
Effect of Nano-Ti Particles on Microstructure and Mechanical Properties of Mg-3Al-1Zn Matrix Composites
 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of the Composite
2.3. Characterization
3. Results
3.1. Evolution of Nano-Ti/Mg-3Al-1Zn Mixed Powder during Dispersion Treatment
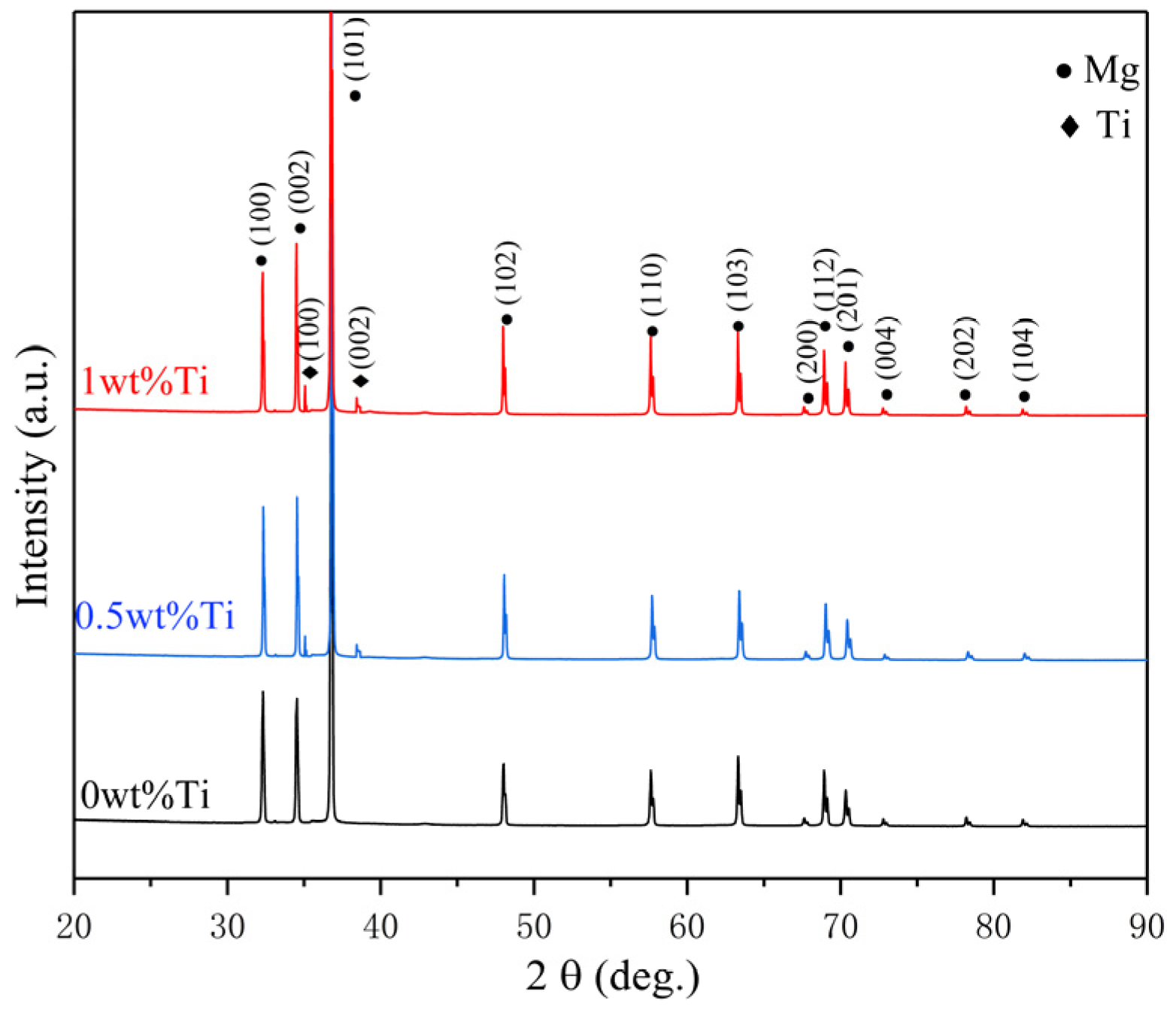
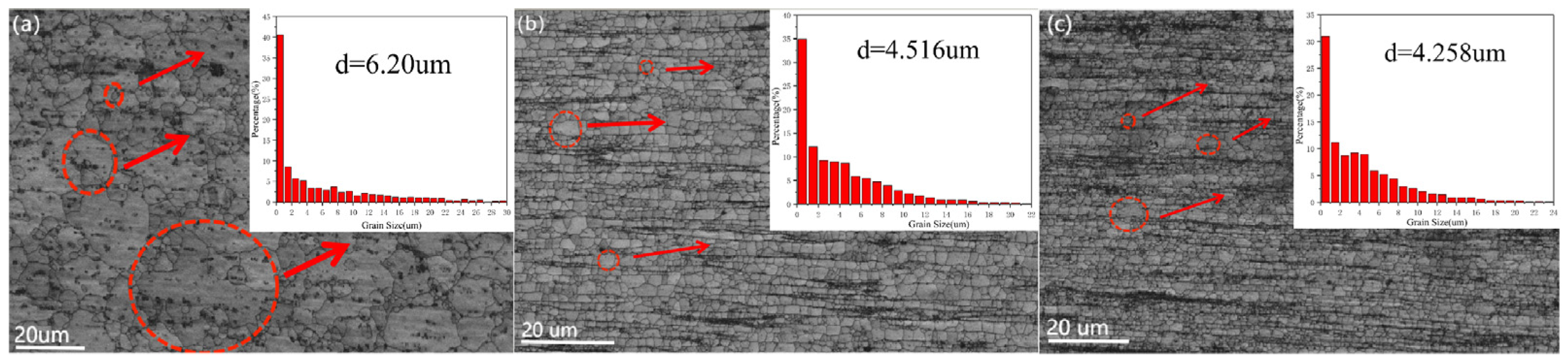
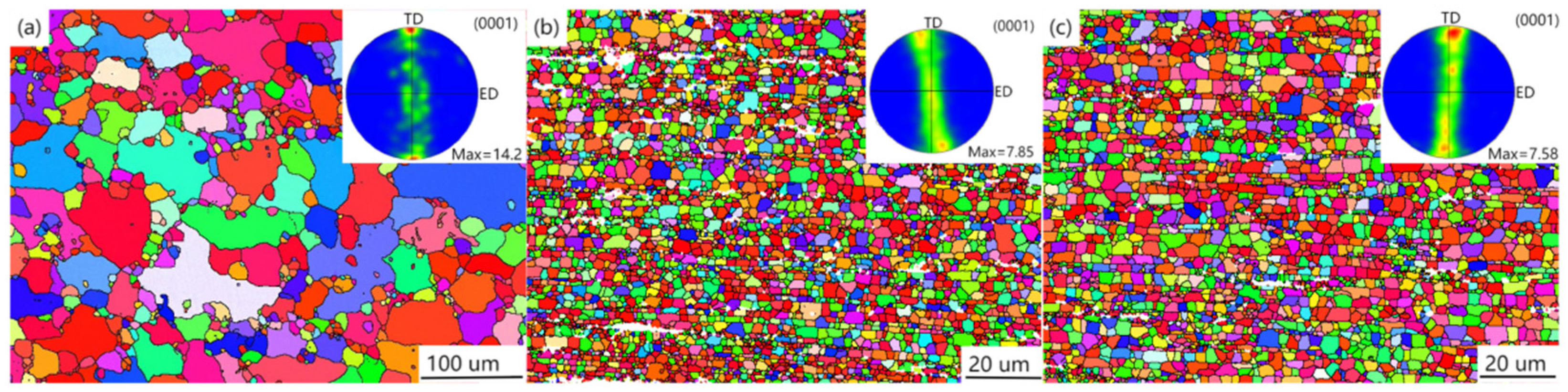
3.2. Microstructure of Ti/Mg-3Al-1Zn Composite
