
Thermal Stability and Mechanical Behavior of Ultrafine-Grained Titanium with Different Impurity Content


Abstract
1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Microstructure Characterization
2.3. Mechanical Properties Characterization
2.4. Heat Effects Measurements
3. Results and Discussion
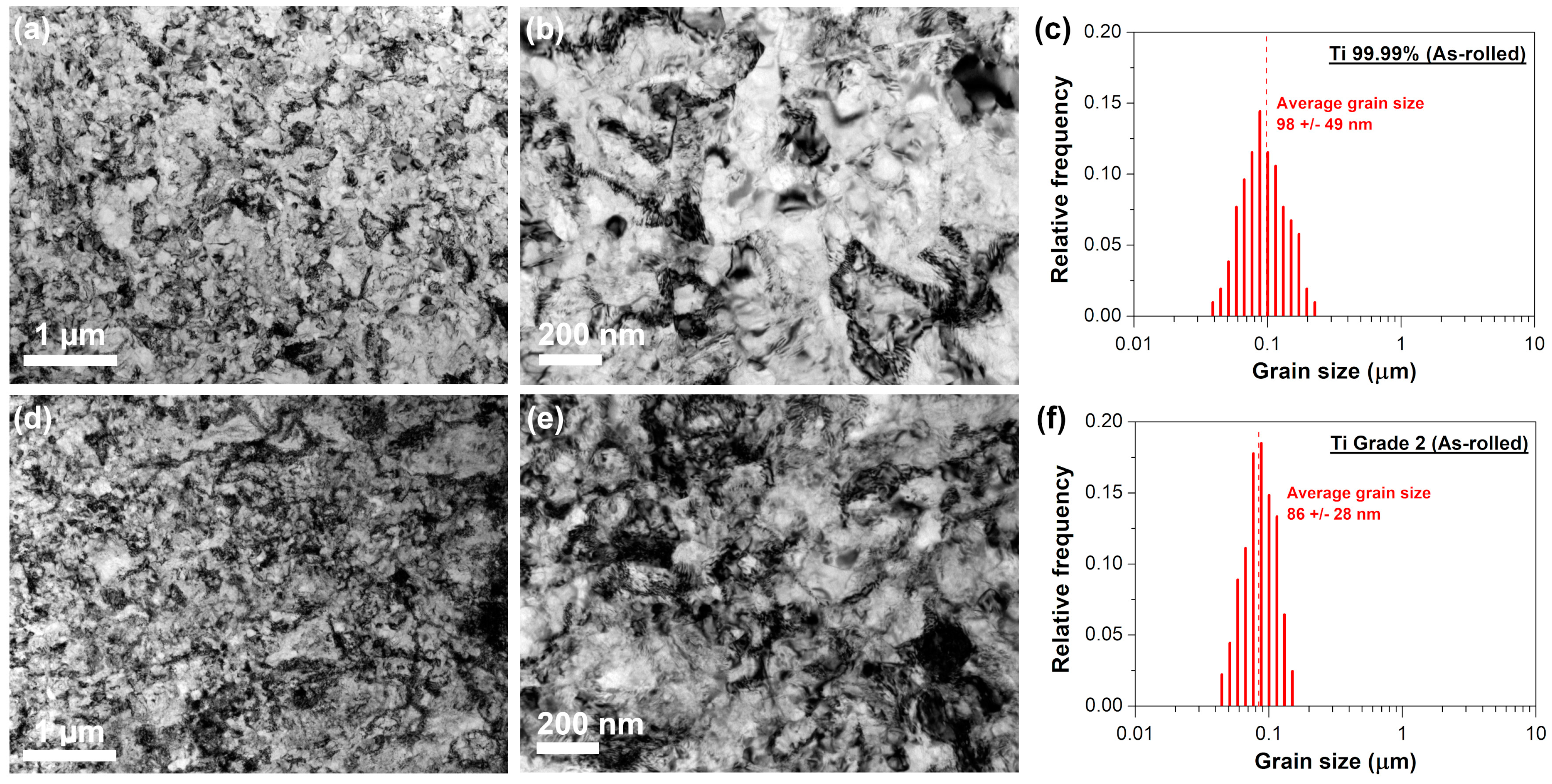
3.1. Microstructure of the As-Rolled Sheets
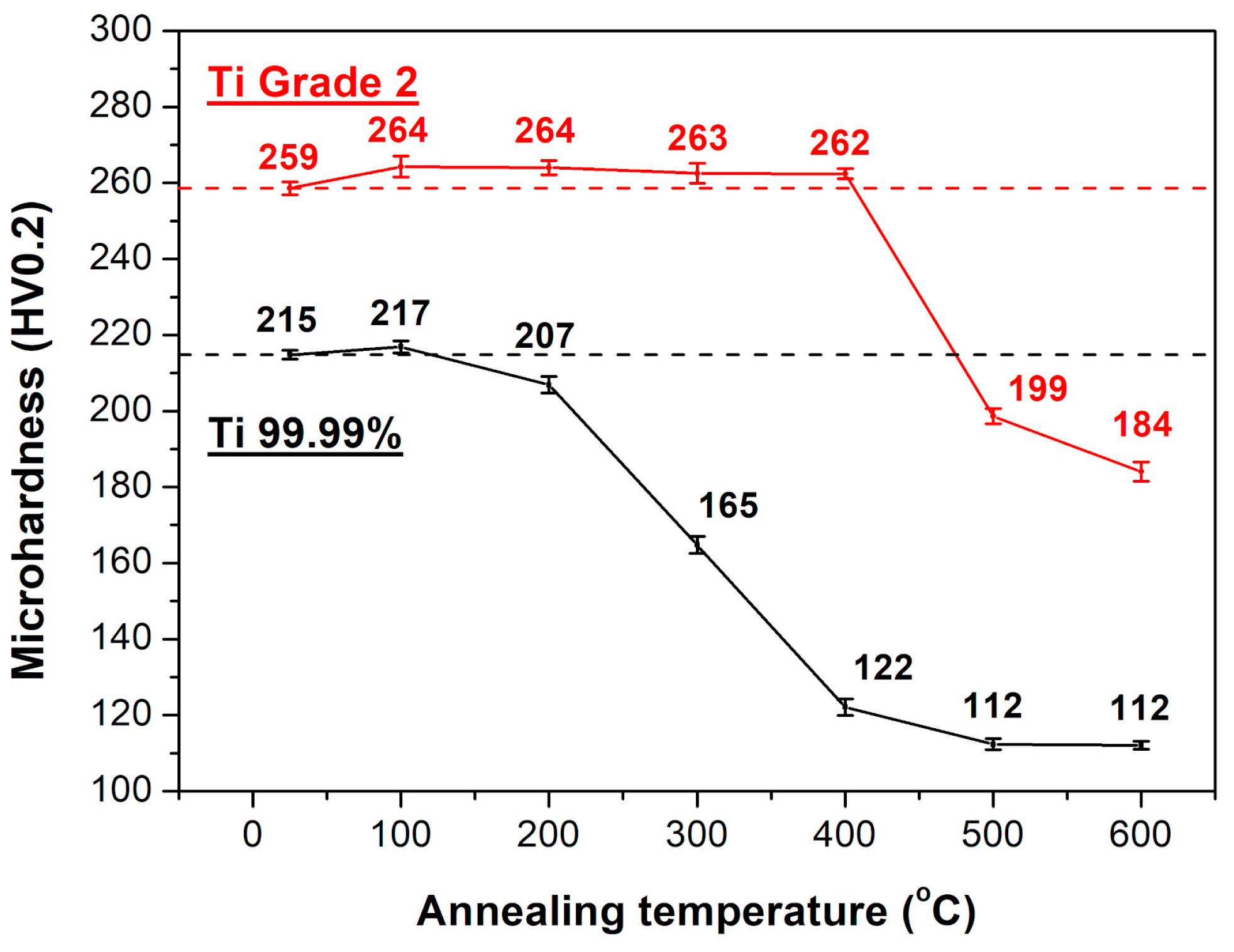
3.2. Hardness Change during Annealing
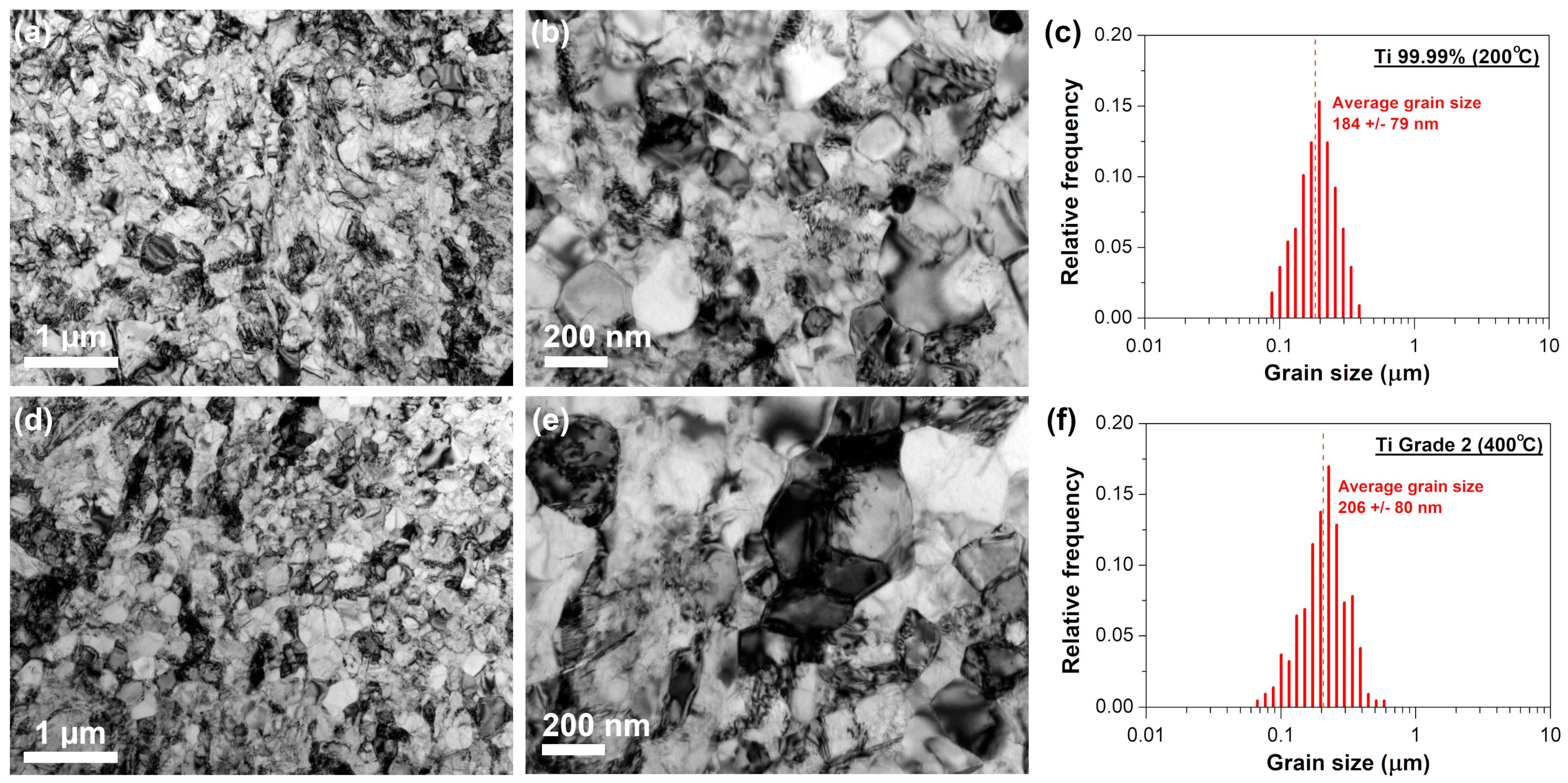
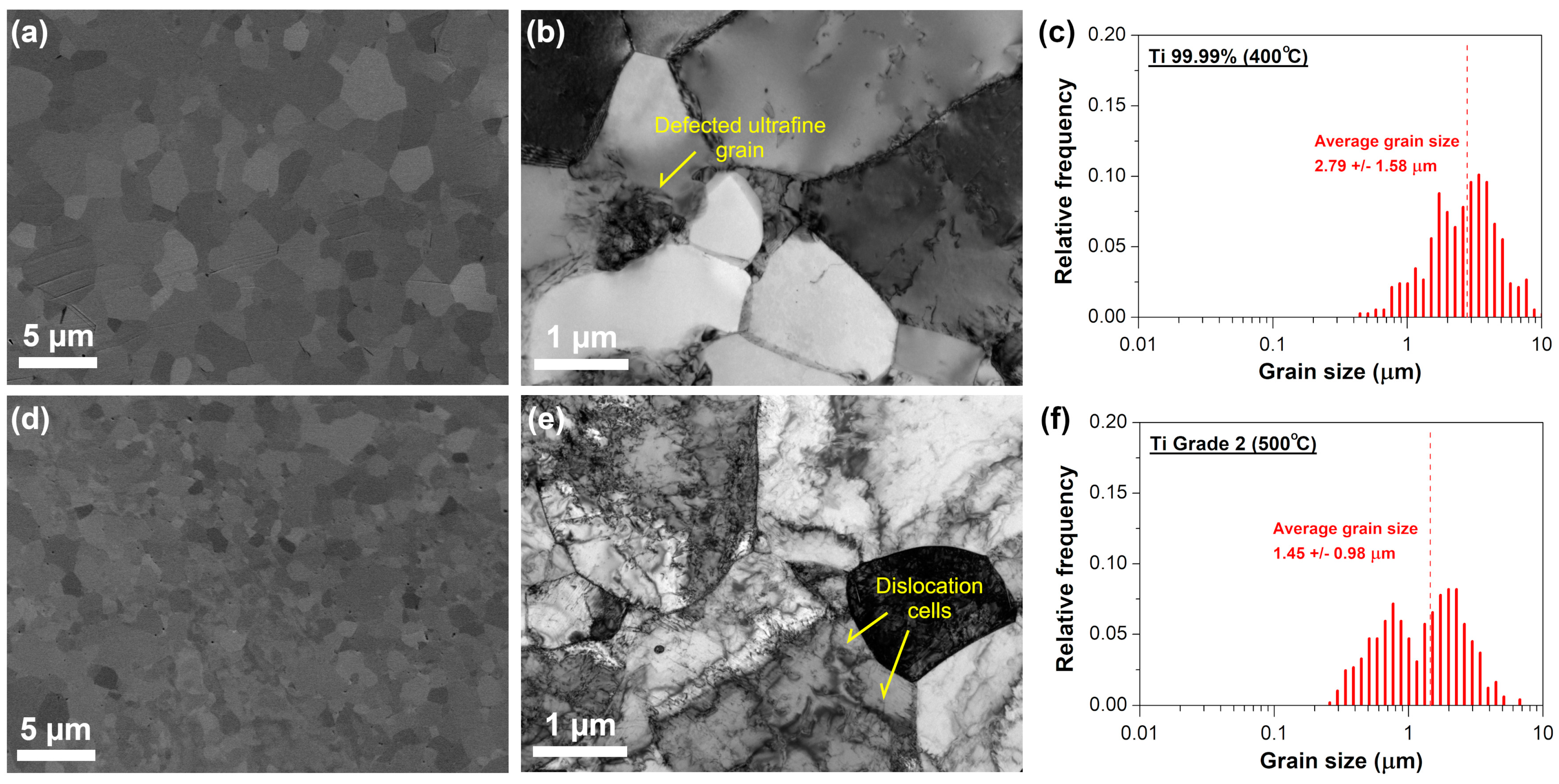
3.3. Microstructure of the Annealed Sheets
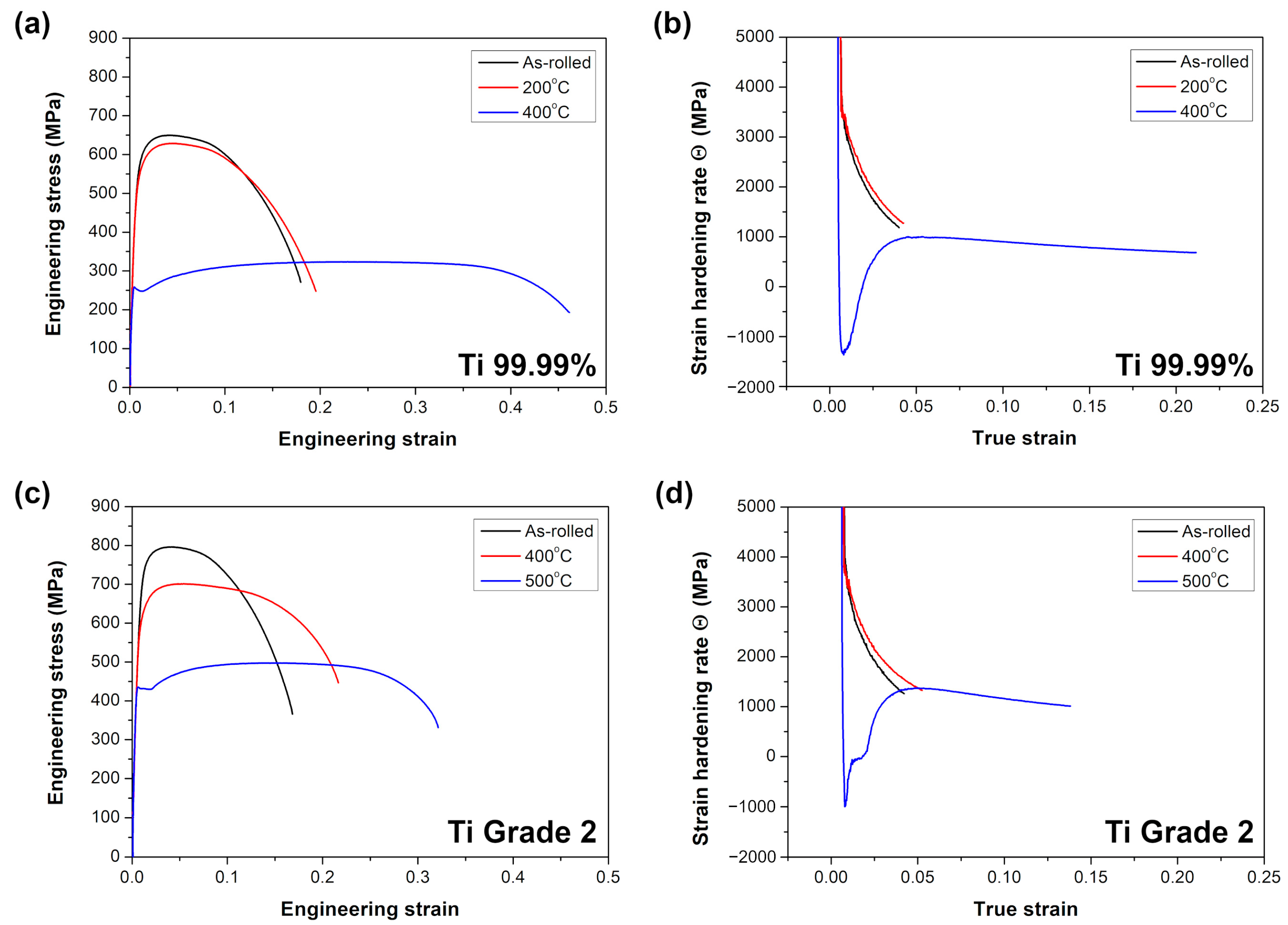
3.4. Tensile Properties of the Annealed Sheets
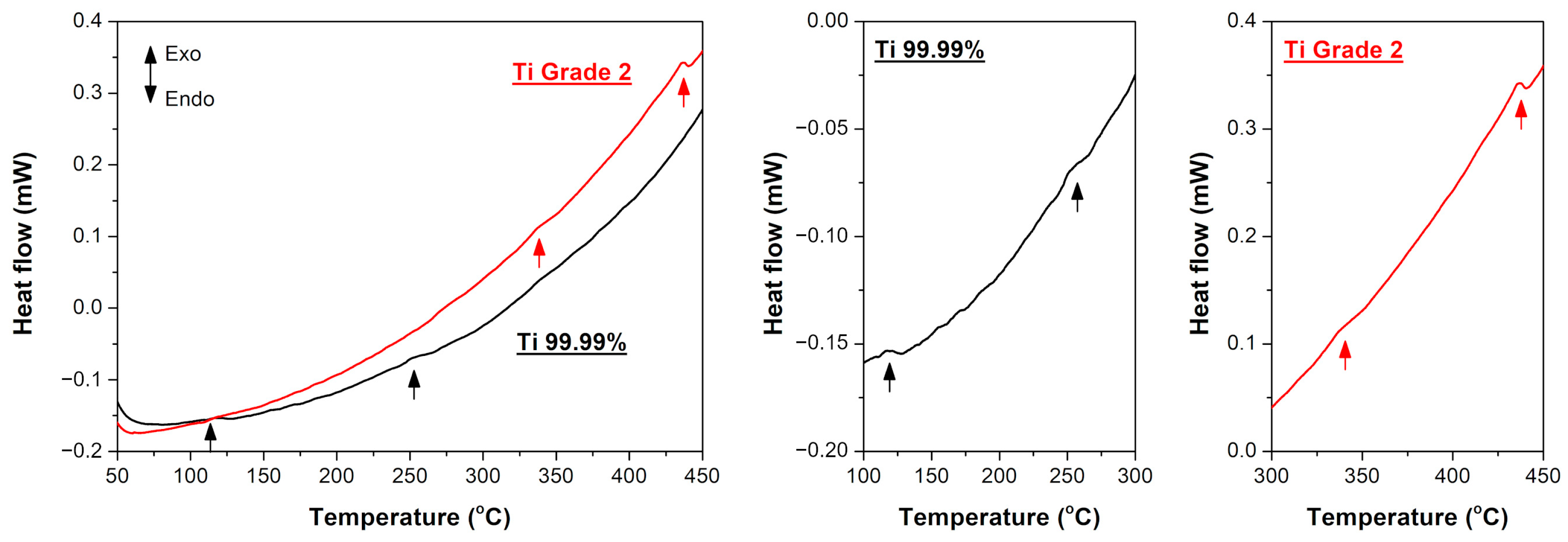
3.5. Heat Effects during Annealing
4. Conclusions
- The microstructure and mechanical properties were relatively stable up to 200 and 400 °C in the case of UFG Ti 99.99% and Ti Grade 2, respectively. It was confirmed by DSC measurements that Ti 99.99% exhibited lower temperature of the onset of recovery process (at about 120 °C) and grain growth (250 °C) as compared to Ti Grade 2 (330 and 440 °C, respectively).
- Surprisingly, the discontinuous yielding phenomenon occurred in both investigated materials after annealing above their thermal stability range, i.e., at 400 and 500 °C for Ti 99.99% and Ti Grade 2, respectively. It resulted mainly from their fine-grained microstructure with the average grain size of 2.79 and 1.45 μm for Ti 99.99% and Ti Grade 2, respectively.
- The so-called hardening by annealing phenomenon was also observed for both investigated materials within their thermal stability range. The strengthening effect was more evident and stable for the higher content of interstitial elements. The hardness of UFG Ti 99.99% was increased by about 1% only after annealing at 100 °C, while for UFG Ti Grade 2 the increase of even 2.5% was evident up to 400 °C.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Semenova, I.P.; Klevtsov, G.V.; Klevtsova, N.A.; Dyakonov, G.S.; Matchin, A.A.; Valiev, R.Z. Nanostructured Titanium for Maxillofacial Mini-Implants. Adv. Eng. Mater. 2016, 18, 1216–1224. [Google Scholar] [CrossRef]
