
Effects of Ti on the Microstructural Evolution and Mechanical Property of the SiBCN-Ti Composite Ceramics
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Amorphous SiBCN-Ti Powders
2.2. Preparation of Nanocrystalline SiBCN-Ti Bulk Ceramics
2.3. Characterization Methods
3. Results
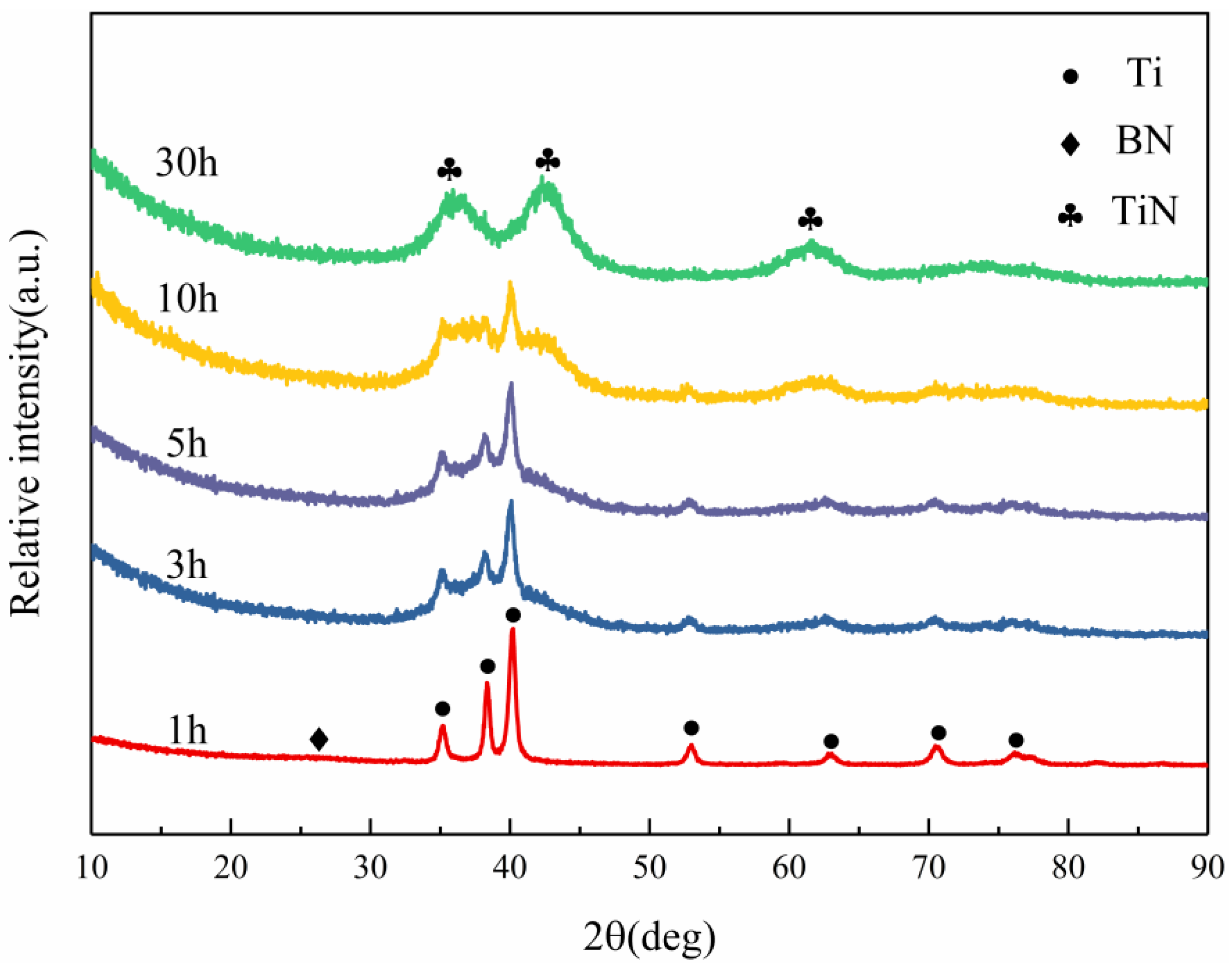
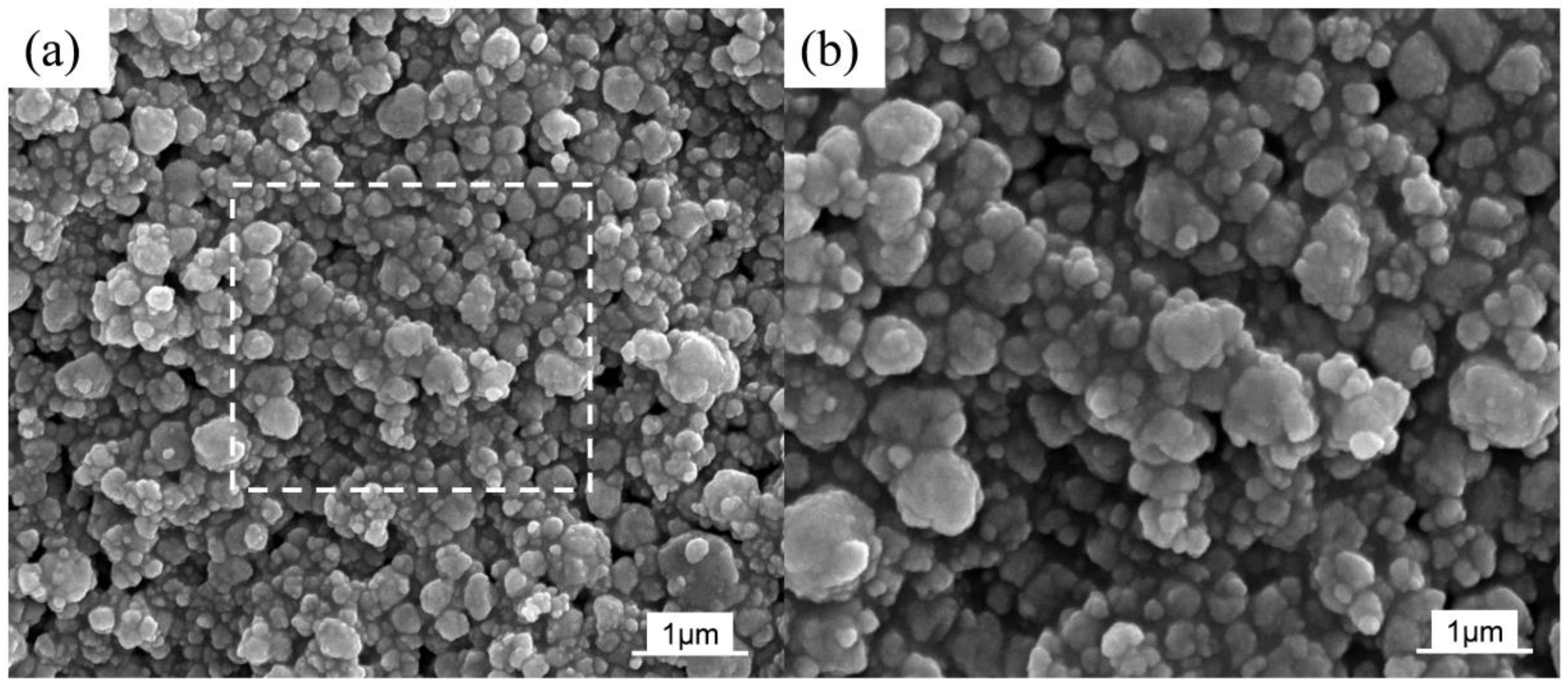
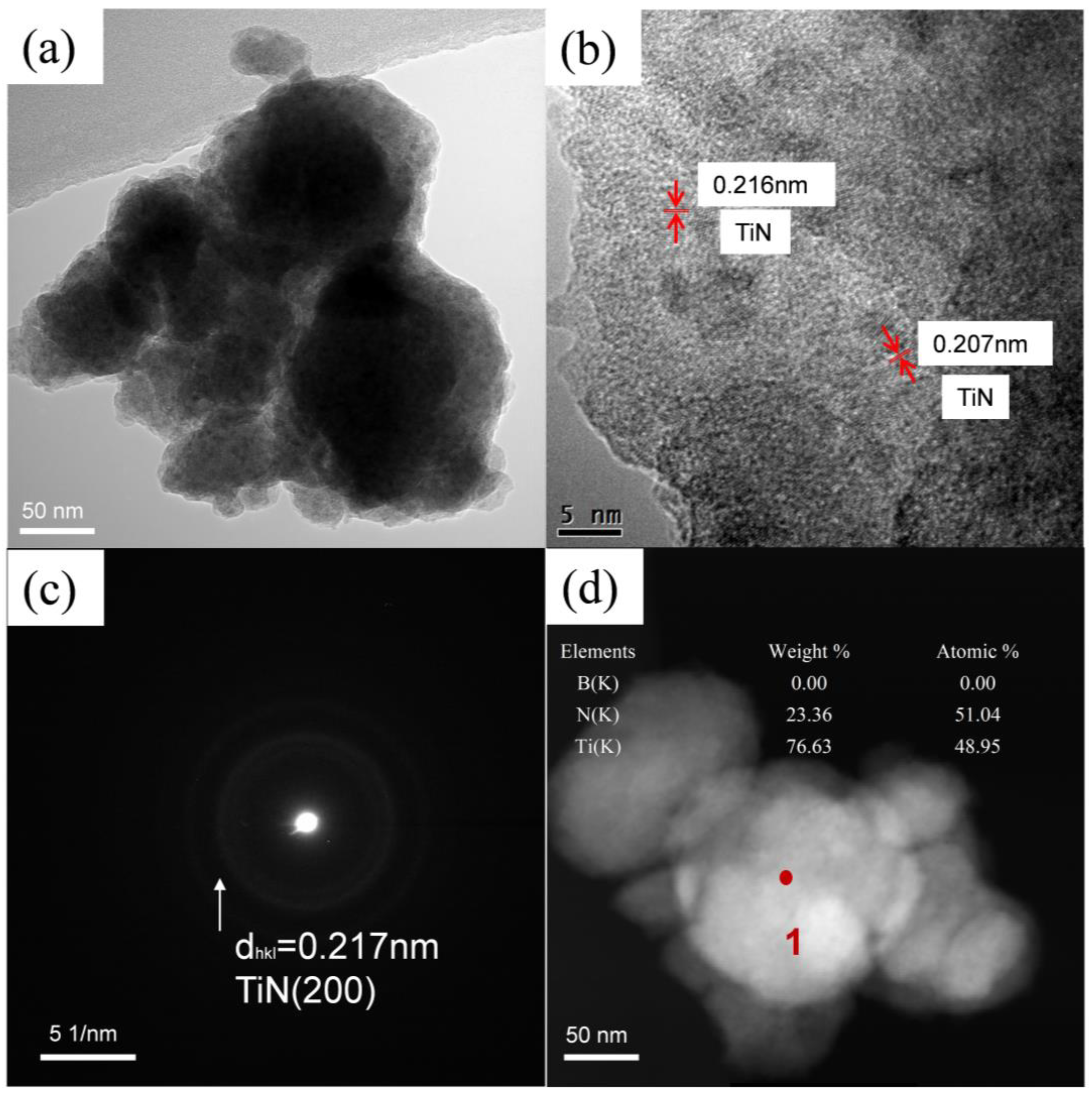
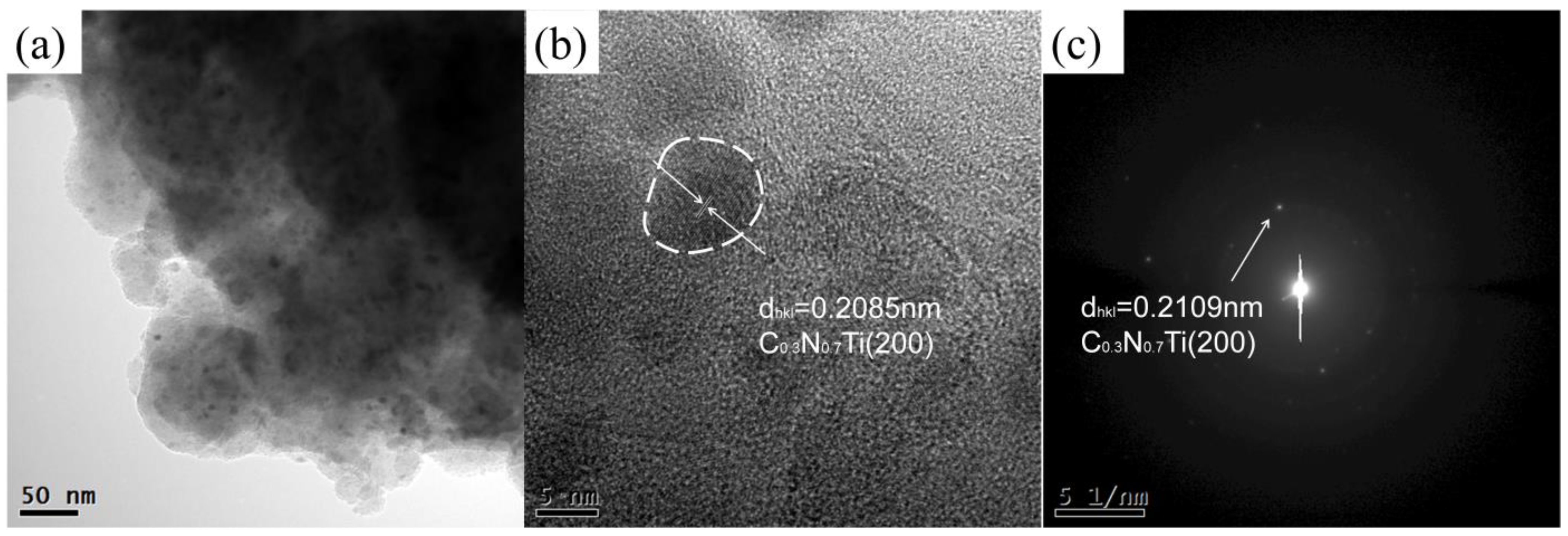
3.1. Synthesis and Characterization of SiBCN-Ti Powders
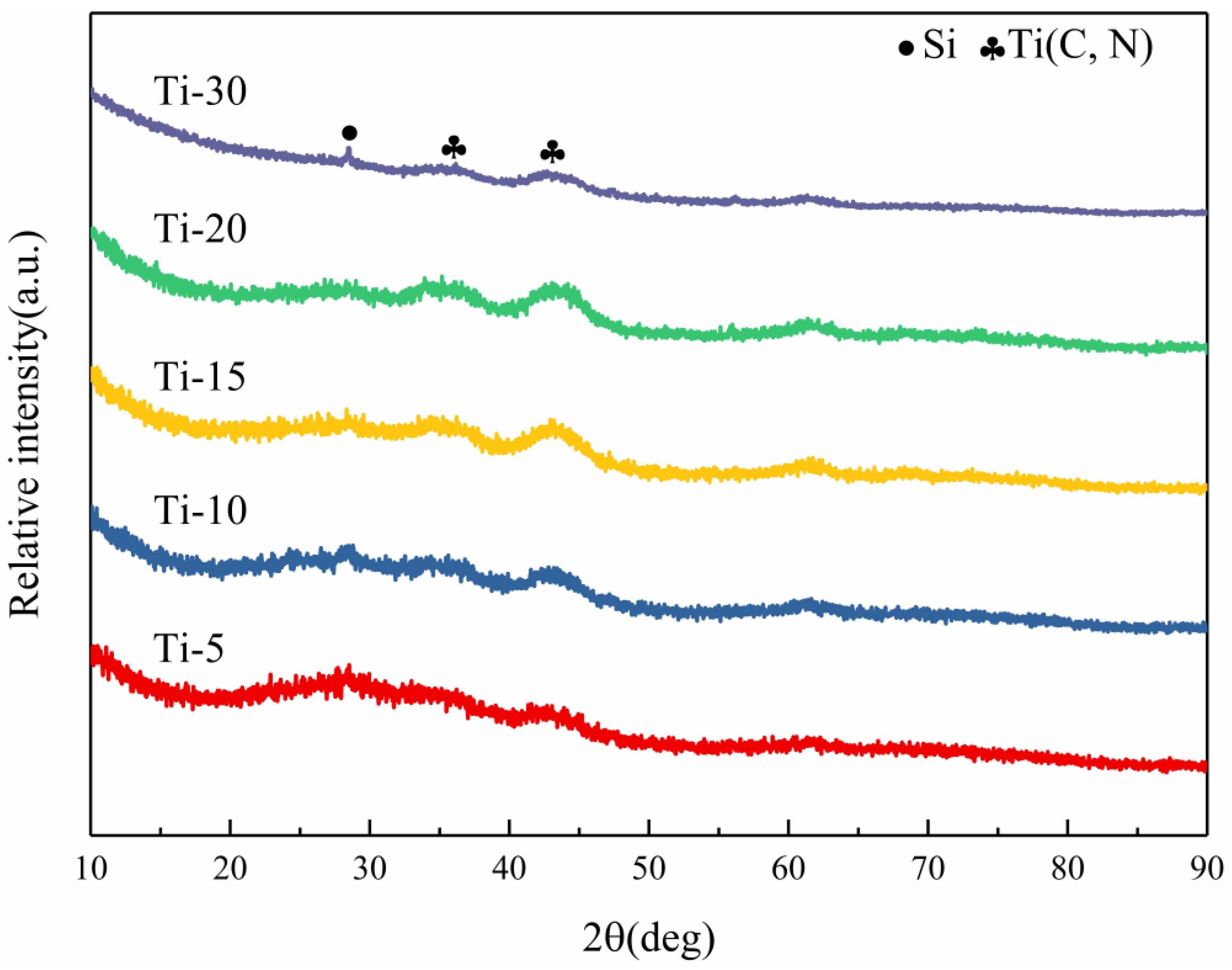
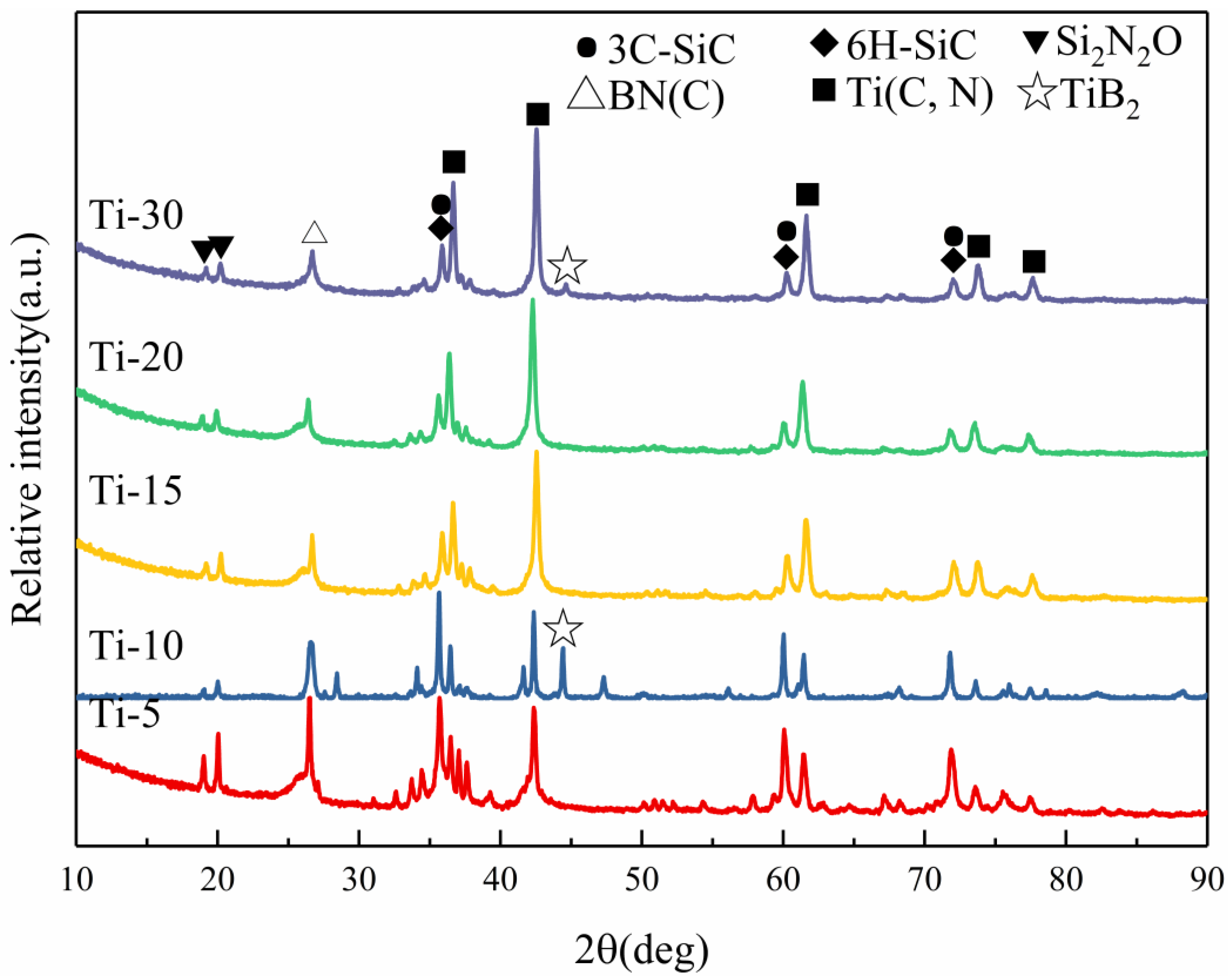
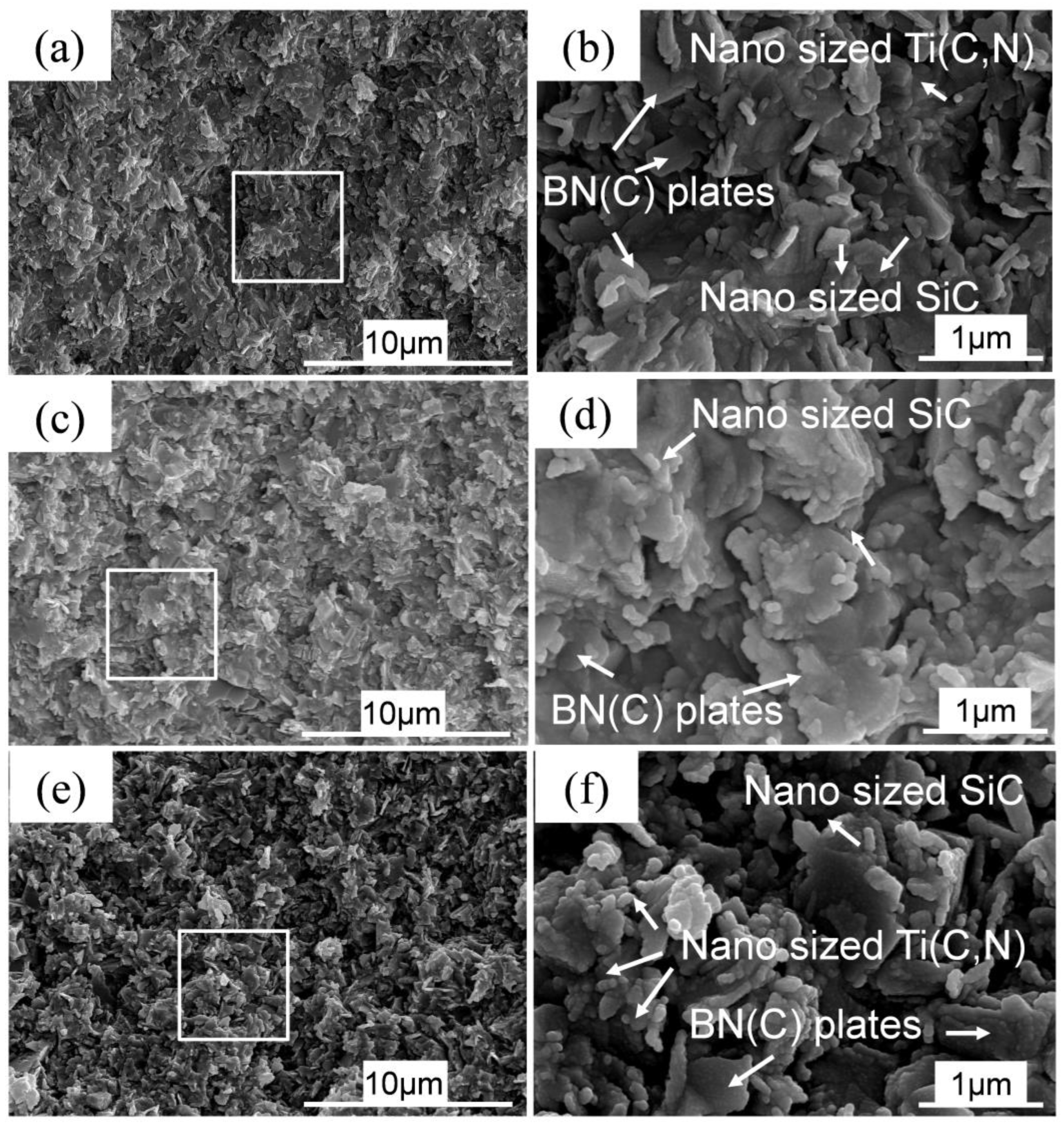
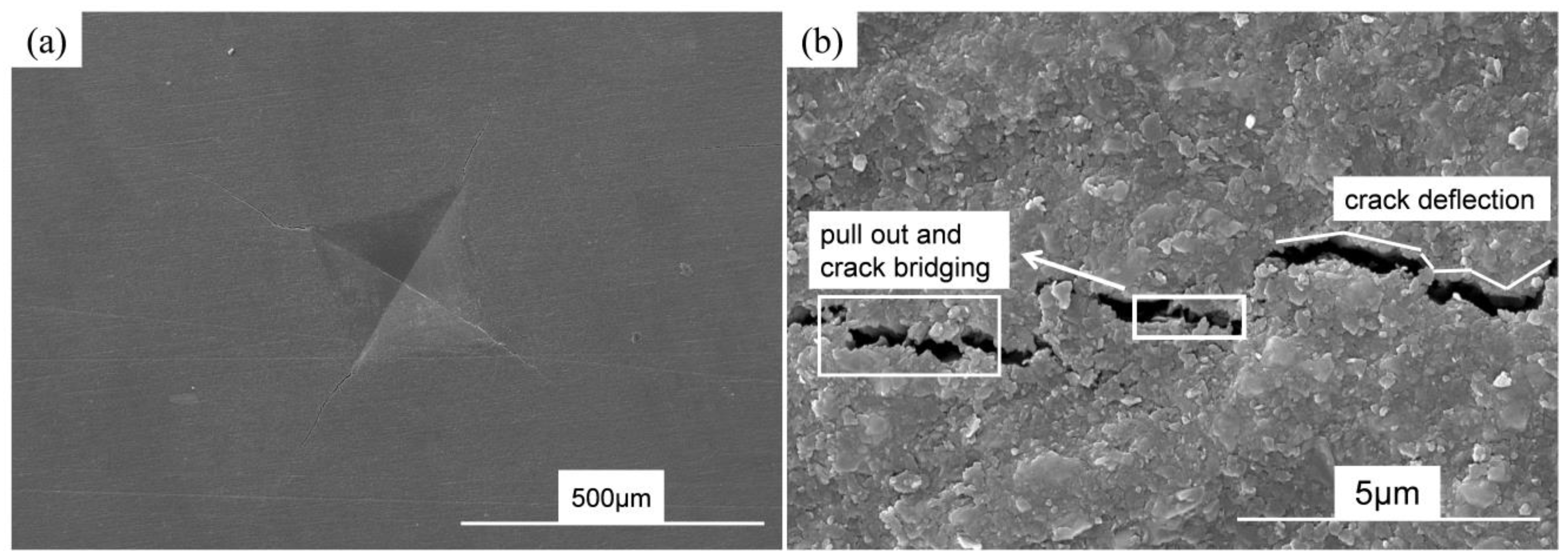
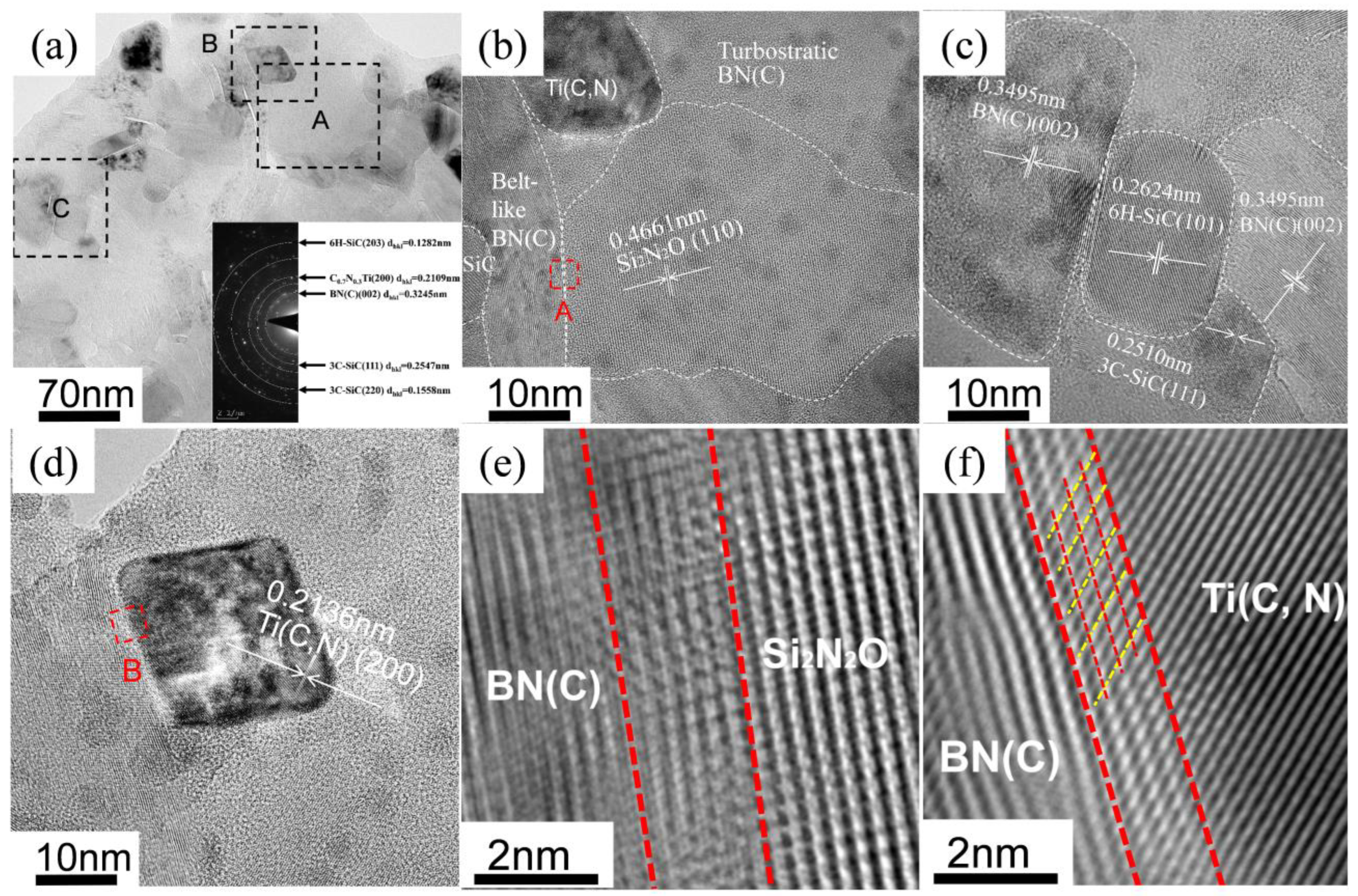
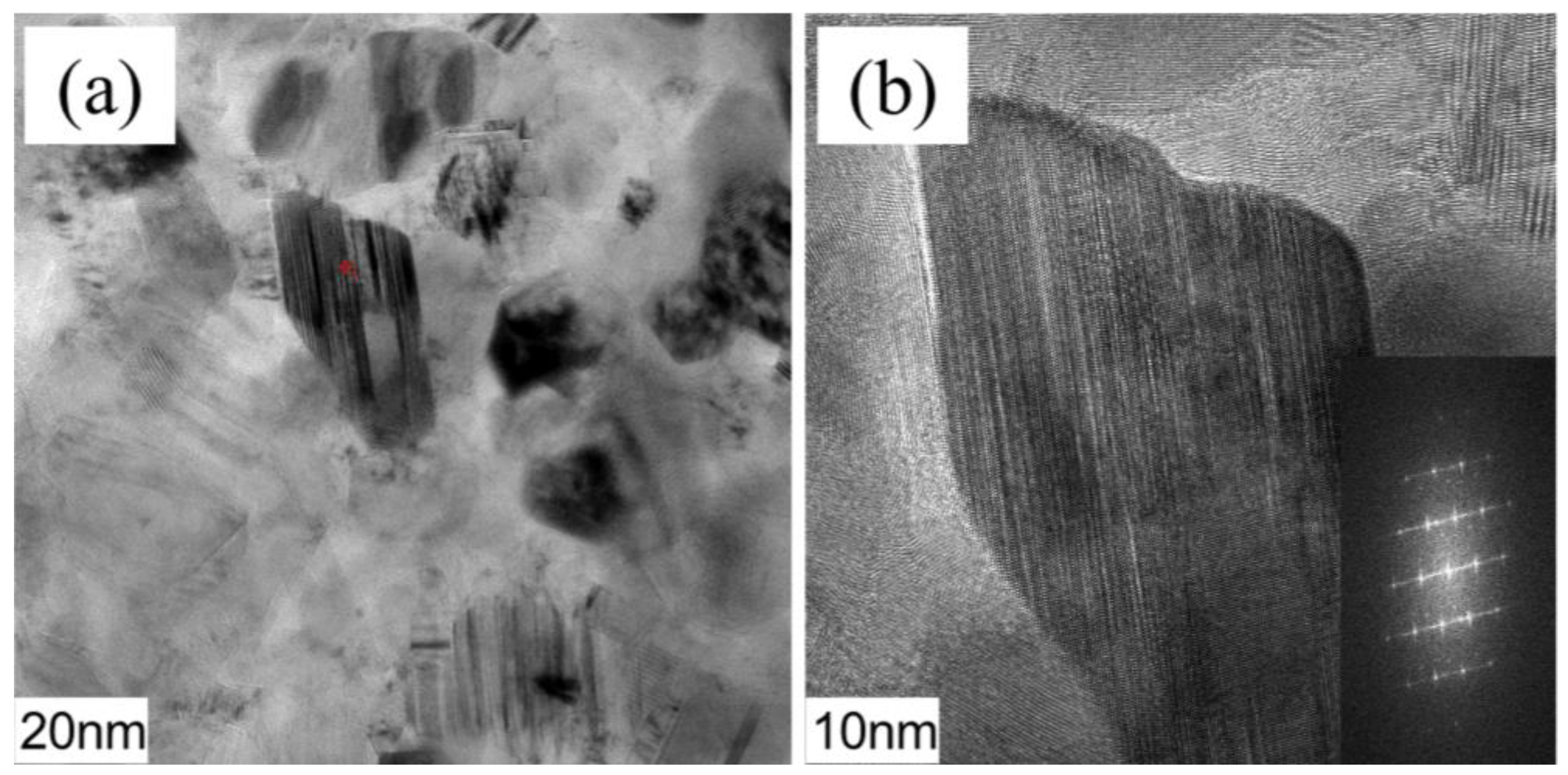
3.2. Microstructural Evolution and Mechanical Properties of SiBCN-Ti Bulk Ceramics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, D.; Jia, D.; Yang, Z.; Zhou, Y. Principles, design, structure and properties of ceramics for microwave absorption or transmission at high-temperatures. Int. Mater. Rev. 2022, 67, 266–297. [Google Scholar] [CrossRef]
