
The Influence of the Burnishing Process on the Change in Surface Hardness, Selected Surface Roughness Parameters and the Material Ratio of the Welded Joint of Aluminum Tubes


Abstract
:1. Introduction
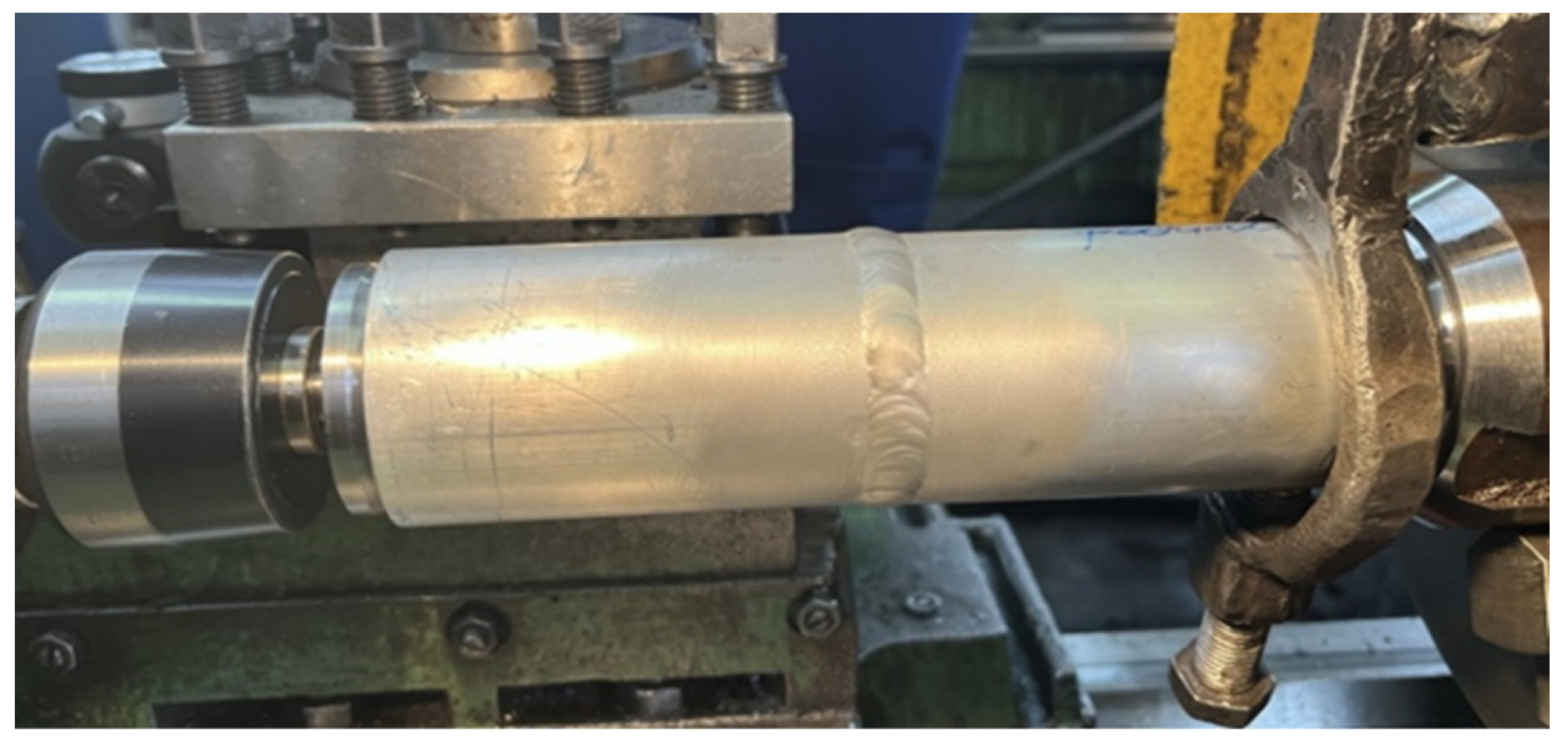
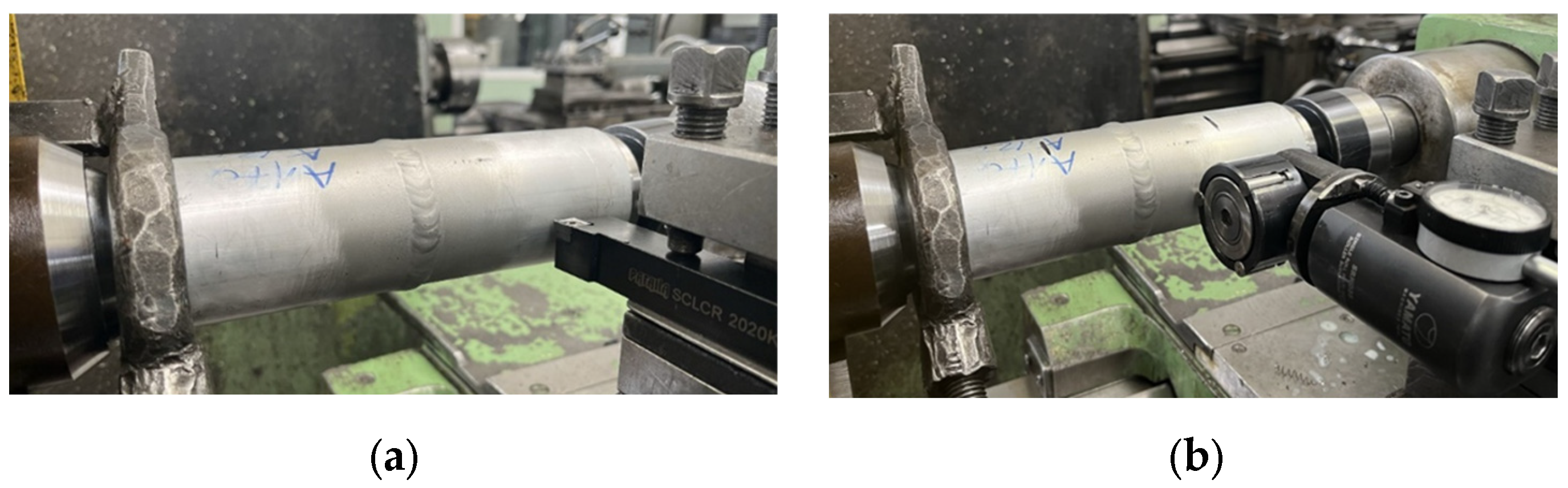
2. Materials and Methods
- Su—index of relative surface strengthening;
- HV1—material hardness before burnishing;
- HV2—material hardness after burnishing.

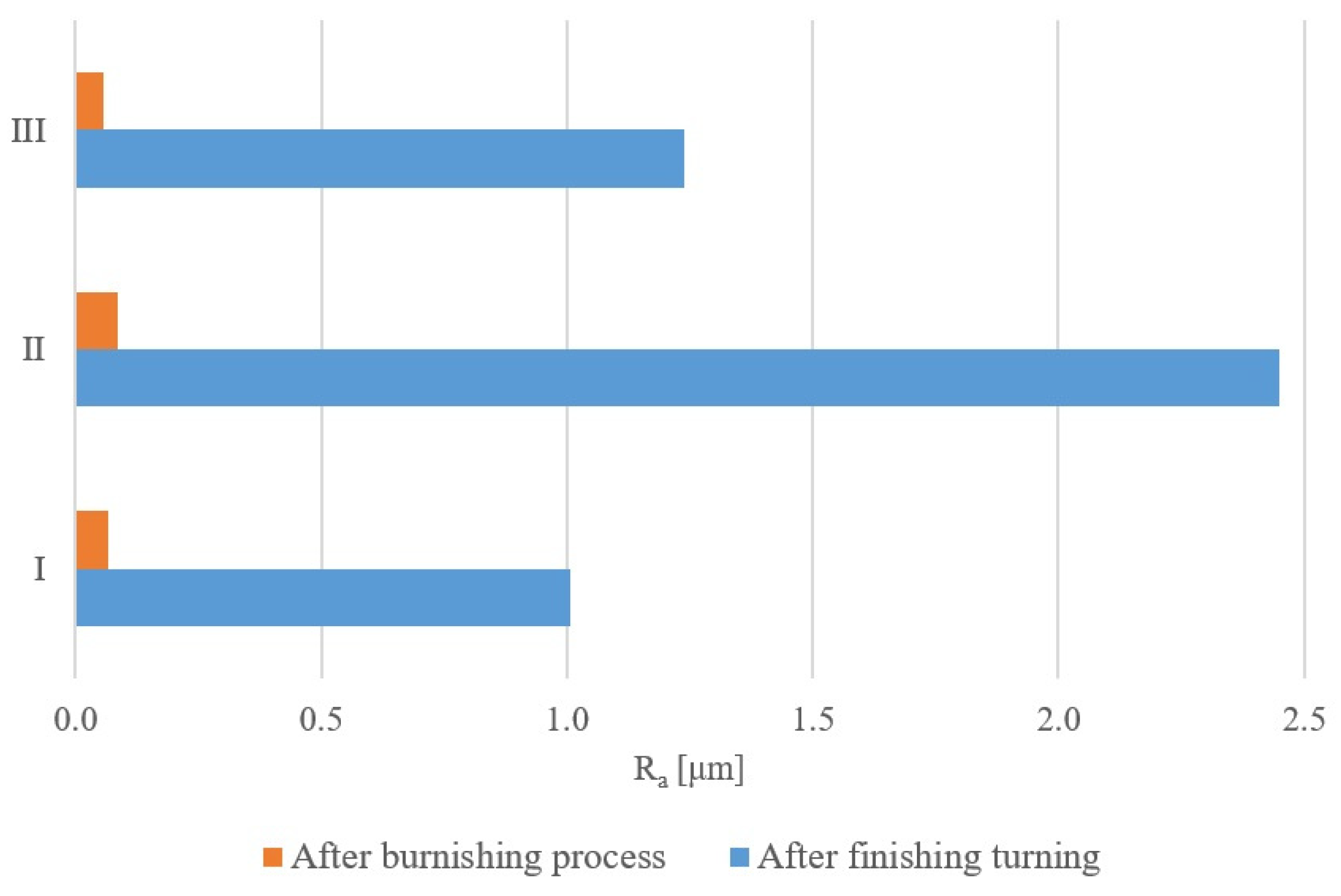
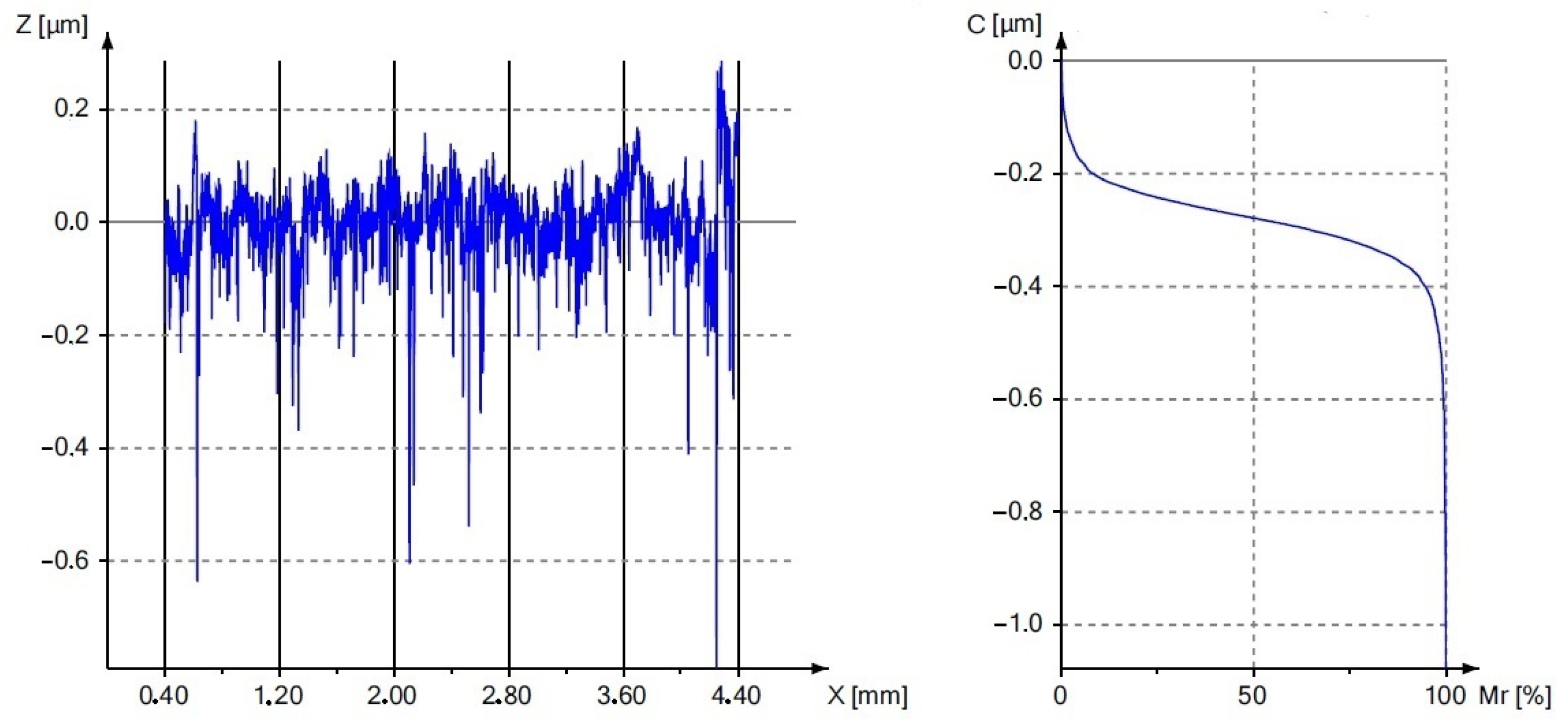
- Ra [μm]—arithmetic mean deviation;
- Rq [μm]—root mean square slope;
- Rt [μm]—total height of profile;
- Rz [μm]—maximum height of profile;
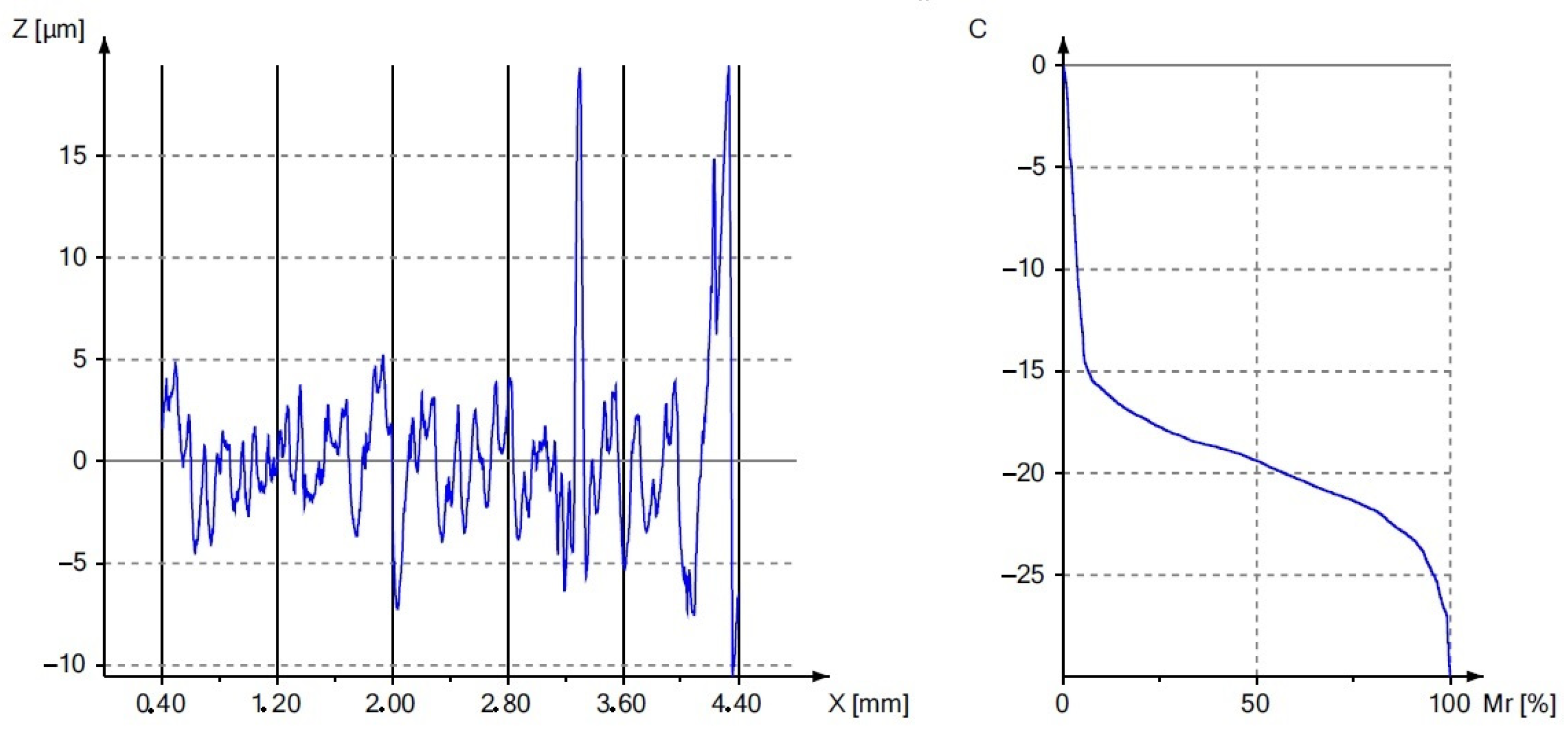
- Rk [μm]—core roughness depth;
- Rpk [μm]—reduced peak height;
- Rpv [μm]—reduced valley depth.

- KRa—surface roughness reduction index for the Ra parameter;
- Ra2—surface roughness parameter after burnishing [μm];
- Ra1—surface roughness parameter after turning [μm].
