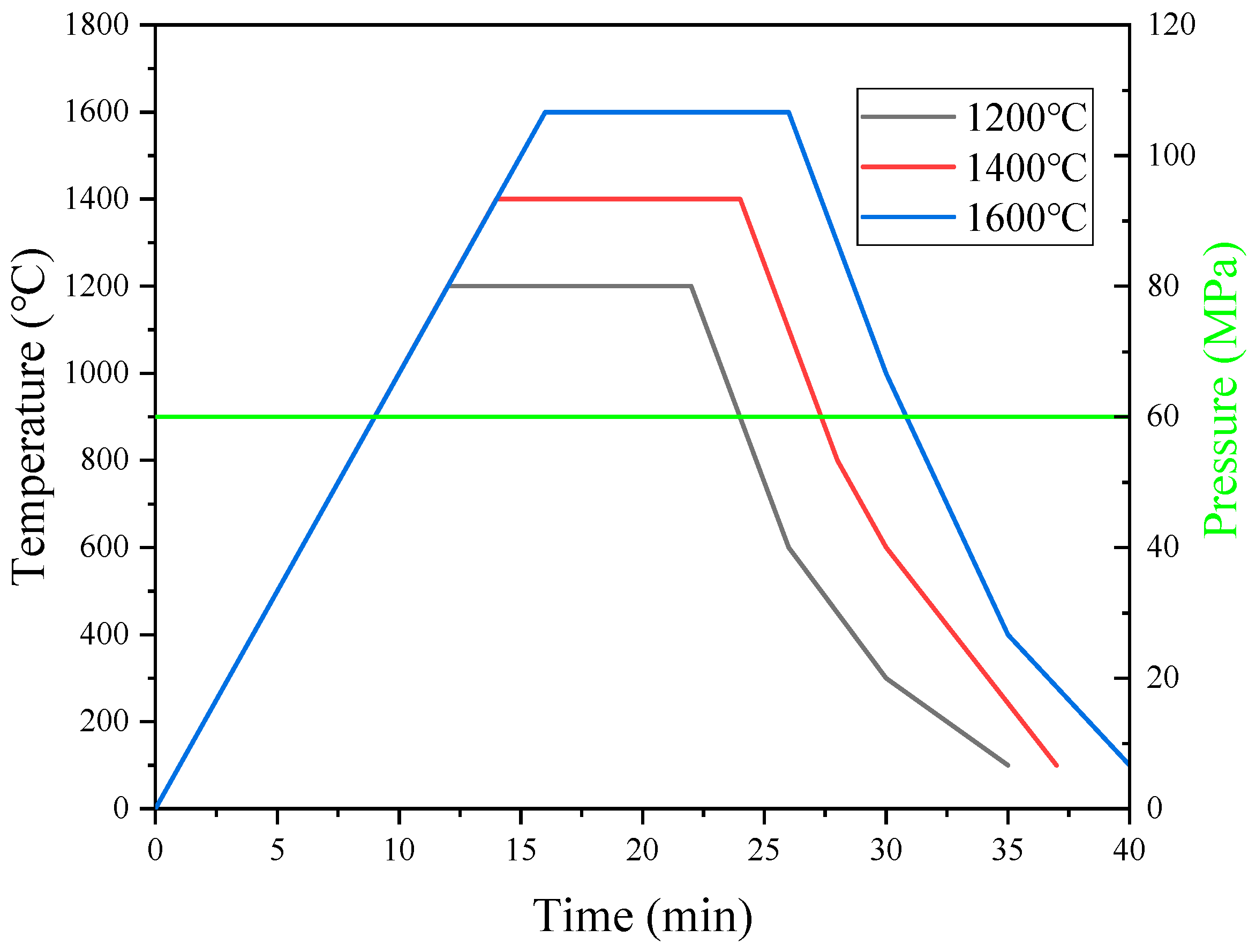
Figure 1.
Curves of SPS sintering process.
Figure 1.
Curves of SPS sintering process.
Figure 2.
Three-point bending stress-displacement curves of different transition layer composites joined at 1400 °C.
Figure 2.
Three-point bending stress-displacement curves of different transition layer composites joined at 1400 °C.
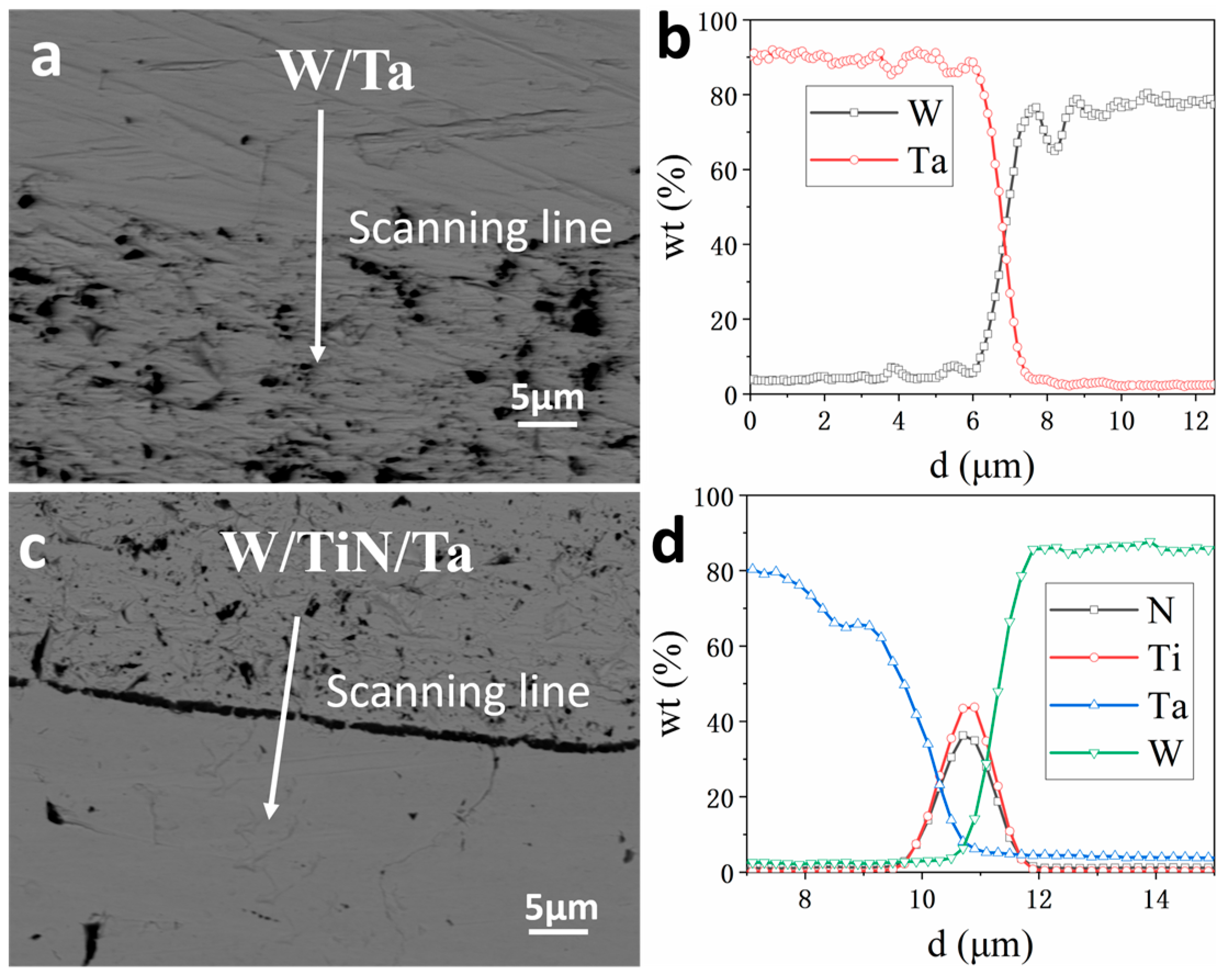
Figure 3.
