
Recycling of Periwinkle Shell Waste as Partial Substitute for Sand and Stone Dust in Lightweight Hollow Sandcrete Blocks towards Environmental Sustainability

 , and
, and
Abstract
:1. Introduction
Research Significance
2. Materials and Methods
2.1. Materials
2.2. Method—Mix Design and Batching
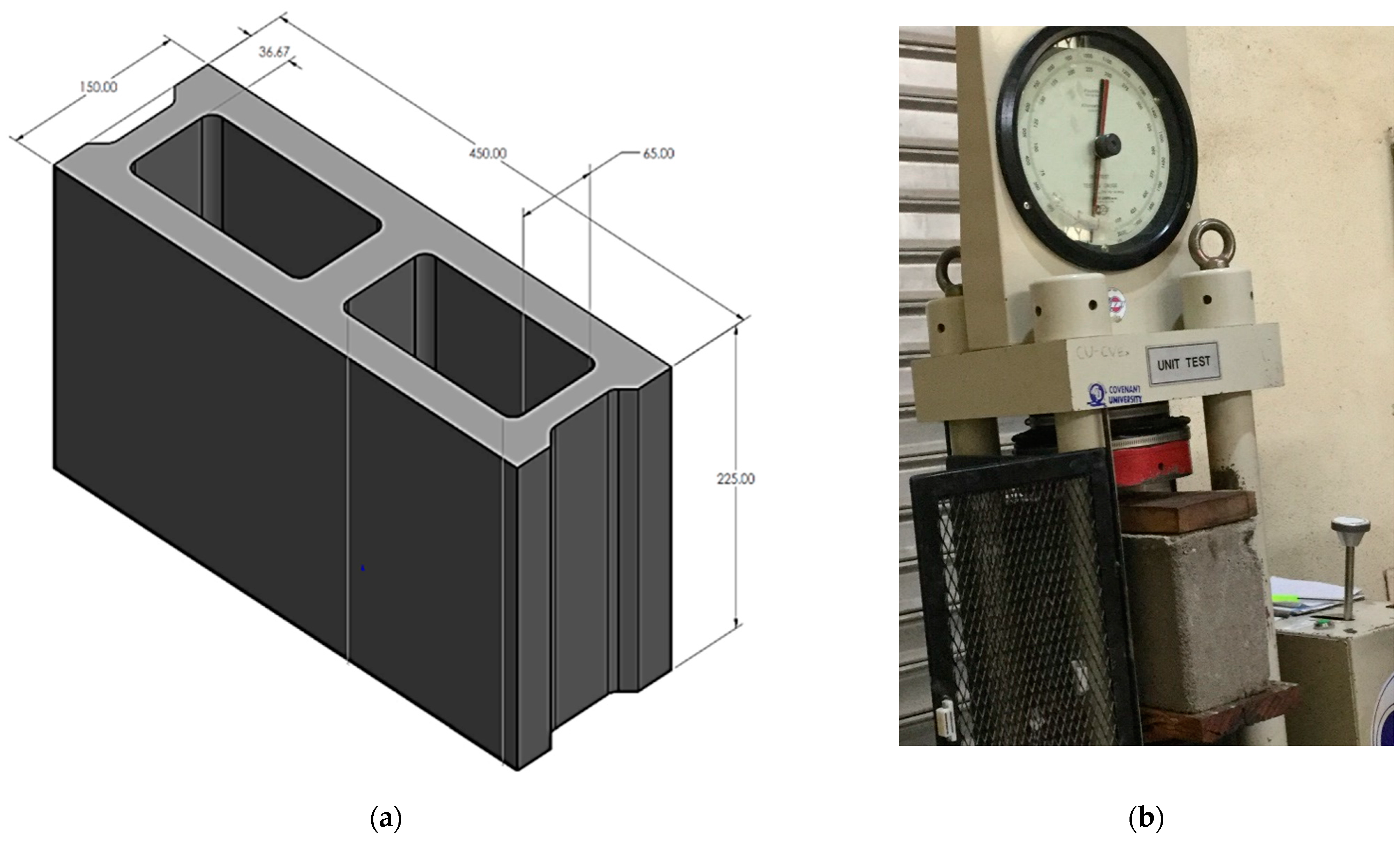
2.3. Mixing, Sample Preparation and Curing