- Elias, C.N.; Fernandes, D.J.; de Souza, F.M.; Monteiro, E.D.S.; Biasi, R.S. De Mechanical and clinical properties of titanium and titanium-based alloys (Ti G2, Ti G4 cold worked nanostructured and Ti G5) for biomedical applications. J. Mater. Res. Technol. 2019, 8, 1060–1069. [Google Scholar] [CrossRef]
- Mishnaevsky, L.; Levashov, E.; Valiev, R.Z.; Segurado, J.; Sabirov, I.; Enikeev, N.; Prokoshkin, S.; Solov’Yov, A.V.; Korotitskiy, A.; Gutmanas, E.; et al. Nanostructured titanium-based materials for medical implants: Modeling and development. Mater. Sci. Eng. R 2014, 81, 1–19. [Google Scholar] [CrossRef]
- Velasco-Ortega, E.; Flichy-Fernández, A.; Punset, M.; Jiménez-Guerra, A.; Manero, J.M.; Gil, J. Fracture and fatigue of titanium narrow dental implants: New trends in order to improve the mechanical response. Materials 2019, 12, 3728. [Google Scholar] [CrossRef] [PubMed]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y. Producing Bulk Ultrafine-Grained Materials by Severe Plastic Deformation: Ten Years Later. JOM 2016, 68, 1216–1226. [Google Scholar] [CrossRef]
- Sergueeva, A.V.; Stolyarov, V.V.; Valiev, R.Z.; Mukherjee, A.K. Advanced mechanical properties of pure titanium with ultrafine grained structure. Scr. Mater. 2001, 45, 747–752. [Google Scholar] [CrossRef]
- Popov, A.A.; Pyshmintsev, I.Y.; Demakov, S.L.; Illarionov, A.G.; Lowe, T.C.; Sergeyeva, A.V.; Valiev, R.Z. Structural and mechanical properties of nanocrystalline titanium processed by severe plastic deformation. Scr. Mater. 1997, 37, 1089–1094. [Google Scholar] [CrossRef]
- Huang, Y.; Mortier, S.; Pereira, P.H.R.; Bazarnik, P.; Lewandowska, M.; Langdon, T.G. Thermal stability and mechanical properties of HPT-processed CP-Ti. IOP Conf. Ser. Mater. Sci. Eng. 2017, 194, 012012. [Google Scholar] [CrossRef]
- Koujalagi, M.B.; Siddesha, H.S. ECAP of titanium alloy by sever plastic deformation: A review. Mater. Today Proc. 2020, 45, 71–77. [Google Scholar] [CrossRef]