Element line-scan results of W/Ta and W/TiN/Ta-laminated composites joined at 1400 °C: (a,b) W/Ta, (c,d) W/TiN/Ta.
Figure 3.
Element line-scan results of W/Ta and W/TiN/Ta-laminated composites joined at 1400 °C: (a,b) W/Ta, (c,d) W/TiN/Ta.
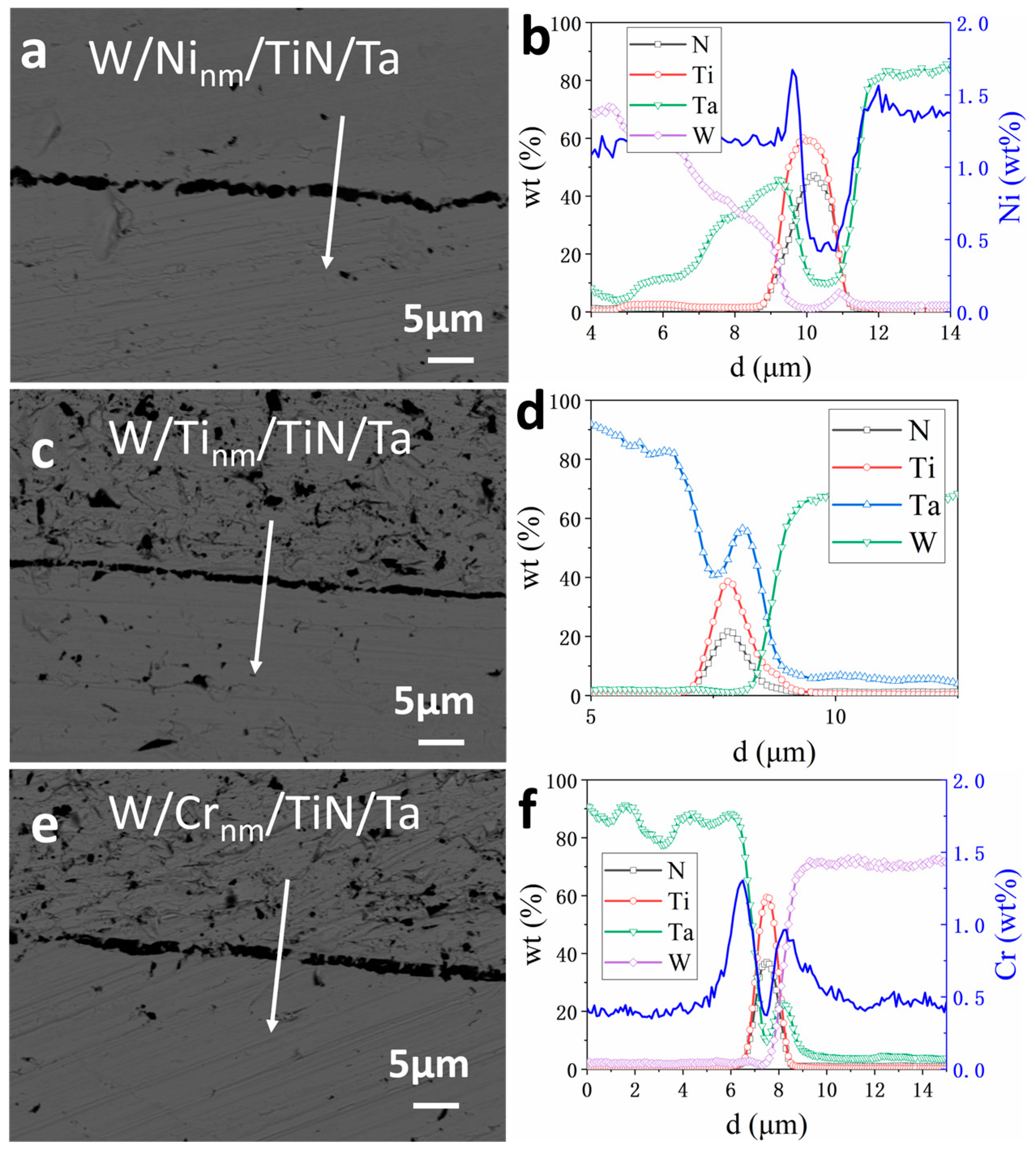
Figure 4.
Element distribution near the interface of W/Mnm/TiN/Ta-laminated composites joined at 1400 °C: (a,b) W/Ninm/TiN/Ta, (c,d) W/Tinm/TiN/Ta, (e,f) W/Crnm/TiN/Ta.
Figure 4.
Element distribution near the interface of W/Mnm/TiN/Ta-laminated composites joined at 1400 °C: (a,b) W/Ninm/TiN/Ta, (c,d) W/Tinm/TiN/Ta, (e,f) W/Crnm/TiN/Ta.
Figure 5.
Three-point bending crack distributions of W/Mnm/TiN/Ta-laminated composites with different transition metal layers joined at 1400 °C: (a,b) W/Ninm/TiN/Ta, (c,d) W/Tinm/TiN/Ta, and (e,f) W/Crnm/TiN/Ta.
Figure 5.
Three-point bending crack distributions of W/Mnm/TiN/Ta-laminated composites with different transition metal layers joined at 1400 °C: (a,b) W/Ninm/TiN/Ta, (c,d) W/Tinm/TiN/Ta, and (e,f) W/Crnm/TiN/Ta.
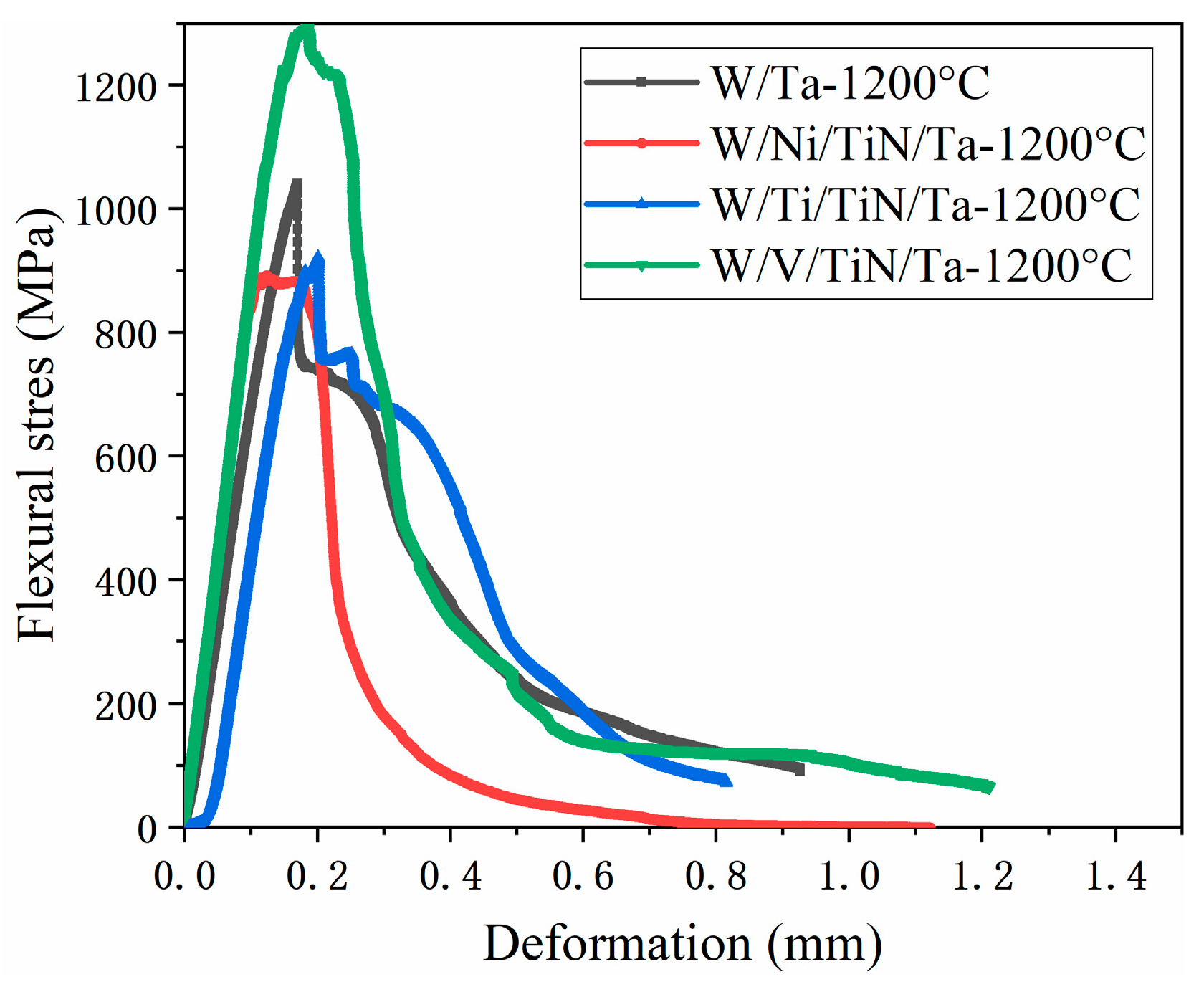
Figure 6.