Samples Testing
3. Results and Discussion
3.1. Materials—Chemical Composition
3.2. Materials—Physical Properties of Aggregates
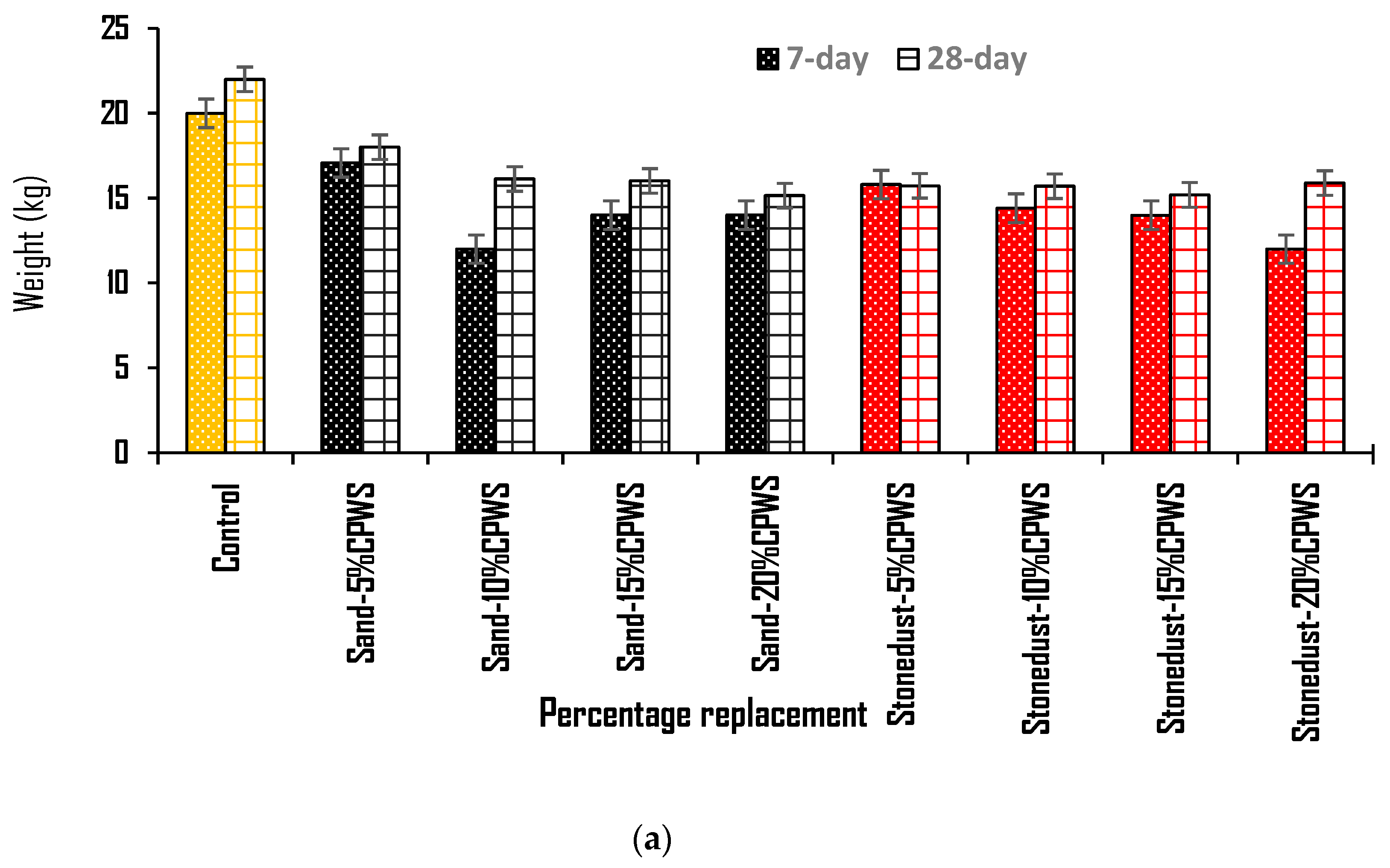
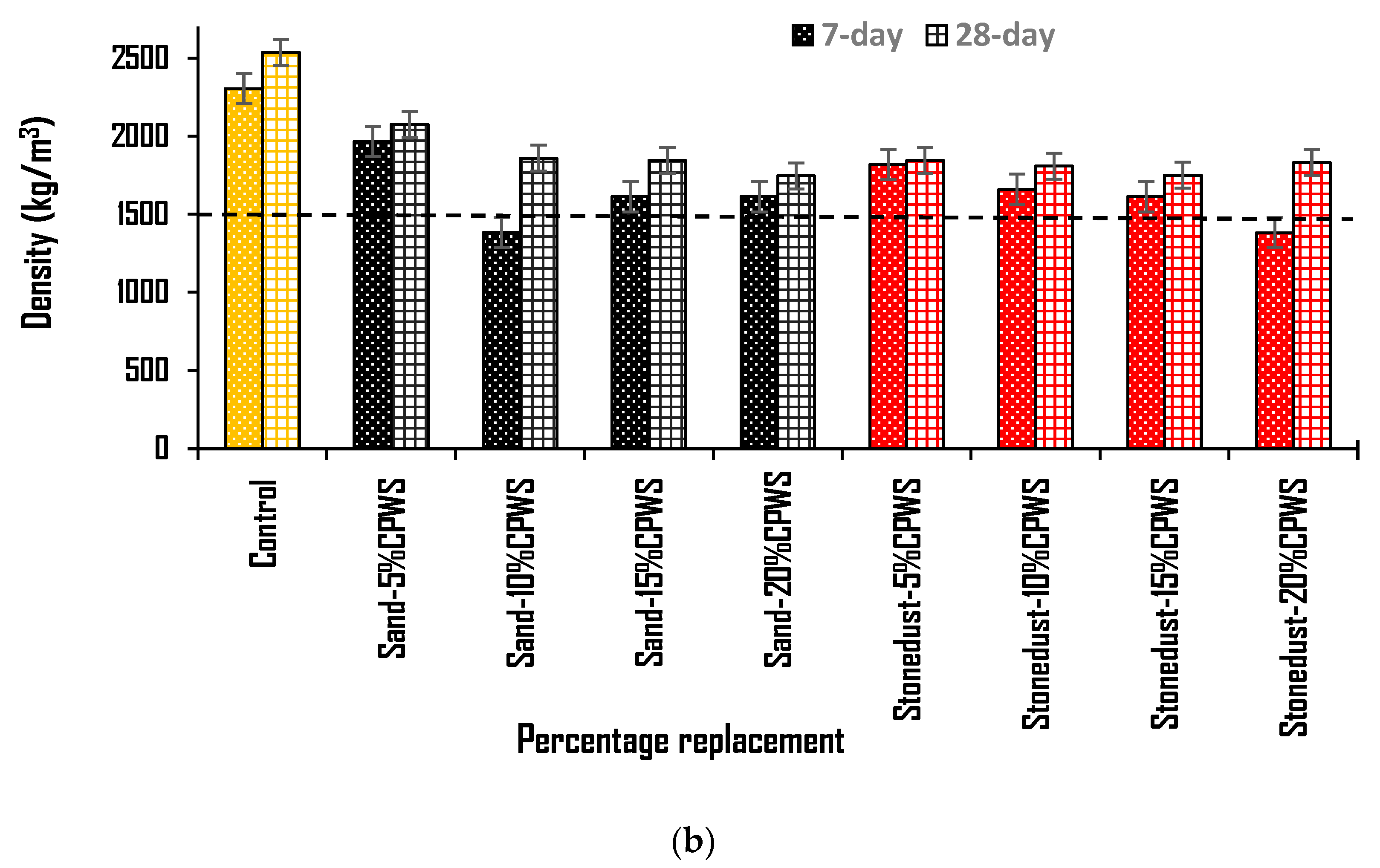
3.3. Hollow Sandcrete Block—Weight and Density
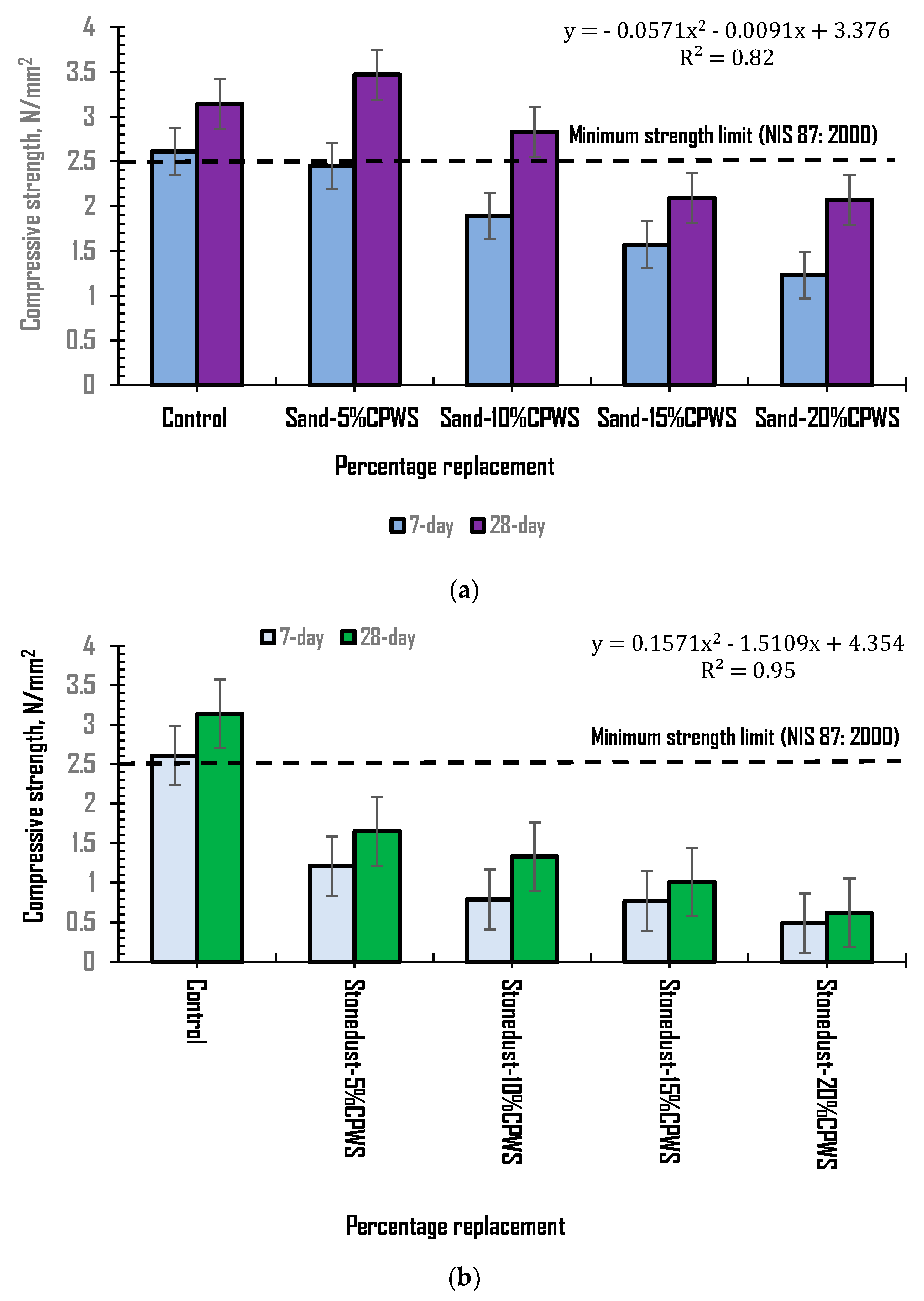
3.4. Hollow Sandcrete Block—Compressive Strength
