

Leveraging Deep Neural Networks for Estimating Vickers Hardness from Nanoindentation Hardness

 ,
,
Abstract
:1. Introduction
2. Methodology
2.1. Collection of Data
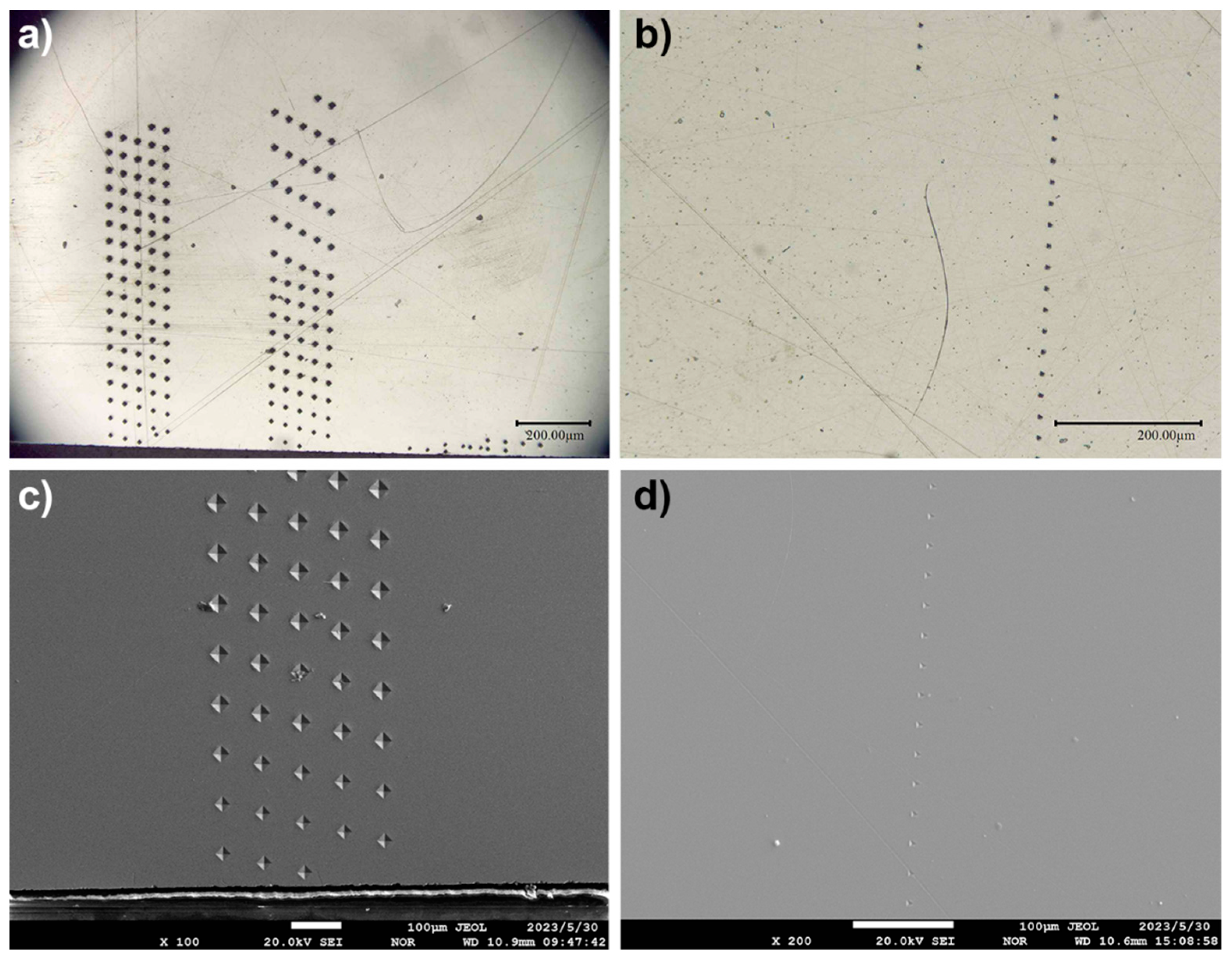
2.1.1. Materials and Surface Treatment
2.1.2. Hardness Test
2.2. DNN Model
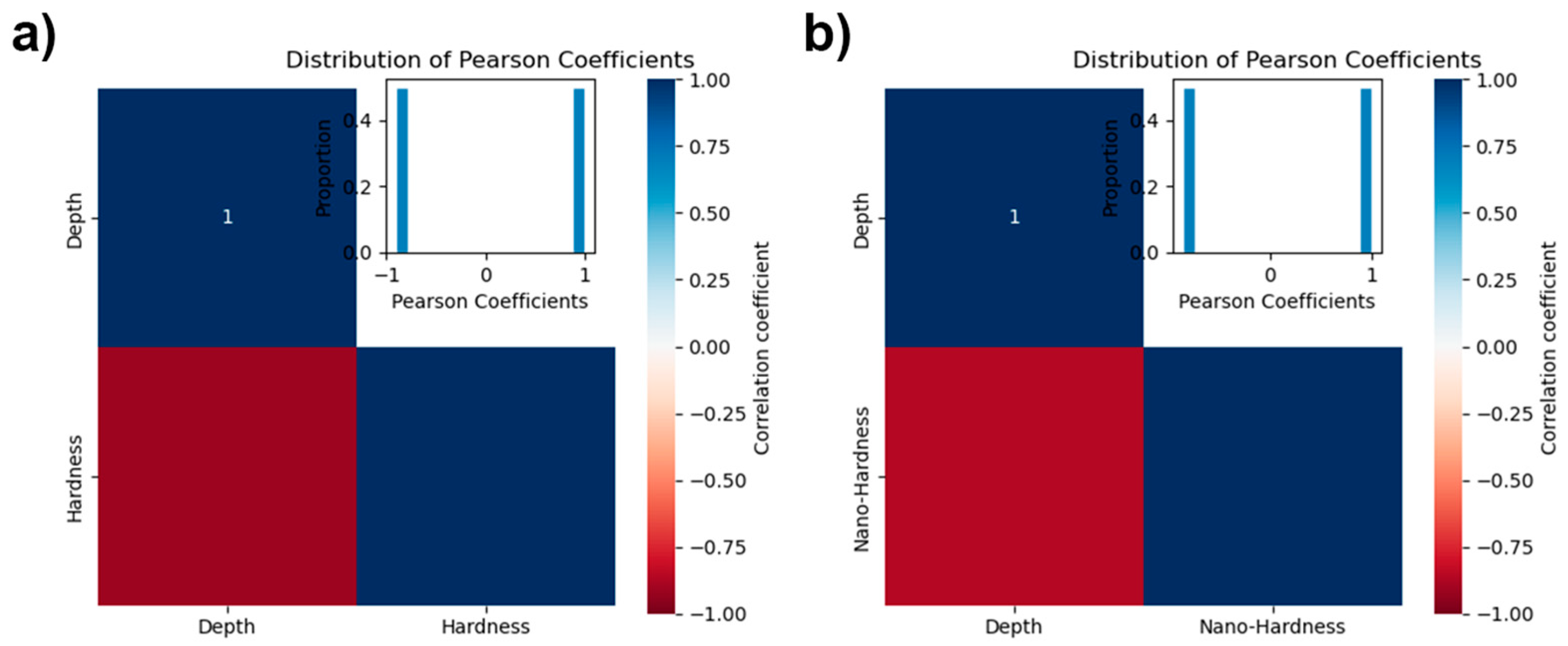
2.2.1. Depth-Hardness Model
