Abstract
The future belongs to biodegradable epoxies. In order to improve epoxy biodegradability, it is crucial to select suitable organic additives. The additives should be selected so as to (maximally) accelerate the decomposition of crosslinked epoxies under normal environmental conditions. However, naturally, such rapid decomposition should not occur within the normal (expected) service life of a product. Consequently, it is desirable that the newly modified epoxy should exhibit at least some of the mechanical properties of the original material. Epoxies can be modified with different additives (such as inorganics with different water uptake, multiwalled carbon nanotubes, and thermoplastics) that can increase their mechanical strength but does not lead to their biodegradability. In this work, we present several mixtures of epoxy resins together with organic additives based on cellulose derivatives and modified soya oil. These additives are environmentally friendly and should increase the epoxy’s biodegradability on the one hand without deteriorating its mechanical properties on the other. This paper concentrates mainly on the question of the tensile strength of various mixtures. Herein, we present the results of uniaxial stretching tests for both modified and unmodified resin. Based on statistical analysis, two mixtures were selected for further studies, namely the investigation of durability properties.
1. Introduction
Composites are widely used in the automotive and aerospace industries. Their advantages include low weight and infinite durability. Unfortunately, infinite durability is also a disadvantage. A large amount of non-biodegradable waste is generated. Thus, a method is needed to recycle the waste. Pyrolysis is the most commonly used method of recycling in the case of carbon-fiber-reinforced composites with an epoxy matrix (CFRP) [1]. The recovered carbon fibers are used in thermoplastic and thermosetting coatings and nonwoven fabrics. On the other hand, the recycling of glass fiber reinforced polymers (GRP) is carried out via their simultaneous processing in the cement kilns with fuels from waste. Thermoplastic composites are also crushed and melted. Currently, popular methods for reducing environmental littering when using biodegradable or biocompostable polymers also have some disadvantages. One of them is the pollution of the aquatic environment by slowly degraded materials, mainly those that are hydrolyzed. For instance, in the case of epoxy–glass composites, there is a risk of releasing bisphenol A (BPA), which is highly toxic [2].
The degree of the composite degradation was determined using the methods utilized in the evaluation of the composite cracking resistance [3,4]. An effective and safe method for obtaining biodegradable or biocompostable composites also includes the issue of their mechanical strength in the assumed period of use (operation), which is often neglected. Therefore, the following question arises: How does an organic additive influence the mechanical strength of the epoxy resin?
Scientific and research literature on the use of organic additives is extensive and relates mainly to compounds modifying interactions at the interface between the glass (carbon) fiber and the liquid epoxy matrix [5,6,7]. Numerous additives—both organic and inorganic—were tested as epoxy-modifying agents [8,9,10]. Note that even small amounts of added compounds, less than 1% w/w, can change the mechanical properties of epoxy composites in a significant way. The structural integrity of the composites and the interface of bonded layers, such as metal and composite, is ensured by adequate adhesion. The role of such issues in relation to the mechanical properties of structures was described by Bellini and his team in a 2019 paper [11]. However, the issue of modifying matrix polymers for CFRP composites in terms of strength was discussed, among others, in works [12,13,14,15].
One type of additive used in epoxy–glass composites is epoxidized natural oils that change the properties of the epoxy matrix, mainly by increasing their mechanical strength and impact strength. The effect of adding inedible oils of natural origins, e.g., karanja oil from Pongam tree seeds, to epoxy resins is described in [16]. In the case of composites, a series of works was carried out on the study, assessment and modeling of the effect of homophasic and heterophasic additives on mechanical properties, impact resistance and thermal resistance, e.g., [17]; however, they do not take into account their biodegradability.
Particularly interesting are the works on adding organic substances, including epoxidized edible and inedible oils known and used as additives for diesel fuels, e.g., biodiesel [18]. These substances, as rapidly biodegradable, cannot be used in composites for which their expected aging resistance is counted in years. Therefore, using organic substances that are more durable than biodiesel additives is proposed, namely, epoxidized cellulose derivatives, methyl cellulose, carboxymethyl cellulose and similar substances [19]. In work [20], it was shown that the chemical modification of cellulose pulp by epoxidation reactions has a positive effect on the rheological properties of the final product.