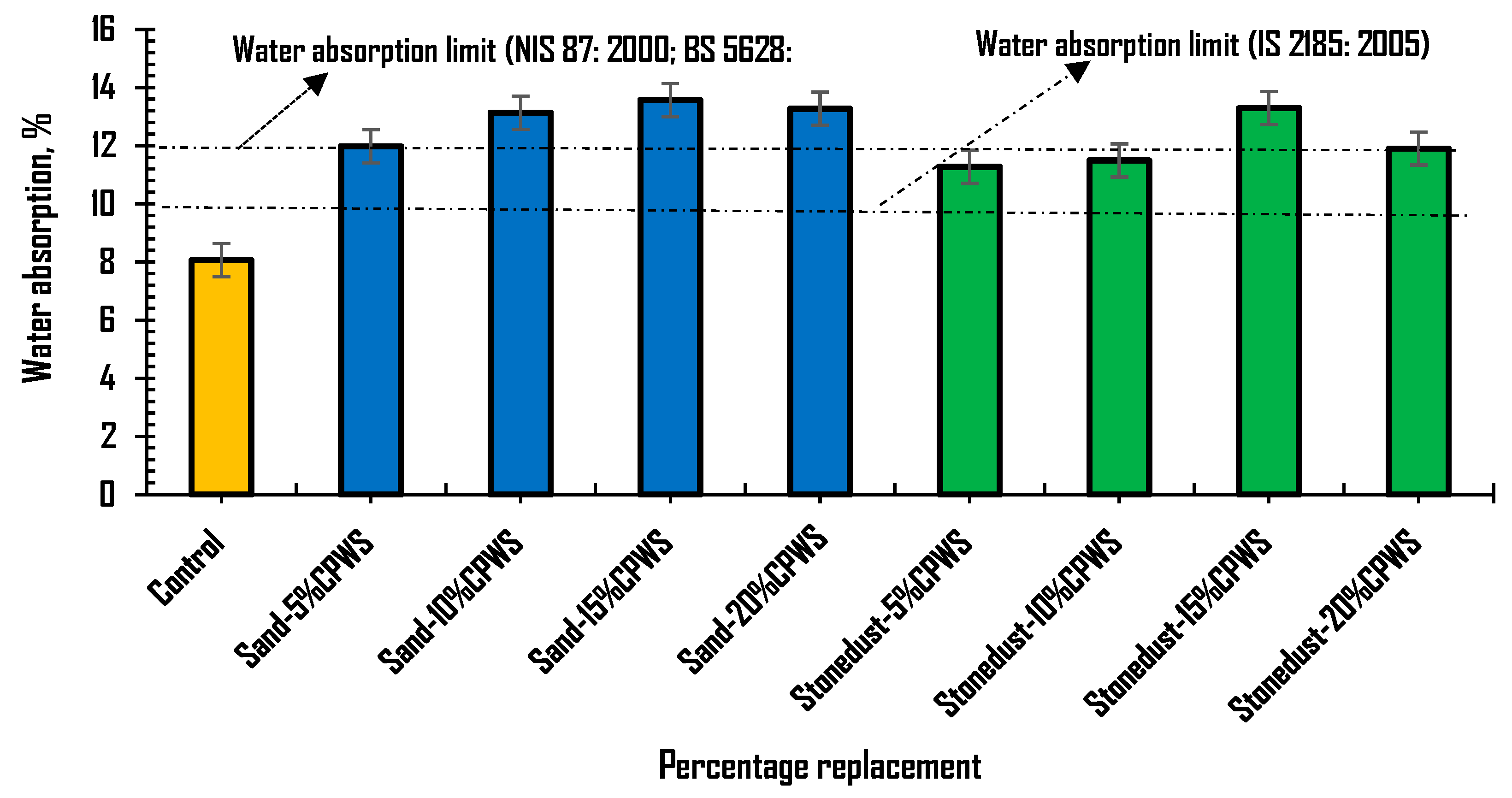
3.5. Hollow Sandcrete Block—Water Absorption
4. Conclusions
- The material characterisation of the CPWS showed that the material has high values of moisture content and water absorption rate compared to sand and stone dust materials. However, the recorded values for the specific gravity and bulk density were very low compared to those of sand and stone dust materials. This indicated that the CPWS material has capacity to absorb and retain water but will be most suited to achieve a lightweight construction. Meanwhile, the chemical composition of both CPWS and cement are closely similar with relatively high concentration of CaO, and no possible presence of toxic compounds that can leach into the environment.