2.2.2. Nanoindentation-Vickers Hardness Dataset
2.2.3. Nanoindentation–Vickers Hardness Model
3. Results and Discussion
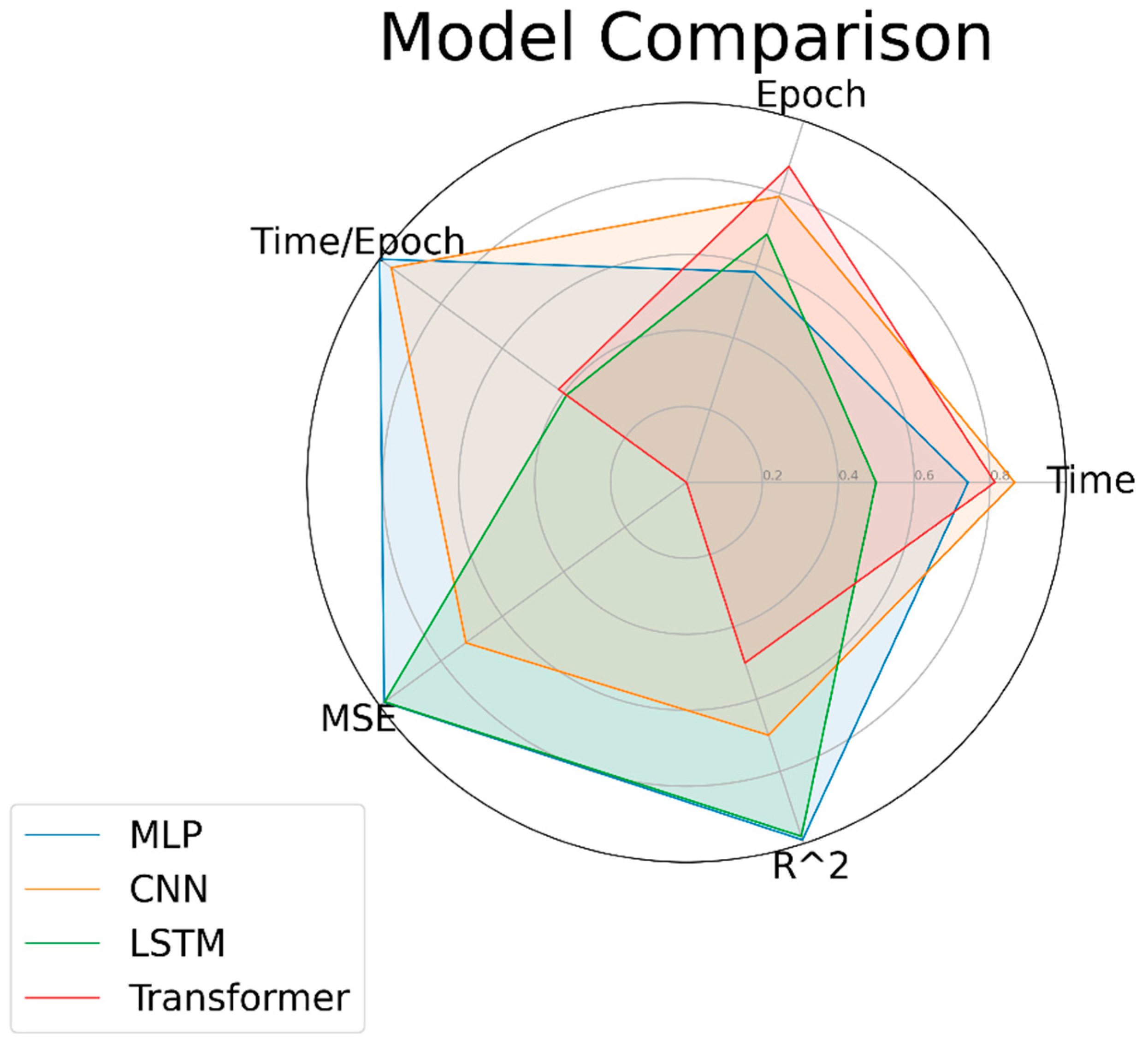
3.1. Validation of Nanoindentation–Vickers Hardness DNN Model
3.2. Experimental Verification of DNN Models
4. Conclusions
- Model Performance Comparison: The MLP and LSTM models demonstrated superior performance in terms of accuracy and error metrics, with the MLP showing particularly commendable iteration efficiency and precision in prediction. While the CNN model benefited from shorter training times, its accuracy was comparatively lower. The Transformer model was notably deficient in accuracy.
