA) was estimated to be approximately 0.78 Gton in 2018. However, the pressure to close coal-fired power stations is enormous, particularly in Western countries. Therefore, these quantities will naturally be reduced for reasons of ecological sustainability. In addition, it is necessary to verify whether the FA really is a viable alternative. According to a report by the Global Slag Knowledge Base, global production of GGBFS (byproducts of steel production) was estimated to be around 0.36 Gton in 2018. With regard to the remaining cementitious additives (silica fume, volcanic ash pozzolans, etc.), the true quantities produced globally each year are not known, but it is known that they are produced in small quantities relative to FA and GGBFS. It is also known that USA cement companies are grinding of GGBFS [
23]. A quick analysis of these values leads to the conclusion that these alternative binders replace only about 20% of the OPC. With regard to Portland-composite cements, this value agrees with those of the ACI 232.2R-18 [
28] and EN 197-1 [
21]. However, the amount of FA and GGBFS produced annually is insufficient to meet the global requirement for binders.
MK (another common supplementary cementitious material) could also be used to meet future demand for binders [
29]. MK is a highly reactive pozzolanic material that is commonly used as a supplementary cementitious material in concrete. It is produced by calcining kaolin clay at a high temperature, which results in a highly reactive amorphous silica-and-alumina material [
8,
13]. Although its production requires energy, the energy required is much less than that used for OPC; according to Tasiopoulou [
24], the requirements fall into the range of 463–695 kg CO
2-eq/ton. This variability can be even greater; according to Rashad [
30], “The optimum temperature for heating kaolin to obtain MK may be in the range from 600 °C to 850 °C for 1–12 h”. Despite being more expensive than other industrial byproducts, MK offers technical and environmental advantages [
13] and can be found around the world and in large quantities [
31]. It is also important to mention a substantial advantage of MK in relation to other industrial by-products such as GGBFS or FA. According to Duxson et al. [
32], “metakaolin-based geopolymers can be manufactured consistently, with predictable properties both during preparation and in property development. … In contrast, fly ash is an industrial waste that is not derived from a well-defined starting material. … The particles in fly ash are generally spherical, but inhomogeneous, and comprise glassy as well as crystalline (often mullite and quartz) phases. The particle size distribution can be very broad, and different size fractions will differ in elemental and phase composition. This degree of inhomogeneity means that more care is required when working with fly ash to ensure that the optimal mix design is obtained for a given ash if a consistent product is to be obtained”. This issue is crucial for materials used in the construction industry.
For the construction sector, it is important that the alternative material has equivalent mechanical strength, is available on a large scale, has equivalent costs, and is known to current workers, namely engineers. Furthermore, the manufacturing must be regulated in a manner equivalent to that applied to concrete manufacturing; materials must be of the quality specified in regulations; and the mechanism of assessing that quality (via tests) must also be equivalent. In this regard, two details are particularly significant. (1) In the overwhelming majority of articles relating to geopolymers, XRD (X-ray diffraction analysis), and/or SEM (scanning electron microscopy), and/or XRF (qualitative X-Ray fluorescence), and/or IR (infrared spectroscopy), and/or EDX (energy-dispersive X-ray spectroscopy) and similar tests are used in order to assess the characteristics of geopolymers. In fact, when developing the material (improvement of strength characteristics, impermeability, etc.), these tools are important because they make it possible to qualitatively extrapolate these quantities. However, in the construction phase, the way to characterize (quantitatively) the strength of the material (for example) is to use regulated tests. (2) Another characteristic discussed in specialized articles is the quantification of mixes in terms of the molar ratios of SiO
2 to Al
2O
3 and Na
2O to Al
2O
3 [
33,
34,
35] and other oxides. Quantification of binder composition in terms of oxides is also performed (almost articles on this topic). The need for such quantification is clear when dealing with reduced samples of a material that is unknown in the market. However, construction usually deals with materials that are generic and whose composition is known from the manufacturer. Identical reasoning must be applied to the remaining components of mixtures. Incidentally, there are cases in which the additives used can be purchased on the market, without the manufacturer specifying their chemical composition.
2.3. Shrinkage
Hardened concrete experiences strain over time due to compressive stress or load-free conditions, with strains encompassing elastic deformation (instantaneous strain), creep deformation (strain over an extended period), and shrinkage deformation (strain measured on load-free specimens) [
36]. The total shrinkage deformation (TSD) comprises autogenous shrinkage (AS) and drying shrinkage (DS). Geopolymers from waste or industrial byproducts exhibit negative TSD [
37,
38], limiting their use in civil construction. In contrast, the concrete typically used in construction has a TSD range of 0.1–0.5‰ [
39,
40]. Lower values are acceptable, while higher values may negatively impact appearance and long-term deformation.