- Further, the particle size gradation plot of CPWS indicates the material is well graded, as also seen from the coefficient of curvature (Cc) and coefficient of uniformity (Cu) values, hence showing the utilisation of CPWS is possible in producing homogenous sandcrete block mixes.
- The weight and hardened density of the produced hollow sandcrete blocks decreased as the percentage of CPWS content increased but remained somewhat constant as the replacement levels increased. However, the obtained average weight and density of the hollow sandcrete blocks at 28 days were within the range for lightweight sandcrete blocks.
- The results on compressive strength suggested that CPWS will be most suitable to be deployed as a partial substitute for sand while stone dust material is kept constant in the production of sandcrete blocks. The outcomes indicated a significant strength reduction of the block samples for mixes containing CPWS as partial replacement for stone dust, far below the targeted strength. However, mixes containing 5% and 10% CPWS as a partial substitute for sand were able to achieve the targeted strength of 2.5 N/mm2 at 28 days. The results imply that block samples containing CPWS as replacement for sand with 100% stone dust tend to produce hollow sandcrete blocks of equal strength to the control compared to samples containing CPWS as replacement for stone dust with constant quantities of sand.
- The outcome of the water absorption results indicated an increase in the water absorption rate of the hollow sandcrete block samples as the CPWS content increased.
Recommendations for Future Studies
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Al-Fakih, A.; Mohammed, B.S.; Liew, M.S.; Nikbakht, E. Incorporation of waste materials in the manufacture of masonry bricks: An update review. J. Build. Eng. 2019, 21, 37–54. [Google Scholar] [CrossRef]
- Soneye, T.; Ede, A.N.; Bamigboye, G.O.; Olukanni, D.O. The study of periwinkle shells as fine and coarse aggregate in concrete works. In Proceedings of the 3rd International Conference on African Development Issues (CU-ICADI) 2016, Covenant University, Ota, Nigeria, 9–11 May 2016. [Google Scholar]
- Okere, C.E.; Arimanwa, J.I.; Ibearugbulem, O.M.; Olali, I.I. Modelling of the compressive strength of blocks made with periwinkle shells as course aggregate. Int. J. Res. Eng. Technol. 2019, 7, 1–10. [Google Scholar]
- Allen, T. Fundamentals of Residential Construction, 3rd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2001. [Google Scholar]
- Adewuyi, A.P.; Adegoke, T. Exploratory study of periwinkle shells as coarse aggregates in concrete works. ARPN J. Eng. Appl. Sci. 2008, 3, 1–6. [Google Scholar]
- Oyekan, G.L.; Kamiyo, O.M. A study on the engineering properties of sandcrete blocks produced with rice husk ash blended cement. J. Eng. Technol. Res. 2011, 3, 88–98. [Google Scholar]
- Wang, X.; Chen, D.; Ren, Z. Global warming and its implication to emission reduction strategies for residential buildings. Build. Environ. 2011, 46, 871–883. [Google Scholar] [CrossRef]
- Sojobi, A.O.; Awolusi, T.F.; Aina, G.B.; Oke, O.L.; Oladokun, M.; Oguntayo, D.O. Ternary and quaternary blends as partial replacement of cement to produce hollow sandcrete blocks. Heliyon 2021, 7, e07227. [Google Scholar] [CrossRef] [PubMed]
- Olofinnade, O.M.; Oyawoye, I.T. Influence of calcined clay on the strength characteristics and microstructure of recycled aggregate concrete for sustainable construction. Int. J. Eng. Res. Afr. 2021, 54, 56–70. [Google Scholar] [CrossRef]
- Owolabi, D.J.; Aigbavboa, C.; Ogunbayo, B.F.; Ogundipe, K.E. Assessing factors militating against affordable housing delivery in developing countries. In Proceedings of the Construction Business and Project Management Conference 2022, Cape Town, South Africa, 22–24 June 2022. [Google Scholar]