- Applicability Across Steel Varieties: The developed predictive models proved effective not only for M50NiL steel but also for other types of steel, indicating a broad adaptability. This suggests that the neural network models we developed hold the potential for widespread application in the field of materials science.
- Advancement in Measurement Techniques: This study supports the adoption of nanoindentation as a direct measurement method for HV hardness, particularly apt for thin films and areas with significant gradient variation. This method offers a more precise and convenient approach to determining hardness in materials with complex microstructures.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Olakanmi, E.O.T.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Liu, M.; Li, C.; Zhang, Y.; An, Q.; Yang, M.; Gao, T.; Mao, C.; Liu, B.; Cao, H.; Xu, X.; et al. Cryogenic minimum quantity lubrication machining: From mechanism to application. Front. Mech. Eng. 2021, 16, 649–697. [Google Scholar] [CrossRef]
- Elahinia, M.; Shayesteh Moghaddam, N.; Taheri Andani, M.; Amerinatanzi, A.; Bimber, B.A.; Hamilton, R.F. Fabrication of NiTi through additive manufacturing: A review. Prog. Mater. Sci. 2016, 83, 630–663. [Google Scholar] [CrossRef]
- Liu, W.; Wu, Y.; He, J.; Nieh, T.; Lu, Z. Grain growth and the Hall–Petch relationship in a high-entropy FeCrNiCoMn alloy. Scr. Mater. 2013, 68, 526–529. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Schuh, B.; Mendez-Martin, F.; Völker, B.; George, E.P.; Clemens, H.; Pippan, R.; Hohenwarter, A. Mechanical properties, microstructure and thermal stability of a nanocrystalline CoCrFeMnNi high-entropy alloy after severe plastic deformation. Acta Mater. 2015, 96, 258–268. [Google Scholar] [CrossRef]
- Chuang, M.-H.; Tsai, M.-H.; Wang, W.-R.; Lin, S.-J.; Yeh, J.-W. Microstructure and wear behavior of AlxCo1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar] [CrossRef]
- Yeh, J.-W.; Chen, S.K.; Lin, S.-J.; Gan, J.-Y.; Chin, T.-S.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Zhang, Z.; Sui, M.; Li, C.; Zhou, Z.; Liu, B.; Chen, Y.; Said, Z.; Debnath, S.; Sharma, S. Residual stress of grinding cemented carbide using MoS2 nano-lubricant. Int. J. Adv. Manuf. Technol. 2022, 119, 5671–5685. [Google Scholar] [CrossRef]
- Wang, L.; Ma, Z.; Qiu, H.; Zhang, Y.; Yu, Z.; Gu, J. Significantly Enhanced Electromagnetic Interference Shielding Performances of Epoxy Nanocomposites with Long-Range Aligned Lamellar Structures. Nano-Micro Lett. 2022, 14, 224. [Google Scholar] [CrossRef] [PubMed]
- Galindo-Nava, E.; Rivera-Díaz-Del-Castillo, P. Understanding the factors controlling the hardness in martensitic steels. Scr. Mater. 2016, 110, 96–100. [Google Scholar] [CrossRef]
- Ben Ghorbal, G.; Tricoteaux, A.; Thuault, A.; Louis, G.; Chicot, D. Comparison of conventional Knoop and Vickers hardness of ceramic materials. J. Eur. Ceram. Soc. 2017, 37, 2531–2535. [Google Scholar] [CrossRef]
- Kang, S.-K.; Kim, J.-Y.; Park, C.-P.; Kim, H.-U.; Kwon, D. Conventional Vickers and true instrumented indentation hardness determined by instrumented indentation tests. J. Mater. Res. 2010, 25, 337–343. [Google Scholar] [CrossRef]