- Purcek, G.; Yapici, G.G.; Karaman, I.; Maier, H.J. Effect of commercial purity levels on the mechanical properties of ultrafine-grained titanium. Mater. Sci. Eng. A 2011, 528, 2303–2308. [Google Scholar] [CrossRef]
- Greger, M.; Kander, L.; Snášel, V.; Černý, M. Microstructure Evolution of Pure Titanium During ECAP. Mater. Eng. Mater. Inžinierstvo 2011, 18, 97–104. [Google Scholar]
- Sotniczuk, A.; Kuczyńska-Zemła, D.; Królikowski, A.; Garbacz, H. Enhancement of the corrosion resistance and mechanical properties of nanocrystalline titanium by low-temperature annealing. Corros. Sci. 2019, 147, 342–349. [Google Scholar] [CrossRef]
- Pakieła, Z.; Garbacz, H.; Lewandowska, M.; Drużycka-Wiencek, A.; Suś-Ryszkowska, M.; Zieliński, W.; Kurzydłowski, K.J. Structure and properties of nanomaterials produced by severe plastic deformation. Nukleonika 2006, 51, 19–25. [Google Scholar]
- Yang, D.K.; Cizek, P.; Hodgson, P.D.; Wen, C.E. Microstructure evolution and nanograin formation during shear localization in cold-rolled titanium. Acta Mater. 2010, 58, 4536–4548. [Google Scholar] [CrossRef]
- Mironov, S.; Zherebtsov, S.; Semiatin, S.L. The grain-refinement mechanism during heavy cold-rolling of commercial-purity titanium. J. Alloys Compd. 2022, 895, 162689. [Google Scholar] [CrossRef]
- Sotniczuk, A.; Majchrowicz, K.; Kuczyńska-Zemła, D.; Pisarek, M.; Adamczyk-Cieślak, B.; Garbacz, H. Surface Properties and Mechanical Performance of Ti-Based Dental Materials: Comparative Effect of Valve Alloying Elements and Structural Defects. Metall. Mater. Trans. A 2022, 53, 225–239. [Google Scholar] [CrossRef]
- Ouchi, C.; Iizumi, H.; Mitao, S. Effects of ultra-high purification and addition of interstitial elements on properties of pure titanium and titanium alloy. Mater. Sci. Eng. A 1998, 243, 186–195. [Google Scholar] [CrossRef]
- Cai, Z.; Xiang, T.; Bao, W.; Chen, J.; Gao, T.; Xie, G. Enhancing strength and ductility of pure titanium by interstitial oxygen atoms. Mater. Sci. Eng. A 2022, 854, 143806. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar]