Three-point bending stress-deformation curves of different micron transition layer toughened composites joined at 1200 °C.
Figure 6.
Three-point bending stress-deformation curves of different micron transition layer toughened composites joined at 1200 °C.
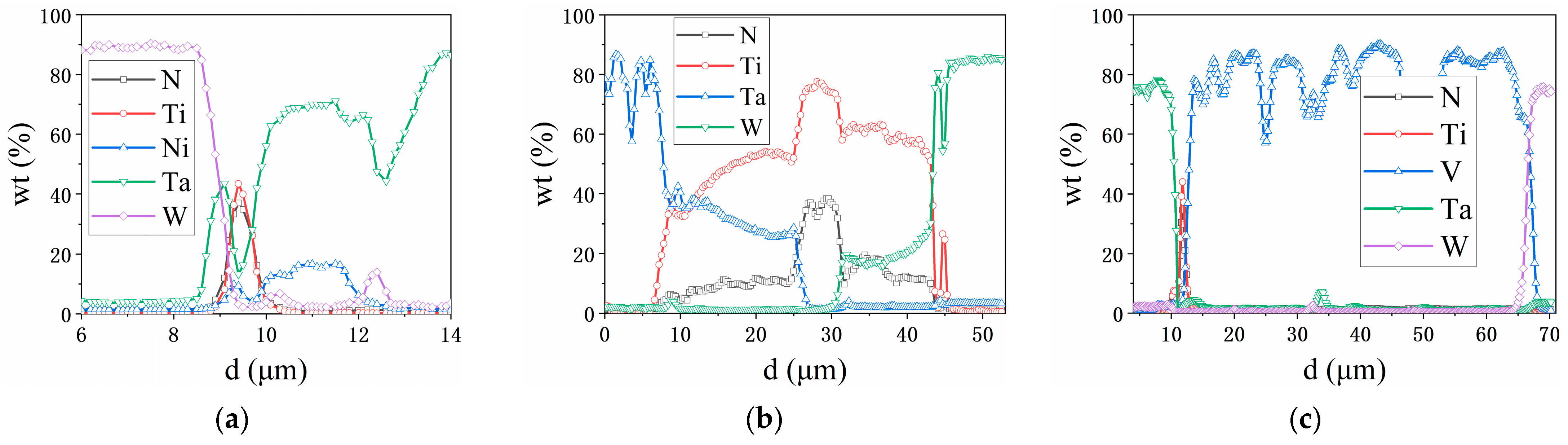
Figure 7.
Element distribution near the interface of W/M/TiN/Ta-laminated composites with different transition metal layers joined at 1200 °C: (a) W/Ni/TiN/Ta; (b) W/Ti/TiN/Ta; and (c) W/V/TiN/Ta.
Figure 7.
Element distribution near the interface of W/M/TiN/Ta-laminated composites with different transition metal layers joined at 1200 °C: (a) W/Ni/TiN/Ta; (b) W/Ti/TiN/Ta; and (c) W/V/TiN/Ta.
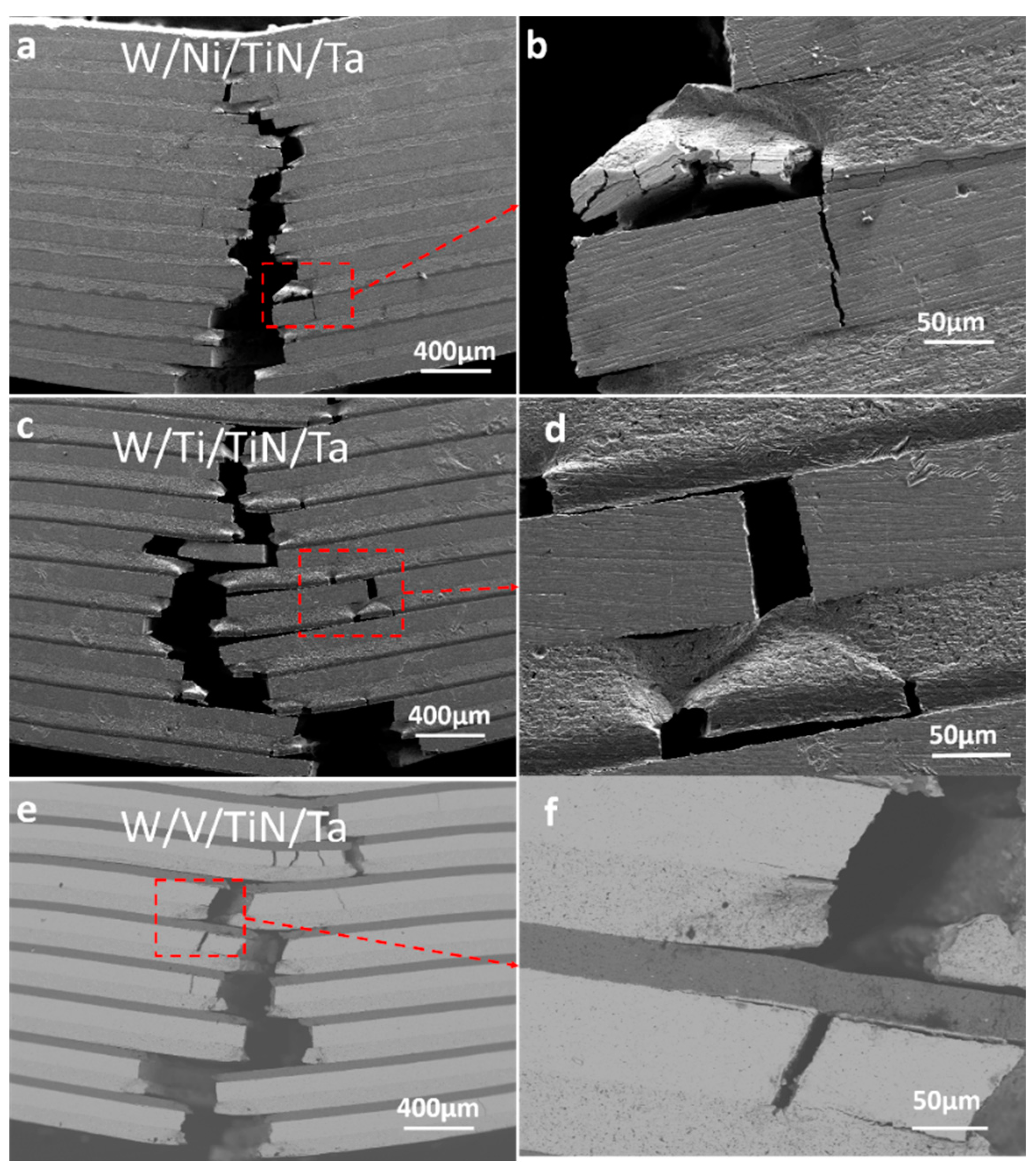
Figure 8.
