
Nanoindentation and Structural Analysis of Sintered TiAl(100−x)-xTaN Composites at Room Temperature

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Fabrication
2.2. Microstructural and Phase Evaluation
2.3. Nanoindentation of Sintered Samples
3. Results and Discussion
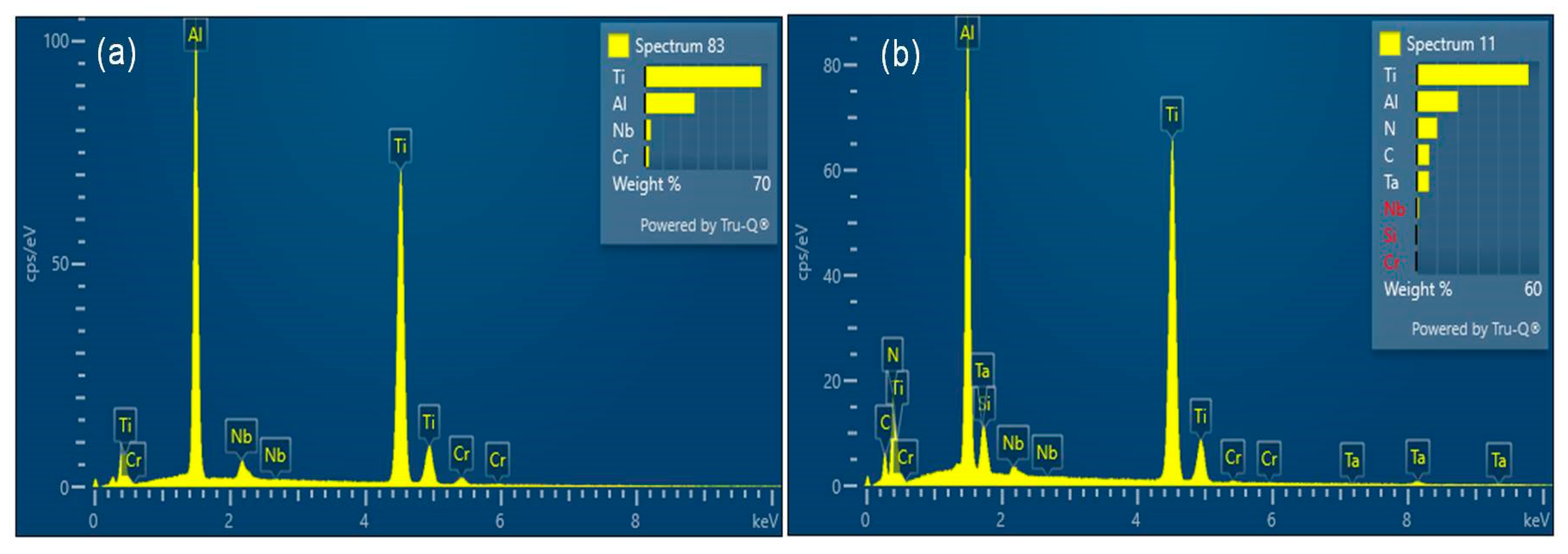
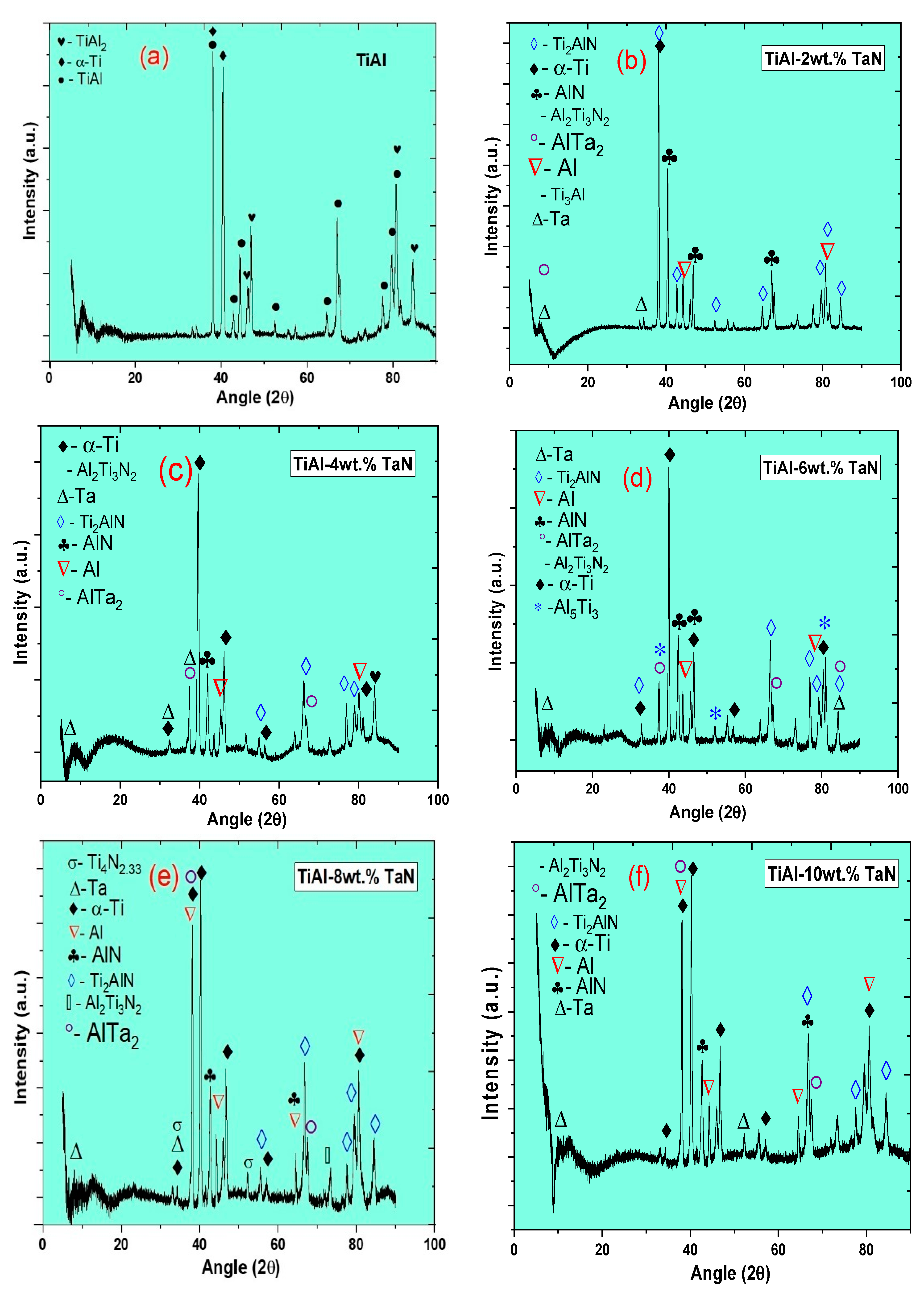
3.1. Microstructural and Phase Analysis
3.2. Nanoindentation Analysis of the Mechanical Properties of the Sintered Samples
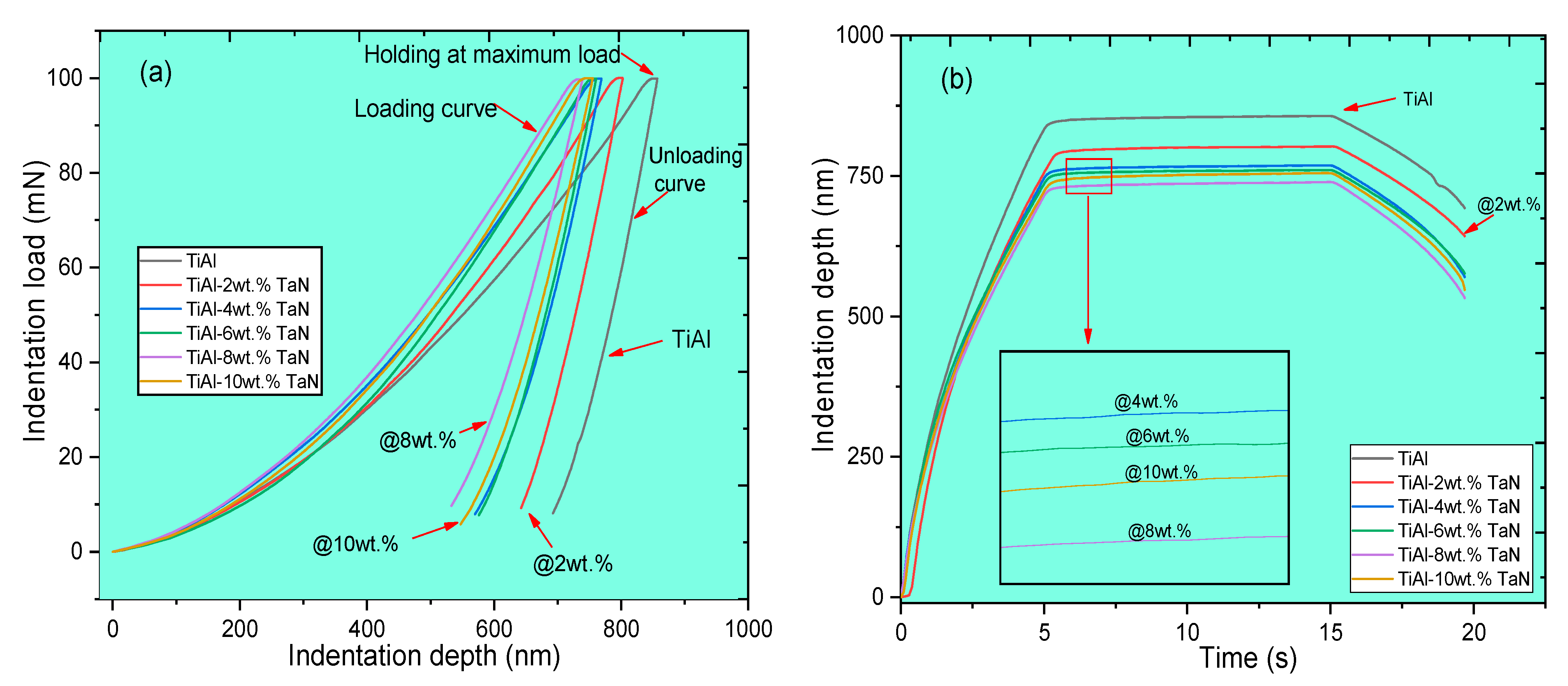
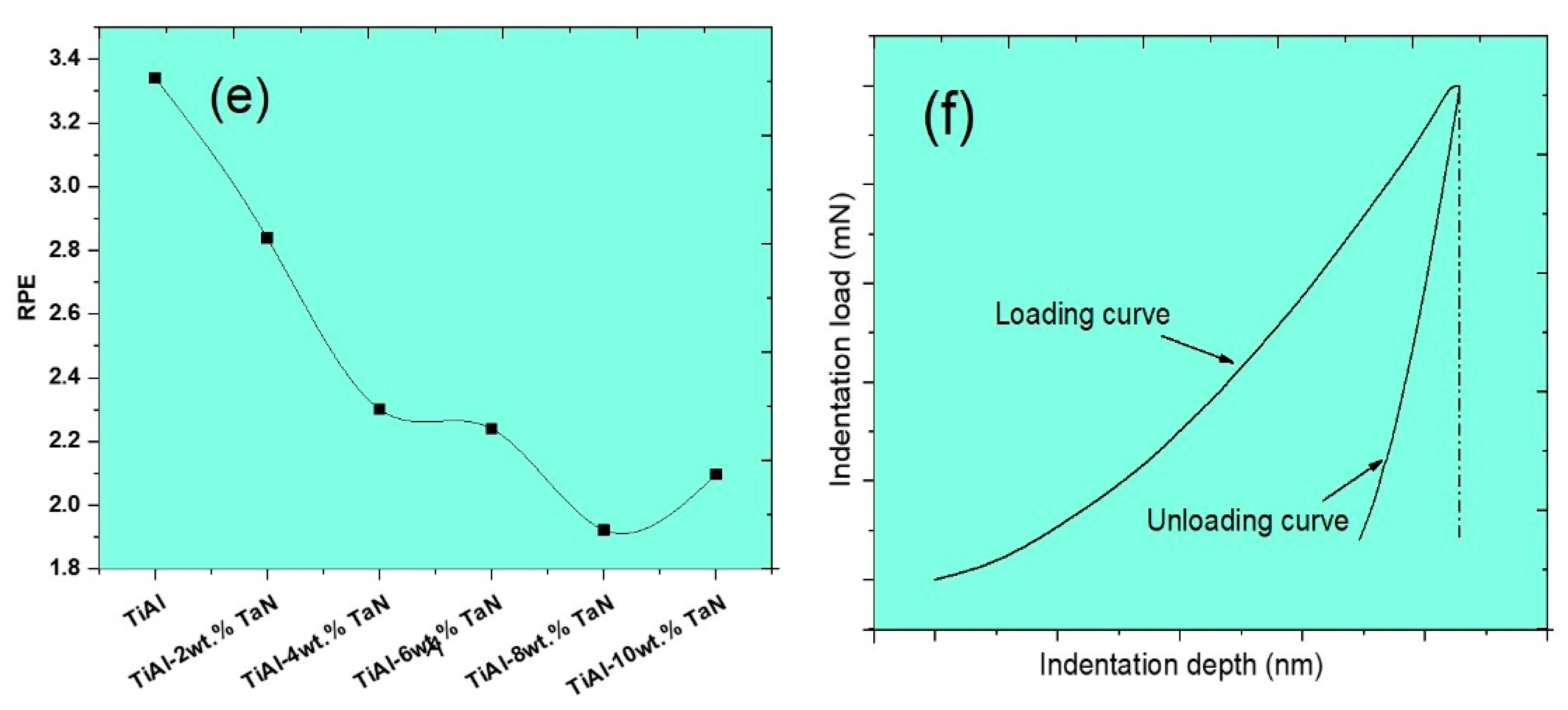
3.2.1. Nanoindentation Load–Depth and Depth–Time Curves of the Sintered Samples
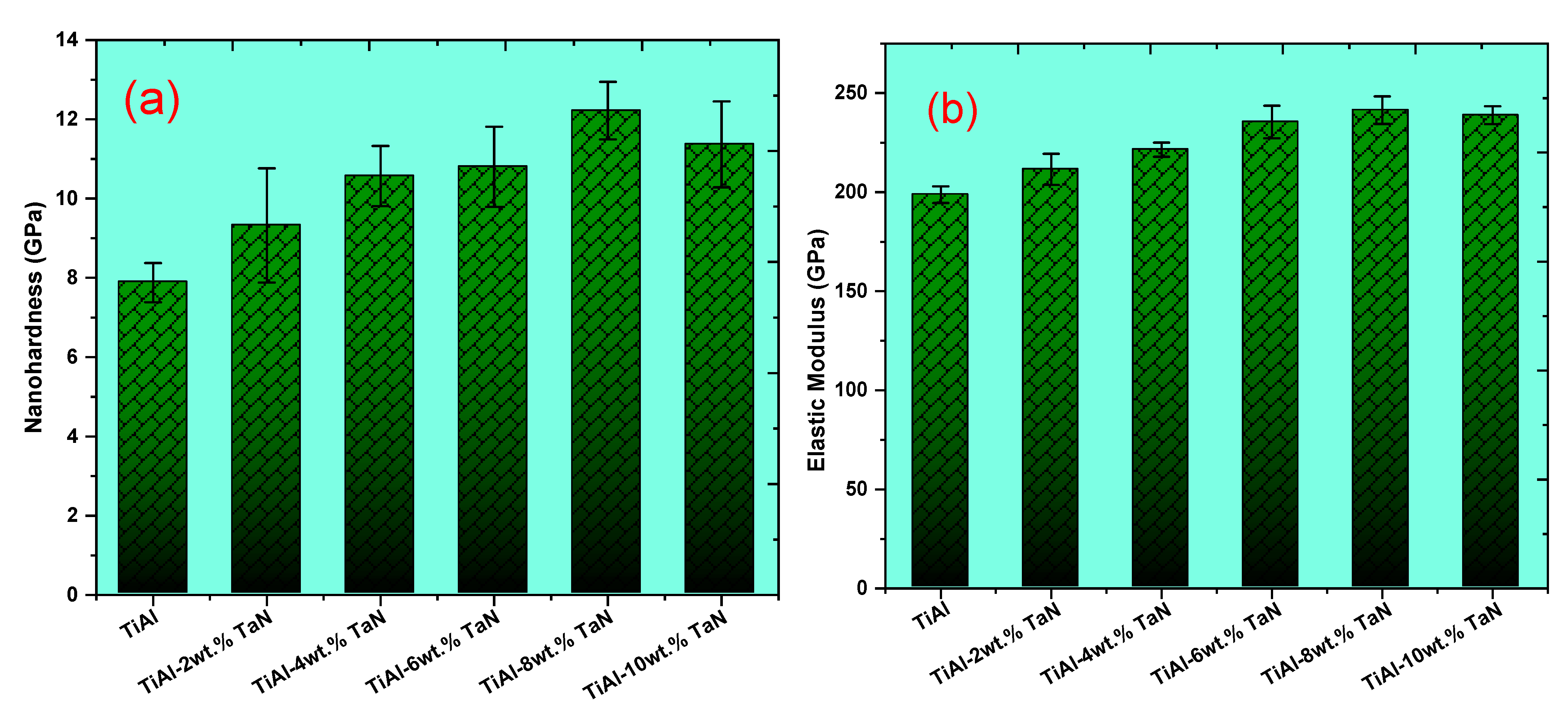
3.2.2. Nano-Hardness and Elastic Modulus of the Sintered TiAl and TiAl(100−x)-xTaN Composites
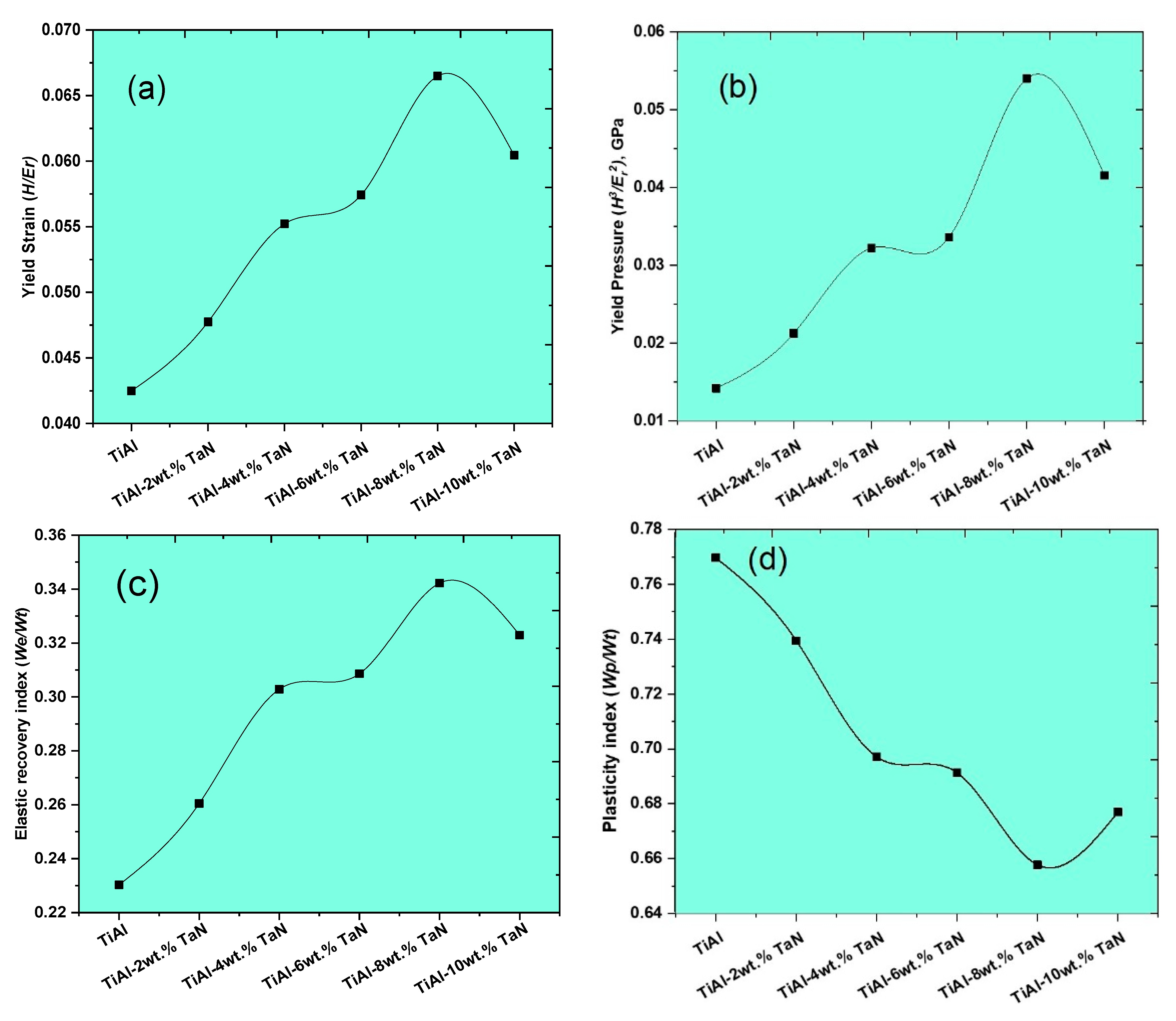
3.2.3. Mechanical and Anti-Wear Characteristics of the Sintered TiAl and TiAl(100−x)-xTaN Composites
4. Conclusions
- The TiAl comprises TiAl2, α-Ti, and TiAl phases with a duplex microstructure characterized by homogenous γ and lamellar colonies. With increasing additions of TaN, complex phases were formed, and the microstructure exhibited a typical pseudo-duplex structure;
- The nano-hardness and elastic modulus increased as the TaN addition increased, as the highest values of 12.22 GPa and 241.45 GPa were obtained at the addition of 8 wt.%TaN, respectively. Subsequently, the highest yield strain, yield pressure, and elastic recovery index were demonstrated by the TiAl−8 wt.%TaN composite with values at 0.0665, 0.054 GPa, and 0.3423, respectively. In addition, the composite also demonstrated the lowest plastic index and RPE of 0.6573 and 1.922, respectively;
- The TiAl−8wt.%TaN composites displayed the best mechanical properties. It is proposed that 8 wt.%TaN addition under the specified sintering condition is the optimal concentration for attaining the optimum mechanical properties of TiAl-based composites studied in this work.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huang, H.; Ding, H.; Xu, X.; Chen, R.; Guo, J.; Fu, H. Microstructure transition of γ-TiAl alloys with abrupt cross-sections in yttria ceramic moulds during directional solidification by electromagnetic cold crucible. J. Mater. Res. Technol. 2022, 19, 368–381. [Google Scholar] [CrossRef]