- Li, Z.; Fu, L.; Fu, B.; Shan, A. Effects of annealing on microstructure and mechanical properties of nano-grained titanium produced by combination of asymmetric and symmetric rolling. Mater. Sci. Eng. A 2012, 558, 309–318. [Google Scholar] [CrossRef]
- Garbacz, H.; Wieciński, P.; Kuczyńska, D.; Kubacka, D.; Kurzydłowski, K.J. The effect of grain size on the surface properties of titanium grade 2 after different treatments. Surf. Coatings Technol. 2018, 335, 13–24. [Google Scholar] [CrossRef]
- Dyakonov, G.S.; Mironov, S.; Enikeev, N.; Semenova, I.P.; Valiev, R.Z.; Semiatin, S.L. Annealing behavior of severely-deformed titanium Grade 4. Mater. Sci. Eng. A 2019, 742, 89–101. [Google Scholar] [CrossRef]
- Park, J.H.; Olivares-Navarrete, R.; Baier, R.E.; Meyer, A.E.; Tannenbaum, R.; Boyan, B.D.; Schwartz, Z. Effect of cleaning and sterilization on titanium implant surface properties and cellular response. Acta Biomater. 2012, 8, 1966–1975. [Google Scholar] [CrossRef]
- Guo, T.; Oztug, N.A.K.; Han, P.; Ivanovski, S.; Gulati, K. Influence of sterilization on the performance of anodized nanoporous titanium implants. Mater. Sci. Eng. C 2021, 130, 112429. [Google Scholar] [CrossRef]
- Sotniczuk, A.; Kuczyńska-Zemła, D.; Majchrowicz, K.; Kijeńska-Gawrońska, E.; Kruszewski, M.; Nikiforow, K.; Pisarek, M.; Swieszkowski, W.; Garbacz, H. Tailoring mechanical and surface properties of UFG CP-Ti by the low-temperature annealing. Appl. Surf. Sci. 2023, 607, 155038. [Google Scholar] [CrossRef]
- Wejrzanowski, T.; Spychalski, W.L.; Różniatowski, K.; Kurzydłowski, K.J. Image Based Analysis of Complex Microstructures of Engineering Materials. Int. J. Appl. Math. Comput. Sci. 2008, 18, 33–39. [Google Scholar] [CrossRef]
- Sitek, R.; Puchlerska, S.; Nejman, I.; Majchrowicz, K.; Pakieła, Z.; Żaba, K.; Mizera, J. The Impact of Plastic Deformation on the Microstructure and Tensile Strength of Haynes 282 Nickel Superalloy Produced by DMLS and Casting. Materials 2022, 15, 7545. [Google Scholar] [CrossRef]