4. Conclusions
- (1)
- The addition of nano-Ti particles nailed the grain boundaries, inhibited the grain growth, and significantly reduced the grain size of Ti/Mg-3Al-1Zn composites.
- (2)
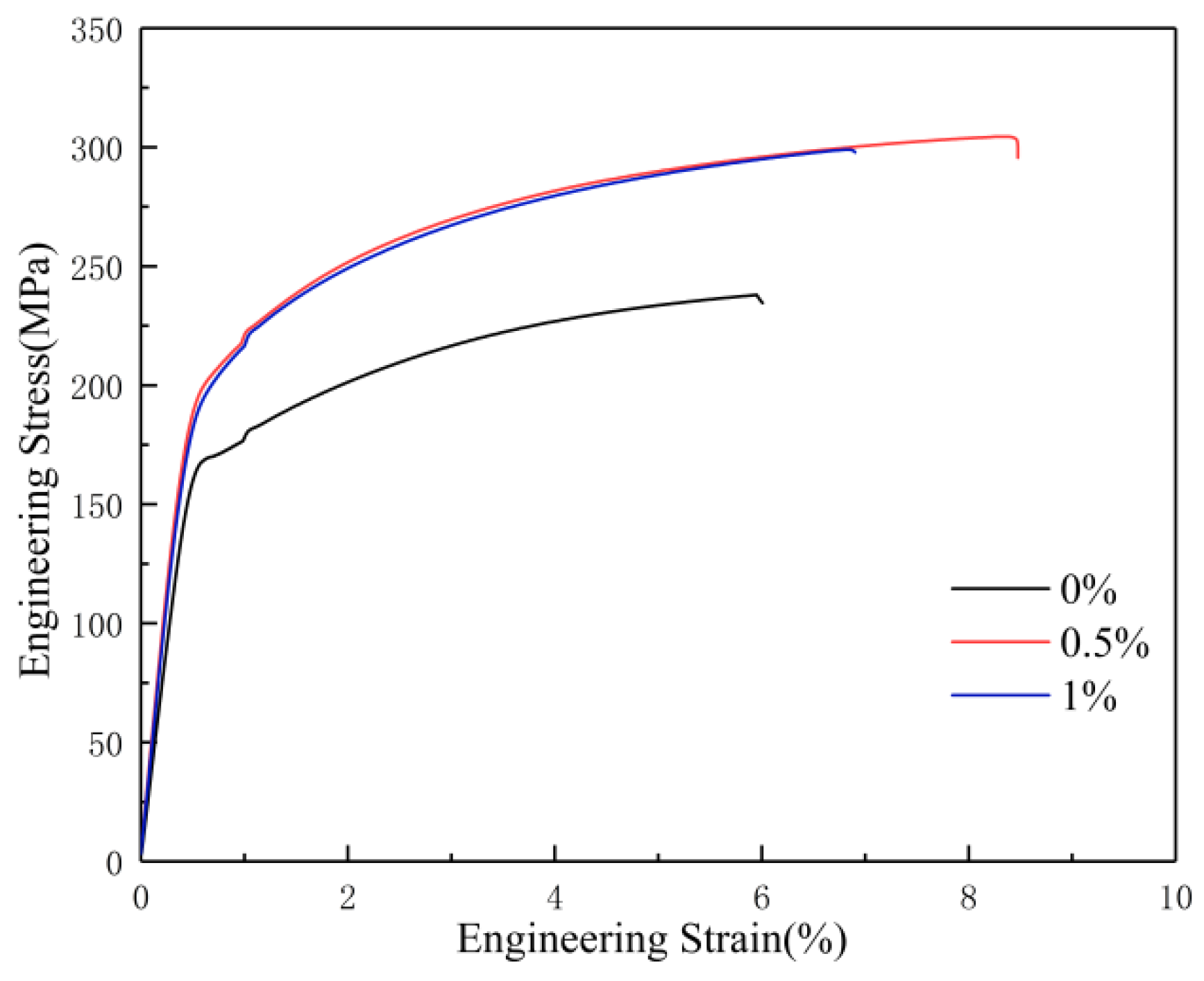
- The YS and UTS of 0.5 wt% Ti/Mg-3Al-1Zn matrix composites reached 201 MPa and 304 MPa, respectively, which exceeded 38.6% and 26.7%, respectively, compared with ASTM B107/B107M-13, and the