- Broitman, E. Indentation Hardness Measurements at Macro-, Micro-, and Nanoscale: A Critical Overview. Tribol. Lett. 2017, 65, 23. [Google Scholar] [CrossRef]
- Chaudhri, M.M. Indentation hardness of diamond single crystals, nanopolycrystal, and nanotwinned diamonds: A critical review. Diam. Relat. Mater. 2020, 109, 108076. [Google Scholar] [CrossRef]
- Watari, F.; Yokoyama, A.; Omori, M.; Hirai, T.; Kondo, H.; Uo, M.; Kawasaki, T. Biocompatibility of materials and development to functionally graded implant for bio-medical application. Compos. Sci. Technol. 2004, 64, 893–908. [Google Scholar] [CrossRef]
- Rautkari, L.; Laine, K.; Kutnar, A.; Medved, S.; Hughes, M. Hardness and density profile of surface densified and thermally modified Scots pine in relation to degree of densification. J. Mater. Sci. 2013, 48, 2370–2375. [Google Scholar] [CrossRef]
- Prabu, S.B.; Karunamoorthy, L.; Kathiresan, S.; Mohan, B. Influence of stirring speed and stirring time on distribution of particles in cast metal matrix composite. J. Am. Acad. Dermatol. 2006, 171, 268–273. [Google Scholar] [CrossRef]
- Prasad, D.S.; Shoba, C.; Ramanaiah, N. Investigations on mechanical properties of aluminum hybrid composites. J. Mater. Res. Technol. 2014, 3, 79–85. [Google Scholar] [CrossRef]
- Orrit-Prat, J.; Bonet, R.; Rupérez, E.; Punset, M.; Ortiz-Hernández, M.; Guillem-Marti, J.; Lousa, A.; Cano, D.; Díaz, C.; Fuentes, G.G.; et al. Bactericidal silver-doped DLC coatings obtained by pulsed filtered cathodic arc co-deposition. Surf. Coat. Technol. 2021, 411, 126977. [Google Scholar] [CrossRef]
- Kang, S.; Jung, Y.-S.; Jun, J.-H.; Lee, Y.-K. Effects of recrystallization annealing temperature on carbide precipitation, microstructure, and mechanical properties in Fe–18Mn–0.6C–1.5Al TWIP steel. Mater. Sci. Eng. A 2010, 527, 745–751. [Google Scholar] [CrossRef]
- Qin, Y.; Mayweg, D.; Tung, P.-Y.; Pippan, R.; Herbig, M. Mechanism of cementite decomposition in 100Cr6 bearing steels during high pressure torsion. Acta Mater. 2020, 201, 79–93. [Google Scholar] [CrossRef]
- Lin, J.; Moore, J.J.; Mishra, B.; Pinkas, M.; Sproul, W.D. The structure and mechanical and tribological properties of TiBCN nanocomposite coatings. Acta Mater. 2010, 58, 1554–1564. [Google Scholar] [CrossRef]
- Chicot, D.; Bemporad, E.; Galtieri, G.; Roudet, F.; Alvisi, M.; Lesage, J. Analysis of data from various indentation techniques for thin films intrinsic hardness modelling. Thin Solid Films 2008, 516, 1964–1971. [Google Scholar] [CrossRef]
- Lu, Y.; Su, Y.; Ge, W.; Yang, T.; Yan, Z.; Wang, Y.; Xia, S. Conversion between Vickers hardness and nanohardness by correcting projected area with sink-in and pile-up effects. Plasma Sci. Technol. 2020, 22, 065602. [Google Scholar] [CrossRef]
- Chen, H.; Cai, L.-X. Theoretical Conversions of Different Hardness and Tensile Strength for Ductile Materials Based on Stress–Strain Curves. Met. Mater. Trans. A 2018, 49, 1090–1101. [Google Scholar] [CrossRef]