- Majchrowicz, K.; Pakieła, Z.; Brynk, T.; Romelczyk-Baishya, B.; Płocińska, M.; Kurzynowski, T.; Chlebus, E. Microstructure and mechanical properties of Ti–Re alloys manufactured by selective laser melting. Mater. Sci. Eng. A 2019, 765, 138290. [Google Scholar] [CrossRef]
- Mironov, S.; Zherebtsov, S.; Semiatin, S.L. The unusual character of microstructure evolution during “abc” deformation of commercial-purity titanium. J. Alloys Compd. 2022, 913, 165281. [Google Scholar] [CrossRef]
- Carter, C.B.; Williams, D.B. Transmission Electron Microscopy: Diffraction, Imaging and Spectrometry; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Xu, T.; Wang, S.; Wang, W.; Liang, P.; Li, X.; Mitsuzaki, N.; Chen, Z. Multimodal grain structure and tensile properties of cold-rolled titanium after short-duration annealing. Mater. Charact. 2020, 160, 110095. [Google Scholar] [CrossRef]
- Garbacz, H.; Topolski, K.; Motyka, M. Hydrostatic extrusion. In Nanocrystalline Titanium; Garbacz, H., Semenova, I.P., Zherebtsov, S., Motyka, M., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 37–53. [Google Scholar]
- Valiev, R.Z.; Sergueeva, A.V.; Mukherjee, A.K. The effect of annealing on tensile deformation behavior of nanostructured SPD titanium. Scr. Mater. 2003, 49, 669–674. [Google Scholar] [CrossRef]
- Gu, Y.; Ma, A.; Jiang, J.; Li, H.; Song, D.; Wu, H.; Yuan, Y. Simultaneously improving mechanical properties and corrosion resistance of pure Ti by continuous ECAP plus short-duration annealing. Mater. Charact. 2018, 138, 38–47. [Google Scholar] [CrossRef]
- Huang, X.; Hansen, N.; Tsuji, N. Hardening by annealing and softening by deformation in nanostructured metals. Science 2006, 312, 249–251. [Google Scholar] [CrossRef] [PubMed]
- Hasnaoui, A.; Van Swygenhoven, H.; Derlet, P.M. On non-equilibrium grain boundaries and their effect on thermal and mechanical behaviour: A molecular dynamics computer simulation. Acta Mater. 2002, 50, 3927–3939. [Google Scholar] [CrossRef]
- Tong, X.; Zhang, H.; Li, D.Y. Effect of Annealing Treatment on Mechanical Properties of Nanocrystalline α-iron: An Atomistic Study. Sci. Rep. 2015, 5, 8459. [Google Scholar] [CrossRef]