Unless the relative humidity (RH) falls within the range 90–100%, the total shrinkage deformation (TSD) is assumed to be similar to drying shrinkage (DS), as autogenous shrinkage (AS) is relatively low and is included in chemical shrinkage. RH plays a crucial role in TSD evaluation. However, there is notable inconsistency in the literature concerning DS values for geopolymers, with reported values ranging from 0.2‰ to 10‰ in various studies [
41].
Table 1 presents some results taken from the bibliography. Based on the authors’ experience, the shrinkage level reported by Duran et al. [
42] should be perceptible to the naked eye in any reinforced concrete beam, as the crack strain is lower than this value.
It should be mentioned that the authors have already built beams using MK-based geopolymers and that the huge retractions (>~1‰) reported above (
Table 1) have never been observed.
It is important here to highlight two important conclusions of Perera’s work [
34]: (i) “It is clear that the exposure to the RH oven atmosphere (30–70% RH), when the lid of the container is opened, causes a rapid drying of water which promotes cracking”; (ii) “To obtain geopolymers free of cracks, rapid drying during curing should be avoided by sealing the sample container”. For this reason, molds should be sealed with steel boards during solidification and hardening when curing above 60–70 °C is required.
“Volume fraction solids” is another important parameter described by Kuenzel et al. [
55] and Riahi et al. [
56]. They reported that 40 vol% (Kuezel) or 50 wt% (Riahi) will be enough to control shrinkage in geopolymer mortars.
To conclude this point, it is crucial to note an unsuccessful attempt in which FA-based geopolymer was used without a curing temperature and plasticizer [
37]. Following experiments with small specimens, the authors encountered significant material shrinkage when they applied the method to beams, rendering it unsuitable for civil construction. Unlike beams or slabs constructed with OPC or MK-based geopolymer, these beams underwent no cracking due to shrinkage, as observed by the authors.
2.4. Effect of Curing Temperature
This section of the report serves to underscore the uniqueness of this work by demonstrating that existing knowledge does not definitively address the question posed in the previous section.
Regarding the curing temperature, it is also important to define the temperature parameter. Test standards generally specify the curing temperature and the corresponding tolerance. In the structural field, the overwhelming majority of tests are carried out at room temperature, between 10 °C and 35 °C. Tests carried out under controlled conditions are carried out at 23 ± 5 °C.
In the particular case of curing concrete specimens, standard EN12390-2 [
57] specifies a temperature of 20 ± 5 °C, or 25 ± 5 °C in hot climates, for a period of time between 16 h and 3 days. Among other things, this specification ignores the temperature inside the concrete mass during this process. That is, the specified temperature refers to the temperature of the air surrounding the specimens. Furthermore, the specified value is to be understood as an average value, i.e., the tolerance for the expected variation is not defined. In other words, the impacts of ambient temperature fluctuations around the mean value in the concrete mass are expected to be negligible.
