3.1. Measurements of the Forging Geometry
An example of such a measurement, presented in
Figure 1, is the use of a technique of controlling the key shape/geometry features of the profile and/or surfaces of the forging on virtual fixtures, with special measurement databases developed, e.g., in the PolyWorks environment [
21].
In the process of forging quality assessment and control, we can encounter successful measurement applications using scanners of various types as well as mobile devices, which can work almost under any conditions.
In the case of a geometry analysis, we can use 3D scanning for a geometry analysis and measurement of a Pb forging obtained as a result of tests performed through numerical modeling of an industrial process of manufacturing, such as forging from steel and aluminum as target materials (
Figure 2a). Similarly, scanning can be applied for the analysis of the changes in the shape of the particular forged items from the target forging (
Figure 2b). Also, analyses can be performed for multiple systems, both of particular forgings in the leaf (
Figure 2c) and the possible bends of the whole leaf—the forged element (
Figure 2d).
In this case, we can easily and relatively quickly verify in which areas (
Figure 2a) the forging from the physical modeling is within the dimensional tolerance field (±0.2 mm for the physical model) and where changes could be made in the tool geometry so that the correctness of the product can agree with the specification. Also, for the other presented scanning results, verifying analyses can be made, for example, whether the dimension-shape accuracies of single forgings (
Figure 2b) are in agreement with the tolerance, as well as, in the case of larger forged elements (multiple systems) [
47] or whether the bend of such an element is acceptable, e.g., in the aspect of the trimming process (
Figure 2c,d).
Using 3D scanning, we can easily measure and determine the so-called joggle, i.e., the difference between the lower and upper part/surface of the forgings described in reference to the parting plane. In
Figure 3a, we can see a compilation of results referring to the twisting defect for the entire forging consisting of two forged parts in a double forging system [
20].
The investigations performed in this field were related to analyses of the forgings’ joggle on the reconstructed crank press, where, based on the examinations, incorrectness of the mounting of the upper and lower tool set was established (incorrect referencing on the taper keys and twisting of both tools in respect of each other). By the designation of the resultant of the orientation deviation at the moment when the press slide is in the bottom turning point, composed of a joggle member with the X and Y variable, it is possible, analogically, to determine the joggle value along axis Y to the case described for the value along direction X.
By means of the GOM Inspect Professional program, we can use the 3D scanning data for a comparison of the introduced changes as well as some more improvements or optimization of the process with respect to the technologies implemented so far. For example,
Figure 4 illustrates the dimensional deviations of the produced forging: a fork for the cardan shaft in excavators (
Figure 4a), adapter forgings (
Figure 4b), or forgings of a hub for the power transmission in a motor truck gearbox (
Figure 4c) from the nominal dimensions before and after the introduced changes. On this basis, we can conclude whether the introduced changes, e.g., a redesigned tool or changed tribological conditions, have brought the desired effect of improvement of the dimension-shape accuracy for the analyzed forged parts.
On the basis of the presented comparison of the scans (before and after), we can conclude that, as a result of the introduced corrections into the industrial process, more accurate products were obtained, i.e., forgings with a narrowed allowance field for the dimensional tolerance, which justifies the use of FEM for the optimization of the forging processes. By analyzing the results obtained by way of comparing the 3D scans (before and after the changes), it can be observed that the improvements introduced into the entire forging process made it possible to obtain more accurate products—forgings with a narrowed dimensional tolerance area. This allows us to conclude that the use of numerical simulations to optimize the forging processes is fully justified.
Figure 5a shows another example of applying the results of 3D scanning performed by means of a laser scanner to analyze the geometric changes in a selected surface/area of disc-type and lid-type forgings (
Figure 5b) periodically collected from the process. The results for the subsequent forgings presented in
Figure 5 indicate progressive wear of the forging tools (this should be understood as a geometric loss of the tool material). This material loss is located on the circumference and the central part in the case of a disc-type forging and the case of a cover-type forging (in its front part)—in the vicinity of the ejector hole. Moreover, it can be observed that, for both forgings, in the initial phase of the forging process, such wear is irregular. In turn, with the increasing operation time in these areas, we can notice increased wear as well as the appearance of new areas, proving the progressing wear [
21].
The obtained 3D scan results in the form of a shape lapse of the cyclically collected forgings enable a relatively simplified analysis. Owing to the development of the reverse 3D scanning method (
Figure 6a,b), it is possible, through a measurement (scanning) of the forgings collected from the process, to describe the operation history of the forging tools that made these forgings [
48].