- Renk, O.; Hohenwarter, A.; Eder, K.; Kormout, K.S.; Cairney, J.M.; Pippan, R. Increasing the strength of nanocrystalline steels by annealing: Is segregation necessary? Scr. Mater. 2015, 95, 27–30. [Google Scholar] [CrossRef]
- Ma, E.; Shen, T.D.; Wu, X.L. Less is more. Nat. Mater. 2006, 5, 515–516. [Google Scholar] [CrossRef]
- Semenova, I.; Salimgareeva, G.; Da Costa, G.; Lefebvre, W.; Valiev, R. Enhanced strength and ductility of ultrafine-grained Ti processed by severe plastic deformation. Adv. Eng. Mater. 2010, 12, 803–807. [Google Scholar] [CrossRef]
- Chun, Y.B.; Yu, S.H.; Semiatin, S.L.; Hwang, S.K. Effect of deformation twinning on microstructure and texture evolution during cold rolling of CP-titanium. Mater. Sci. Eng. A 2005, 398, 209–219. [Google Scholar] [CrossRef]
- Bozzolo, N.; Dewobroto, N.; Wenk, H.R.; Wagner, F. Microstructure and microtexture of highly cold-rolled commercially pure titanium. J. Mater. Sci. 2007, 42, 2405–2416. [Google Scholar] [CrossRef]
- Ghosh, A.; Singh, A.; Gurao, N.P. Effect of rolling mode and annealing temperature on microstructure and texture of commercially pure-titanium. Mater. Charact. 2017, 125, 83–93. [Google Scholar] [CrossRef]
- Akhtar, A.; Teghtsoonian, E. Prismatic slip in α-titanium single crystals. Metall. Mater. Trans. A 1975, 6, 2201–2208. [Google Scholar] [CrossRef]
- Akhtar, A. Basal slip and twinning in α-titanium single crystals. Metall. Trans. A 1975, 6, 1105–1113. [Google Scholar] [CrossRef]
- Kishida, K.; Kim, J.G.; Nagae, T.; Inui, H. Experimental evaluation of critical resolved shear stress for the first-order pyramidal c + a slip in commercially pure Ti by micropillar compression method. Acta Mater. 2020, 196, 168–174. [Google Scholar] [CrossRef]
- Chun, Y.B.; Battaini, M.; Davies, C.H.J.; Hwang, S.K. Distribution characteristics of in-grain misorientation axes in cold-rolled commercially pure titanium and their correlation with active slip modes. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2010, 41, 3473–3487. [Google Scholar] [CrossRef]