- Singh, V.; Mondal, C.; Kumar, A.; Bhattacharjee, P.P.; Ghosal, P. High temperature compressive flow behavior and associated microstructural development in a β-stabilized high Nb-containing γ-TiAl based alloy. J. Alloys Compd. 2019, 788, 573–585. [Google Scholar] [CrossRef]
- Wimler, D.; Lindemann, J.; Kremmer, T.; Clemens, H.; Mayer, S. Microstructure and mechanical properties of novel TiAl alloys tailored via phase and precipitate morphology. Intermetallics 2021, 138, 107316. [Google Scholar] [CrossRef]
- Liu, P.; Hou, B.; Wang, A.; Xie, J.; Wang, Z. Balancing the strength and ductility of Ti2AlC/TiAl composite with a bioinspired micro-nano laminated architecture. Mater. Des. 2022, 220, 110851. [Google Scholar] [CrossRef]
- Zhang, Y.; Lee, Y.J.; Chang, S.; Chen, Y.; Bai, Y.; Zhang, J.; Wang, H. Microstructural modulation of TiAl alloys for controlling ultra-precision machinability. Int. J. Mach. Tools Manuf. 2022, 174, 103851. [Google Scholar] [CrossRef]
- Li, X.; Zhang, W. Interfacial reaction in SiCf/C/TiAl matrix composites. J. Mater. Res. Technol. 2021, 12, 1227–1234. [Google Scholar] [CrossRef]
- Ye, P.; Jin, X.; Fang, W.; Li, X.; Wu, H.; Fan, G. Hot deformation behavior and microstructure evolution of a high Nb containing PM TiAl composite reinforced with Ti2AlC particles. Mater. Today Commun. 2021, 29, 102862. [Google Scholar] [CrossRef]
- Weisheit, A.; Dutta, A.; Rittinghaus, S.K.; Majumdar, J.D. Structure-property-process parameters correlation of laser additive manufactured TiC dispersed titanium aluminide (Ti45Al5Nb0.5Si) composite. Intermetallics 2021, 134, 107185. [Google Scholar] [CrossRef]
- Song, X.-J.; Cui, H.-Z.; Hou, N.; Wei, N.; Han, Y.; Tian, J.; Song, Q. Lamellar structure and effect of Ti2AlC on properties of prepared in-situ TiAl matrix composites. Ceram. Int. 2016, 42, 13586–13592. [Google Scholar] [CrossRef]
