
Effect of Nb Content and Second Heat Cycle Peak Temperatures on Toughness of X80 Pipeline Steel

Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
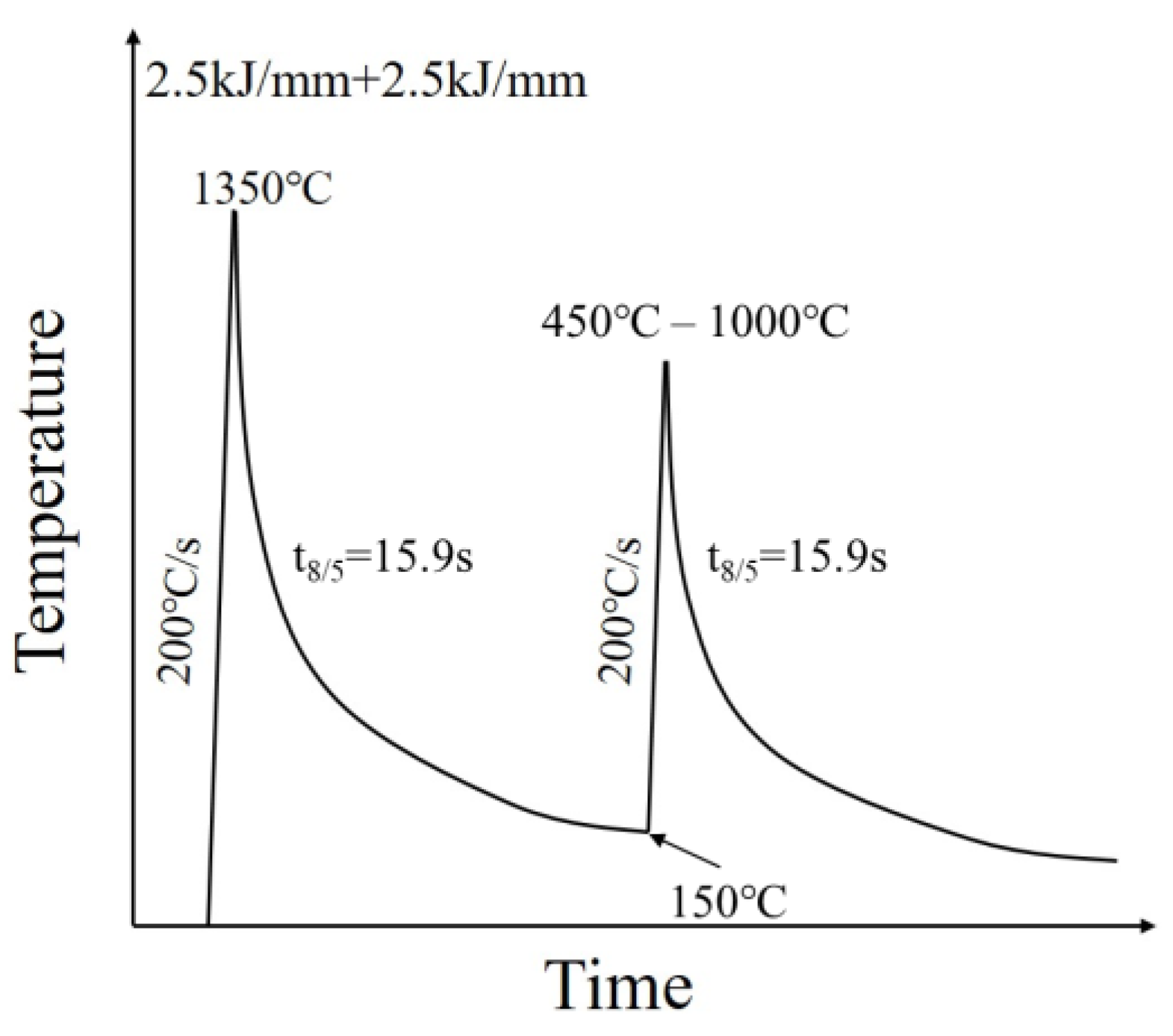
2.2. Welding Thermal Simulation
2.3. Mechanical Properties
2.4. Microstructure Analysis