Figure 6c illustrates a comparison of the geometrical and dimensional changes in the forgings after a certain number of them have been made and the wear of the filler (corresponding to the closer number of forgings in the model and at the end of its operation time).
Figure 6d shows a diagram of the geometrical changes—a material loss on the selected surface based on the volume change tests (adequately to the growth) of the forgings.
Based on the presented diagrams (
Figure 6b,d), which, with their character, resemble the so-called Lorentz wear curve, we can observe the relations and distinguish between the three stages of wear. The achieved results of a shape lapse of the cyclically collected forging items allow us to determine the areas in the tool where a loss or a growth of the material volume takes place. In the case of an analysis of the data for the cyclically collected forgings, the material growth in the forging means a loss (wear) in the tool, and vice versa. Such a recreation of the wear enables an analysis conducted at an interval equaling the frequency of the forging collection, i.e., elaboration of a wear curve for the tool based on the forgings. It should be clearly emphasized that the last measured forging is verified with the measurement and determination of the changes in the volume of the tool for the maximum number of produced forgings (i.e., the 12,000th forging out of the 12,500 pieces produced by the tool). The differences in the initial period can probably be caused by the process stabilization (the entire forging system), i.e., with the assumption of the proper tool work temperature, i.e., the tribological conditions. The big differences at the final stage of wear time can result from the fact that, for this range, the loss of the tool material is larger than the material growth on the forging.
This has so far been very difficult to realize only for the tools due to the interruption and interference in the production process. In turn, the comparisons of both methods shown in
Figure 6d, on the example of a disk forging (interrupting the production and scanning the tools during their work and scanning the cyclically collected forgings), point to a big agreement. Moreover, with the use of scanning, it is possible to additionally divide the forging surface into several characteristic areas, in which separate analyses can be carried out [
20]. Analyzing in detail
Figure 7, we can observe that, on a few forgings, in their external part (circumference), areas of material loss/lack (negative volume) are present, which probably proves the occurrence of a defect in the form of an underfill. In turn, based on the scan results of the forgings (positive volume—growth of the forgings material), wear can be observed in the central part of the tool, in the vicinity of the ejector hole on the front section of the forgings, which, at the beginning of the process, is irregular. A slightly different situation is observed in the radius, on the exit from the die (the deepest section of the die insert), where we can notice clear shape lapses, pointing to an underfill of the forging. In turn, the obtained results point to a loss of the tool material in the area right before the bridge and the transition into the flash as an asymmetric ring, which suggests tool wear. Therefore, the forging can be divided into 3 characteristic areas: A, B, and C, in which volume growths and losses will occur (positive and negative values on the forging constituting a converse on the tool). Next, on this basis, we can perform a global evaluation of the process, which is the quality of the forging, the tool life, as well as other aspects of the production processes. Then, based on the analysis of the volume changes in the forging material, a global wear curve was drawn (
Figure 7b).
Areas A and C are dominated by a “positive” volume of the forged items, which proves intensive die wear. Even though both zones have similar surface areas, area A is more heavily worn. However, in area B, in the case of periodically collected, scanned, and measured forgings, a negative volume is dominant. In the analyzed surface of area B, which is three times larger than the other areas, the visible changes are relatively small, both in terms of tool wear and the quality of the forgings themselves. The single “jumps” in the value of the “negative” volume of the consecutive forgings visible in the 3D scan results in
Figure 7b are concerning, and they suggest even more the presence of forging flaws in the form of underfills and lack of process stability. A cause of this can be the lack of good repeatability of the optimal friction conditions resulting from the insufficient vaporization of the liquid from the lubricant dose. Other reasons may be the scale temporarily sticking to the tool, e.g., during technological breaks. In effect, the formed forging material is not able to fill the impression in some areas. This is a preliminary die forging operation, and the analysis of the geometric correctness of the forgings after the finishing stage did not reveal any significant defects in the forging, resulting in material deficiencies. At the same time, because, in area B, slight changes take place, and the area can be treated as showing small wear, it can be a base area for aligning the data from the point of view of the selection of the mating surface in the reverse method. However, we should clearly emphasize that measurements of the quality and geometry of the forgings in hot-die-forging processes are very difficult, and it is hard to point to an optimal solution, as optical measurements, due to the high temperature and its dynamic changes in reference to the emissivity, will be burdened with a big error. It should be emphasized that the measurement itself of the forgings cyclically collected from the process lasts about 1 min, and it should be considered that, directly after the forging process, the forgings’ temperature equals about 1000 °C and it begins to drop at an average rate of (depending on the forging’s size) about 100–150 °C per minute. Of course, the lower the temperature, the slower the cooling. On the other hand, the lower the temperature, the lower the thermal expansion and the smaller the scale. Therefore, we can assume that, after about 10 mins, the measurement performed through scanning should not be burdened with a big error (with the assumption that the forging is clean of the scale).