improvement of strength was mainly due to the nailing of grain boundaries and grain refinement.
- (3)
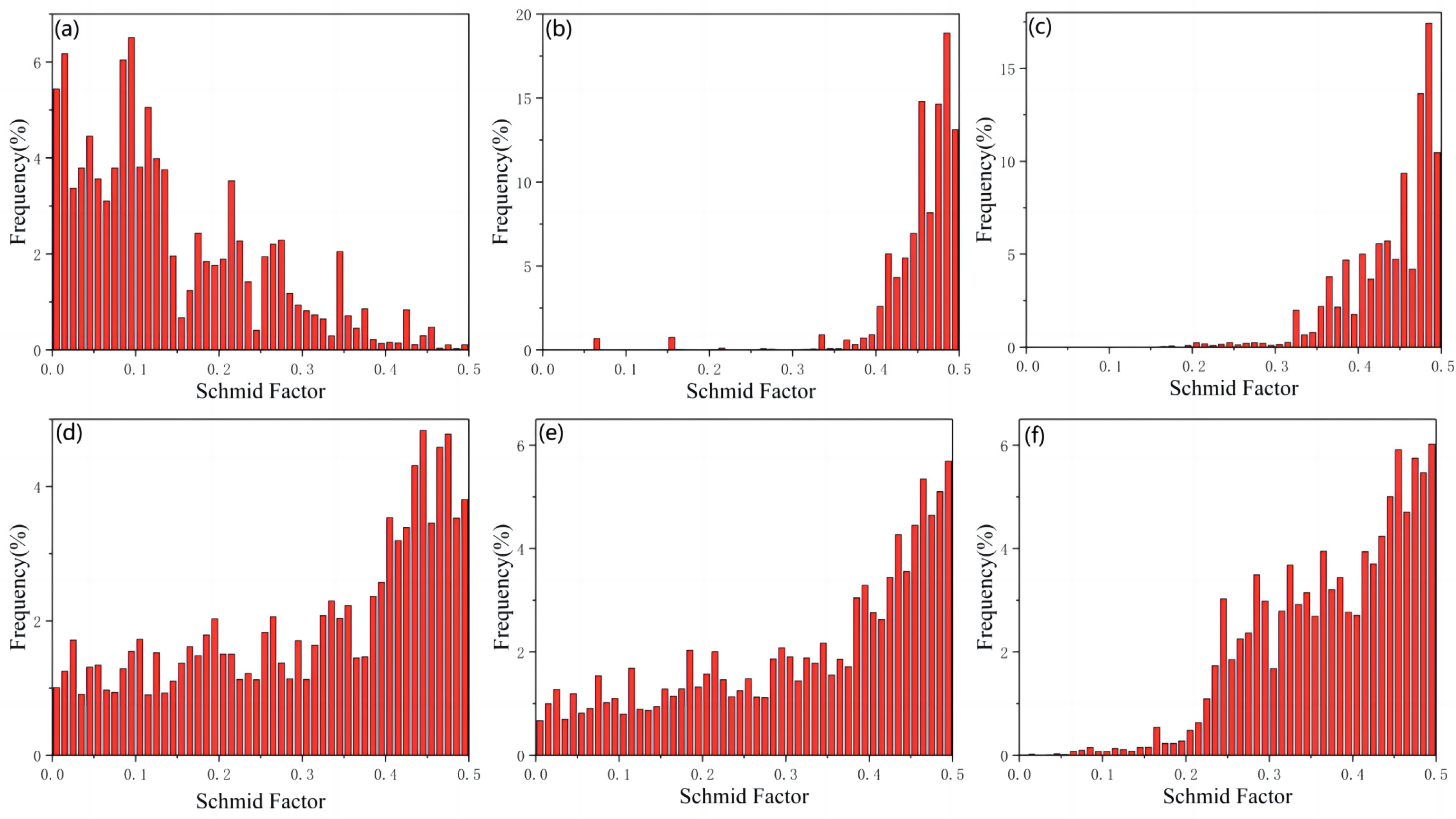
- Compared with zero-Ti alloy, the elongation of 0.5 wt% Ti/Mg-3Al-1Zn composite was significantly increased by 40%, which was 20% higher than ASTM B107/B107M-13. The improvement in ductility was the result of the weakening of the texture and the increase in the starting probability of the slip system.