Environmental pollution and climate protection have intensified work on ecological additives that limit the extraction of fossil raw materials and enable the recycling of products after their use. A novel degradable and recyclable thermoset hyperbranched epoxy resin (EFTH-n) synthesized from bio-based 2,5-furandicarboxylic acid was described in work [21]. It has been demonstrated that EFTH-n is successfully used to improve the toughness, strength, modulus and elongation of DGEBA (Bisphenol A diglycidyl ether).
The issue of biodegradability has been raised frequently in recent times. This is due not only to massive and growing environmental pollution but also dwindling fossil resources. Among the many works from 2020, those in which the chemical aspect is related to the strength and durability of materials, such as [22,23,24], are included. As early as 2021, in paper [25], fully recyclable epoxy formulations using organic waste flour have been proposed. In contrast, paper [26] proposed environmentally friendly adhesives for aerospace applications. A comprehensive list of current works in the field of the application of clove oil in the production of composites can be found in Matykiewicz and Skórczewska, 2022 [27].
Although a new type of hardener was patented in 2021, Recylamine, which makes the epoxy resin biodegradable after curing, is not the only hardener used in the pyrolysis process; the Z-1 (triethylene tetramine) hardener is still used. The study investigated the effect of various organic additives and their content on the tensile strength of rowing specimens made from them.
2. Materials and Methods
The main objective of the study is to determine the tensile strength of specimens made of epoxy resin mixtures with natural additives.
A change in the crosslinking of a polymer is achieved by introducing an additive in a certain proportion. After a set finite time, such a change should cause the failure of the cured epoxy resin. A gradual degradation of the polymer crosslinking will allow for the separation of the epoxy matrix from fibers, which leads to the partial degradation of the composite and the segregation of its components. The types of analyzed mixtures are listed in Table 1. In Table 1, organic additives are as follows: ESO—epoxidized soybean oil (Boryszew S.A.); MC—methyl cellulose (C.T.S.); EC—ethyl cellulose (C.T.S.); CMC—carboxymethyl cellulose (C.T.S.). In Table 1, phr means parts by weight per 100 parts by weight of the resin. Epidian 601 is the epoxy resin (Zakłady Chemiczne Ciech Sarzyna).

Table 1.
Composition of epoxy/additive mixtures for determining mechanical properties.
Some basic properties of Epidian 601 are collected in Table 2.
Table 2.
Basic properties of Epidian 601 resin (low viscosity liquid) [29].
All mixtures were prepared using the method described below. In total, 100 g of Epoxy resin 601 was RT mixed up with 3 g or 10 g of organic additive, and 13 g of Z-1 crosslinking agent (triethylene tetramine from Zakłady Chemiczne Ciech Sarzyna) was added next, vigorously mixed for 5 min, and vacuum degassed for 10 min. All specimens of Epidian 601 with the organic additive and crosslinking agent were at first, right after addition, opaque and more viscous, but within 2–3 min after mixing, the specimens turned yellow again and were more transparent and less viscous, similarly to the starting Epidian 601 resin. Only after the addition of 3 phr or 10 phr of ethyl cellulose to the Epidian 601 resin did the specimens turn into an opaque white color and were more viscous; even after prolongated RT mixing for 10 min, they still remained unchanged. This observation suggests that EC, being more hydrophobic than other cellulose derivatives, was incompatible with Epidian 601 resin, forming a separate phase that weakly interacted with the surrounding resin. This was later confirmed by the poor mechanical properties of the Epidian/EC system. In preparation of Epidian/organic additive/crosslinking agent Z-1, it should be remembered that all mixing/degassing procedures must be completed within 30 min, because after 40 min, these systems start to gel, and no mixing or degassing is possible.