The proposed approach based on the reverse scanning method seems a relatively good solution as, when it is combined with fast processing of the obtained data and its handling, we can obtain in a short time, e.g., important information about the process in the form of notifications sent to the phone about the state of the forging quality in relation to the state of the tools as well as the whole process.
3.2. Detection and Analysis of Forgings Defects
3.2.1. Application of the Flow Lines/Surface Function
A quite popular function in numerical modeling enabling an analysis of the flowing manner involves the use of the so-called “flow lines”, which are introduced at the beginning of the modeling process in the geometry of the feed material in the form of lines, e.g., in the longitudinal and/or transverse direction.
Figure 8 presents the results of the material flow lines, which is very important in the aspect of possible improperness, which may lead to laps or insufficiently good performance properties as a result of anisotropy.
A thorough analysis using the modeling method based on FEM was conducted of the flowing manner of the deformed material on a geometrically complicated forging of a motorcycle transmission power lever with the use of the flow lines along both directions (
Figure 9).
The results of the FE modeling showing the fiber distribution in the forging in two directions confirm that flaws in the form of overlaps can appear in the analyzed areas, especially in area 2, where a deep pin/joggle is visible, on which we can see that the fibers, in both directions, have a great tendency to intersect and fold.
The case is similar to the results of the sub-surface lines for a forked forging forged in a double system.
Figure 10a shows the course of the lines in the vicinity of the parting plane of the dies. The continuity from the forging’s arm through the rear section is maintained without clear intersections of the particular elements.
Figure 10b presents a similar correct tendency for the sub-surface lines arranged in the arm of the forging. Often, such analyses can be combined with the function of the Garfield factor, according to which the value of a parameter presenting a risk of a defect is >0.7.
Figure 10c shows the area of the occurrence of the highest Garfield factor value in the zone of material deficiency on the flash (1.8 mm before reaching the lower forging position). This results from the flow of the flash on both sides and their contact in the marked area. In turn, at the end of the forming process (
Figure 10d), we can see no risk in the indicated area, and the highest values (0.44) occur on the arms, which do not cause a risk of defect.
3.2.2. Application of the Contact-Type Function
For the analysis of the properness of the deformed material’s flow and degree of filling of the tool’s working impression, contact detection is often used in FEM.
Figure 11 shows the numerical modeling results for a 3-operation process of reforging a needle rail type 60E1A into a rail profile 60E1.
The obtained results point to those areas where the material did not flow or flew improperly. They are mostly the areas marked with red and yellow, where the distances of the deformed material from the contact with the impression surface reach 2 mm. The areas on the left (both top figures) are places where there was no deformation of the tool (hence their red color).
Figure 11b presents a magnification of the areas of the reforged end, where we can clearly see that the material did not fill the impression. However, the underfill visible on the end of the reforging of a longer needle rail does not constitute a problem, as it is contained within the cut-off part, 100 mm long, and in the industrial process, this end of the material is cut off at the length of about 100–150 mm. In turn, a problem is encountered, especially with the bottom part of the rail head, where such an underfill is unacceptable. In their study [
21], the authors performed multi-variant numerical modeling preceded by physical modeling from Pb of this process, presenting a way to solve this problem.
The function of contact detection between the deformed material and the tool can also be used in combination with other quantities or physical parameters, e.g., the distribution of plastic deformation and temperature field or the course of the forging forces, to perform an in-depth analysis.
Figure 12 shows such an analysis for a forked-type forging forged in a double system.
The results presented in
Figure 12 enable a complex analysis of the entire forging technology, together with the force parameters, in the context of the possibilities of the occurrence of potential defects or other errors, both in the forging and in the whole process, with the purpose of its optimization.
Using the “contact” function, you can perform analyses determining which parts of the deformed material are still flowing (the material is deformed) and which no longer are, and you can also stop the virtual process at a given moment to assess whether the force parameters do not exceed the assumed ones. Moreover, such an analysis allows us to predict whether the deformed material flows as expected (in terms of fiber distribution) or whether corrections are necessary for the form of changes in the geometry of the shaping tools.