3. Results and Discussion
3.1. Impact Toughness
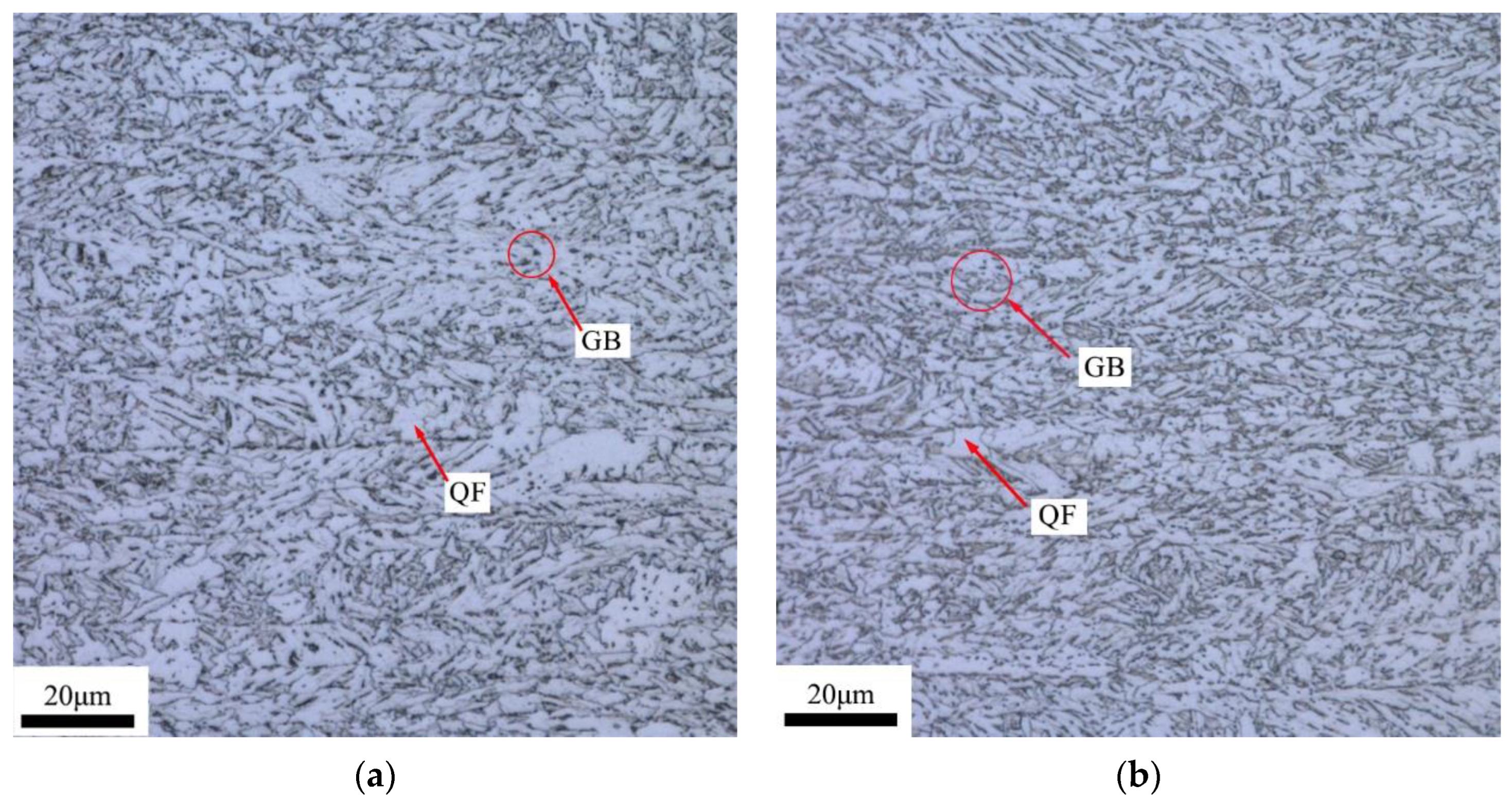
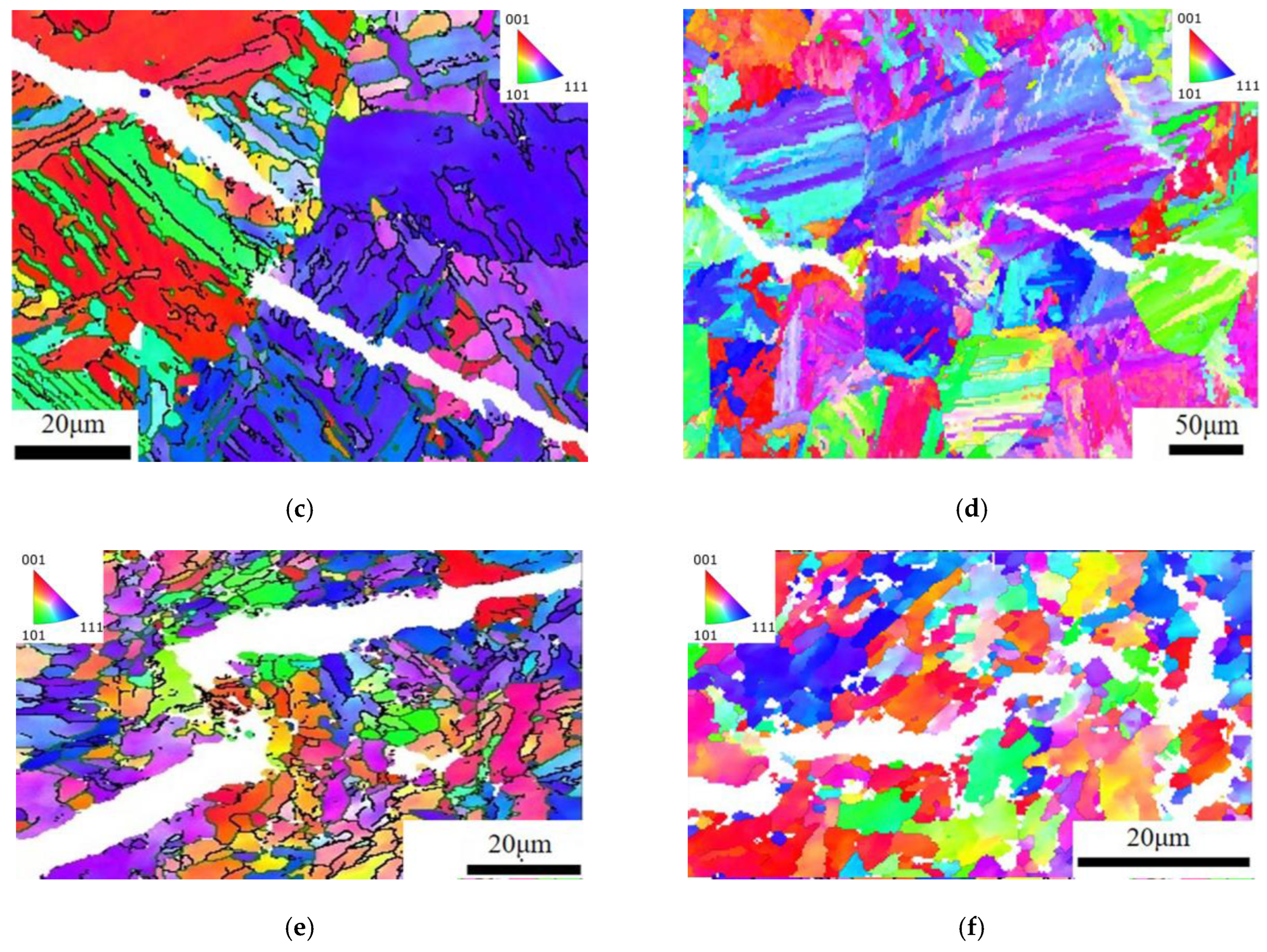
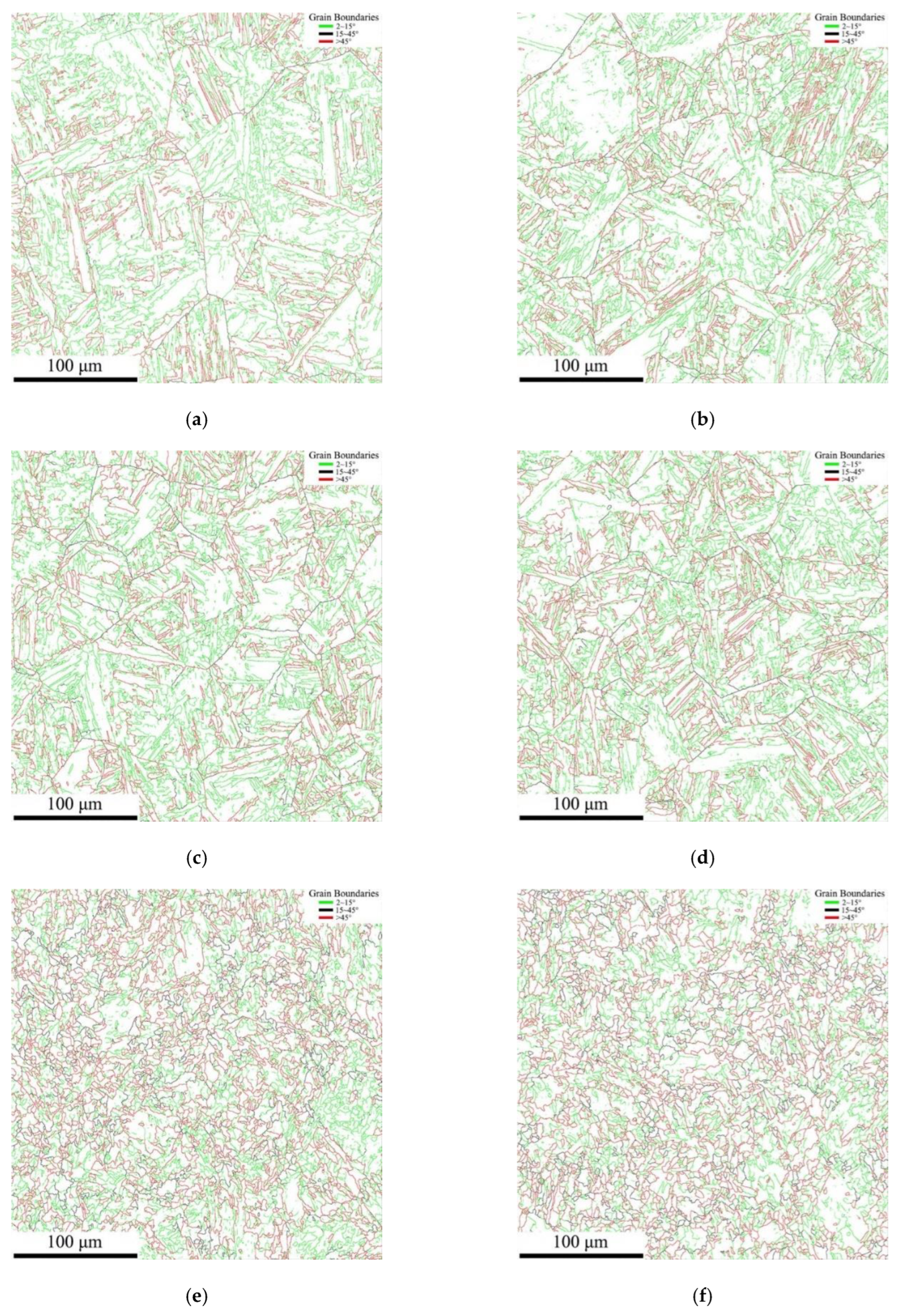
3.2. Microstructure Analysis
3.3. Fracture Morphology Analysis
3.4. Discussion
4. Conclusions
- The secondary peak temperatures corresponding to the toughness valley of the two X80 pipeline steels were located at Ac1 to Ac3. For the peak temperature of the second pass lower than Ac1, both X80 pipeline steels had high impact toughness, and the impact absorption energy was similar for both steels. When the secondary peak temperatures were higher than Ac3, the X80 pipeline steel with higher Nb content had excellent impact toughness, lower impact dispersion, and higher impact absorbed energy than the X80 pipeline steel with lower Nb content.