The described mixtures were used to create test specimens for uniaxial tensile tests. Polastosil AD4 (Zakłady Chemiczne Ciech Sarzyna) was used to prepare the silicone mold. There have to be holes in the mold that match the shape and dimensions of the specimens that will be created. The reference specimens shown in Figure 1a were used to create them. Both the mold and the reference specimens were made by 3D printing technology.
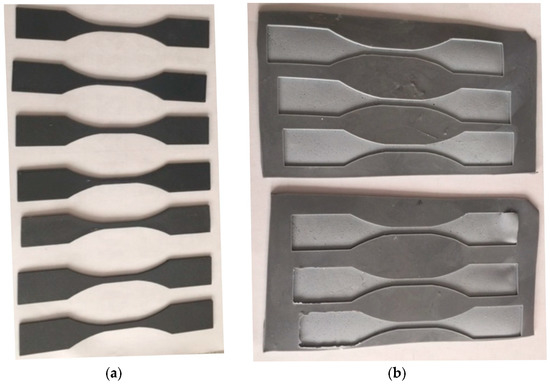
Figure 1.
(a) Test reference specimens made by 3D printing and (b) silicone molds made from Polastosil.
The silicone molds with holes are shown in Figure 1b. Test specimens for the uniaxial tensile test were formed from mixtures 1 to 9 in Table 1.
In Figure 2a, the reference structure of the epoxy resin taken with the use of a digital microscope Keyence VHX 6000 with a magnification of 200× is shown. The effect of organic additives on the structure of the modified epoxy resin is shown in Figure 2b–i. The scale on each picture allows the determination of the size and distribution of additives. Inserting a scale is more practical than using a scale in pictures.
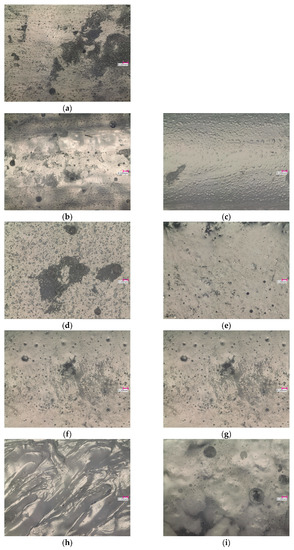
Figure 2.
Microscopic photos of the fragments of specimens made with mixtures of (a) epoxy resin E601 and additive, (b) ESO3, (c) ESO10, (d) MC3, (e) MC10, (f) CMC3, (g) CMC10, (h) EC3 and (i) EC10.
3. Uniaxial Stretching Tests
Biodegradable epoxy resins should indicate physical and chemical properties, as well as mechanical properties, that are similar to unmodified resins with practically unlimited disintegration time. Therefore, experimental uniaxial stretching tests according to ASTM638 were conducted on test specimens made of epoxy resins with an organic additive. A series of reference test specimens made of unmodified epoxy were also examined. The nominal dimension of the test specimen is shown in Figure 3.
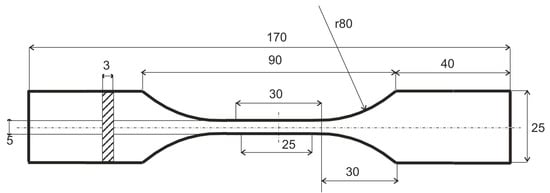
Figure 3.
Nominal dimensions of the test specimen in mm.
Proper experimental testing requires additional specimen preparation. The specimens were cleaned and specially marked. The places of grips have been marked, as well as measurement points (black dots) spaced 30 mm apart. An exemplary set of test specimens prepared for testing that are made of epoxy resin E601 with the addition of ESO10 (epoxidized soybean oil) is shown in Figure 4.
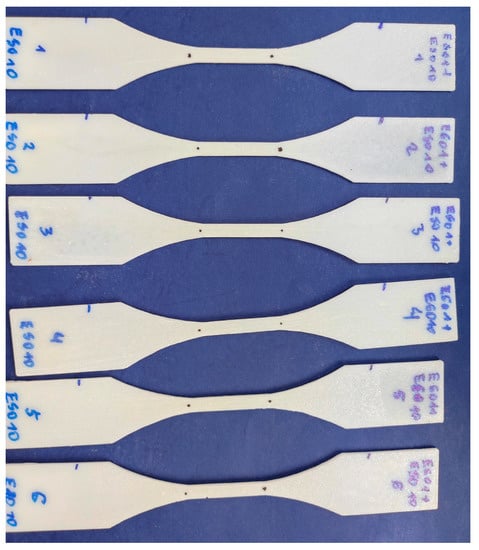
Figure 4.