- Song, C.; Ye, F.; Cheng, L.; Liu, Y.; Zhang, Q. Long-term ceramic matrix composite for aeroengine. J. Adv. Ceram. 2022, 11, 1343–1374. [Google Scholar] [CrossRef]
- Song, C.; Liu, Y.; Ye, F.; Cheng, L.; Zhang, P.; Chai, N. Enhanced mechanical property and tunable dielectric property of SiCf/SiC-SiBCN composites by CVI combined with PIP. J. Adv. Ceram. 2021, 10, 758–767. [Google Scholar] [CrossRef]
- Wen, Q.; Qu, F.; Yu, Z.; Graczyk-Zajac, M.; Xiong, X.; Riedel, R. Si-based polymer-derived ceramics for energy conversion and storage. J. Adv. Ceram. 2022, 11, 197–246. [Google Scholar] [CrossRef]
- Kumar, N.R.; Prinz, S.; Cai, Y.; Zimmermann, A.; Aldinger, F.; Berger, F.; Müller, K. Crystallization and creep behavior of Si–B–C–N ceramics. Acta Mater. 2005, 53, 4567–4578. [Google Scholar] [CrossRef]
- Riedel, R.; Ruswisch, L.M.; An, L.; Raj, R. Amorphous Silicoboron Carbonitride Ceramic with Very High Viscosity at Temperatures above 1500 °C. J. Am. Ceram. Soc. 1998, 81, 3341–3344. [Google Scholar] [CrossRef]
- Riedel, R.; Kienzle, A.; Dressler, W.; Ruwisch, L.; Bill, J.; Aldinger, F. A silicoboron carbonitride ceramic stable to 2000 °C. Nature 1996, 382, 796–798. [Google Scholar] [CrossRef]