3. Results and Discussion
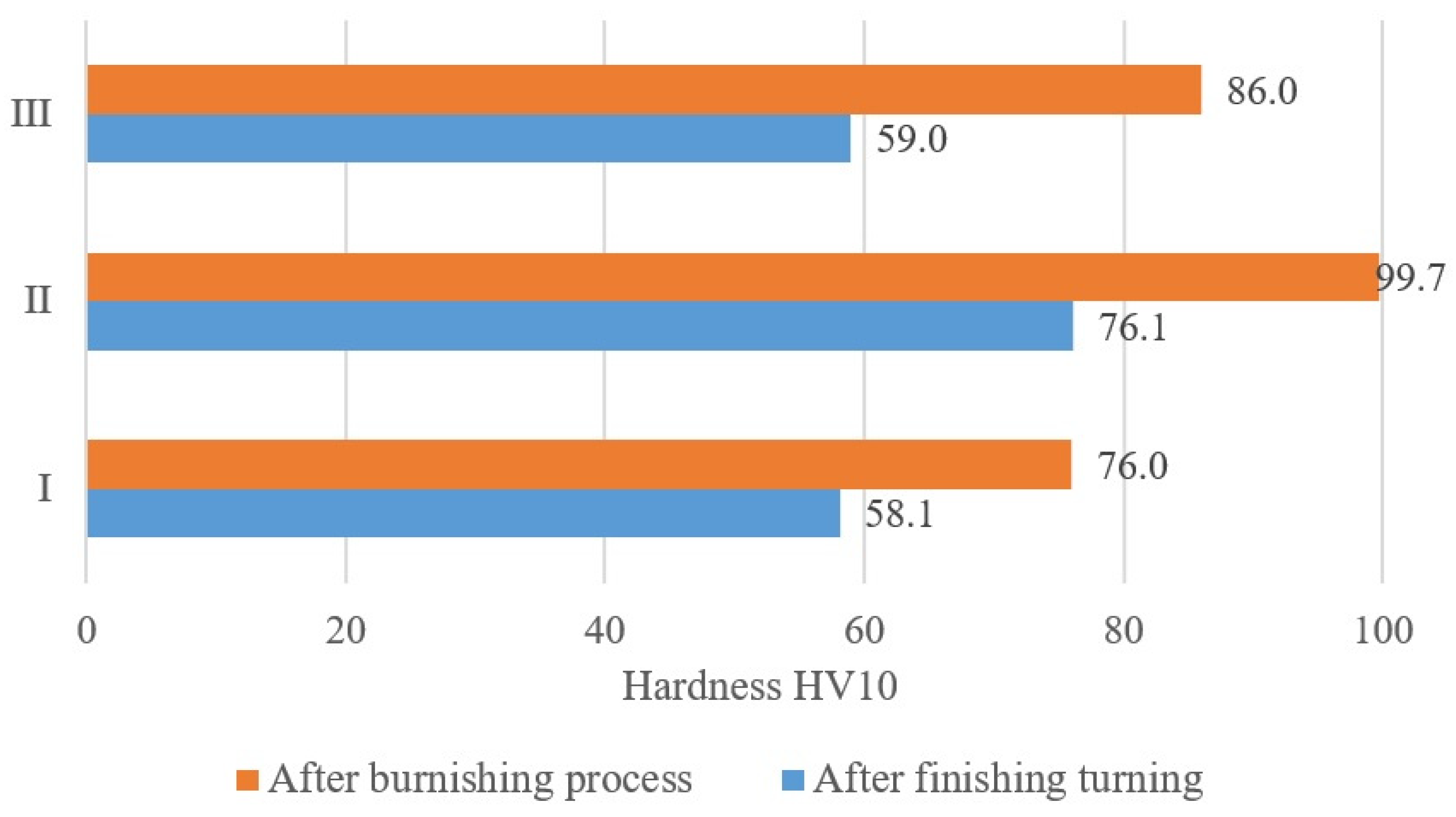
- I—native material before the weld;
- II—weld;
- III—native material behind the joint.

4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rooy, L.E. Introduction to Aluminum and Aluminum Alloys. In Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM Metal Handbook; ASM International: Cleveland, OH, USA, 1993; Volume 2. [Google Scholar]
- Polmear, I.J. Light Alloys: Metallurgy of Light Metals; Halsted Press: London, UK, 1996. [Google Scholar]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37. [Google Scholar] [CrossRef]
- Chybiński, M.; Polus, Ł.; Ratajczak, M.; Siedlecki, P.W. The Evaluation of the Fracture Surface in the AW-6060 T6 Aluminium Alloy under a Wide Range of Loads. Metals 2019, 9, 324. [Google Scholar] [CrossRef]
- EN 1999-1-1; Eurocode 9, Design of Aluminium Structures. Part 1-1: General Structural Rules. European Committee for Standardization: Brussels, Belgium, 2007.