- Nan, X.L.; Wang, H.Y.; Zhang, L.; Li, J.B.; Jiang, Q.C. Calculation of Schmid factors in magnesium: Analysis of deformation behaviors. Scr. Mater. 2012, 67, 443–446. [Google Scholar] [CrossRef]
- Cottrell, A.H.; Bilby, B.A. Dislocation theory of yielding and strain ageing of iron. Proc. Phys. Soc. Sect. A 1949, 62, 49–62. [Google Scholar] [CrossRef]
- Wilson, D.V.; Russell, B. The contribution of atmosphere locking to strain-ageing of low carbon steels. Acta Metall. 1960, 8, 36–45. [Google Scholar] [CrossRef]
- Loporcaro, G.; Pampanin, S.; Kral, M.V. Long-term strain-ageing effects on low-carbon steel reinforcement. Constr. Build. Mater. 2019, 228, 116606. [Google Scholar] [CrossRef]
- Gao, S.; Shibata, A.; Chen, M.; Park, N.; Tsuji, N. Correlation between continuous/discontinuous yielding and hallpetch slope in high purity iron. Mater. Trans. 2014, 55, 69–72. [Google Scholar] [CrossRef]
- Kamikawa, N.; Huang, X.; Tsuji, N.; Hansen, N. Strengthening mechanisms in nanostructured high-purity aluminium deformed to high strain and annealed. Acta Mater. 2009, 57, 4198–4208. [Google Scholar] [CrossRef]
- Tsuji, N.; Ito, Y.; Saito, Y.; Minamino, Y. Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing. Scr. Mater. 2002, 47, 893–899. [Google Scholar] [CrossRef]
- Li, Z.; Fu, L.; Fu, B.; Shan, A. Yield point elongation in fine-grained titanium. Mater. Lett. 2013, 96, 1–4. [Google Scholar] [CrossRef]
- Wu, X.; Yang, M.; Yuan, F.; Wu, G.; Wei, Y.; Huang, X.; Zhu, Y. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef] [PubMed]
- Hahn, G.T. A model for yielding with special reference to the yield-point phenomena of iron and related bcc metals. Acta Metall. 1962, 10, 727–738. [Google Scholar] [CrossRef]
- Sinclair, C.W.; Poole, W.J.; Bréchet, Y. A model for the grain size dependent work hardening of copper. Scr. Mater. 2006, 55, 739–742. [Google Scholar] [CrossRef]
- Tian, Y.Z.; Gao, S.; Zhao, L.J.; Lu, S.; Pippan, R.; Zhang, Z.F.; Tsuji, N. Remarkable transitions of yield behavior and Lüders deformation in pure Cu by changing grain sizes. Scr. Mater. 2018, 142, 88–91. [Google Scholar] [CrossRef]