- Tang, Y.; Wang, J.; Li, X.; Li, W.; Wang, H.; Wang, X. Thermal stability of polymer derived SiBNC ceramics. Ceram. Int. 2009, 35, 2871–2876. [Google Scholar] [CrossRef]
- Matas, M.; Prochazka, M.; Vlcek, J.; Houska, J. Dependence of characteristics of Hf(M)SiBCN (M = Y, Ho, Ta, Mo) thin films on the M choice: Ab-initio and experimental study. Acta Mater. 2021, 206, 116628. [Google Scholar] [CrossRef]
- Luan, X.; Li, M.; Chang, S.; Li, Y.; Wang, K.; Song, X.; Riedel, R.; Cheng, L. Effect factors on thermal and mechanical properties of SiO2 and TiB2 modified SiBCN-based adhesives. Ceram. Int. 2020, 46, 19416–19424. [Google Scholar] [CrossRef]
- Feng, B.; Zhang, Y.; Li, B.; Hu, S. Medium-temperature sintering efficiency of ZrB2 ceramics using polymer-derived SiBCN as a sintering aid. J. Am. Ceram. Soc. 2019, 102, 855–866. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, Y.; Sun, Y.; Xu, Y.; Yang, M. Synthesis and characteristic of SiBCN/HfN ceramics with high temperature oxidation resistance. J. Alloys Compd. 2016, 685, 828–835. [Google Scholar] [CrossRef]