- Wang, L.; Liang, X.; Jiang, F.; Ouyang, S.; Liu, B.; Liu, Y. Phase transformation and deformation behavior of a TiAl–Nb composite under quasi-static and dynamic loadings. Mater. Sci. Eng. A 2021, 829, 142155. [Google Scholar] [CrossRef]
- Ma, C.; Gu, D.; Dai, D.; Zhang, H.; Zhang, H.; Yang, J.; Guo, M.; Du, Y.; Gao, J. Microstructure evolution and high-temperature oxidation behaviour of selective laser melted TiC/TiAl composites. Surf. Coat. Technol. 2019, 375, 534–543. [Google Scholar] [CrossRef]
- Lapin, J.; Štamborská, M.; Pelachová, T.; Čegan, T.; Volodarskaja, A. Hot deformation behaviour and microstructure evolution of TiAl-based alloy reinforced with carbide particles. Intermetallics 2020, 127, 106962. [Google Scholar] [CrossRef]
- Duan, X.-Z.; Xin, B.-D.; Miao, T.-J.; Xie, J.-F.; Yang, H.-Y.; Han, X.; Qiu, F.; Li, X.-J. Microstructural and performance characterization of in-situ biphasic micro-nano scale (TiB2-TiCx)/Al-Cu-Mg composites with different ceramic and metal ratios designed for compact integration. J. Mater. Res. Technol. 2020, 9, 3418–3429. [Google Scholar] [CrossRef]
- Chen, R.; Fang, H.; Chen, X.; Su, Y.; Ding, H.; Guo, J.; Fu, H. Formation of TiC/Ti2AlC and α2+ γ in in-situ TiAl composites with different solidification paths. Intermetallics 2017, 81, 9–15. [Google Scholar] [CrossRef]
- Cheng, J.; Li, F.; Fu, L.; Qiao, Z.; Yang, J.; Liu, W. Dry-Sliding Tribological Properties of TiAl/Ti2AlC Composites. Tribol. Lett. 2013, 53, 457–467. [Google Scholar] [CrossRef]
- Luo, X.; Li, C.; Yang, Y.-Q.; Xu, H.-M.; Li, X.-Y.; Liu, S.; Li, P.T. Microstructure and interface thermal stability of C/Mo double-coated SiC fiber reinforced γ-TiAl matrix composites. Trans. Nonferrous Met. Soc. China 2016, 26, 1317–1325. [Google Scholar] [CrossRef]
- Ayodele, O.O.; Babalola, B.J.; Olubambi, P.A. Microstructures and mechanical properties of ceramics reinforced titanium matrix fabricated by pulsed electric current sintering. J. Mater. Res. Technol. 2022, 17, 2807–2817. [Google Scholar] [CrossRef]