3.2.3. Applications of the Trap Function-Air Pockets
A further and even more advanced step of analyses with the use of FEM can be the use of the trap function, which enables the prediction of the so-called air pockets. For an analysis of the underfilling of the impressions in the vicinity of the “pins”, further FE simulations were conducted, and the way in which those areas were filled was analyzed (the contact function), as well as some new functions in the FE programs were applied: “trapped surface”, “trapped volume” and “trapped pressure” for the analysis of the problem of pin filling in the forged element with single forgings (
Figure 13). Based on the obtained results, underfills can be noticed, which show the size of the surface that remained unfilled and trapped, preventing further flow of the material (
Figure 13a,b). Moreover, the analysis shows that the largest trapped surface can be observed in the vicinity of the pins, which may result in problems with filling these areas (
Figure 13c). In the case of pressure distributions in these critical areas, they are much higher than in the remaining ones and amount to approximately 2000 MPa (
Figure 13d).
Such values significantly impede the flow of the formed forging material. The reason for this may be both the trapped air creating “air pockets” and the lubricant residues in these areas, which at the same time constitute a barrier for the proper flow of the deformed material and their complete filling.
3.2.4. Application of the Folds Function—Folds and Laps of Material
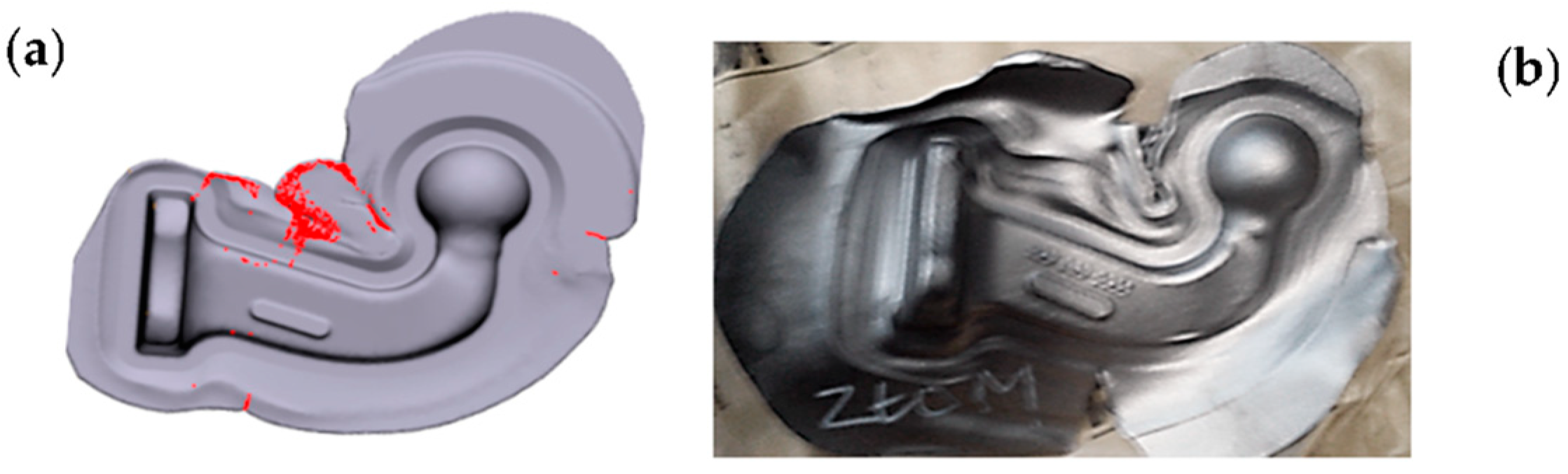
Defects in forged products can also be identified with the use of the fold function, where folds are presented in the program post-processor in the form of a cloud of red dots.
Figure 14a,b presents the formation of a lap in a yoke-type forging, especially in the area of the arm and the movement of the material into the flash—in this case, it is not dangerous for a forging in the industrial process, as the defect is in the flash. In turn,
Figure 14c,d presents the subsequent steps in the formation and development of the fold in the tested element, revealed owing to this fold function.
In turn,
Figure 14d shows that reducing the distance from the impression’s edge (the charge moved closer) assured that, for the same element, based on the FE modeling, no defects in the form of folds or laps were observed.
The use of the special folds functions allows us to simulate various variants of the forging position and then detect those areas of the deformed material that are at the highest risk of defects. The analysis showed that, during the flow, a part of the material remains between the tools, creating a fold (
Figure 15a), which, in subsequent impacts, is pressed into the flash. During the finishing forging, there is a continuous tendency to outflow beyond the detail, which prevents the defects from affecting the product’s parameters. In the analyzed process, small defects can be formed in the corners in the elongation process on an anvil, as it is a lap-generating process (
Figure 15b).