- Kumar, R.; Cai, Y.; Gerstel, P.; Rixecker, G.; Aldinger, F. Processing, crystallization and characterization of polymer derived nano-crystalline Si–B–C–N ceramics. J. Mater. Sci. 2006, 41, 7088–7095. [Google Scholar] [CrossRef]
- Weinmann, M.; Kamphowe, T.W.; Schuhmacher, J.; Müller, K.; Aldinger, F. Design of Polymeric Si−B−C−N Ceramic Precursors for Application in Fiber-Reinforced Composite Materials. Chem. Mater. 2000, 12, 2112–2122. [Google Scholar] [CrossRef]
- Colombo, P.; Mera, G.; Riedel, R.; Sorarù, G.D. Polymer-Derived Ceramics: 40 Years of Research and Innovation in Advanced Ceramics. J. Am. Ceram. Soc. 2010, 93, 1805–1837. [Google Scholar] [CrossRef]
- Lee, S.-H.; Weinmann, M.; Gerstel, P.; Aldinger, F. Extraordinary thermal stability of SiC particulate-reinforced polymer-derived Si–B–C–N composites. Scr. Mater. 2008, 59, 607–610. [Google Scholar] [CrossRef]
- Bharadwaj, L.; Fan, Y.; Zhang, L.; Jiang, D.; An, L. Oxidation Behavior of a Fully Dense Polymer-Derived Amorphous Silicon Carbonitride Ceramic. J. Am. Ceram. Soc. 2010, 87, 483–486. [Google Scholar] [CrossRef]