- Lazurenko, D.V.; Stark, A.; Esikov, M.A.; Paul, J.; Bataev, I.A.; Kashimbetova, A.A.; Mali, V.I.; Lorenz, U.; Pyczak, F. Ceramic-Reinforced γ-TiAl-Based Composites: Synthesis, Structure, and Properties. Materials 2019, 12, 629. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, P.; Sun, D.; Han, X.; Wang, Q. Investigation on the crystallographic orientation relationships and interface atomic structures in an in-situ Ti2AlN/TiAl composite. Mater. Des. 2017, 130, 239–249. [Google Scholar] [CrossRef]
- Ma, T.; Li, Q.; Wang, Y.; Wang, X.; Dong, D.; Zhu, D. Microstructure and mechanical properties of micro-nano Ti2AlC-reinforced TiAl composites. Intermetallics 2022, 146, 107563. [Google Scholar] [CrossRef]
- Kan, W.; Chen, B.; Peng, H.; Liang, Y.; Lin, J. Fabrication of nano-TiC reinforced high Nb-TiAl nanocomposites by electron beam melting. Mater. Lett. 2020, 259, 126856. [Google Scholar] [CrossRef]
- Tan, Y.; Chen, R.; Fang, H.; Liu, Y.; Ding, H.; Su, Y.; Guo, J.; Fu, H. Microstructure evolution and mechanical properties of TiAl binary alloys added with SiC fibers. Intermetallics 2018, 98, 69–78. [Google Scholar] [CrossRef]
- Li, W.; Yang, Y.; Liu, J.; Zhou, Y.; Li, M.; Wen, S.; Wei, Q.; Yan, C.; Shi, Y. Enhanced nanohardness and new insights into texture evolution and phase transformation of TiAl/TiB2 in-situ metal matrix composites prepared via selective laser melting. Acta Mater. 2017, 136, 90–104. [Google Scholar] [CrossRef]
- Zhang, K.; Hu, R.; Li, J.; Yang, J.; Gao, Z. Grain refinement of 1 at.% Ta-containing cast TiAl-based alloy by cyclic air-cooling heat treatment. Mater. Lett. 2020, 274, 127940. [Google Scholar] [CrossRef]
- Zhou, M.; Hu, R.; Li, J.; Yang, C.; Liu, H.; Luo, X. Investigations of interfacial reaction and toughening mechanisms of Ta fiber-reinforced TiAl-matrix composites. Mater. Charact. 2022, 183, 111584. [Google Scholar] [CrossRef]
- Zhang, K.; Hu, R.; Yang, J.; Xu, B. The phase transformation behavior between γ lamellae and massive γ in a Ta containing TiAl-based alloy. J. Alloy. Compd. 2020, 821, 153290. [Google Scholar] [CrossRef]
- Borovinskaya, I.P. Tantalum Nitride. In Concise Encyclopedia of Self-Propagating High-Temperature Synthesis; Borovinskaya, I.P., Gromov, A.A., Levashov, E.A., Maksimov, Y.M., Mukasyan, A.S., Rogachev, A.S., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 370–371. [Google Scholar]