Three-point bending crack distribution of W/M/TiN/Ta-laminated composites with different transition metal layers joined at 1200 °C: (a,b) W/Ni/TiN/Ta; (c,d) W/Ti/TiN/Ta; and (e,f) W/V/TiN/Ta.
Figure 8.
Three-point bending crack distribution of W/M/TiN/Ta-laminated composites with different transition metal layers joined at 1200 °C: (a,b) W/Ni/TiN/Ta; (c,d) W/Ti/TiN/Ta; and (e,f) W/V/TiN/Ta.
Figure 9.
Interface composition distribution of W/Ni/TiN/Ta-laminated composite joined at 1200 °C: (a1) morphology; (a2) Ta; (a3) Ti; (a4) N; (a5) Ni; and (a6) W.
Figure 9.
Interface composition distribution of W/Ni/TiN/Ta-laminated composite joined at 1200 °C: (a1) morphology; (a2) Ta; (a3) Ti; (a4) N; (a5) Ni; and (a6) W.
Figure 10.
Three-point bending strength-displacement curves of W/M/TiN/Ta-laminated composites joined at 1400 °C and 1600 °C.
Figure 10.
Three-point bending strength-displacement curves of W/M/TiN/Ta-laminated composites joined at 1400 °C and 1600 °C.
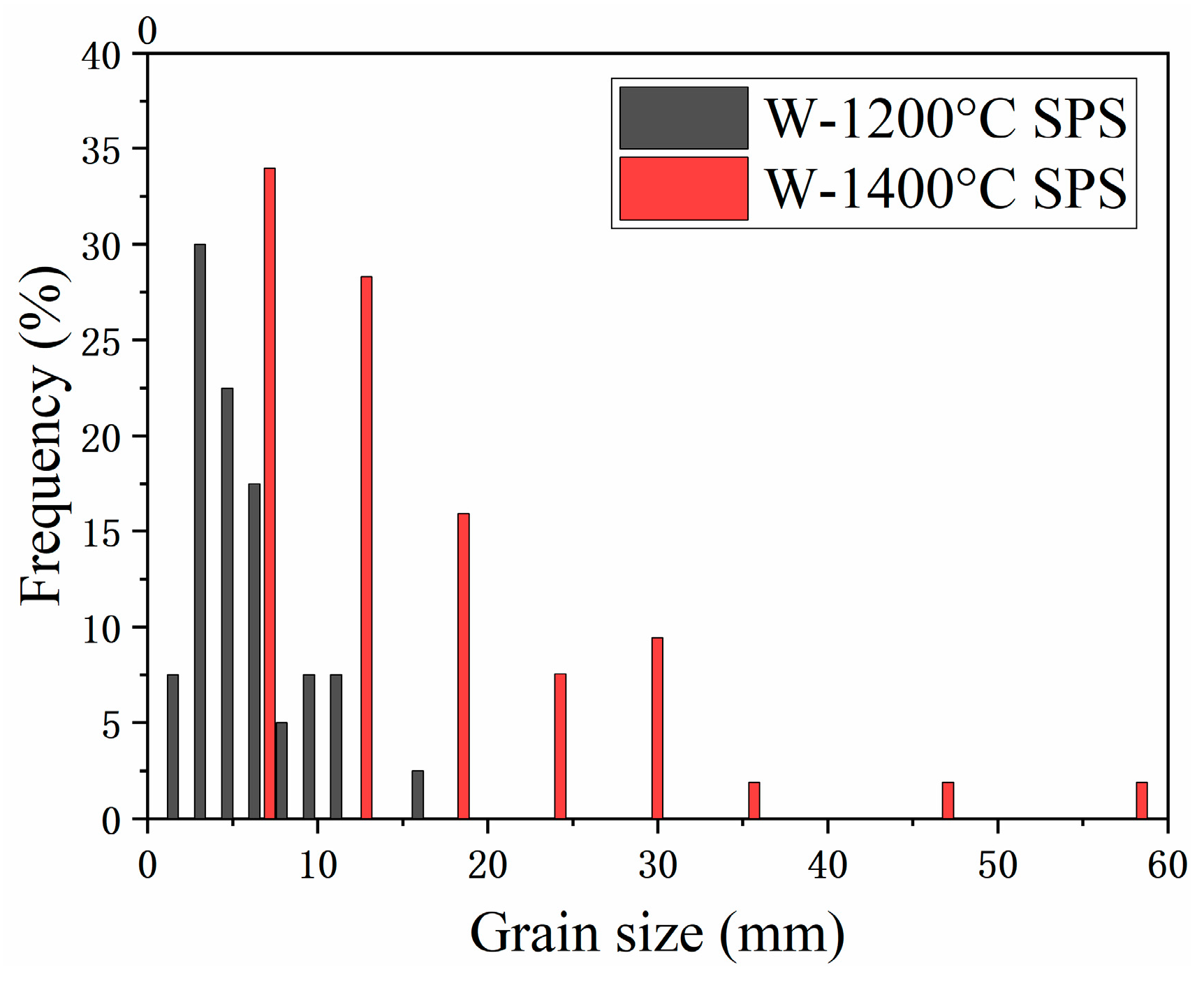
Figure 11.
The size distribution of W grains in the W/Ta-laminated composite joined at 1200 °C.
Figure 11.
The size distribution of W grains in the W/Ta-laminated composite joined at 1200 °C.
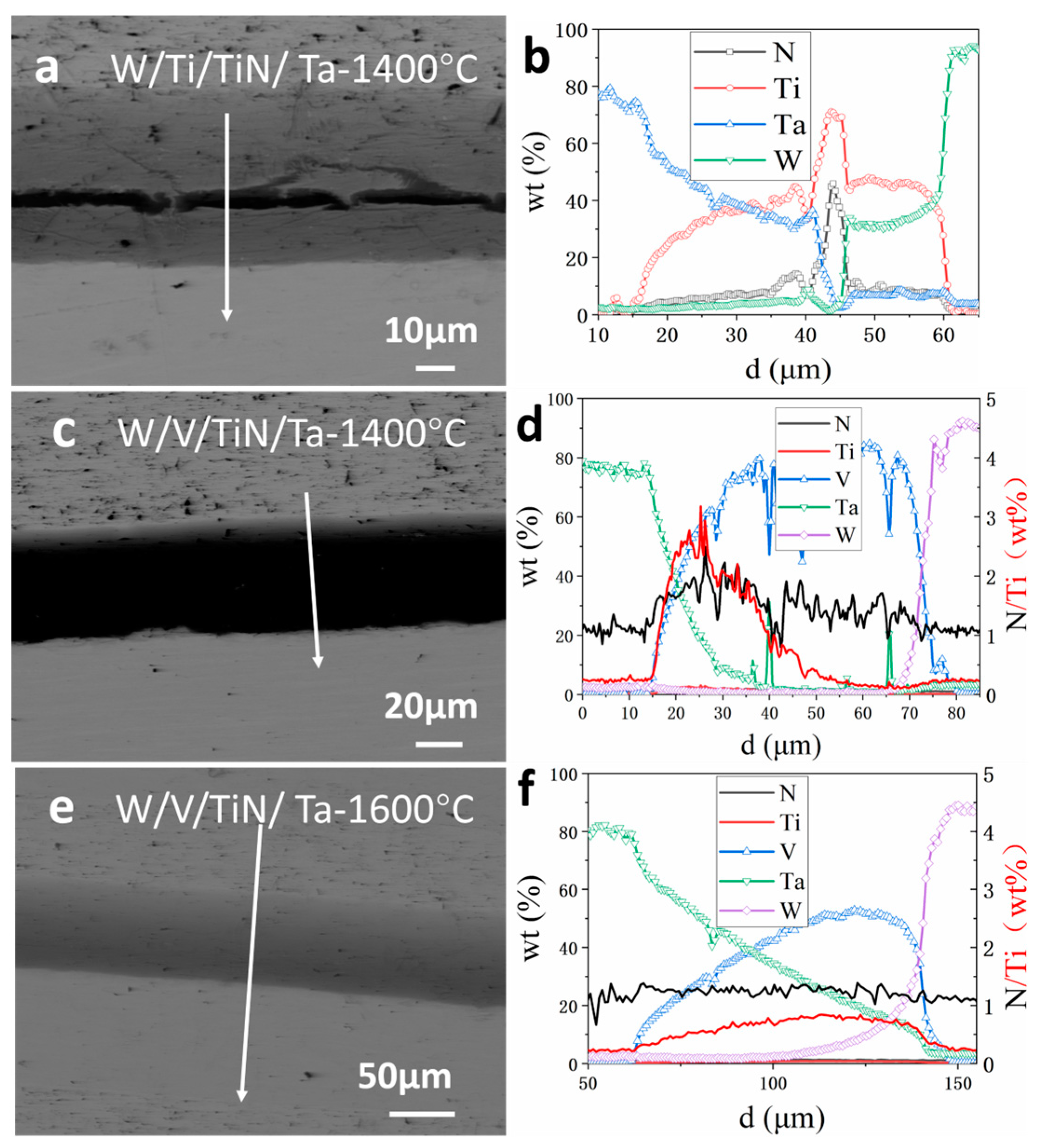
Figure 12.