- Marquis, G.B.; Barsoum, Z. IIW Recommendation for the HFMI Treatment for Improving the Fatigue Strength of Welded Joints; Springer: Singapore, 2016. [Google Scholar]
- Rodríguez, A.; Calleja, A.; Norberto López de Lacalle, L.; Pereira, O.; González, H.; Urbikain, G.; Laye, J. Burnishing of FSW Aluminum Al–Cu–Li Components. Metals 2019, 9, 260. [Google Scholar] [CrossRef]
- Schubnell, J.; Farajian, M. Fatigue improvement of aluminium welds by means of deep rolling and diamond burnishing. Weld. World 2022, 66, 699–708. [Google Scholar] [CrossRef]
- Baisukhan, A.; Nakkiew, W. Sequential Effects of Deep Rolling and Post-Weld Heat Treatment on Surface Integrity of AA7075-T651 Aluminum Alloy Friction Stir Welding. Materials 2019, 12, 3510. [Google Scholar] [CrossRef] [PubMed]
- Skalski, K.; Morawski, A.; Przybylski, W. Analysis of contact elastic-plastic strains during the process of burnishing. Int. J. Mech. Sci. 1995, 37, 461–472. [Google Scholar] [CrossRef]
- El-Axir, M.H. An investigation into roller burnishing. Int. J. Mach. Tools Manuf. 2000, 40, 1603–1617. [Google Scholar] [CrossRef]
- Hassan, A.M.; Al-Bsharat, A.S. Improvement in Surface Roughness and Hardness for Carbon Steel by Slide Burnishing Process. Wear 1996, 199, 1–8. [Google Scholar] [CrossRef]
- Hassan, A.M.; Maqableh, J. The effects of initial burnishing parameters on non-ferrous components. Mater. Process. Technol. 2000, 102, 115–121. [Google Scholar] [CrossRef]
- Altenberger, I. Deep Rolling—The Past, The Present and The Future. In Proceedings of the 9th International Conference on Shot Peening, ICSP9, Marne la Vallee, France, 6–9 September 2005; pp. 144–155, Art. N. 2005065. [Google Scholar]
- Prabhu, P.R.; Kulkarni, S.M.; Sharma, S.S. Influence of deep cold rolling and low plasticity burnishing on surface hardness and surface roughness of AISI 4140 steel. World Acad. Sci. Eng. Technol. 2010, 72, 619–624. [Google Scholar]