Exemplary set of test specimens prepared for testing that are made of epoxy resin E601 with the addition of ESO10.
The KAPPA 50 DS electromechanical loading system with a ZwickRoell video extensometer (Figure 5a) and specialized software was used for the tests, enabling the simultaneous measurement of the elongation and change in the width of the specimen in a given area. The machine ensured precise axial alignment to ASTM E292. ZwickRoell videoXtens uses image processing, allowing longitudinal and transverse strains to be determined with greater accuracy.
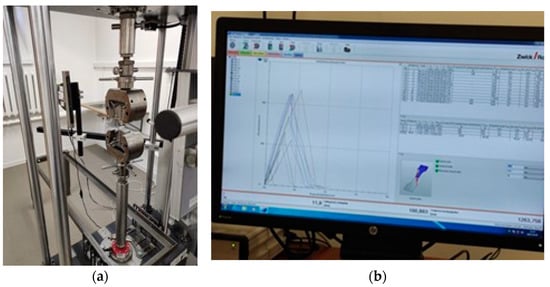
Figure 5.
(a) KAPPA 50 DS electromechanical loading system with a ZwickRoell video extensometer and (b) specialized software testXpert ZwickRoell.
The specialized testXpert ZwickRoell (Figure 5b) software recorded measurement data such as time, distance, force, elongation and width change in the measurement area. The specimens were stretched at a speed of 2 mm/min until they were damaged. The frequency of data acquisition was set at 10 Hz due to the static nature of the load. Obtained in tensile test stress–strain curves are shown in Figure 6.
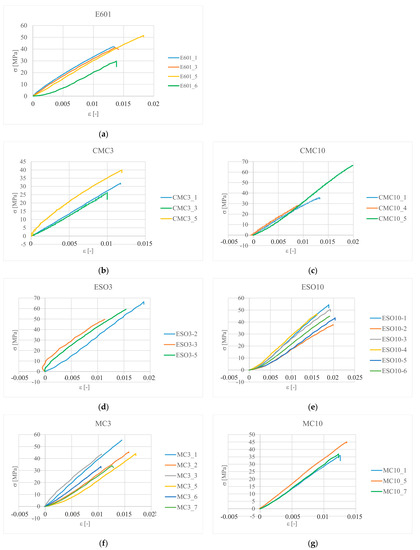
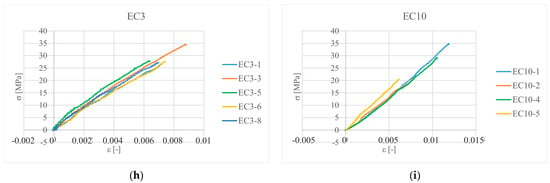
Figure 6.
Sets of tensile stress–strain curve for (a) epoxy resin without fillers, (b) CMC3, (c) CMC10, (d) ESO3, (e) ESO10, (f) MC3, (g) MC10, (h) EC3 and (i) EC10.
4. Results and Discussion
The tensile test results were developed for each specimen separately. The tensile Young’s modulus E, the ratio of the transverse strain to longitudinal strain in the uniaxial stress state (Poisson’s ratio ν) and destructive stresses and strains, σf and εf, respectively, were determined for each group of specimens after rejecting the extreme results in the group. Young’s modulus E was determined on the basis of the slope of the diagram of stresses as a function of strains. Poisson’s ratio is a measure of deformation and has been defined as the slope angle of the transverse strain curve versus the longitudinal strain. The values of failure stresses and strains were determined as extreme stress and the corresponding strain of the stress function—longitudinal strain. The average values of Young’s modulus, Poisson’s ratio, stresses and failure strains together with the number of specimens are summarized in Table 3. The standard deviation (SD) values for each quantity are also included in Table 3.