Element distribution near the interface of W/M/TiN/Ta-laminated composites: (a,b) W/Ti/TiN/Ta (joined at 1400 °C); (c,d) W/V/TiN/Ta (joined at 1400 °C); and (e,f) W/V/TiN/Ta (joined at 1600 °C).
Figure 12.
Element distribution near the interface of W/M/TiN/Ta-laminated composites: (a,b) W/Ti/TiN/Ta (joined at 1400 °C); (c,d) W/V/TiN/Ta (joined at 1400 °C); and (e,f) W/V/TiN/Ta (joined at 1600 °C).
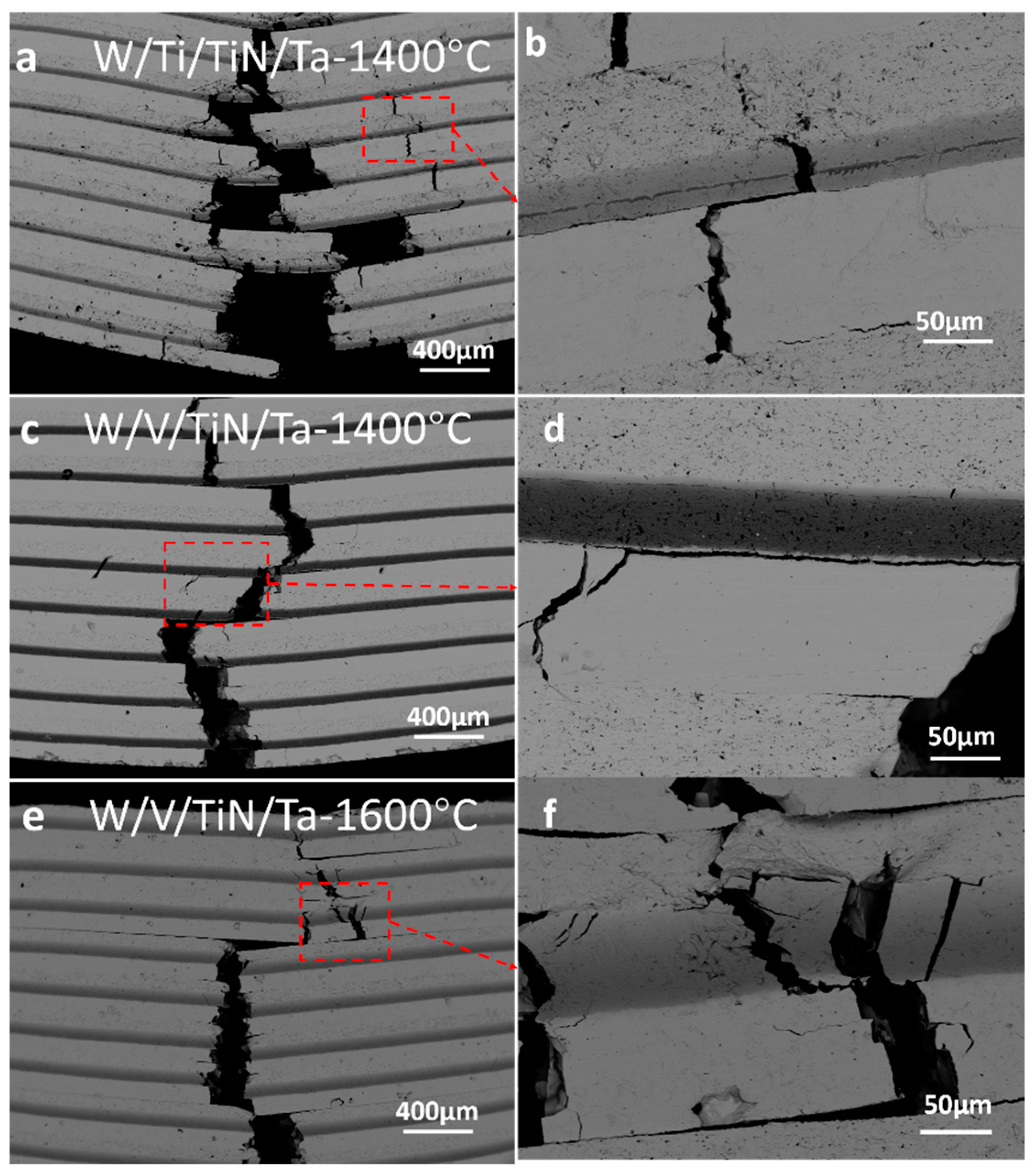
Figure 13.
Three-point bending crack distribution of W/M/TiN/Ta-laminated composites with different transition metal layers after SPS: (a,b) W/Ti/TiN/Ta (1400 °C); (c,d) W/V/TiN/Ta (1400 °C); and (e,f) W/V/TiN/Ta (1600 °C).
Figure 13.
Three-point bending crack distribution of W/M/TiN/Ta-laminated composites with different transition metal layers after SPS: (a,b) W/Ti/TiN/Ta (1400 °C); (c,d) W/V/TiN/Ta (1400 °C); and (e,f) W/V/TiN/Ta (1600 °C).