- Novák, P.; Michalcová, A.; Šerák, J.; Vojtěch, D.; Fabián, T.; Randáková, S.; Průša, F.; Knotek, V.; Novák, M. Preparation of Ti–Al–Si alloys by reactive sintering. J. Alloy. Compd. 2009, 470, 123–126. [Google Scholar] [CrossRef]
- Ayodele, O.; Komape, T.; Awotunde, M.; Shongwe, M.; Obadele, B.; Babalola, B.; Olubambi, P. Fabrication And Effect Of Milling Time On Spark Plasma Sintered Ti6Al4V/Gr Composite. Mater. Today: Proc. 2019, 18, 3693–3701. [Google Scholar] [CrossRef]
- Babalola, B.J.; Shongwe, M.B.; Rominiyi, A.L.; Lepele, P.L.; Popoola, A.P.I. The Fabrication and Characterization of Spark Plasma Sintered Nickel Based Binary Alloy at Different Heating Rate. J. Micro Nano-Manuf. 2019, 7, 031004. [Google Scholar] [CrossRef]
- Babalola, B.J.; Akinribide, O.J.; Akinwamide, O.S.; Olubambi, P.A. Mechanical and tribological studies of sintered nickel-based ternary alloys. World J. Eng. 2021, 20, 273–282. [Google Scholar] [CrossRef]
- Ayodele, O.; Awotunde, M.; Shongwe, M.; Obadele, B.; Babalola, B.; Olubambi, P. Densification and microstructures of hybrid sintering of titanium alloy. Mater. Today Proc. 2020, 28, 781–784. [Google Scholar] [CrossRef]
- Babalola, B.J.; Ayodele, O.O.; Olubambi, P.A. Sintering of nanocrystalline materials: Sintering parameters. Heliyon 2023, 9, e14070. [Google Scholar] [CrossRef] [PubMed]
- Ayodele, O.O.; Babalola, B.J.; Olubambi, P.A. Evaluation of the Wear and Mechanical Properties of Titanium Diboride-Reinforced Titanium Matrix Composites Prepared by Spark Plasma Sintering. Materials 2023, 16, 2078. [Google Scholar] [CrossRef] [PubMed]
- Thornby, J.; Verma, D.; Cochrane, R.; Westwood, A.; Manakari, V.B.; Gupta, M.; Haghshenas, M. Indentation-based characterization of creep and hardness behavior of magnesium carbon nanotube nanocomposites at room temperature. SN Appl. Sci. 2019, 1, 695. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Wang, K.; Li, Z.; Wang, D.; Han, F. Synthesis and mechanical properties of bulk Al76Ni8Ti8Zr4Y4 alloy fabricated by consolidation of mechanically alloyed amorphous powders. J. Alloys Compd. 2015, 632, 617–622. [Google Scholar] [CrossRef]