- When M-A components were distributed at the ferrite lath interface in a film-like form or in smaller sizes, they had less impact on the impact toughness of the HAZ of X80 pipeline steel. When chain-like distributed massive M-A constituents appeared on the grain boundaries, the impact toughness of the HAZ of X80 pipeline steel was seriously deteriorated.
- Adding an appropriate amount of Nb to X80 pipeline steel can improve the impact toughness of the SCCGHAZ and reduce the dispersion degree of impact absorption energy values.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qi, X.; Huan, P.; Wang, X.; Liu, Z.; Shen, X.; Gao, Y.; Di, H. Effect of root welding heat input on microstructure evolution and fracture mechanism in intercritically reheat-coarse grained heat-affected zone of X80 pipeline steel. Mater. Today Commun. 2022, 31, 103413. [Google Scholar] [CrossRef]
- Sharma, S.K.; Maheshwari, S. A review on welding of high strength oil and gas pipeline steels. J. Nat. Gas Sci. Eng. 2017, 38, 203–217. [Google Scholar] [CrossRef]
- Wang, X.; Wang, D. Microstructure and mechanical properties of welded joint of X80 pipeline steel before and after ultrasonic impact treatment. J. Mater. Eng. Perform. 2022, 31, 1465–1477. [Google Scholar] [CrossRef]
- Ohaeri, E.G.; Szpunar, J.A. An overview on pipeline steel development for cold climate applications. J. Pipeline Sci. Eng. 2022, 2, 1–17. [Google Scholar] [CrossRef]
- Li, L.; Fu, J.; Wang, X.; Liu, K.; Niu, X.; Niu, S.; Li, X.; Han, B. Comparative study of microstructure and toughness of automatic welded joints of X70 pipeline steel with no slope and 25° slope. Int. J. Press. Vessel. Pip. 2023, 206, 105054. [Google Scholar] [CrossRef]
- Li, B.; Liu, Q.; Jia, S.; Ren, Y.; Yang, P. Effect of V content and heat input on HAZ softening of deep-sea pipeline steel. Materials 2022, 15, 794. [Google Scholar] [CrossRef] [PubMed]
- Vafaei, M.; Mashhuriazar, A.; Omidvar, H.; Sajuri, Z. In-service welding of X70 steel gas pipeline: Numerical and experimental investigations. J. Mater. Res. Technol. 2023, 26, 6907–6918. [Google Scholar] [CrossRef]
- Sharma, S.K.; Maheshwari, S.; Singh, R.K.R. Modeling and optimization of HAZ characteristics for submerged arc welded high strength pipeline steel. Trans. Indian Inst. Met. 2019, 72, 439–454. [Google Scholar] [CrossRef]
- Amori, K.E.; Hussain, M.N.; Hilal, H.B. Thermal analysis of in-service welding process for pipeline. J. Pet. Res. Stud. 2019, 9, 1–20. [Google Scholar] [CrossRef]
- Qi, X.; Huan, P.; Wang, X.; Di, H.; Shen, X.; Sun, Q.; Liu, Z.; He, J. Study on the mechanism of heat input on the grain boundary distribution and impact toughness in CGHAZ of X100 pipeline steel from the aspect of variant. Mater. Charact. 2021, 179, 111344. [Google Scholar] [CrossRef]
- Sudin, V.V.; Stepanov, P.P.; Bozhenov, V.A.; Kantor, M.M.; Efron, L.E.; Zharkov, S.V.; Chastukhin, A.V.; Ringinen, D.A. Microstructural features of low-alloy pipeline steels that determine impact strength of welded joint heat-affected zone. Metallurgist 2021, 65, 500–516. [Google Scholar] [CrossRef]
- Costa, P.S.; Reyes-Valdés, F.A.; Saldaña-Garcés, R.; Delgado, E.R.; Salinas-Rodríguez, A. Thermal behavior of an HSLA steel and the impact in phase transformation: Submerged arc welding (SAW) process approach to pipelines. In Characterization of Metals and Alloys; Springer: Cham, Switzerland, 2017; pp. 85–98. [Google Scholar]
- Singh, M.P.; Shukla, D.K.; Kumar, R.; Arora, K.S. The structural integrity of high-strength welded pipeline steels: A review. Int. J. Struct. Integr. 2020, 12, 470–496. [Google Scholar] [CrossRef]