Table 3.
Average values of Young’s modulus, Poisson’s ratio, failure stresses and strains, and the number of specimens.
The standard deviation, which is a measure of the width of the value scattering from the mean value, was determined using Excel according to
where is the sample mean, and n is the sample size.
Figure 7 shows the average values of Young’s modulus, with error bars showing the standard deviation values as a function of the specimen type.
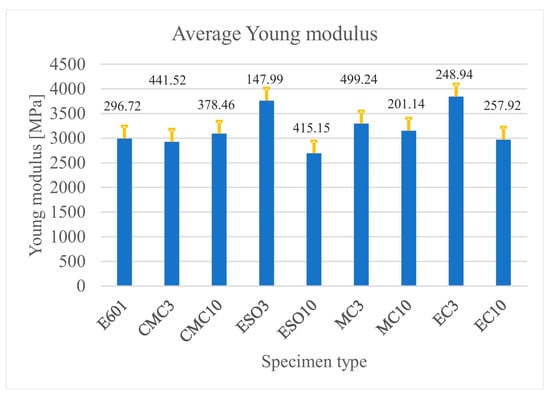
Figure 7.
Average values of Young’s modulus with standard deviation bars as a function of the specimen type.
Figure 8 places the average values of Poisson’s ratio as well as standard deviation bars as a function of the specimen type. Poisson’s ratio was determined as the angle of the slope of the transverse strain curve as a function of the longitudinal strain. Calculations were performed for each specimen tested using Excel. The value given in Table 3 is the average obtained after rejecting extreme values.
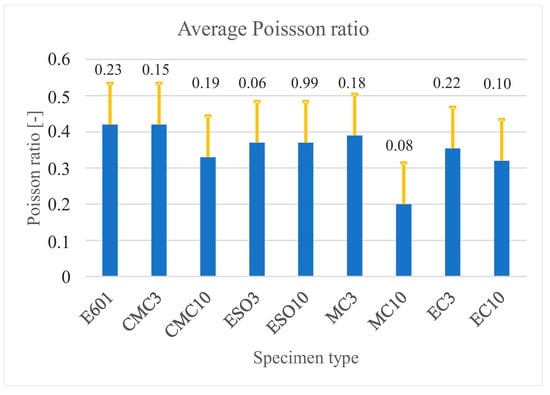
Figure 8.
Average values of Poisson’s ratio with standard deviation bars as a function of the specimen type.
The obtained values of failure stresses (σf) (σf) were averaged for each test and presented in the form of diagrams (Figure 9) with standard deviation bars. The same method was used to visualize the longitudinal failure strains (εf) (εf) and their standard deviation, which are presented in Figure 10.
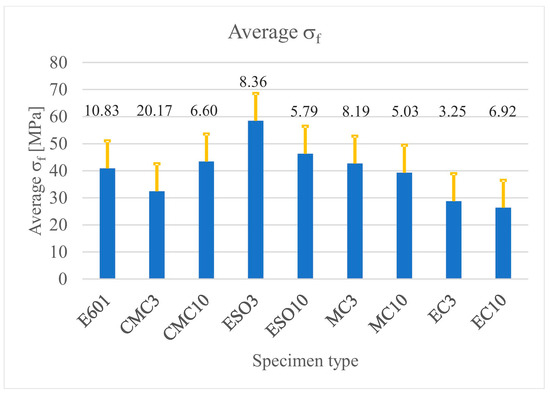
Figure 9.
Average values of failure stress with standard deviation bars as a function of the specimen type.
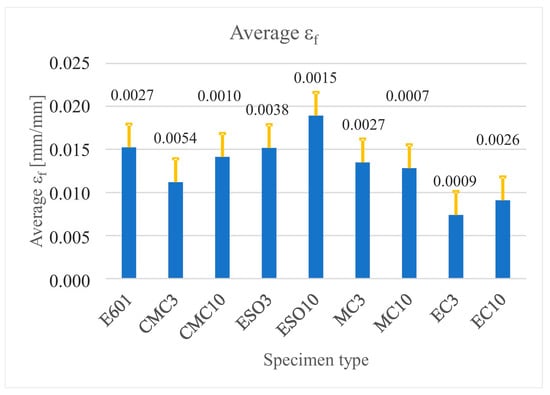
Figure 10.