- (4)
- Compared with micron Ti reinforcement, nano Ti/Mg-3Al-1Zn matrix composites have lower density and better strength and ductility, as well as meeting the requirements of mainstream light armor materials on the market for density and mechanical properties, which provides new ideas and references for the design and preparation of light armor materials with good mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bao, Y.; Gao, X.; Wu, Y.; Sun, M.; Li, G. Research Progress of Armor Protection Materials. J. Phys. Conf. Ser. 2021, 1855, 012035. [Google Scholar] [CrossRef]
- Xu, J.L.; Chen, Y.W.; Wang, R.H.; Li, F.Q.; Liu, A.Y.; Wei, H.Z.; Wang, D.Y.; Li, S.H. Research progress in advanced polymer matrix composites for armor protection systems. J. Phys. Conf. Ser. 2020, 1507, 06201. [Google Scholar] [CrossRef]
- Jiang, Z.G.; Zeng, S.Y.; Shen, Z.Q. Research Progress on Lightweight Ceramic Composite Armor Structure. Binggong Xuebao/Acta Armamentarii 2010, 31, 603–610. [Google Scholar]
- Mukesh, K.; Kant, G.R.; Anand, P. A Review on Fabrication and Characteristics of Metal Matrix Composites Fabricated By Stir Casting. IOP Conf. Ser. Mater. Sci. Eng. 2018, 377, 012125. [Google Scholar]
- Mehara, M.; Goswami, C.; Kumar, S.R.; Singh, G.; Wagdre, M.K. Performance evaluation of advanced armor materials. Mater. Today Proc. 2021, 47, 6039–6042. [Google Scholar] [CrossRef]
- Song, J.F.; She, J.; Chen, D.L.; Pan, F.S. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Ma, G.; Xiao, H.; Ye, J.; He, Y. Research status and development of magnesium matrix composites. Mater. Sci. Technol. 2020, 36, 645–653. [Google Scholar] [CrossRef]
- Singh, N.; Belokar, R.M. Tribological behavior of aluminum and magnesium-based hybrid metal matrix composites: A state-of-art review. Mater. Today Proc. 2021, 44, 460–466. [Google Scholar] [CrossRef]
- Salasel, A.R.; Abbasi, A.; Barri, N.; Mirzadeh, H.; Emamy, M.; Malekan, M. Effect of Si and Ni on microstructure and mechanical properties of in-situ magnesium-based composites in the as-cast and extruded conditions. Mater. Chem. Phys. 2019, 232, 305–310. [Google Scholar] [CrossRef]
- Wu, B.; Li, J.B.; Ye, J.L.; Tan, J.; Liu, L.Z.; Song, J.F.; Chen, X.H.; Pan, F.S. Work hardening behavior of Ti particle reinforced AZ91 composite prepared by spark plasma sintering. Vacuum 2021, 183, 109833. [Google Scholar] [CrossRef]
- Rubtsov, V.; Chumaevskii, A.; Gusarova, A.; Knyazhev, E.; Gurianov, D.; Zykova, A.; Kalashnikova, T.; Cheremnov, A.; Savchenko, N.; Vorontsov, A.; et al. Macro- and Microstructure of In Situ Composites Prepared by Friction Stir Processing of AA5056 Admixed with Copper Powders. Materials 2023, 16, 1070. [Google Scholar] [CrossRef] [PubMed]
- Saikrupa, C.; Reddy GC, M.; Venkatesh, S. Aluminium metal matrix composites and effect of reinforcements—A Review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1057, 012098. [Google Scholar] [CrossRef]
- Vinayagam, M.; Ravichandran, M. Influence of AlN particles on microstructure, mechanical and tribological behaviour in AA6351 aluminum alloy. Mater. Res. Express 2019, 6, 106557. [Google Scholar]
- Ali, A.N.; Huang, S.J. Experimental investigations of effects of SiC contents and severe plastic deformation on the microstructure and mechanical properties of SiCp/AZ61 magnesium metal matrix composites. J. Mater. Process. Technol. 2019, 272, 28–39. [Google Scholar]
- Ballóková, B.; Falat, L.; Puchý, V.; Molčanová, Z.; Besterci, M.; Džunda, R.; Abbas, A.; Huang, S.-J. The Influence of Laser Surface Remelting on the Tribological Behavior of the ECAP-Processed AZ61 Mg Alloy and AZ61-Al2O3 Metal Matrix Composite. Materials 2020, 13, 2688. [Google Scholar] [CrossRef] [PubMed]
- Güleryüz, L.F.; Ozan, S.; İpek, R.; Uzunsoy, D. Production of B4Cp reinforced magnesium metal matrix composites by powder metallurgy. Usak Univ. J. Mater. Sci. 2014, 2012, 51–58. [Google Scholar]