- Wang, X.; Wang, D.; Dai, L.; Deng, C.; Li, C.; Wang, Y.; Shen, K. Effect of post-weld heat treatment on microstructure and fracture toughness of X80 pipeline steel welded joint. Materials 2022, 15, 6646. [Google Scholar] [CrossRef] [PubMed]
- Efron, L.I.; Stepanov, P.P.; Zharkov, S.V.; Chastukhin, A.V. Investigation of Low-Carbon Pipeline Steel Weldability by Welding Thermal Cycle Simulation. Metallurgist 2022, 66, 909–921. [Google Scholar] [CrossRef]
- Wang, X.N.; Zhao, Y.J.; Guo, P.F.; Qi, X.N.; Di, H.S.; Zhang, M.; Chen, C.J. Effect of heat input on MA constituent and toughness of coarse grain heat-affected zone in an X100 pipeline steel. J. Mater. Eng. Perform. 2019, 28, 1810–1821. [Google Scholar] [CrossRef]
- Huda, N.; Lazor, R.; Gerlich, A.P. Study of MA effect on yield strength and ductility of X80 linepipe steels weld. Metall. Mater. Trans. A 2017, 48, 4166–4179. [Google Scholar] [CrossRef]
- Bayraktar, E.; Kaplan, D. Mechanical and metallurgical investigation of martensite–austenite constituents in simulated welding conditions. J. Mater. Process. Technol. 2004, 153–154, 87–92. [Google Scholar] [CrossRef]
- Singh, M.P.; Arora, K.S.; Gupta, A.; Kumar, R.; Shukla, D.K.; Jhunjhunwala, P. Experimental characterization of dynamic fracture toughness behavior of X80 pipeline steel welded joints for different heat inputs. Weld. World 2023, 67, 617–636. [Google Scholar] [CrossRef]
- Ramachandran, D.C.; Kim, S.D.; Moon, J.; Lee, C.H.; Chung, J.H.; Biro, E.; Park, Y.D. Classification of martensite-austenite constituents according to its internal morphology in high-strength low alloy steel. Mater. Lett. 2020, 278, 128422. [Google Scholar] [CrossRef]
- Di, X.; Tong, M.; Li, C.; Zhao, C.; Wang, D. Microstructural evolution and its influence on toughness in simulated inter-critical heat affected zone of large thickness bainitic steel. Mater. Sci. Eng. A 2019, 743, 67–76. [Google Scholar] [CrossRef]
- Di Schino, A.; Di Nunzio, P.E. Niobium effect on base metal and heat affected zone microstructure of girth welded joints. Acta Metall. Slovaca 2017, 23, 55–61. [Google Scholar] [CrossRef]
- Singh, M.P.; Arora, K.S.; Kumar, R.; Shukla, D.K.; Siva Prasad, S. Influence of heat input on microstructure and fracture toughness property in different zones of X80 pipeline steel weldments. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 85–100. [Google Scholar] [CrossRef]
- Fu, C.; Li, X.; Li, H.; Han, T.; Han, B.; Wang, Y. Influence of ICCGHAZ on the low-temperature toughness in HAZ of Heavy-wall X80 pipeline steel. Metals 2022, 12, 907. [Google Scholar] [CrossRef]
- Moeinifar, S.; Kokabi, A.H.; Hosseini, H.R.M. Effect of tandem submerged arc welding process and parameters of Gleeble simulator thermal cycles on properties of the intercritically reheated heat affected zone. Mater. Des. 2011, 32, 869–876. [Google Scholar] [CrossRef]
- Andia, J.L.M.; de Souza, L.F.G.; Bott, I.d.S. Microstructural and mechanical properties of the intercritically reheated coarse grained heat affected zone (ICCGHAZ) of an API 5L X80 pipeline steel. Mater. Sci. Forum 2014, 783–786, 657–662. [Google Scholar] [CrossRef]
- Frantov, I.I.; Velichko, A.A.; Bortsov, A.N.; Utkin, I.Y. Weldability of niobium-containing high-strength steel for pipelines. Weld. J. 2014, 93, 23–29. [Google Scholar]
- Zhang, Y.Q.; Zhang, H.Q.; Zhao, S.X.; Liu, M.W. Effects of Nb on microstructure and toughness of high-strength structural steels heat affected zone at high heat input. Trans. China Weld. Inst. 2008, 29, 96–100. [Google Scholar]
- ASTM E112-13; Standard Test Method for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2013.