Average values of failure strain with standard deviation bars as a function of the specimen type.
An example of a damaged specimen is shown in Figure 11a. A set of damaged specimens in the uniaxial tensile test specimens made of E601 epoxy resin with the addition of ESO3 is shown in Figure 11b. On the other hand, Figure 11c shows a set of damaged specimens made of E601 with the addition of MC10.

Figure 11.
(a) An example of a damaged specimen. Set of damaged specimens in the uniaxial tensile test specimens made of (b) E601 + ESO3 and (c) E601 + MC10.
To determine the optimal content of the organic additive, the average values of Young’s modulus, Poisson’s ratio, failure stress and failure strain were determined for the E601 resin as reference values (Eref, νref, σfref and εfref). The average values of the same quantities obtained for specimens with additives were related to these values. The results in the form of ratios are shown as graphs in Figure 12.
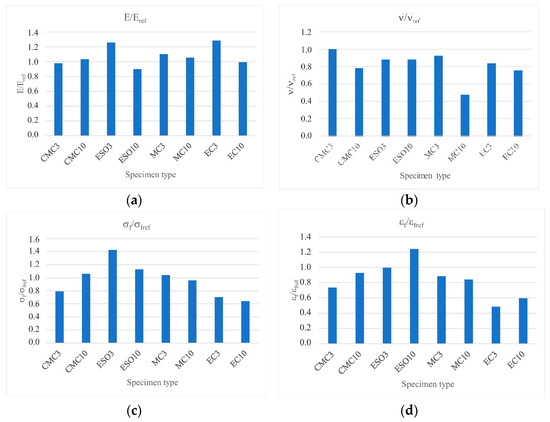
Figure 12.
Ratios of (a) E/Eref, (b) ν/νref, (c) σf/σfref and (d) εf/εfref.
5. Conclusions
- We do not recommend ethyl cellulose (EC) as an additive to the epoxy resin due to its poor miscibility. The best miscibility with epoxy resin and the best-looking test specimens were observed when using carboxymethyl cellulose (CMC) additives.
- Both maximum values of strains and stresses in the stress–strain curves, higher than for epoxy resin, were observed for epoxy resins modified with epoxidized soya oil. The highest stresses were detected for epoxy E601 resin modified with 3 phr soya oil (ESO3), whereas the highest strains occurred for epoxy modified with 10 phr soya oil (ESO10) specimens.
- The smallest standard deviation values of Young’s modulus, Poisson’s ratio and stress and strain values were observed for epoxy resins modified with 3 phr added epoxidized soya oil (ESO3).
- Despite the imperfections of the prepared specimens and the small population of the tests carried out, the obtained results seem interesting and indicate the desirability of further extended research in biodegradation testing. We propose continuing research with epoxy resin modified with 3 phr epoxidized soya oil (ESO3) and 10 phr of methyl cellulose (MC10).
Author Contributions
Conceptualization, A.D.; methodology, A.D.; software, A.D.; validation, A.D.; formal analysis, A.D.; investigation, A.D., W.F. and J.S.; resources, A.D.; data curation, A.D.; writing—original draft preparation, A.D.; writing—review and editing, A.D. and W.F.; visualization, A.D.; supervision, A.D.; project administration, A.D.; funding acquisition, A.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research study and APC were funded by Military University of Technology, grant number UGB 22-768.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kramer, C.A.; Loloee, R.; Wichman, I.S.; Ghosh, R.N. Time Resolved Measurements of Pyrolysis Products from Thermoplastic Poly-Methyl-Methacrylate (PMMA). In Proceedings of the ASME 2009 International Mechanical Engineering Congress and Exposition, Lake Buena Vista, FL, USA, 13–19 November 2009; pp. 99–105. [Google Scholar] [CrossRef]
- Żyłowska, A. Bisfenol A (BPA)—Gdzie Występuje, Jak Go Unikać? 2019. Available online: https://www.poradnikzdrowie.pl/diety-i-zywienie/zdrowe-odzywianie/bisfenol-a-bpa-gdzie-wystepuje-jak-go-unikac-aa-uTuv-sCmq-E8pN.html (accessed on 17 April 2020).