- Yang, Z.-H.; Jia, D.-C.; Zhou, Y.; Yu, C.-Q. Fabrication and characterization of amorphous SiBCN powders. Ceram. Int. 2007, 33, 1573–1577. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Klassen, T.; Ivanov, E. Synthesis of nanocomposites and amorphous alloys by mechanical alloying. J. Mater. Sci. 2011, 46, 6301–6315. [Google Scholar] [CrossRef]
- Jia, D.; Liang, B.; Yang, Z.; Zhou, Y. Metastable Si-B-C-N ceramics and their matrix composites developed by inorganic route based on mechanical alloying: Fabrication, microstructures, properties and their relevant basic scientific issues. Prog. Mater. Sci. 2018, 98, 1–67. [Google Scholar] [CrossRef]
- Li, D.; Yang, Z.; Mao, Z.; Jia, D.; Cai, D.; Liang, B.; Duan, X.; He, P.; Rao, J. Microstructures, mechanical properties and oxidation resistance of SiBCN ceramics with the addition of MgO, ZrO2 and SiO2 (MZS) as sintering additives. RSC Adv. 2015, 5, 52194–52205. [Google Scholar] [CrossRef]
- Ye, D.; Jia, D.-C.; Yang, Z.-H.; Sun, Z.-L.; Zhang, P.-F. Microstructures and mechanical properties of SiBCNAl ceramics produced by mechanical alloying and subsequent hot pressing. J. Zhejiang Univ. A 2010, 11, 761–765. [Google Scholar] [CrossRef]