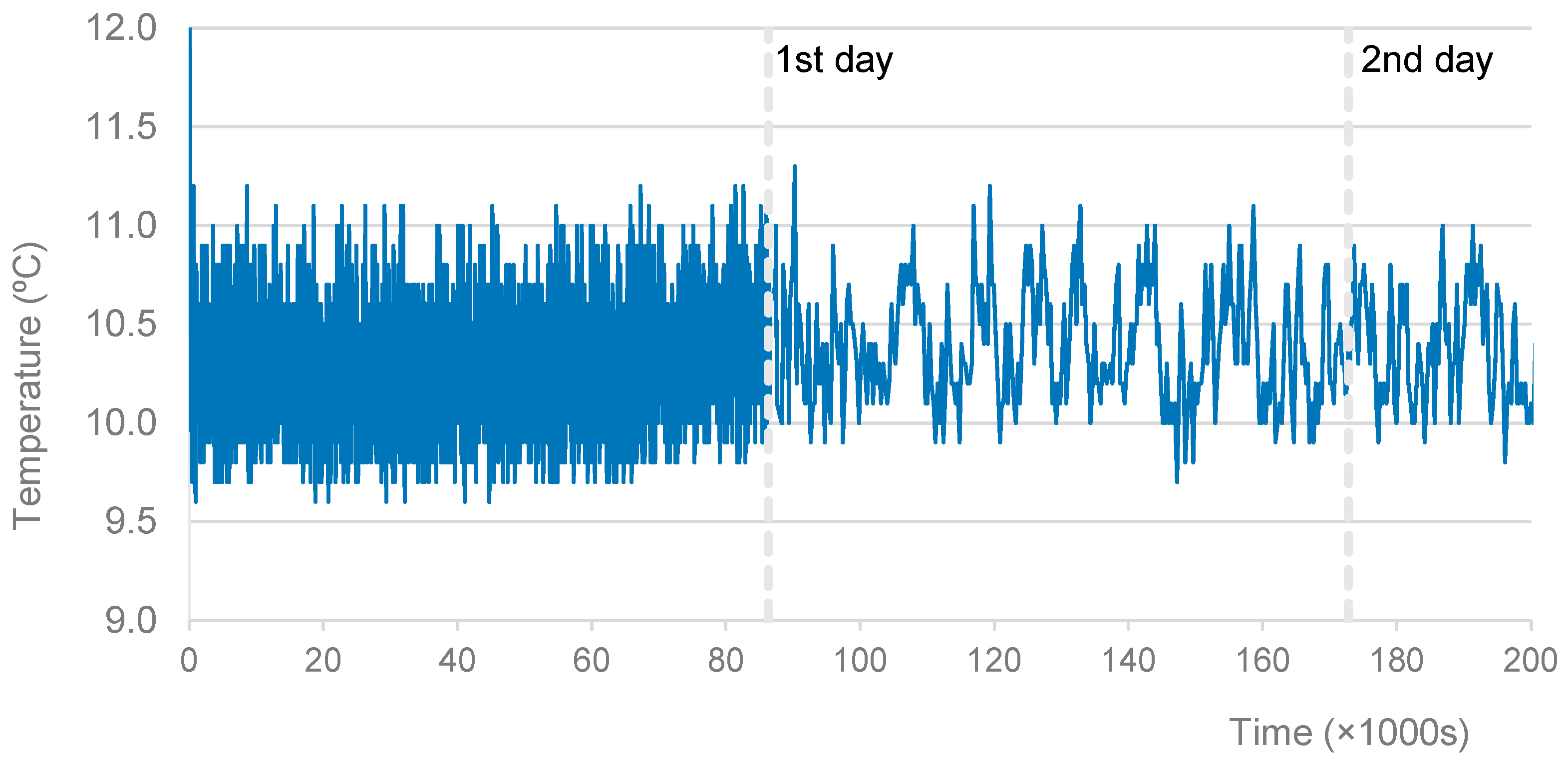
Applying the same principle to this work, the authors expect that the temperature fluctuations of the surrounding air will have a negligible impact on the mass of the geopolymers during curing. This principle is valid for two additional reasons: first, none of the specimen surfaces were in direct contact with the air; second, the temperature cycles always had periods of less than 2 h. In this context, it is reasonable to assume that the curing temperature was almost constant. Obviously, the objective average temperature was never fully reached, so the results must be considered in relation to the calculated temporal average temperature.
It is important to start by mentioning that the parameter “curing temperature” is always associated with two other parameters that are no less important: the day of the test and the time interval over which the specimens were subjected to that temperature. Of course, the type and concentration of the alkaline activator can also be important. Many other parameters (use of aggregates, the effect of binder particle-size distribution, etc.) will not be addressed.
In this work, it is important to focus on the factor that is most important from a civil-construction perspective, i.e., on the mechanical strength of geopolymers.
Several authors have been studying the influence of curing temperature on alkaline-activated binders. Mainly in the case of FA-based geopolymers, it has been concluded that the strength properties improve when the curing temperature is much higher than room temperature [
58,
59,
60,
61,
62]. These works led to three fundamental conclusions. Firstly, increasing the curing temperature improves the strength of geopolymers for the same curing period. Secondly, the strength values can be increased by increasing the curing time for all curing conditions. Third, the early strength of oven-cured geopolymers is clearly superior to the strength of air- or water-cured geopolymers. Most authors mention that the rate of the geopolymeric reaction increases with an increase in the temperature of the curing medium. On the other hand, as the duration of heat curing increases, FA-based geopolymer mixtures show higher polymerization compared to mixtures prepared with shorter curing times. The literature includes the following conclusions: the order of increase in strengths depends not only on curing temperature, but also on Na concentration; for low curing temperatures (~60 °C), 72 h of heat curing can be sufficient; for high curing temperatures (~85 °C), 24 h of heat curing can be sufficient; at very high curing temperatures (115 °C), no improvement in strength was observed; at shorter curing durations (~6 h), no significant improvement in strength was observed.
Regarding FA-based geopolymers, it is important to emphasize two points: the higher the curing temperature and the longer the curing time, the greater the mechanical strength of the specimens. However, there are consequences if one is trying to use this process in construction. In the first place, the applications of this process are limited to precast concrete structures only because curing at a high temperature (80 °C or so) is practically impossible in situ at large scales. Secondly, these two parameters (temperature and duration) contribute significantly to the energy costs of the process, i.e., the eco-friendly advantage of the product is lost.