- Gibson, R.F. A review of recent research on nanoindentation of polymer composites and their constituents. Compos. Sci. Technol. 2014, 105, 51–65. [Google Scholar] [CrossRef]
- Ma, Z.; Gamage, R.P.; Zhang, C. Application of nanoindentation technology in rocks: A review. Géoméch. Geophys. Geo-Energy Geo-Resour. 2020, 6, 60. [Google Scholar] [CrossRef]
- Hua, D.; Xia, Q.; Wang, W.; Zhou, Q.; Li, S.; Qian, D.; Shi, J.; Wang, H. Atomistic insights into the deformation mechanism of a CoCrNi medium entropy alloy under nanoindentation. Int. J. Plast. 2021, 142, 102997. [Google Scholar] [CrossRef]
- Voyiadjis, G.Z.; Yaghoobi, M. Review of Nanoindentation Size Effect: Experiments and Atomistic Simulation. Crystals 2017, 7, 321. [Google Scholar] [CrossRef]
- Liu, X.; Athanasiou, C.E.; Padture, N.P.; Sheldon, B.W.; Gao, H. A machine learning approach to fracture mechanics problems. Acta Mater. 2020, 190, 105–112. [Google Scholar] [CrossRef]
- Liu, H.; Liu, Z.; Jia, W.; Lin, X.; Zhang, S. A novel transformer-based neural network model for tool wear estimation. Meas. Sci. Technol. 2020, 31, 065106. [Google Scholar] [CrossRef]
- Cha, Y.; Choi, W.; Suh, G.; Mahmoudkhani, S.; Büyüköztürk, O. Autonomous Structural Visual Inspection Using Region-Based Deep Learning for Detecting Multiple Damage Types: Autonomous SHM using deep faster R-CNN. Comput. Civ. Infrastruct. Eng. 2018, 33, 731–747. [Google Scholar] [CrossRef]
- Sadeghpour, E.; Nonn, A. Data-driven models for structure-property prediction in additively manufactured steels. Comput. Mater. Sci. 2022, 215, 111782. [Google Scholar] [CrossRef]
- Goh, G.B.; Hodas, N.O.; Vishnu, A. Deep learning for computational chemistry. J. Comput. Chem. 2017, 38, 1291–1307. [Google Scholar] [CrossRef] [PubMed]
- Cha, Y.; Choi, W.; Büyüköztürk, O. Deep Learning-Based Crack Damage Detection Using Convolutional Neural Networks: Deep learning-based crack damage detection using CNNs. Comput. Civ. Infrastruct. Eng. 2017, 32, 361–378. [Google Scholar] [CrossRef]
- Sanchez-Lengeling, B.; Aspuru-Guzik, A. Inverse molecular design using machine learning: Generative models for matter engineering. Science 2018, 361, 360–365. [Google Scholar] [CrossRef]
- Toyao, T.; Maeno, Z.; Takakusagi, S.; Kamachi, T.; Takigawa, I.; Shimizu, K.-I. Machine Learning for Catalysis Informatics: Recent Applications and Prospects. ACS Catal. 2020, 10, 2260–2297. [Google Scholar] [CrossRef]
- Huang, W.; Martin, P.; Zhuang, H.L. Machine-learning phase prediction of high-entropy alloys. Acta Mater. 2019, 169, 225–236. [Google Scholar] [CrossRef]
- Cecen, A.; Dai, H.; Yabansu, Y.C.; Kalidindi, S.R.; Song, L. Material structure-property linkages using three-dimensional convolutional neural networks. Acta Mater. 2018, 146, 76–84. [Google Scholar] [CrossRef]
- Moosavi, S.M.; Jablonka, K.M.; Smit, B. The Role of Machine Learning in the Understanding and Design of Materials. J. Am. Chem. Soc. 2020, 142, 20273–20287. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Li, S.; Wang, Z.; Dong, H.; Wang, J.; Tang, S. Using Deep Learning to Detect Defects in Manufacturing: A Comprehensive Survey and Current Challenges. Materials 2020, 13, 5755. [Google Scholar] [CrossRef] [PubMed]