- Olofinnade, O.; Chandra, S.; Chakraborty, P. Recycling of high impact polystyrene and low-density polyethylene plastic wastes in lightweight based concrete for sustainable construction. Mater. Today Proc. 2021, 38, 2151–2156. [Google Scholar] [CrossRef]
- Kumar, J.; Kumar, S.; Basarkar, S.S. Development Concrete using agro-waste as fine aggregate for sustainable built environment—A review. Int. J. Sustain. Built Environ. 2016, 5, 312–333. [Google Scholar] [CrossRef] [Green Version]
- Setyo, A.; Ekhlasur, M. Lightweight masonry block from oil palm kernel shell. Constr. Build. Mater. 2014, 5, 477–484. [Google Scholar]
- Meng, Y.; Ling, T.C.; Mo, K. Recycling of wastes for value-added applications in concrete blocks: An Overview. Resour. Conserv. Recy. 2018, 138, 298–312. [Google Scholar] [CrossRef]
- Fraile-Garcia, E.; Ferrero-Cabello, J.; Mendivil-Giro, M.; Vicente-Navarro, A.S. Thermal behaviour of hollow blocks and bricks made of concrete doped with waste tyre rubber. Constr. Build. Mater. 2018, 176, 193–200. [Google Scholar] [CrossRef]
- Al-Tamimi, A.S.; Al-Amoudi, O.S.B.; Al-Osta, M.A.; Ali, M.R.; Ahmad, A. Effect of insulation materials and cavity layout on heat transfer of concrete masonry hollow blocks. Constr. Build. Mater. 2020, 254, 119300. [Google Scholar] [CrossRef]
- Olofinnade, O.M.; Davies, I.E.E.; Egwuonwu, I.W. Recycling of polyethylene terephthalate wastes in production of hollow sandcrete blocks for sustainable construction. Solid State Phenom. 2021, 318, 49–58. [Google Scholar] [CrossRef]
- Chen, Z.; Li, J.S.; Poon, C.S. Combined use of sewage sludge ash and recycled glass cullet for the production of concrete blocks. J. Clean. Prod. 2018, 171, 1447–1459. [Google Scholar] [CrossRef]
- De Sailva, G.H.M.J.; Hansamali, E. Eco-friendly fired clay bricks incorporated with porcelain ceramic sludge. Constr. Build. Mater. 2019, 228, 116754. [Google Scholar] [CrossRef]
- Akinyele, J.O.; Igba, U.T.; Ayorinde, T.O.; Jimoh, P.O. Structural efficiency of burnt clay bricks containing waste crushed glass and polypropylene granules. Case Stud. Const. Mater. 2020, 13, e00404. [Google Scholar] [CrossRef]
- Ekhuemelo, D.O.; Gbaeren, E.T.; Tembe, E.T. Evaluation of lime treated mixed sawdust as fractional replacement for sand in the production of sandcrete hollow blocks. Int. J. Sci. Eng. Investig. 2017, 6, 21–27. [Google Scholar]
- Eziefula, G.; Uchechi, E.C.U. Sandcrete blocks made with rice husk as partial replacement of aggregate. Sospoly J. Eng. Entrep. Environ. Stud. 2017, 1, 1–7. [Google Scholar]
- Ogundipe, K.E.; Ogunbayo, B.F.; Olofinnade, O.M.; Amusan, L.M.; Aigbavboa, C.O. Affordable housing issue: Experimental investigation on properties of eco-friendly lightweight concrete produced from incorporating periwinkle and palm kernel shells. Results Eng. 2021, 9, 100193. [Google Scholar] [CrossRef]
- Joshua, O.; Amusan, L.M.; Fagbenle, O.I.; Kukoyi, P.O. Effects of partial replacement of sand with lateritic soil in sandcrete blocks. Covenant J. Res. Built Environ. 2014, 1, 91–102. [Google Scholar]
- Yusuf, S.; Hamza, A. Comparing the compressive strength of six and nine inches hand moulded sandcrete blocks. J. Eng. Appl. Sci. 2011, 3, 64–69. [Google Scholar]
- Ezeigwe, P.C. Evaluation of the causes of housing problems in Nigeria: A case Study of Awka the capital city of Anambra state. J. Econ. Sustain. Dev. 2015, 6, 87–93. [Google Scholar]
- Sankh, A.C.; Biradar, P.M.; Naghathan, S.J.; Manjunath, B. Recent trends in replacement of natural sand with different alternatives. IOSR J. Mech. Civ. Eng. 2014, 59–66. [Google Scholar]
- Robert, U.W.; Etuk, S.E.; Agbasi, O.E.; Ekong, S.A. Properties of sandcrete block produced with coconut husk as partial replacement of sand. J. Build. Mater. Struct. 2020, 7, 95–104. [Google Scholar] [CrossRef]
- Madurwar, M.V.; Ralegaonkar, R.V.; Mandavgane, S.A. Application of agro-waste for sustainable construction materials: A review. Constr. Build. Mater. 2012, 38, 872–878. [Google Scholar] [CrossRef]
- Nwaobakata, C.; Agwunwamba, J. Influence of periwinkle shells ash as filler in hot mix asphalt. Int. J. Sci. Res. 2012, 3, 2319–7064. [Google Scholar]