- Sourani, F.; Enayati, M.H.; Zhou, X.; Wang, S.; Ngan, A.H.W. Nanoindentation behavior of nanostructured bulk (Fe,Cr)Al and (Fe,Cr)Al-Al2O3 nanocomposites. J. Alloys Compd. 2019, 792, 348–356. [Google Scholar] [CrossRef]
- Babalola, B.J.; Ayodele, O.O.; Awotunde, M.A.; Akinwamide, S.O.; Olubambi, P.A. Microstructure and mechanical properties of Ni-17Cr-xCo ternary alloys fabricated via field-assisted sintering. Mater. Lett. 2021, 302, 130404. [Google Scholar] [CrossRef]
- Oke, S.R.; Mphahlele, M.R.; Ige, O.O.; Falodun, O.E.; Okoro, A.M.; Olubambi, P.A. Structural characterization and nanoindentation studies on mechanical properties of spark plasma sintered duplex stainless steel nanocomposite. J. Alloys Compd. 2020, 840, 155648. [Google Scholar] [CrossRef]
- Thornby, J.; Harris, A.; Bird, A.; Beake, B.; Manakari, V.; Gupta, M.; Haghshenas, M. Micromechanics and indentation creep of magnesium carbon nanotube nanocomposites: 298 K–573 K. Mater. Sci. Eng. A 2020, 801, 140418. [Google Scholar] [CrossRef]
- Sengupta, B.; Mallick, A.B. Processing, microstructure and mechanical properties of in-situ Al-TiB2 metal matrix composites. Mater. Today Proc. 2022, 67, 351–357. [Google Scholar] [CrossRef]
- Babalola, B.J.; Salifu, S.; Olubambi, P.A. Effect of Mechanical Milling on the Mechanical, Dry Sliding Wear, and Impact Response of Sintered Nickel Based Superalloy. J. Mater. Eng. Perform. 2020, 29, 8348–8358. [Google Scholar] [CrossRef]
- Thomas, T.; Zhang, C.; Sahu, A.; Nautiyal, P.; Loganathan, A.; Laha, T.; Boesl, B.; Agarwal, A. Effect of graphene reinforcement on the mechanical properties of Ti2AlC ceramic fabricated by spark plasma sintering. Mater. Sci. Eng. A 2018, 728, 45–53. [Google Scholar] [CrossRef]
- Maja, M.E.; Falodun, O.E.; Obadele, B.A.; Oke, S.R.; Olubambi, P.A. Nanoindentation studies on TiN nanoceramic reinforced Ti–6Al–4V matrix composite. Ceram. Int. 2018, 44, 4419–4425. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Genta, G.; Maculotti, G.; Barbato, G.; Levi, R.; Galetto, M. Effect of contact stiffness and machine calibration in nano-indentation testing. Procedia CIRP 2018, 78, 208–212. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Hynowska, A.; Pellicer, E.; Fornell, J.; González, S.; van Steenberge, N.; Suriñach, S.; Gebert, A.; Calin, M.; Eckert, J.; Baró, M.D.; et al. Nanostructured β-phase Ti–31.0Fe–9.0Sn and sub-μm structured Ti–39.3Nb–13.3Zr–10.7Ta alloys for biomedical applications: Microstructure benefits on the mechanical and corrosion performances. Mater. Sci. Eng. C 2012, 32, 2418–2425. [Google Scholar] [CrossRef]
- Okoro, A.M.; Machaka, R.; Lephuthing, S.S.; Oke, S.R.; Awotunde, M.A.; Olubambi, P.A. Nanoindentation studies of the mechanical behaviours of spark plasma sintered multiwall carbon nanotubes reinforced Ti6Al4V nanocomposites. Mater. Sci. Eng. A 2019, 765, 138320. [Google Scholar] [CrossRef]
- Genc, O.; Unal, R. Development of gamma titanium aluminide (γ-TiAl) alloys: A review. J. Alloy. Compd. 2022, 929, 167262. [Google Scholar] [CrossRef]
- Lundström, D. Creep Behaviour of Titanium Aluminides and Its Relation to Phase Distributions and Dislocation Structures; Chalmers University of Technology: Gothenburg, Sweden, 2001. [Google Scholar]
- Basak, A.K.; Pramanik, A.; Islam, M.N.; Anandakrishnan, V. 14—Challenges and recent developments on nanoparticle-reinforced metal matrix composites. In Fillers and Reinforcements for Advanced Nanocomposites; Dong, Y., Umer, R., Lau, A.K.-T., Eds.; Woodhead Publishing: Cambridge, UK, 2015; pp. 349–367. [Google Scholar]
- Shankar, E.; Prabu, S.B. Microstructure and mechanical properties of Ti (C, N) based cermets reinforced with different ceramic particles processed by spark plasma sintering. Ceram. Int. 2017, 43, 10817–10823. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, T.; Chen, L.; Yu, T.; Sun, J.; Guan, C. Microstructure and mechanical properties of Ti–C–TiN-reinforced Ni204-based laser-cladding composite coating. Ceram. Int. 2021, 47, 5918–5928. [Google Scholar] [CrossRef]
- Jarząbek, D.M. The impact of weak interfacial bonding strength on mechanical properties of metal matrix—Ceramic reinforced composites. Compos. Struct. 2018, 201, 352–362. [Google Scholar] [CrossRef]