- Li, X.; Ma, X.; Subramanian, S.V.; Misra, R.D.K.; Shang, C. Structure-property-fracture mechanism correlation in heat-affected zone of X100 ferrite-bainite pipeline steel. Metall. Mater. Trans. E 2015, 2, 1–11. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | Si | Mn | Cr | Mo | Ni | Nb | V | Ti | Cu | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 0.049 | 0.15 | 1.73 | 0.25 | 0.093 | 0.16 | 0.058 | 0.0043 | 0.011 | 0.022 | 0.027 |
| B | 0.049 | 0.15 | 1.72 | 0.26 | 0.090 | 0.16 | 0.084 | 0.0045 | 0.011 | 0.026 | 0.023 |
| Sample | A-550 °C | A-700 °C | A-1000 °C | B-550 °C | B-700 °C | B-1000 °C |
|---|---|---|---|---|---|---|
| 2~15° | 26.83 | 27.15 | 20.74 | 26.84 | 27.29 | 17.17 |
| 15~45° | 2.29 | 2.76 | 7.28 | 2.15 | 2.99 | 8.44 |
| >45° | 13.68 | 13.83 | 17.65 | 13.90 | 13.54 | 19.57 |
| Sample | A-550 °C | A-700 °C | A-1000 °C | B-550 °C | B-700 °C | B-1000 °C |
|---|---|---|---|---|---|---|
| 2~15° | 62.69 | 62.08 | 45.42 | 62.58 | 62.28 | 38.00 |
| 15~45° | 5.36 | 6.30 | 15.93 | 5.00 | 6.83 | 18.69 |
| >45° | 31.96 | 31.63 | 38.65 | 32.42 | 30.89 | 43.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Yang, Y.; He, X.; Chi, Q.; Qi, L.; Li, W.; Li, X. Effect of Nb Content and Second Heat Cycle Peak Temperatures on Toughness of X80 Pipeline Steel. Materials 2023, 16, 7632. https://doi.org/10.3390/ma16247632
Chen Y, Yang Y, He X, Chi Q, Qi L, Li W, Li X. Effect of Nb Content and Second Heat Cycle Peak Temperatures on Toughness of X80 Pipeline Steel. Materials. 2023; 16(24):7632. https://doi.org/10.3390/ma16247632
Chicago/Turabian StyleChen, Yuefeng, Yaobin Yang, Xiaodong He, Qiang Chi, Lihua Qi, Weiwei Li, and Xin Li. 2023. "Effect of Nb Content and Second Heat Cycle Peak Temperatures on Toughness of X80 Pipeline Steel" Materials 16, no. 24: 7632. https://doi.org/10.3390/ma16247632
APA StyleChen, Y., Yang, Y., He, X., Chi, Q., Qi, L., Li, W., & Li, X. (2023). Effect of Nb Content and Second Heat Cycle Peak Temperatures on Toughness of X80 Pipeline Steel. Materials, 16(24), 7632. https://doi.org/10.3390/ma16247632