- Yao, J.; Li, W.; Zhang, L.; Wang, F.; Xue, M.; Jiang, H.; Lu, J. Wear Mechanism for In Situ TiC Particle Reinforced AZ91 Magnesium Matrix Composites. Tribol. Lett. 2010, 38, 253–257. [Google Scholar] [CrossRef]
- Ali, Y.; Qiu, D.; Jiang, B.; Pan, F.; Zhang, M.-X. Current research progress in grain refinement of cast magnesium alloys: A review article. J. Alloys Compd. 2015, 619, 639–651. [Google Scholar] [CrossRef]
- Wu, H.; Shan, Z.; Fan, J.; Zhang, Q.; Deng, K.; Wu, Y.; Li, W.; Dong, H.; Xu, B. Microstructure and mechanical properties of SiCp/AZ91 composite processed with extrusion and EPT. Mater. Sci. Technol. 2021, 37, 269–279. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.; Yang, C.; Liu, Z.; Li, Y.; Xu, F. Microstructure, mechanical properties and strengthening mechanisms of Mg matrix composites reinforced with in situ nanosized TiB2 particles. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2018, 710, 251–259. [Google Scholar] [CrossRef]
- Habibnejad-Korayem, M.; Mahmudi, R.; Poole, W.J. Enhanced properties of Mg-based nano-composites reinforced with Al2O3 nano-particles. Mater. Sci. Eng. A 2009, 519, 198–203. [Google Scholar] [CrossRef]
- Wang, J.J.; Guo, J.H.; Chen, L.Q. TiC/AZ91D composites fabricated by in situ reactive infiltration process and its tensile deformation. J. China Nonferrous Met. Assoc. 2006, 16, 5. [Google Scholar] [CrossRef]
- Ye, J.; Li, J.; Luo, H.; Tan, J.; Chen, X.; Feng, B.; Zheng, K.; Pan, F. Effect of micron-Ti particles on microstructure and mechanical properties of Mg–3Al–1Zn based composites. Mater. Sci. Eng. A 2022, 833, 142526. [Google Scholar] [CrossRef]
- Zhou, M.; Qu, X.; Ren, L.; Fan, L.; Zhang, Y.; Guo, Y.; Quan, G.; Tang, Q.; Liu, B.; Sun, H. The Effects of Carbon Nanotubes on the Mechanical and Wear Properties of AZ31 Alloy. Materials 2017, 10, 1385. [Google Scholar] [CrossRef] [Green Version]
- Feng, Y.; Chen, C.; Wang, R.; Wang, X. Ni particles enhance the microorganization and mechanical properties of AZ 61 composites. Powder Metall. Mater. Sci. Eng. 2018, 23, 562–568. [Google Scholar]
- Wong, W.; Gupta, M. Development of Mg/Cu nanocomposites using microwave assisted rapid sintering. Compos. Sci. Technol. 2007, 67, 1541–1552. [Google Scholar] [CrossRef]
- Chiu, C.; Chang, H.-H. Al0.5CoCrFeNi2 High Entropy Alloy Particle Reinforced AZ91 Magnesium Alloy-Based Composite Processed by Spark Plasma Sintering. Materials 2021, 14, 6520. [Google Scholar] [CrossRef]
- Ho, K.F.; Gupta, M.; Srivatsan, T.S. The mechanical behavior of magnesium alloy AZ91 reinforced with fine copper particulates. Mater. Sci. Eng. A 2004, 369, 302–308. [Google Scholar] [CrossRef]
- Kwasniak, P.; Wrobel, J.S.; Garbacz, H. Origin of low Young modulus of multicomponent, biomedical Ti alloys—Seeking optimal elastic properties through a first principles investigation. J. Mech. Behav. Biomed. Mater. 2018, 88, 352–361. [Google Scholar] [CrossRef]
- Dieringa, H. Properties of magnesium alloys reinforced with nanoparticles and carbon nanotubes: A review. J. Mater. Sci. 2011, 46, 289–306. [Google Scholar] [CrossRef]
- Moslem, T.; Morteza, A. A novel two-step method for producing Al/Cu functionally graded metal matrix composite. J. Alloys Compd. 2022, 911, 165078. [Google Scholar]
- Shen, M.J.; Zhang, M.F.; Ying, W.F. Processing, microstructure and mechanical properties of bimodal size SiCp reinforced AZ31B magnesium matrix composites. J. Magnes. Alloy. 2015, 3, 162–167. [Google Scholar] [CrossRef] [Green Version]
- Moslem, T.; Morteza, A. Thermal and wear properties of Al/Cu functionally graded metal matrix composite produced by severe plastic deformation method. J. Manuf. Process. 2023, 85, 515–526. [Google Scholar]
- Zheng, M.Y.; Wu, K.; Yao, C.K. Effect of interfacial reaction on mechanical behavior of SiCw/AZ91 magnesium matrix composites. Mater. Sci. Eng. A 2001, 318, 50–56. [Google Scholar] [CrossRef]