- Liang, B.; Yang, Z.; Jia, D.; Guo, S.; Zhu, Q.; Liao, X.; Miao, Y.; Zhang, Q.; Zhou, Y. Densification, microstructural evolution and mechanical properties of Si-B-C-N monoliths with LaB6 addition. J. Alloys Compd. 2017, 696, 1090–1095. [Google Scholar] [CrossRef]
- Li, D.; Wu, D.; Yang, Z.; Zhou, Y.; Wang, S.; Duan, X.; Jia, D.; Zhu, Q.; Zhou, Y. Effects of in situ amorphous graphite coating on ablation resistance of SiC fiber reinforced SiBCN ceramics in an oxyacetylene flame. Corros. Sci. 2016, 113, 31–45. [Google Scholar] [CrossRef]
- Kang, S. Stability of N in Ti(CN) Solid Solutions for Cermet Applications. Powder Met. 1997, 40, 139–142. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, N. Microstructure, mechanical properties and thermal shock resistance of nano-TiN modified TiC-based cermets with different binders. Int. J. Refract. Met. Hard Mater. 2008, 26, 575–582. [Google Scholar] [CrossRef]
- Ohashi, M.; Nakamura, K.; Hirao, K.; Toriyama, M.; Kanzaki, S. Factors affecting mechanical properties of silicon oxynitride ceramics. Ceram. Int. 1997, 23, 27–37. [Google Scholar] [CrossRef]
- Li, X.; Zhang, L.; Yin, X. Study on in-situ reaction synthesis and mechanical properties of Si2N2O ceramic. Ceram. Int. 2013, 39, 3035–3041. [Google Scholar] [CrossRef]