- Aimikhe, V.J.; Lekia, G.B. An Overview of the Applications of Periwinkle(Tympanotonus fuscatus) Shells. Curr. J. Appl. Sci. Technol. 2021, 40, 31–58. [Google Scholar] [CrossRef]
- Dahunsi, B.I.O. Properties of Periwinkle-Granite Concretes. J. Civ. Eng. 2003, 8, 27–35. [Google Scholar] [CrossRef]
- Otunyo, A.W.; Friday, I.U.; Israel, T.A. Exploratory study of crushed periwinkle shell as partial replacement for fine aggregates in concrete. J. Emerg. Trends Eng. Appl. Sci. 2013, 4, 823–827. [Google Scholar]
- Agbede, O.I.; Manasseh, J. Suitability of periwinkle shell as partial replacement for river gravel in concrete. Leonardo Electron. J. Pract. Technol. 2009, 15, 59–66. [Google Scholar]
- Dauda, A.M.; Akinmusuru, J.O.; Dauda, O.A.; Durotoye, T.O.; Ogundipe, K.E.; Oyesomi, K.O. Geotechnical properties of lateritic soil stabilized with periwinkle shells powder. Int. J. Civ. Eng. Technol. 2018, 10, 2014–2025. [Google Scholar]
- Odeyemi, S.O.; Abdulwahab, R.; Adeniyi, A.G.; Atoyebi, O.D. Physical and mechanical properties of cement-bonded particle board produced from African balsam tree (Populous Balsamifera) and periwinkle shell residues. Results Eng. 2020, 3, 100126. [Google Scholar] [CrossRef]
- Yawas, D.S.; Aku, S.Y.; Amaren, S.G. Morphology and properties of periwinkle shell asbestos-free brake pad. J. King Saud Univ.—Eng. Sci. 2016, 28, 103–109. [Google Scholar] [CrossRef] [Green Version]
- Ibearugbulem, O.M.; Mmadu, J.E.; Nwachukwu, A.N. Determination of compressive strength of sandcrete block made with sand, periwinkle shell, latrite and cement. Int. J. Eng. Tech. Res. 2014, 2, 19–22. [Google Scholar]
- Ajao, A.M.; Ogunbayo, B.F.; Ogundipe, K.E.; Bamigboye, G.O. Assessment of sandcrete blocks manufacturers compliance to minimum standard requirements by standard organisation of Nigeria in Southwest. Int. J. Appl. Eng. Res. 2018, 13, 4162–4172. [Google Scholar]
- Odeyemi, S.O.; Otunola, O.O.; Adeyemi, A.O.; Oyeniyan, W.O.; Olawuyi, M.Y. Compressive strength of manual and machine compacted sandcrete hollow blocks produced from brands of Nigerian cement. Am. J. Civ. Eng. 2015, 3, 6–9. [Google Scholar] [CrossRef]
- Pitroda, J.; Bhut, K.A.; Bhimani, H.A. A critical review on non-load bearing wall based on different materials. Int. J. Constr. Res. Civ. Eng. 2016, 2, 33–40. [Google Scholar] [CrossRef]
- NIS 87; Nigerian Industrial Standard. Standards for Sandcrete Blocks. ed. Standard Organization of Nigeria: Abuja, Nigeria, 2000.
- BS 5628; Code of Practice for Use of Masonry Part 3. Materials and Components, Design and Worksmanship. BSI: London, UK, 1985.
- Mohammed, M.; Anwar, A.R. Assessment of structural strength of commercial sandcrete blocks in kano state. Niger. J. Technol. Dev. 2014, 11, 39–43. [Google Scholar]
- Ohimain, E.I.; Bassey, S.; Bawo, D.D.S. Uses of sea shells for civil construction works in coastal Bayelsa state, Nigeria: A waste management perspective. Res. J. Biol. Sci. 2009, 4, 1025–1031. [Google Scholar]
- Odeyemi, S.O.; Abdulwahab, R.; Anifowose, M.A.; Ibrahim, R.J. Impact of different fine aggregates on the compressive strength of hollow sandcrete blocks. Arid. Zone J. Eng. Technol. Environ. 2019, 15, 611–618. [Google Scholar]
- ACI Education Bulletin. Aggregates for Concrete-Materials for Concrete Construction; Developed by Committee E-701; American Concrete Institute: Farmington Hills, MI, USA, 2007. [Google Scholar]
- Ameh, O.J.; Afuye, I.T.; Amusan, L. Prospect of lateritic sand and periwinkle shell as aggregates in concrete. Asian J. Eng. Sci. Technol. 2014, 4, 53–64. [Google Scholar]
- Dadzie, D.K.; Yankah, J.E. Palm kernel shells as a partial replacement for sand in sandcrete block production. Chem. Mater. Res. 2015, 7, 61–72. [Google Scholar]
- IS 2185; Indian Standard Specification for Concrete Masonry Units—Part 1: Hollow and Solid Concrete Blocks. Bureau of Indian Standards: New Delhi, India, 2005.