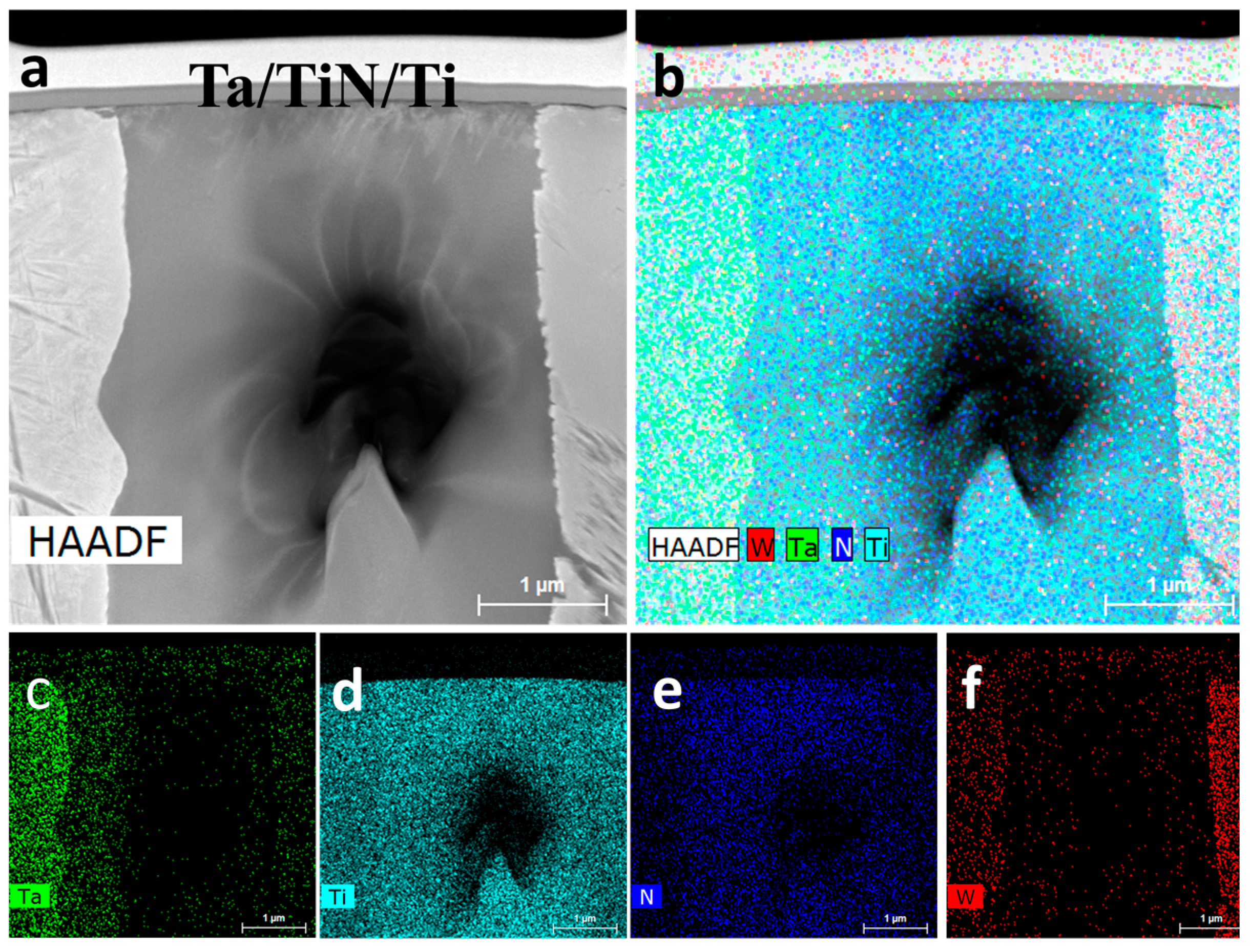
Figure 14.
W/Ti/TiN/Ta-laminated composite joined at 1200 °C: (a) HAADF image; EDS mapping profile of (b) W, Ta, Ti, N, (c) Ta, (d) Ti, (e) N, and (f) W.
Figure 14.
W/Ti/TiN/Ta-laminated composite joined at 1200 °C: (a) HAADF image; EDS mapping profile of (b) W, Ta, Ti, N, (c) Ta, (d) Ti, (e) N, and (f) W.
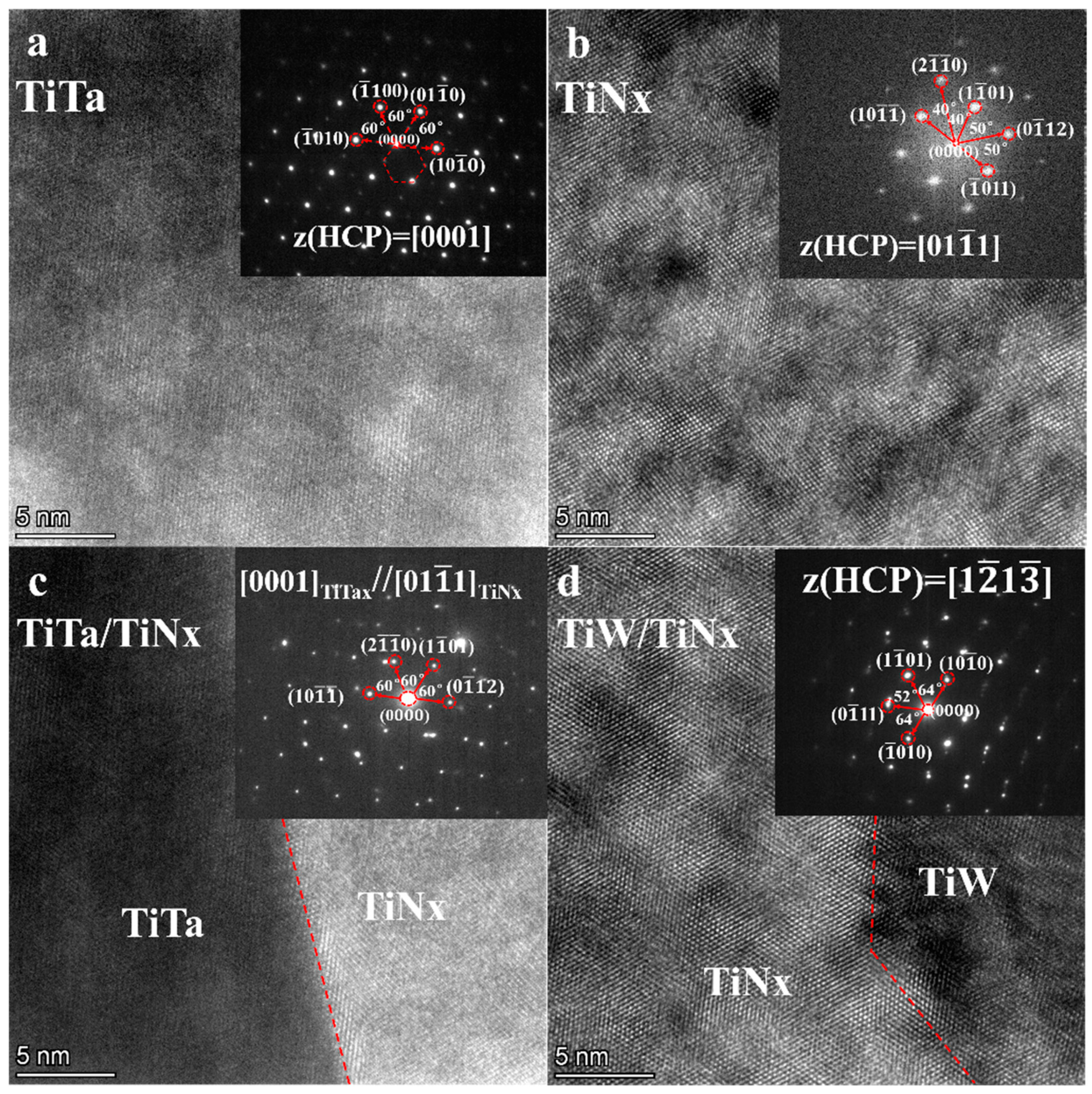
Figure 15.
HR-TEM images of W/Ti/TiN/Ta composites after 1200 °C joining and the orientation relationships of the interface: (a) TiTa; (b) TiNx; (c) TiTa–TiNx interface; and (d) TiW–TiNx interface.
Figure 15.
HR-TEM images of W/Ti/TiN/Ta composites after 1200 °C joining and the orientation relationships of the interface: (a) TiTa; (b) TiNx; (c) TiTa–TiNx interface; and (d) TiW–TiNx interface.