- Radwan, M.; Kashiwagi, T.; Miyamoto, Y. New synthesis route for Si2N2O ceramics based on desert sand. J. Eur. Ceram. Soc. 2003, 23, 2337–2341. [Google Scholar] [CrossRef]
- Wu, S.; Li, X. Preparation of pure nano-grained Si2N2O ceramic. Int. J. Refract. Met. Hard Mater. 2013, 36, 97–100. [Google Scholar] [CrossRef]
- Zhang, P.; Jia, D.; Yang, Z.; Duan, X.; Zhou, Y. Microstructural features and properties of the nano-crystalline SiC/BN(C) composite ceramic prepared from the mechanically alloyed SiBCN powder. J. Alloys Compd. 2012, 537, 346–356. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Density (g/cm3) | Flexural Strength (MPa) | Elastic Modulus (GPa) | Fracture Toughness (MPa m1/2) | Vickers Hardness (GPa) |
|---|---|---|---|---|---|
| SiBCN [20] | – | 313 ± 5 | 136 ± 18 | 3.31 ± 0.02 | 4.2 ± 0.5 |
| SiBCN-MWCNTs | 2.58 | 462 ± 50 | 115 ± 2 | 5.54 ± 0.60 | 5.1 ± 0.2 |
| SiBCN-graphene | 2.44 | 135 ± 8 | 150 ± 3 | 5.40 ± 0.63 | 2.4 ± 0.1 |
| SiBCN-Zr | 4.11 | 400 | 252 | 3.16 | 9.6 |
| SiBCN-Al [22] | 2.90 | 527 ± 10 | 222 ± 28 | 5.25 ± 0.20 | 11.6 ± 0.5 |
| SiBCN-AlN | 2.74 | 416 ± 147 | 148 ± 8 | 4.08 ± 1.18 | 6.4 ± 1.2 |