- Odeyemi, S.O.; Akinpelu, M.A.; Atoyebi, O.D.; Orire, K.J. Quality assessment of sandcrete blocks produced in Adeta, Kwara State, Nigeria. Niger. J. Technol. 2018, 37, 53. [Google Scholar] [CrossRef] [Green Version]
- Omopariola, S.S. A study of the hygroscopic properties of hollow sandcrete blocks. Am. J. Eng. Res. 2014, 3, 93–97. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S/N | Samples Description | Cement (kg) | Sand (kg) | Stone Dust (kg) | CPWS (kg) | w/c Ratio |
|---|---|---|---|---|---|---|
| 1 | Control | 3.00 | 8.50 | 8.50 | - | 0.35 |
| 2 | Sand-5%CPWS | 3.00 | 8.03 | 8.50 | 0.42 | 0.35 |
| 3 | Sand-10%CPWS | 3.00 | 7.61 | 8.50 | 0.85 | 0.35 |
| 4 | Sand-15%CPWS | 3.00 | 7.18 | 8.50 | 1.27 | 0.35 |
| 5 | Sand-20%CPWS | 3.00 | 6.76 | 8.50 | 1.69 | 0.35 |
| 6 | Stonedust-5%CPWS | 3.00 | 8.50 | 8.03 | 0.42 | 0.35 |
| 7 | Stonedust-10%CPWS | 3.00 | 8.50 | 7.61 | 0.85 | 0.35 |
| 8 | Stonedust-15%CPWS | 3.00 | 8.50 | 7.18 | 1.27 | 0.35 |
| 9 | Stonedust-20%CPWS | 3.00 | 8.50 | 6.76 | 1.69 | 0.35 |
| Composition, % | Materials | |
|---|---|---|
| Cement | CPWS | |
| Aluminum oxide, Al2O3 | 4.72 | 8.30 |
| Silicon oxide, SiO2 | 16.56 | 31.10 |
| Ferric oxide, Fe2O3 | 2.86 | 4.21 |
| Sulfur trioxide, SO3 | 2.86 | 0.06 |
| Magnesium oxide, MgO | 1.45 | 0.76 |
| Calcium oxide, CaO | 63.48 | 53.10 |
| Sodium oxide, Na2O | 0.60 | 0.02 |
| Potassium oxide, K2O | 0.10 | 0.12 |
| Titanium dioxide, TiO2 | - | 0.40 |
| Loss on ignition, LOI | 0 | 2.50 |
| Aggregate | D10 | D30 | D60 | Cu | Cc | USCS Classification | |
|---|---|---|---|---|---|---|---|
| Group Symbol | Group Name | ||||||
| River sand Stone dust | 0.3 0.2 | 0.6 0.6 | 2.875 1.75 | 9.58 8.75 | 0.42 1.03 | SW GW | Well graded Well graded |
| CPWS | 0.19 | 0.65 | 1.25 | 6.58 | 1.78 | GW | Well graded |
| Properties | Cement | Stone Dust | River Sand | CPWS |
|---|---|---|---|---|
| Specific gravity | 3.15 | 2.58 | 2.39 | 2.13 |
| Surface area, m2/kg | 354 | - | - | - |
| Max aggregate size, mm | - | 4.00 | 4.75 | 2.45 |
| Fineness modulus | - | 2.69 | ||
| Water absorption (%) | - | 3.54 | 1.13 | 8.52 |
| Moisture content (%) | - | 0.41 | 0.18 | 1.30 |
| Bulk density, kg/m3 | - | 1.613 | 1.588 | 1.566 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Olofinnade, O.M.; Anwulidiunor, J.U.; Ogundipe, K.E.; Ajimalofin, D.A. Recycling of Periwinkle Shell Waste as Partial Substitute for Sand and Stone Dust in Lightweight Hollow Sandcrete Blocks towards Environmental Sustainability. Materials 2023, 16, 1853. https://doi.org/10.3390/ma16051853
Olofinnade OM, Anwulidiunor JU, Ogundipe KE, Ajimalofin DA. Recycling of Periwinkle Shell Waste as Partial Substitute for Sand and Stone Dust in Lightweight Hollow Sandcrete Blocks towards Environmental Sustainability. Materials. 2023; 16(5):1853. https://doi.org/10.3390/ma16051853
Chicago/Turabian StyleOlofinnade, Oluwarotimi M., Joshua U. Anwulidiunor, Kunle E. Ogundipe, and David A. Ajimalofin. 2023. "Recycling of Periwinkle Shell Waste as Partial Substitute for Sand and Stone Dust in Lightweight Hollow Sandcrete Blocks towards Environmental Sustainability" Materials 16, no. 5: 1853. https://doi.org/10.3390/ma16051853