- Zhao, C.; Qi, Z.; Wang, X.; Zhang, Z. Fabrication and characterization of monolithic nanoporous copper through chemical dealloying of Mg–Cu alloys. Corros. Sci. 2009, 51, 2120–2125. [Google Scholar] [CrossRef]
- Hu, X.S.; Zhang, Y.K.; Zheng, M.Y.; Wu, K. A study of damping capacities in pure Mg and Mg–Ni alloys. Scr. Mater. 2005, 52, 1141–1145. [Google Scholar] [CrossRef]
- Edalati, K.; Emami, H.; Staykov, A.; Smith, D.J.; Akiba, E.; Horita, Z. Formation of metastable phases in magnesium–titanium system by high-pressure torsion and their hydrogen storage performance. Acta Mater. 2015, 99, 150–156. [Google Scholar] [CrossRef]
- Umeda, J.; Kawakami, M.; Kondoh, K.; Ayman, E.L.S.; Imai, H. Microstructural and mechanical properties of titanium particulate reinforced magnesium composite materials. Mater. Chem. Phys. 2010, 123, 649–657. [Google Scholar] [CrossRef]
- Braszczy’nska-Malik, K.N.; Przełożyńska, E. Analyses of AM50-Tip metal-metal composite microstructure. J. Alloys Compd. 2018, 731, 1181–1187. [Google Scholar] [CrossRef]
- Kondoh, K.; Kawakami, M.; Imai, H.; Umeda, J.; Fujii, H. Wettability of pure Ti by molten pure Mg droplets. Acta Mater. 2010, 58, 606–614. [Google Scholar] [CrossRef]
- Kitazono, K.; Komatsu, S.; Kataoka, Y. Mechanical properties of titanium particles dispersed magnesium matrix composite produced through accumulative diffusion bonding process. Mater. Trans. 2011, 52, 155–158. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Huang, L.; Zhang, R.; Liu, B.; Cui, X.; Geng, L.; Peng, H. Enhancing ductility of titanium matrix composites by multimodal α-grains. Scr. Mater. 2019, 170, 161–165. [Google Scholar] [CrossRef]
- Niu, H.Z.; Zhang, H.R.; Sun, Q.Q.; Zhang, D.L. Breaking through the strengthductility trade-off dilemma in powder metallurgy Ti–6Al–4V titanium alloy. Mater. Sci. Eng. A 2019, 754, 361–369. [Google Scholar] [CrossRef]
- Dinaharan, I.; Zhang, S.; Chen, G.; Shi, Q. Development of titanium particulate reinforced AZ31 magnesium matrix composites via friction stir processing. J. Alloys Compd. 2020, 820, 153071. [Google Scholar] [CrossRef]
- Dinaharan, I.; Zhang, S.; Chen, G.; Shi, Q. Titanium particulate reinforced AZ31 magnesium matrix composites with improved ductility prepared using friction stir processing. Mater. Sci. Eng. A 2020, 772, 138793. [Google Scholar] [CrossRef]
- Sankaranarayanan, S.; Jayalakshmi, S.; Gupta, M. Effect of individual and combined addition of micro/nano-sized metallic elements on the microstructure and mechanical properties of pure Mg. Mater. Des. 2012, 37, 274–284. [Google Scholar] [CrossRef]
- Park, H.K.; Jung, J.; Kim, H.S. Three-dimensional microstructure modeling of particulate composites using statistical synthetic structure and its thermo-mechanical finite element analysis. Comput. Mater. Sci. 2017, 126, 265–271. [Google Scholar] [CrossRef]
- Yuan, Z.W.; Li, F.G.; Xue, F.M.; He, M.; Hussain, M.Z. Analysis of the stress states and interface damage in a particle reinforced composite based on a micromodel using cohesive elements. Mater. Sci. Eng. A 2014, 589, 288–302. [Google Scholar] [CrossRef]
- Deng, K.K.; Wang, X.J.; Wu, Y.W.; Hu, X.S.; Wu, K.; Gan, W.M. Effect of particle size on microstructure and mechanical properties of SiCp/AZ91 magnesium matrix composite. Mater. Sci. Eng. A 2012, 543, 158–163. [Google Scholar] [CrossRef]
- Zhang, F.; Huang, Y.; Hwang, K.C.; Qu, S.; Liu, C. A three-dimensional strain gradient ductility analysis of particle size effect in composite materials. Mater. Manuf. Process. 2007, 22, 140–148. [Google Scholar] [CrossRef]
- Cao, D.; Duan, Q.; Li, S.; Zhong, Y.; Hu, H. Effects of thermal residual stresses and thermal-induced geometrically necessary dislo- cations on size-dependent strengthening of particle-rein- forced MMCs. Compos. Struct. 2018, 200, 290–297. [Google Scholar] [CrossRef]