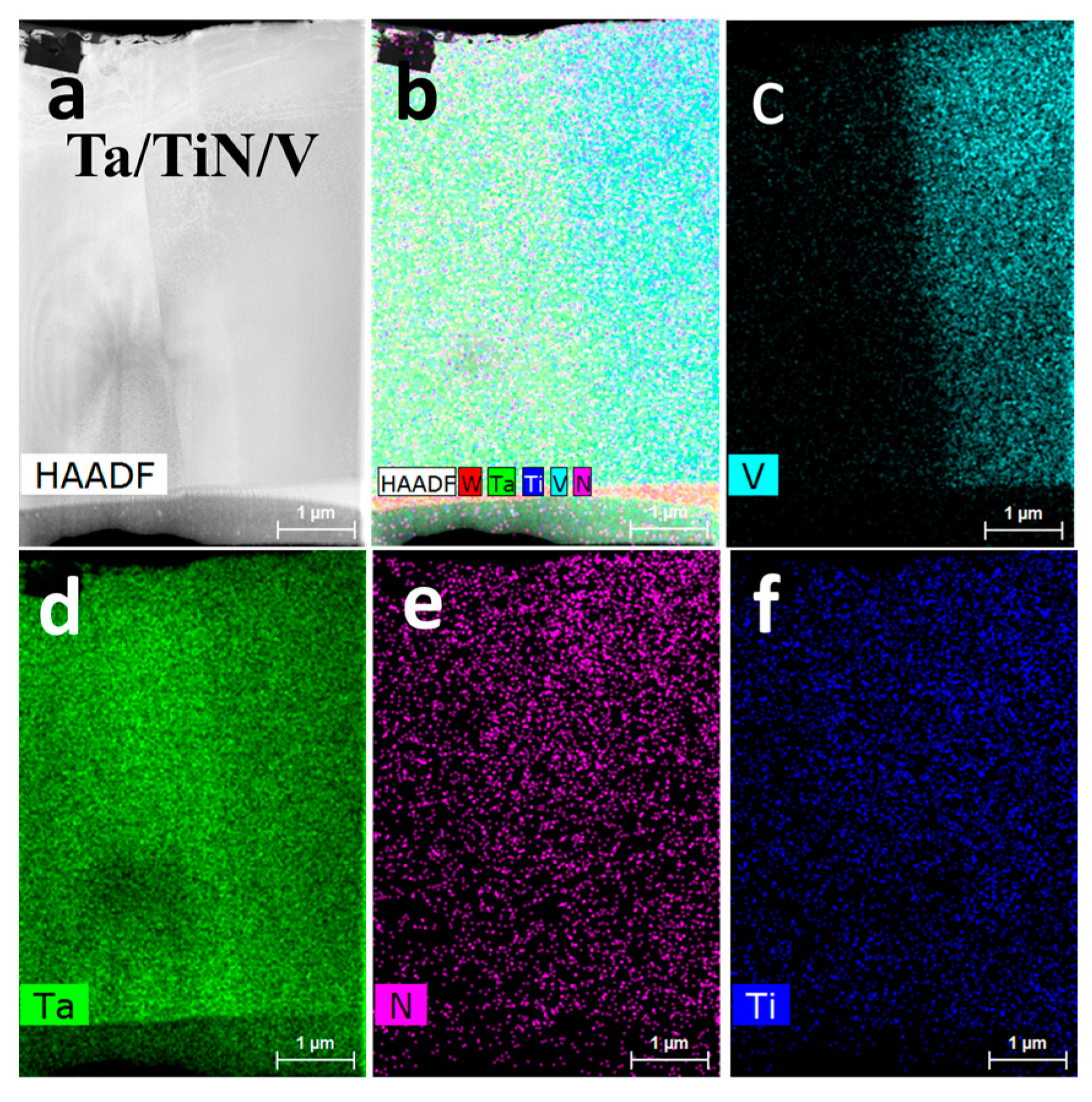
Figure 16.
W/V/TiN/Ta-laminated composite joined at 1200 °C: (a) HAADF image, EDS mapping profile of (b) W, Ta, Ti, N, V, (c) V, (d) Ta, (e) N, and (f) Ti.
Figure 16.
W/V/TiN/Ta-laminated composite joined at 1200 °C: (a) HAADF image, EDS mapping profile of (b) W, Ta, Ti, N, V, (c) V, (d) Ta, (e) N, and (f) Ti.
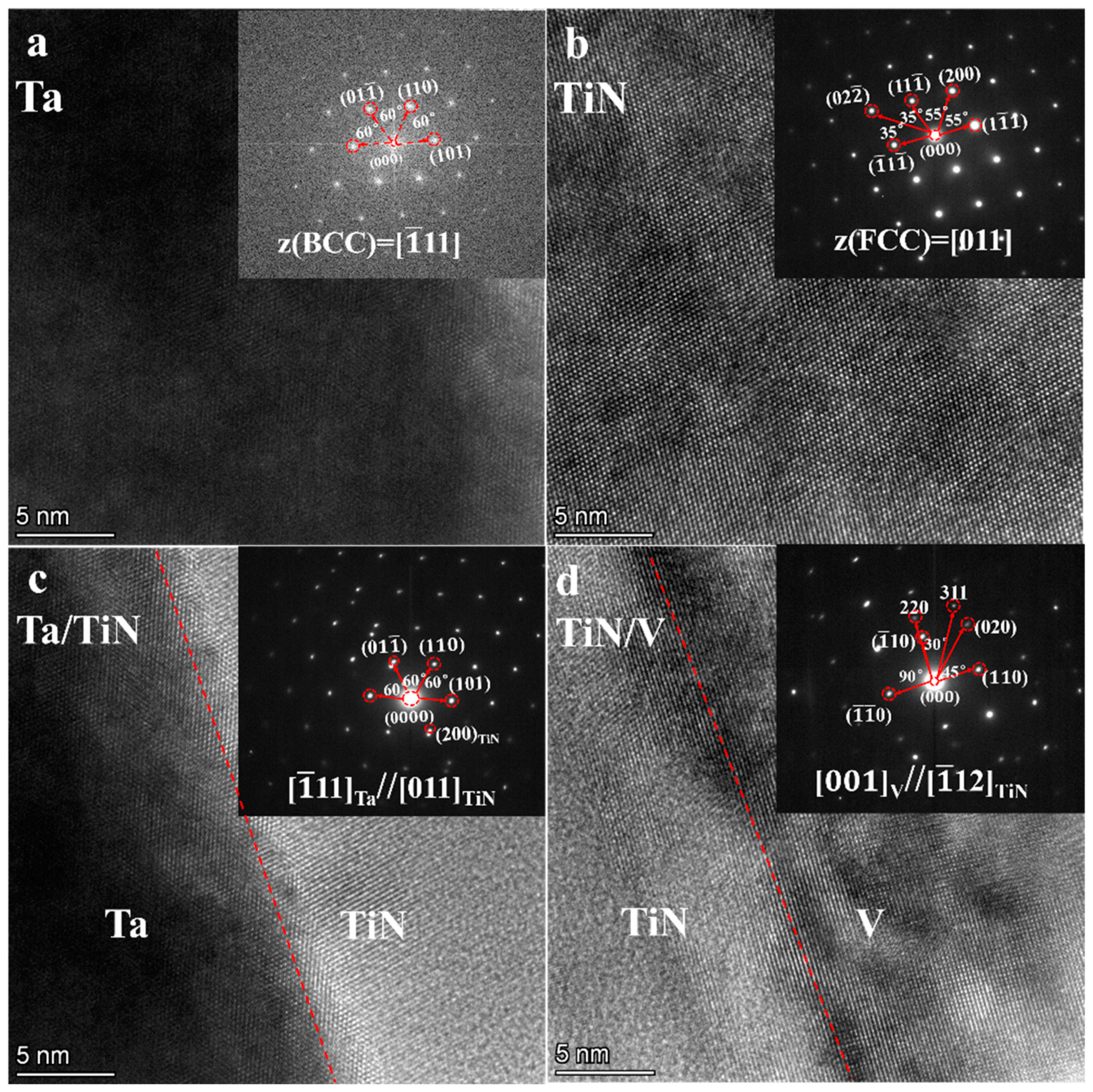
Figure 17.
HR-TEM images and the orientation relationships of the interface of W/V/TiN/Ta composites as SPSed at 1200 °C: (a) Ta; (b,d) TiN; (c) Ta–TiN interface; and (d) V–TiN interface.
Figure 17.
HR-TEM images and the orientation relationships of the interface of W/V/TiN/Ta composites as SPSed at 1200 °C: (a) Ta; (b,d) TiN; (c) Ta–TiN interface; and (d) V–TiN interface.