The term “curing temperature” in the context of MK-based geopolymers needs to be reviewed. Two points can be highlighted: first, the number of investigators examining this parameter seems to be substantially lower than the number investigating other types of geopolymers; second, curing temperatures are substantially lower.
We know that many mixing parameters, such as the thermal history of the source materials (ex., kaolinite, alkali concentration, initial solid content, etc.), have a substantial effect on the final properties of the geopolymer. In this study, we primarily consider the curing regime used for the geopolymer. The effect of curing temperature and duration on the development of the hard structure of MK-based geopolymers has been studied by many investigators [
63,
64,
65,
66,
67,
68]. Most of these studies found that curing conditions (temperature and duration) have a significant effect on the mechanical properties of MK-based geopolymers.
Table 2 provides a comprehensive overview of the primary considerations and results within the context of this study, that is, this table pertains exclusively to MK-based geopolymers and those subjected to curing temperature. The highlighted aspects include the specific curing temperatures and time intervals under consideration. Subsequently, the table details the maximum compressive strengths attained through various processes and concludes with the main findings regarding the variations in strength.
The first curiosity in these studies is the curing temperature of 10 °C, a temperature that is not even considered for curing FA-based geopolymers. Furthermore, this curing condition is not an impediment to reaching the greatest strengths. For example, Lahalle [
63] has concluded that in the longer term (90 days), samples cured at a lower temperature (10 °C) tended to have better performance than samples initially cured at a high temperature (30 °C).
In terms of general conclusions, it is possible to state that increasing the curing temperature will significantly accelerate the chemical reactions in the fresh mixtures, inducing rapid development of mechanical strength at early ages of curing relative to mortars cured at 20 °C. The main effect is that high strength develops sooner. However, long-term heat curing at too-high temperatures (such as 90 °C for seven days) likely reduces the mechanical performance of the MK-based geopolymer because the quick formation of the hard structure is unlikely to result in a good-quality product. Mo [
64] observed that curing at high temperatures (>40 °C) has a detrimental effect on physical properties. The rapid setting speed of geopolymer slurries restricts their transformation into a compact, tough structure. Li [
65] concluded that prolonged heat curing at excessively high temperatures (e.g., 90 °C for seven days) leads to pore coarsening and micro-defects in the gel phase due to chemical shrinkage, resulting in reduced mechanical performance. Arellano [
67] noted that mortars cured at 75 °C exhibited greater proportions of unreacted particles compared to those cured at 20 °C. Additionally, the formation of finely distributed pores, approximately 10 μm in size, was observed, likely as a result of rapid water evaporation and fast binder densification due to increased curing temperature. Vitola [
68] arrived at a similar conclusion, correlating increased porosity (and subsequent reduction in strength) with curing temperature.
Regarding the methodologies used, there are some aspects that are similar: for example, selected curing temperatures. However, there are several aspects that are significantly different, such as the curing time at that temperature (duration). Li [
65] has adopted a seven-day curing time. Others [
35,
64] have selected shorter periods, with some curing the material for only hours. Curing at an elevated temperature (80 °C) for a shorter period (1 h) did not cause remarkable changes in strength, but longer curing (4 h) was responsible for a considerable acceleration of the reaction rate and an earlier increase in strengths.
Nonetheless, Rovnaník [
66] concluded that compressive strengths of materials cured for three, seven and twenty-eight days at 80 °C and at 60 °C are lower than the strength of materials cured at 40 °C. It is important to emphasize here that the alkaline reaction is exothermic. Therefore, at normal curing temperatures (20–40 °C), the geopolymer curing time is not less than three days and the curing temperature is not constant.
Mo et al. [
64] concluded that “Appropriate elevation in curing temperature (below 60 °C) speed up the harden process and improve the physical properties of the geopolymer samples. However, curing at too high temperatures (80 and 100 °C) result in a negative effect on physical properties …”. This conclusion was drawn from tests performed for up to seven days.
Another curiosity evident in these works is the use of 28 days as a curing time. This time corresponds to the standard reference day after curing begins on which the concrete specimens are tested. The question that arises is whether this practice should be transferred to geopolymers. In the case of MK-based geopolymers, it is possible to conclude that it should not. For example, in the work by Lahalle [
63], it is clear that after 14 days, the MK-based geopolymer has essentially reached its maximum strength. Indeed, the maximum strength was probably reached before that point. Considering the deformation of the material, which was equivalent to that attained on the 28th day of curing for an OPC-based concrete, Lopes et al. [
69] have shown that metakaolin-based geopolymers reach maturity around day 15 or 16 of curing. Furthermore, and as stated above, increasing the curing temperature by a limited amount helps to reduce this time interval without reducing the final strength.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