- Fouad, H.; Mourad, A.-H.I.; ALshammari, B.A.; Hassan, M.K.; Abdallah, M.Y.; Hashem, M. Fracture toughness, vibration modal analysis and viscoelastic behavior of Kevlar, glass, and carbon fiber/epoxy composites for dental-post applications. J. Mech. Behav. Biomed. Mater. 2020, 101, 1034–1056. [Google Scholar] [CrossRef]
- Di Boon, Y.; Joshi, S.C. A review of methods for improving interlaminar interfaces and fracture toughness of laminated composites. Mater. Today Commun. 2020, 22, 100830. [Google Scholar] [CrossRef]
- Fu, Y.; Zhong, W.-H. Cure kinetics behavior of a functionalized graphitic nanofiber modified epoxy resin. Thermochim. Acta 2011, 516, 58–63. [Google Scholar] [CrossRef]
- Wang, J.; Ma, C.; Chen, G.; Dai, P. Interlaminar fracture toughness and conductivity of carbon fiber/epoxy resin composite laminate modified by carbon black-loaded polypropylene non-woven fabric interleaves. Compos. Struct. 2020, 234, 111649. [Google Scholar] [CrossRef]
- Wang, J.; Pozegica, T.R.; Xub, Z.; Nigmatullina, R.; Harnimanc, R.L.; Eichhorna, S.J. Cellulose nanocrystal-polyetherimide hybrid nanofibrous interleaves for enhanced interlaminar fracture toughness of carbon fibre/epoxy composites. Compos. Sci. Technol. 2019, 182, 107744. [Google Scholar] [CrossRef]
- Sugiman, S.; Salman, S.; Maryudi, M. Effects of volume fraction on water uptake and tensile properties on epoxy filled with inorganic fillers having different reactivity to water. Mater. Today Commun. 2020, 24, 101360. [Google Scholar] [CrossRef]
- Uthaman, A.; Lal, H.M.; Li, C.; Xian, G.; Thomas, S. Mechanical and Water Uptake Properties of Epoxy Nanocomposites with Surfactant-Modified Functionalized Multiwalled Carbon Nanotubes. Nanomaterials 2021, 11, 1234. [Google Scholar] [CrossRef]
- Wu, J.; Li, C.; Hailatihan, B.; Mi, L.; Baheti, Y.; Yan, Y. Effect of the Addition of Thermoplastic Resin and Composite on Mechanical and Thermal Properties of Epoxy Resin. Polymers 2022, 14, 1087. [Google Scholar] [CrossRef]
- Bellini, C.; Di Cocco, V.; Iacoviello, F.; Sorrentino, L. Influence of structural characteristics on the interlaminar shear strength of CFRP/Al fibre metal laminates. Procedia Struct. Integr. 2019, 18, 373–378. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, M.; Guo, X.; Liu, C.; Xin, J.; Zhan, J. Mild chemical recycling of aerospace fiber/epoxy composite wastes and utilization of the decomposed resin. Polym. Degrad. Stab. 2017, 139, 20–27. [Google Scholar] [CrossRef]
- Kalita, D.J.; Tarnavchyk, I.; Chisholm, B.J.; Webster, D.C. Novel bio-based epoxy resins from eugenol as an alternative to BPA epoxy and high throughput screening of the cured coatings. Polymer 2021, 233, 124191. [Google Scholar] [CrossRef]
- Kumar, S.; Krishnan, S.; Samal, S.K.; Mohanty, S.; Nayak, S.K. Toughening of Petroleum Based (DGEBA) Epoxy Resins with Various Renewable Resources Based Flexible Chains for High Performance Applications: A Review. Ind. Eng. Chem. Res. 2018, 57, 2711–2726. [Google Scholar] [CrossRef]