Figure 18.
W/V/TiN/Ta-laminated composite joined at 1400 °C: (a) HAADF image; EDS mapping profile of (b) W, Ta, Ti, N, V, (c) V, (d) Ta, (e) N, (f) Ti.
Figure 18.
W/V/TiN/Ta-laminated composite joined at 1400 °C: (a) HAADF image; EDS mapping profile of (b) W, Ta, Ti, N, V, (c) V, (d) Ta, (e) N, (f) Ti.
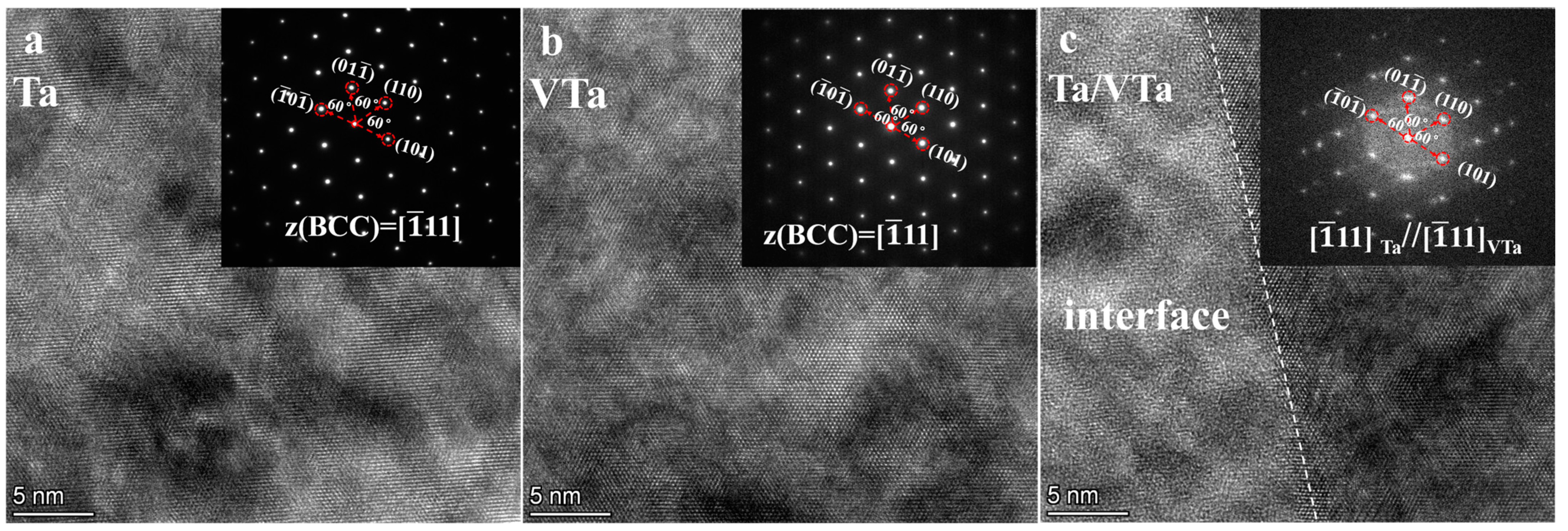
Figure 19.
Orientation relationships between HR-TEM image and interface in W/V/TiN/Ta composite joined at 1400 °C: (a) Ta; (b) VTa; (c) Ta–VTa interface.
Figure 19.
Orientation relationships between HR-TEM image and interface in W/V/TiN/Ta composite joined at 1400 °C: (a) Ta; (b) VTa; (c) Ta–VTa interface.
Table 1.
Impurities content in Ni foils (ppm).
Table 1.
Impurities content in Ni foils (ppm).
| Si | C | O | N | Mg | Sb | Fe | Mg | P |
|---|
| 10 | 10 | 20 | 20 | 10 | 10 | 10 | 10 | 10 |
Table 2.
Impurities content in Ti foils (ppm).
Table 2.
Impurities content in Ti foils (ppm).
| Si | C | O | N | W | Ta | Fe | Nb |
|---|
| 10 | 10 | 20 | 20 | 10 | 10 | 10 | 10 |
Table 3.
Impurities content in V foils (ppm).
Table 3.
Impurities content in V foils (ppm).
| Cr | C | O | Fe | Cd | Al | Mo | Mn | Ni | N | S | P | Co | Nb | Pb | Ti |
|---|
| 27 | 160 | 140 | 35 | 20 | 220 | 60 | 5 | 10 | 10 | 25 | 24 | 10 | 7 | 5 | 10 |
| Metal | Lattice | Density/g·cm−3 | Melting Point/°C | Thermal Conductivity/W·(m∙K)−1 | HV/MPa |
|---|
| Ni | FCC | 8.91 | 1455 | 90.7 | 638 |
| Ti | HCP | 4.51 | 1660 | 21.9 | 970 |
| Cr | BCC | 7.19 | 1857 | 93.7 | 1060 |
| V | BCC | 6.11 | 1900 | 30.7 | 628 |
Table 5.
Three-point bending properties of W/Mnm/TiN/Ta composites as SPSed at 1400 °C.
Table 5.
Three-point bending properties of W/Mnm/TiN/Ta composites as SPSed at 1400 °C.
| Composites | Flexural Stress/MPa | Bending Strain/% | Integration/kJ∙m−2 |
|---|
| W/TiN/Ta | 886 ± 5 | 0.90 ± 0.05 | 313.9 |
| W/Ninm/TiN/Ta | 1150 ± 30 | 1.10 ± 0.1 | 261.6 |
| W/Tinm/TiN/Ta | 879 ± 7 | 0.60 ± 0.1 | 273.6 |
| W/Crnm/TiN/Ta | 912 ± 37 | 0.80 ± 0.15 | 201.9 |
Table 6.
Three-point bending properties of W/M/TiN/Ta composites as SPSed at 1200 °C.
Table 6.
Three-point bending properties of W/M/TiN/Ta composites as SPSed at 1200 °C.
| Composites | Flexural Stress/MPa | Bending Strain/% | Integration/kJ∙m−2 |
|---|
| W/Ta | 1041 ± 13 | 1.00 ± 0.1 | 325.1 |
| W/Ni/TiN/Ta | 891 ± 26 | 0.60 ± 0.1 | 199.5 |
| W/Ti/TiN/Ta | 922 ± 18 | 1.20 ± 0.3 | 314.2 |
| W/V/TiN/Ta | 1294 ± 14 | 1.00 ± 0.15 | 419.3 |
Table 7.
Three-point bending properties of W/M/TiN/Ta composites joined at 1400 °C.
Table 7.
Three-point bending properties of W/M/TiN/Ta composites joined at 1400 °C.
| Composites | Flexural Stress/MPa | Bending Strain/% | Integration/kJ∙m−2 |
|---|
| W/Ta | 733 ± 9 | 3.5 ± 0.3 | 689.4 |
| W/TiN/Ta | 886 ± 5 | 0.9 ± 0.05 | 313.9 |
| W/Ti/TiN/Ta | 679 ± 11 | 0.7 ± 0.1 | 342.4 |
| W/V/TiN/Ta | 1136 ± 20 | 1.3 ± 0.1 | 213.7 |
| W/V/TiN/Ta (joined at 1600 °C) | 926 ± 14 | 1.0 ± 0.15 | 127.9 |
Table 8.
δ and D values of parallel crystal planes in W/V/TiN/Ta composites.
Table 8.
δ and D values of parallel crystal planes in W/V/TiN/Ta composites.
| Interplanar Distance/nm | Joining Temperature/°C | δ/% | D/nm |
|---|
| (01)Ta, 0.2338 | (200)TiN, 0.2119 | 1200 | 9.8 | 2.2740 |
| ()V, 0.1071 | (220)TiN, 0.1498 | 1200 | 33.2 | 0.3869 |
| ()V, 0.2143 | (220)TiN, 0.1498 | 1200 | 35.4 | 0.5143 |
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}