- Pathak, Y.; Juneja, K.S.; Varma, G.; Ehara, M.; Priyakumar, U.D.D. Deep learning enabled inorganic material generator. Phys. Chem. Chem. Phys. 2020, 22, 26935–26943. [Google Scholar] [CrossRef] [PubMed]
- Yu, Z.; Ye, S.; Sun, Y.; Zhao, H.; Feng, X.-Q. Deep learning method for predicting the mechanical properties of aluminum alloys with small data sets. Mater. Today Commun. 2021, 28, 102570. [Google Scholar] [CrossRef]
- Hu, J.; Song, Y. Piezoelectric modulus prediction using machine learning and graph neural networks. Chem. Phys. Lett. 2022, 791, 139359. [Google Scholar] [CrossRef]
- Rao, C.; Liu, Y. Three-dimensional convolutional neural network (3D-CNN) for heterogeneous material homogenization. Comput. Mater. Sci. 2020, 184, 109850. [Google Scholar] [CrossRef]
- Schütt, K.T.; Gastegger, M.; Tkatchenko, A.; Müller, K.-R.; Maurer, R.J. Unifying machine learning and quantum chemistry with a deep neural network for molecular wavefunctions. Nat. Commun. 2019, 10, 5024. [Google Scholar] [CrossRef]
- Karimi, K.; Salmenjoki, H.; Mulewska, K.; Kurpaska, L.; Kosińska, A.; Alava, M.J.; Papanikolaou, S. Prediction of steel nanohardness by using graph neural networks on surface polycrystallinity maps. Scr. Mater. 2023, 234, 115559. [Google Scholar] [CrossRef]
- Li, G.-M.; Liang, Y.-L.; Zhang, X.-F.; Sun, H.; Cao, Y.-G. Effect of the carburized layer on the plasma nitriding behavior of duplex treated M50NiL steel. Mater. Res. Express 2019, 6, 096550. [Google Scholar] [CrossRef]
- Li, G.-M.; Liang, Y.-L.; Sun, H.; Cao, Y.-G. Nitriding behavior and mechanical properties of carburizing and nitriding duplex treated M50NiL steel. Surf. Coat. Technol. 2020, 384, 125315. [Google Scholar] [CrossRef]
- Li, G.-M.; Liang, Y.-L.; Yin, C.-H.; Sun, H.; Zhu, Z.-L. Study of M50NiL steel under carburizing and nitriding duplex treatment. Surf. Coat. Technol. 2019, 375, 132–142. [Google Scholar] [CrossRef]
- Niu, J.; Zhang, X.; Ma, X.; Liu, Y.; Wang, L.; Wu, T. Characterization of vein-like structures formed in nitrided layers during plasma nitriding of 8Cr4Mo4V steel. Materialia 2022, 22, 101378. [Google Scholar] [CrossRef]
- Niu, J.; Qureshi, M.W.; Ding, Z.; Ma, X.; He, Y. Effect of nitriding on the transformation of alloy carbides (VC and Mo2C) in 8Cr4Mo4V steel. Appl. Surf. Sci. 2023, 610, 155561. [Google Scholar] [CrossRef]
- Li, Y.; He, Y.; Xiu, J.; Wang, W.; Zhu, Y.; Hu, B. Wear and corrosion properties of AISI 420 martensitic stainless steel treated by active screen plasma nitriding. Surf. Coat. Technol. 2017, 329, 184–192. [Google Scholar] [CrossRef]
- Andor, D.; Alberti, C.; Weiss, D.; Severyn, A.; Presta, A.; Ganchev, K.; Petrov, S.; Collins, M. Globally Normalized Transition-Based Neural Networks. arXiv 2016, arXiv:1603.06042. [Google Scholar]
- Abadi, M.; Barham, P.; Chen, J.; Chen, Z.; Davis, A.; Dean, J.; Devin, M.; Ghemawat, S.; Irving, G.; Isard, M.; et al. TensorFlow: A system for large-scale machine learning. arXiv 2016, arXiv:1605.08695. [Google Scholar]