- Hajizadeh, K.; Ghobadi Alamdari, S.; Eghbali, B. Stored energy and recrystallization kinetics of ultrafine grained titanium processed by severe plastic deformation. Phys. B Condens. Matter 2013, 417, 33–38. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | H | N | O | Fe |
|---|---|---|---|---|---|
| Ti 99.99% | 0.0011 | - | - | - | 0.0011 |
| Ti Grade 2 | 0.03 | 0.005 | 0.02 | 0.13 | 0.14 |
| Material | State | YS (MPa) | UTS (MPa) | A (%) | HV0.2 | ΔYS (%) | ΔHV (%) |
|---|---|---|---|---|---|---|---|
| Ti 99.99% | As-rolled | 481 ± 4 | 644 ± 8 | 17.9 ± 0.3 | 215 ± 1 | - | - |
| 200 °C | 463 ± 6 | 623 ± 6 | 18.4 ± 1.1 | 207 ± 2 | −3.7 | −3.7 | |
| 400 °C | 261 ± 3/249 ± 3 * | 326 ± 3 | 46.5 ± 0.7 | 122 ± 2 | −45.7 | −43.3 | |
| Ti Grade 2 | As-rolled | 600 ± 2 | 798 ± 2 | 16.4 ± 0.1 | 259 ± 2 | - | - |
| 400 °C | 555 ± 2 | 696 ± 5 | 21.3 ± 0.1 | 262 ± 1 | −7.5 | +1.2 | |
| 500 °C | 431 ± 5/426 ± 3 * | 495 ± 3 | 31.6 ± 2.9 | 199 ± 2 | −28.2 | −23.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Majchrowicz, K.; Sotniczuk, A.; Malicka, J.; Choińska, E.; Garbacz, H. Thermal Stability and Mechanical Behavior of Ultrafine-Grained Titanium with Different Impurity Content. Materials 2023, 16, 1339. https://doi.org/10.3390/ma16041339
Majchrowicz K, Sotniczuk A, Malicka J, Choińska E, Garbacz H. Thermal Stability and Mechanical Behavior of Ultrafine-Grained Titanium with Different Impurity Content. Materials. 2023; 16(4):1339. https://doi.org/10.3390/ma16041339
Chicago/Turabian StyleMajchrowicz, Kamil, Agata Sotniczuk, Joanna Malicka, Emilia Choińska, and Halina Garbacz. 2023. "Thermal Stability and Mechanical Behavior of Ultrafine-Grained Titanium with Different Impurity Content" Materials 16, no. 4: 1339. https://doi.org/10.3390/ma16041339
APA StyleMajchrowicz, K., Sotniczuk, A., Malicka, J., Choińska, E., & Garbacz, H. (2023). Thermal Stability and Mechanical Behavior of Ultrafine-Grained Titanium with Different Impurity Content. Materials, 16(4), 1339. https://doi.org/10.3390/ma16041339