- Ostolaza, M.; Arrizubieta, J.I.; Queguineur, A.; Valtonen, K.; Lamikiz, A.; Ituarte, I.F. Influence of process parameters on the particle–matrix interaction of WC-Co metal matrix composites produced by laser-directed energy deposition. Mater. Des. 2022, 223, 111172. [Google Scholar] [CrossRef]
- Sauthoff, G. Multiphase intermetallic alloys for structural applications. Intermetallics 2000, 8, 1101–1109. [Google Scholar] [CrossRef]
- Rominiyi, A.L.; Mashinini, P.M. Nanoindentation study of mechanical and wear properties of spark plasma sintered Ti-6Ni-xTiCN composites. Ceram. Int. 2023, 49, 2194–2203. [Google Scholar] [CrossRef]
- Huang, P.; Liu, R.; Wu, X.J.; Yao, M.X. Mechanical Properties and Corrosion Resistance of a Novel Ni-Cr-Mo Alloy. Adv. Eng. Mater. 2007, 9, 60–64. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S/N | Powder | Purity (%) | Particle Size (µm) | Source |
|---|---|---|---|---|
| 1 | Ti-48Al-2Cr-2Nb | 99.8 | <36 | TLS Technik, Bitterfeld, Germany |
| 2 | TaN | 99 | 4–10 | Cerac Inc., Milwaukee, WI, USA |
| Sintered Material | Crystallite Size, D (nm) | Lattice Strain, ɛ (%) | |
|---|---|---|---|
| TiAl | 24.7392 | 3.129 | 0.0016 |
| TiAl−2wt.%TaN | 21.4744 | 4.312 | 0.00217 |
| TiAl−4wt.%TaN | 21.186 | 6.444 | 0.0022 |
| TiAl−6wt.%TaN | 19.104 | 7.303 | 0.00274 |
| TiAl−8wt.%TaN | 15.1309 | 13.84 | 0.00437 |
| TiAl−10wt.%TaN | 13.510 | 16.271 | 0.00548 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Babalola, B.J.; Ayodele, O.O.; Olubambi, P.A. Nanoindentation and Structural Analysis of Sintered TiAl(100−x)-xTaN Composites at Room Temperature. Materials 2023, 16, 2607. https://doi.org/10.3390/ma16072607
Babalola BJ, Ayodele OO, Olubambi PA. Nanoindentation and Structural Analysis of Sintered TiAl(100−x)-xTaN Composites at Room Temperature. Materials. 2023; 16(7):2607. https://doi.org/10.3390/ma16072607
Chicago/Turabian StyleBabalola, Bukola Joseph, Olusoji Oluremi Ayodele, and Peter Apata Olubambi. 2023. "Nanoindentation and Structural Analysis of Sintered TiAl(100−x)-xTaN Composites at Room Temperature" Materials 16, no. 7: 2607. https://doi.org/10.3390/ma16072607