- Abadi, M.; Agarwal, A.; Barham, P.; Brevdo, E.; Chen, Z.; Citro, C.; Corrado, G.S.; Davis, A.; Dean, J.; Devin, M.; et al. TensorFlow: Large-Scale Machine Learning on Heterogeneous Distributed Systems. arXiv 2016, arXiv:1603.04467. [Google Scholar]
- Yang, Y.; Zhang, C.; Ding, Z.; Su, C.; Yan, T.; Song, Y.; Cheng, Y. A correlation between micro- and nano-indentation on materials irradiated by high-energy heavy ions. J. Nucl. Mater. 2018, 498, 129–136. [Google Scholar] [CrossRef]
- Ding, Z.; Zhang, C.; Yang, Y.; Song, Y.; Kimura, A.; Jang, J. Hardening of ODS ferritic steels under irradiation with high-energy heavy ions. J. Nucl. Mater. 2017, 493, 53–61. [Google Scholar] [CrossRef]
- Geng, D.; Yu, H.; Kondo, S.; Kasada, R. Toward the correlation of indentation hardness in micro- and nano-scale: Understanding of indentation edge behaviors in Fe–Cr alloys. J. Mater. Sci. 2022, 57, 13736–13755. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | V | Ni | Mn | Si | Fe |
|---|---|---|---|---|---|---|---|
| 0.13 | 4.1 | 4.2 | 1.2 | 4.2 | 0.13 | 0.18 | Bal. |
| Time (s) | Epoch | Time/Epoch(s) | MSE | R2 | |
|---|---|---|---|---|---|
| MLP | 2469.2 | 10,000 | 0.25 | 0.10 | 1.0000 |
| CNN | 1291.8 | 5000 | 0.26 | 1.84 | 0.9998 |
| LSTM | 4793.6 | 7500 | 0.64 | 0.11 | 1.0000 |
| Transformer | 1790.5 | 3000 | 0.60 | 6.54 | 0.9975 |
| M50NiL | M50NiL Carburizing | M50NiL Carburized and Nitriding | M50 | M50 Nitriding | Others | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Predicted | 453.6 | 517.4 | 651.8 | 660.2 | 713.0 | 819.3 | 924.5 | 965.6 | 750.5 | 842.8 | 924.8 | / |
| Actual | 460 | 515 | 645 | 670 | 730 | 830 | 940 | 1000 | 740 | 860 | 935 | / |
| Errors | 1.40% | 0.46% | 1.05% | 1.47% | 2.33% | 1.33% | 1.70% | 3.50% | 1.41% | 2.01% | 1.10% | 1.80% |
| M50 Nitriding Compound Layer | M50 Nitriding Diffusion Layer | Others | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Predicted | 965 | 965 | 965 | 965 | 965 | 965 | / | / | / |
| Actual | 1350 | 1340 | 1290 | 1100 | 1110 | 1090 | / | / | / |
| Errors | 28.52% | 27.99% | 25.19% | 12.27% | 13.06% | 11.47% | 30.29% | 27.38% | 41.56% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niu, J.; Miao, B.; Guo, J.; Ding, Z.; He, Y.; Chi, Z.; Wang, F.; Ma, X. Leveraging Deep Neural Networks for Estimating Vickers Hardness from Nanoindentation Hardness. Materials 2024, 17, 148. https://doi.org/10.3390/ma17010148
Niu J, Miao B, Guo J, Ding Z, He Y, Chi Z, Wang F, Ma X. Leveraging Deep Neural Networks for Estimating Vickers Hardness from Nanoindentation Hardness. Materials. 2024; 17(1):148. https://doi.org/10.3390/ma17010148
Chicago/Turabian StyleNiu, Junbo, Bin Miao, Jiaxu Guo, Zhifeng Ding, Yin He, Zhiyu Chi, Feilong Wang, and Xinxin Ma. 2024. "Leveraging Deep Neural Networks for Estimating Vickers Hardness from Nanoindentation Hardness" Materials 17, no. 1: 148. https://doi.org/10.3390/ma17010148
APA StyleNiu, J., Miao, B., Guo, J., Ding, Z., He, Y., Chi, Z., Wang, F., & Ma, X. (2024). Leveraging Deep Neural Networks for Estimating Vickers Hardness from Nanoindentation Hardness. Materials, 17(1), 148. https://doi.org/10.3390/ma17010148