- Chen, Y.; Yao, Y.; Han, S.; Feng, X.; Luo, T.; Zheng, K. Study on Microstructure and Mechanical Properties of TC4/AZ31 Magnesium Matrix Nanocomposites. Materials 2023, 16, 1139. [Google Scholar] [CrossRef]
- Yu, H.; Zhou, H.; Sun, Y.; Ren, L.; Wan, Z.; Hu, L. Microstructures and mechanical properties of ultrafine-grained Ti/AZ31 magnesium matrix composite prepared by powder metallurgy. Adv. Powder Technol. 2018, 29, 3241–3249. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Tang, A.; Lu, Y.; Asif, M.; Hussain, S.; She, J.; Gou, J.; Mao, J. Effect of graphene nanoplatelets (GNPs) addition on strength and ductility of magnesiumtitanium alloys. J. Magnes. Alloy. 2013, 1, 242–248. [Google Scholar] [CrossRef] [Green Version]
- Tadros, T.F. Dispersion of Powders; Wiley-VCH: Weinheim, Germany, 2012. [Google Scholar]
- Lider, V.V. X-ray diffraction methods for diagnostics of surface and nanolayers of crystalline structures (review). Inorg. Mater. 2014, 50, 1459–1469. [Google Scholar] [CrossRef]
- Xin, R.L.; Wang, B.S.; Chen, X.P.; Huang, G.J.; Liu, Q. EBSD analysis of microstructure and texture in deformed magnesium alloy. J. Chin. Electron Microsc. Soc. 2008, 27, 4. [Google Scholar]
- Yang, B.; Wang, Y.; Gao, M.; Wang, C.; Guan, R. Microstructural evolution and strengthening mechanism of Al-Mg alloys with fine grains processed by accumulative continuous extrusion forming. J. Mater. Sci. Technol. 2022, 128, 195–204. [Google Scholar] [CrossRef]
- Tong, W.; An, Y.; Bao, C.; Fang, D.; Wang, M.; Yi, J. Improving mechanical properties of copper composite by interconnected MoO2 quantum dots. Mater. Sci. Eng. A 2022, 848, 143365. [Google Scholar] [CrossRef]
- Tang, C.; Chen, J.; Ma, X.; Liu, W.; Xie, H.; Li, M.; Liu, X. Effects of extrusion speed on the formation of bimodal-grained structure and mechanical properties of a Mg-Gd-based alloy. Mater. Charact. 2022, 189, 111952. [Google Scholar] [CrossRef]
- Novak, S.; Lorenzetti, M.; Drame, A.; Vidmar, J.; Ščančar, J.; Filipič, M. Diversity of TiO2 nanopowders’ characteristics relevant to toxicity testing. Journal of nanoparticle research: An interdisciplinary forum for nanoscale science and technology. J. Nanoparticle Res. 2016, 18, 130. [Google Scholar] [CrossRef]
- Li, W.; Chen, Z.; Liu, J.; Wang, Q.; Sui, G. Effect of texture on anisotropy at 600 °C in a near-α titanium alloy Ti60plate. Mater. Sci. Eng. A 2017, 688, 322–329. [Google Scholar] [CrossRef]
- Germain, L.; Gey, N.; Humbert, M.; Vo, P.; Jahazi, M.; Bocher, P. Texture heterogeneities induced by subtransus processing of near α titanium alloys. Acta Mater. 2008, 56, 4298–4308. [Google Scholar] [CrossRef]
- Ye, X.P.; Li, Y.L.; Weng, J.D.; Cai, L.C.; Liu, C.L. Research Status on Strengthening Mechanism of Particle-reinforced Metal Matrix Composites. Cailiao Gongcheng/J. Mater. Eng. 2018, 46, 28–37. [Google Scholar]
- Uta, E.; Gey, N.; Bocher, P.; Humbert, M. Texture heterogeneities in αp/αs titanium forging analysed by EBSD-Relation to fatigue crack propagation. J. Microsc. 2009, 233, 451–459. [Google Scholar] [CrossRef]
- Yan, Z.; Wang, D.; He, X. Deformation behaviors and cyclic strength assessment of AZ31B magnesium alloy based on steady ratcheting effect. Mater. Sci. Eng. A 2018, 723, 212–220. [Google Scholar] [CrossRef]
- Won, J.W.; Kim, D.; Hong, S.-G.; Lee, C.S. Anisotropy in twinning characteristics and texture evolution of rolling textured high purity alpha phase titanium. J. Alloys Compd. 2016, 683, 92–99. [Google Scholar] [CrossRef]
- Gey, N.; Bocher, E.; Germain, L.; Humbert, M. Texture and microtexture variations in a near-α titanium forged disk of bimodal microstructure. Acta Mater. 2012, 60, 2647–2655. [Google Scholar] [CrossRef]
- Vahedi, F.; Zarei-Hanzaki, A.; Salandari-Rabori, A.; Abedi, H.R.; Razaghian, A.; Minarik, P. Microstructural evolution and mechanical properties of thermomechanically processed AZ31 magnesium alloy reinforced by micro-graphite and nano-graphene particles. J. Alloys Compd. 2020, 815, 152231. [Google Scholar] [CrossRef]