The application of the folds function is very useful in the analysis of defects of this type, as it makes it possible to easily and quickly identify that area in the forging where, with high probability, we can observe the occurrence of a defect in the industrial process.
A similar situation with defects in the form of laps was observed in the industrial process of a very important hub-type element assigned to power transmission systems in motor cars (
Figure 16). Flaws in the form of grooves or laps were observed (red arrows in
Figure 16a), which can also be caused by an improper geometry of the tool, which is shown by the “folds” function in FE modeling (
Figure 16b). In the process, sometimes, another defect was detected, in the form of a lap, which was caused by an incorrect position of the set of tools: upper punch to the lower die (
Figure 16c,d).
Defects of this type result from inadequately designed working cavities of both inserts. The use of the laps function makes it possible to predict the occurrence of such defects and to take the proper remedial measures.
The application of the presented functions (e.g., contact, trap, laps, Garfield coef., etc.) in the FEM programs enables a simulation of different variants of arrangement, as well as detection of those areas in the deformed forgings material which are the most exposed to flaws.
3.2.5. Combination of Numerical Modeling and Measurements of Selected Geometrical Features of the Forgings
With the use of the modeling results and measuring techniques based on, e.g., 3D scanning and analysis, we can perform a mutual verification of the FEM model and the geometry of the forgings obtained from the industrial process.
Figure 17 presents a comparative analysis of both the shape and dimensions of the 60E1A6 rail determined based on the numerical simulations in relation to the developed nominal value—the CAD model [
21].
The results of the comparison show a good agreement of numerical modeling with the assumed CAD model of a reformed rail. The biggest differences are in the areas where allowances have been provided before the machining treatment.
Figure 18a shows the results of tests of a production process for partially worn tools used forging and trimming as a comparison of the results of computer simulations after truncation. In turn,
Figure 18b shows the results of scanning for a forging obtained from an industrial process to nominal dimensions [
21].
The analysis of the results allows for the conclusion that both the shape and deviations in the trimming zone of the forging from the simulation and the forging obtained in the industrial process are consistent. For the numerical model, the width of the cutting line is in the range of 2.1 to 3.1 mm, and the deviations are 0.1 to 0.3 mm. The obtained results are similar to a forging obtained in an industrial process, where both the width (2.1 to 3.4 mm) and the deviations from the nominal direction are slightly larger and more diverse along the entire cutting line (0.12 to 0.26 mm). It should be emphasized that, for the numerical model, such a process is carried out under “ideal” virtual process conditions.
Within the research studies, tests were also conducted referring to the optimization of the forward extrusion with the use of physical and numerical modeling. The numerical thermodynamic model of the actual process was built in the Forge software [
36]. In computer simulations of reinforced aluminum extrusion, all tools, i.e., the die, the punch, and the container, were assumed to be rigid, with a heat exchange. In the case of boundary conditions, the assumptions were closest to the conditions occurring in the real process. The Coulomb friction model was used, assuming a value of 0.06 for all the elements. During extrusion, both in the real process and the physical modeling (
Figure 19), the formation of “dead zones” in the corners of the die was observed. Only after a thorough analysis was the value of the friction coefficient for individual elements changed. In the case of the punch, the assumed friction coefficient was 0.05, whereas for the container, it was −0.12, and for the forging die, it was −0.27.
Figure 19b presents the force courses for the real process and the FE modeling with new tribological conditions.
The introduction of new values of the friction coefficient and other initial boundary conditions resulted in the obtained results being very close to the real process. Some differences were observed in the level of the force, which, for the modeling, was approximately 5% lower compared to the real process. This may be due to the assumption of a flat deformation state in FEM, which meant that the numerical model did not take into account the friction between the container and the side wall of the molded part. A decision was made to carry out a complete analysis of the similarity of the flow of the deformed material and the distribution of strains using the ASAME digital analysis program to compare the results obtained from FEM and the real process (
Figure 20a).
Similar tests were performed for the improvement of the backward extrusion of Pb and its corresponding physical model with the use of synthetic wax filia (
Figure 20b).
As shown by the research and R&D work carried out, it is necessary to verify the boundary conditions when designing and analyzing plastic forming processes. This can be done with the use of a relatively expensive industrial process as well as fast and inexpensive physical modeling. Moreover, it seems that the best solution is the simultaneous use of numerical and physical modeling as mutually verifying tools for analysis and improvement of the industrial process.


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}