- Jin, F.-L.; Park, S.-J. Impact-strength improvement of epoxy resins reinforced with a biodegradable polymer. Mater. Sci. Eng. 2008, 478, 402–405. [Google Scholar] [CrossRef]
- Kadam, A.; Pawar, M.; Yemul, O.; Thamke, V.; Kodam, K. Biodegradable biobased epoxy resin from karanja oil. Polymer 2015, 72, 82–92. [Google Scholar] [CrossRef]
- Mahnken, R.; Dammann, C. A three-scale framework for fibre-reinforced-polymer curing Part I: Microscopic modeling and mesoscopic effective properties. Int. J. Solids Struct. 2016, 100–101, 341–355. [Google Scholar] [CrossRef]
- Skrzyńska, E.; Matyja, M. Porównanie właściwości fizykochemicznych wybranych tłuszczy naturalnych oraz ich estrów metylowych. Chemik 2011, 65, 923–935. [Google Scholar]
- Ferenc, Z.; Pikoń, K. Przegląd rodzajów i ilości odpadów tłuszczowych i olejowych w Polsce. Arch. Waste Manag. Environ. Prot. 2005, 2, 69–80. [Google Scholar]
- Cortés-Triviño, E.; Valencia, C.; Delgado, M.A.; Franco, J.M. Rheology of epoxidized cellulose pulp gel-like dispersions in castor oil: Influence of epoxidation degree and the epoxide chemical structure. Carbohydr. Polym. 2018, 199, 563–571. [Google Scholar] [CrossRef]
- Chen, X.; Chen, S.; Xu, Z.; Zhang, J.; Miao, M.; Zhang, D. Degradable and recyclable bio-based thermoset epoxy resins. Green Chem. 2020, 22, 4187–4198. [Google Scholar] [CrossRef]
- Zhang, T.; Wu, H.; Wang, H.; Sun, A.; Kan, Z. Creation of fully degradable poly(lactic acid) composite by using biosourced poly(4-hydroxybutyrate) as bioderived toughening additives. Express Polym. Lett. 2022, 16, 996–1010. [Google Scholar] [CrossRef]
- Bardelli, T.; Marano, C.; Vangosa, F.B. Influence of curing thermal history on cross-linking degree of a polydimethylsiloxane: Swelling and mechanical analyses. Express Polym. Lett. 2022, 16, 924–932. [Google Scholar] [CrossRef]
- Tanks, J.; Arao, Y.; Kubouchi, M. Network-level analysis of damage in amine-crosslinked diglycidyl ether resins degraded by acid. Express Polym. Lett. 2022, 16, 488–499. [Google Scholar] [CrossRef]
- Ferrari, F.; Esposito Corcione, C.; Striani, R.; Saitta, L.; Cicala, G.; Greco, A. Fully Recyclable Bio-Based Epoxy Formulations Using Epoxidized Precursors from Waste Flour: Thermal and Mechanical Characterization. Polymers 2021, 13, 2768. [Google Scholar] [CrossRef]
- Papanicolaou, G.C.; Anastasiou, D.E. Development of environmentally friendly epoxy and composite adhesives and applications in single and mixed-modulus joints. J. Adhes. Sci. Technol. 2021, 35, 1138–1153. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Skórczewska, K. Characteristics and Application of Eugenol in the Production of Epoxy and Thermosetting Resin Composites: A review. Materials 2022, 15, 4824. [Google Scholar] [CrossRef]
- TeKrony, D.M. Accelerated Aging Test: Principles and Procedures. Seed Technol. 2005, 27, 135–146. [Google Scholar]
- Farbyjachtowe pl. Epidian® 601—Żywica Epoksydowa o Niskiej Lepkości 1kg. Available online: https://www.farbyjachtowe.pl/epidian-601-zywica-epoksydowa-o-niskiej-lepkosci-1kg-p-1365.html (accessed on 20 February 2023).













Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).