- Yu, H.; Sun, Y.; Wan, Z.; Zhou, H.; Hu, L. Nanocrystalline Ti/AZ61 magnesium matrix composite: Evolution of microstructure and mechanical property during annealing treatment. J. Alloys Compd. 2018, 741, 231–239. [Google Scholar] [CrossRef]
- Braszczy’nska-Malik, K.N.; Przełożyńska, E. The influence of Ti particles on microstructure and mechanical properties of Mg-5Al-5RE matrix alloy composite. J. Alloys Compd. 2017, 728, 600–606. [Google Scholar] [CrossRef]
- Sahu, P.K.; Das, J.; Chen, G.; Liu, Q.; Pal, S.; Zeng, S.; Shi, Q. Friction stir selective alloying of different Al% particulate reinforced to AZ31 Mg for enhanced mechanical and metallurgical properties. Mater. Sci. Eng. A 2019, 774, 138889. [Google Scholar] [CrossRef]
- Yuan, Q.; Zhou, G.; Liao, L.; Liu, Y.; Luo, L. Interfacial structure in AZ91 alloy composites reinforced by graphene nanosheets. Carbon 2018, 127, 177–186. [Google Scholar] [CrossRef]
- Bočan, J.; Maňák, J.; Jäger, A. Nanomechanical analysis of AZ31 magnesium alloy and pure magnesium correlated with crystallographic orientation. Mater. Sci. Eng. A 2015, 644, 121–128. [Google Scholar] [CrossRef]
- Modina, I.M.; Dyakonov, G.S.; Stotskiy, A.G.; Yakovleva, T.V.; Semenova, I.P. Effect of the Texture of the Ultrafine-Grained Ti-6Al-4V Titanium Alloy on Impact Toughness. Materials 2023, 16, 1318. [Google Scholar] [CrossRef]
- P’erez, P.; Garces, G.; Adeva, P. Mechanical properties of a Mg–10 (vol.%)Ti composite. Compos. Sci. Technol. 2004, 64, 145–151. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elemental | Mg | Al | Zn | Cu, Fe, Mn, Ni, Si |
|---|---|---|---|---|
| Composition (%) | Remaining | 2.90 | 0.87 | <0.005 |
| Composite | Theoretical Density (g/cm3) | Actual Density (g/cm3) |
|---|---|---|
| 0 wt% Ti | 1.7803 | 1.7214 |
| 0.5 wt% Ti | 1.7857 | 1.7425 |
| 1 wt Ti | 1.7808 | 1.7442 |
| Component | Ethanol | Propanol | Distilled Water | Perchloric Acid | Citric Acid | Hydroxyquinoline | Sodium Thiocyanate |
|---|---|---|---|---|---|---|---|
| Content | 800 mL | 100 mL | 18.5 mL | 15 mL | 75 g | 10 g | 41.4 g |
| YS (MPa) | UTS (MPa) | ε (%) | |
|---|---|---|---|
| ASTM B107/B107M-13 | 145 | 240 | 7 |
| 0 wt% Ti/Mg-3Al-1Zn | 169 ± 1 | 238 ± 1.1 | 6.0 ± 0.1 |
| 0.5 wt% Ti/Mg-3Al-1Zn | 201 ± 1.2 | 304 ± 2 | 8.4 ± 0.5 |
| 1 wt% Ti/Mg-3Al-1Zn | 194 ± 2.2 | 299 ± 1.5 | 6.9 ± 1.2 |
| Mg Composites | YS (MPa) | UTS (MPa) | ε (%) | Fabrication Method |
|---|---|---|---|---|
| 0 wt% Ti | 169 ± 1 | 238 ± 1.1 | 6.0 ± 0.1 | PM + extrusion (this work) |
| 0.5 wt% Ti | 201 ± 1.2 | 304 ± 2 | 8.4 ± 0.5 | |
| 1 wt% Ti | 194 ± 2.2 | 299 ± 1.5 | 6.9 ± 1.2 | |
| 1 wt% Al2O3 + AZ31 [70] | 186 | 284 | 7.52 | SPS + extrusion |
| 9.0 wt.% Al/AZ31 [72] | 166 | 198 | 7.8 | Cast + FSP |
| 7.0 vol.% Ti + AZ31 [68] | 125 | 190 | 6.0 | Cast + FSP |
| 7.4 vol.% Graphite + AZ31 [69] | 150 | 190 | 9.2 | Cast + FSP |
| 1 wt% SiC + AZ31 [15] | 380 | 454 | 4.76 | SC |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, W.; Gao, P.; Han, S.; Chen, X.; Zhang, F.; Zhang, Y.; Luo, T.; Zheng, K. Effect of Nano-Ti Particles on Microstructure and Mechanical Properties of Mg-3Al-1Zn Matrix Composites. Materials 2023, 16, 2407. https://doi.org/10.3390/ma16062407
Tian W, Gao P, Han S, Chen X, Zhang F, Zhang Y, Luo T, Zheng K. Effect of Nano-Ti Particles on Microstructure and Mechanical Properties of Mg-3Al-1Zn Matrix Composites. Materials. 2023; 16(6):2407. https://doi.org/10.3390/ma16062407
Chicago/Turabian StyleTian, Wei, Pengfei Gao, Shengli Han, Xiaohong Chen, Fuwei Zhang, Yuhui Zhang, Tiegang Luo, and Kaihong Zheng. 2023. "Effect of Nano-Ti Particles on Microstructure and Mechanical Properties of Mg-3Al-1Zn Matrix Composites" Materials 16, no. 6: 2407. https://doi.org/10.3390/ma16062407