| SiBCN-SiCf [24] | 2.57 | 284 ± 18 | 184 ± 11 | 2.78 ± 0.14 | – |
| SiBCN-HfC-TaC | – | 344.1 | – | 4.52 | – |
| SiBCN-LaB2 [23] | ~2.75 | 372 ± 15 | 166 ± 18 | 4.2 ± 0.1 | 6.4 ± 0.2 |
| Elements | Weight % | Atomic % |
|---|---|---|
| B(K) | 23.82 | 33.59 |
| C(K) | 18.06 | 22.92 |
| N(K) | 20.59 | 22.41 |
| O(K) | 1.92 | 1.83 |
| Si(K) | 35.21 | 19.11 |
| Ti(K) | 0.37 | 0.11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, H.; Li, D.; Yang, Z.; Duan, W.; Jia, D.; Zhou, Y. Effects of Ti on the Microstructural Evolution and Mechanical Property of the SiBCN-Ti Composite Ceramics. Materials 2023, 16, 3560. https://doi.org/10.3390/ma16093560
Peng H, Li D, Yang Z, Duan W, Jia D, Zhou Y. Effects of Ti on the Microstructural Evolution and Mechanical Property of the SiBCN-Ti Composite Ceramics. Materials. 2023; 16(9):3560. https://doi.org/10.3390/ma16093560
Chicago/Turabian StylePeng, Hao, Daxin Li, Zhihua Yang, Wenjiu Duan, Dechang Jia, and Yu Zhou. 2023. "Effects of Ti on the Microstructural Evolution and Mechanical Property of the SiBCN-Ti Composite Ceramics" Materials 16, no. 9: 3560. https://doi.org/10.3390/ma16093560