- Rodríguez, A.; López de Lacalle, L.N.; Celaya, A.; Lamikiz, A.; Albizuri, J. Surface improvement of shafts by the deep ball-burnishing technique. Surf. Coat. Technol. 2012, 206, 2817–2824. [Google Scholar] [CrossRef]
- Prabhu, P.R.; Kulkarni, S.M.; Sharma, S.S. An Experimental Investigation on the Effect of Deep cold Rolling Parameters on Surface Roughness and Hardness of AISI 4140 Steel. World Acad. Sci. Eng. Technol. 2011, 60, 1593–1598. [Google Scholar]
- Prabhu, P.R.; Kulkarni, S.M.; Sharma, S.S. Experimental Investigations of Process Parameters Influence on Surface Roughness in Deep Cold Rolling of AISI 4140 Steel. Int. J. Res. Eng. Technol. 2012, 1, 159–163. [Google Scholar]
- Benedetti, M.; Fontanari, V.; Scardi, P.; Ricardo, C.A.; Bandini, M. Reverse bending fatigue of shot peened 7075-T651 aluminium alloy: The role of residual stress relaxation. Int. J. Fatigue 2009, 31, 1225–1236. [Google Scholar] [CrossRef]
- Benedetti, M.; Fontanari, V.; Bandini, M. A simplified and fast method to predict plain and notch fatigue of shot peened high-strength aluminium alloys under reverse bending. Surf. Coat. Technol. 2014, 243, 2–9. [Google Scholar] [CrossRef]
- Klocke, F.; Liermann, J. Roller burnishing of hard turned surfaces. Int. J. Mach. Tools Manuf. 1998, 38, 419–423. [Google Scholar] [CrossRef]
- López de Lacalle, L.N.; Lamikiz, A.; Muñoa, J.; Sánchez, J.A. Quality improvement of ball-end milled sculptured surfaces by ball burnishing. Int. J. Mach. Tools Manuf. 2005, 45, 1659–1668. [Google Scholar] [CrossRef]
- Prevéy, P.S.; Cammett, J. Low cost corrosion damage mitigation and improved fatigue performance of low plasticity burnished 7075-T6. J. Mater. Eng. Perform. 2001, 10, 548–555. [Google Scholar] [CrossRef]
- Prevéy, P.S.; Jayaraman, N.; Ravindranath, R. Low plasticity burnishing (LPB) treatment to mitigate FOD and corrosion fatigue damage in 17-4 PH stainless steel. In Proceedings of the Tri-Service Corrosion Conference, Las Vegas, NV, USA, 17–21 November 2003; pp. 1–11. [Google Scholar]
- Prevéy, P.S.; Cammett, J.T. The influence of surface enhancement by low plasticity burnishing on the corrosion fatigue performance of AA7075-T6. Int. J. Fatigue 2004, 26, 975–982. [Google Scholar] [CrossRef]
- Kluz, R.; Bucior, M.; Dzierwa, A.; Ochał, K.; Antosz, K.; Bochnowski, W. Effect of Diamond Burnishing on the Properties of FSW Joints of ENAW-2024 Aluminium Alloys. Materials 2023, 13, 1305. [Google Scholar]
- Teimouria, R.; Grabowski, M.; Bogucki, R.; Ślusarczyka, Ł.; Skoczypiec, S. Modeling of strengthening mechanisms of surface layers in burnishing process. Mater. Des. 2022, 223, 111114. [Google Scholar] [CrossRef]
- Felhȍ, C.; Varga, G. 2D FEM Investigation of Residual Stress in Diamond Burnishing. Manuf. Mater. Process. 2022, 6, 123. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Fargas, G.; Roa, J.J.; Llumà, J.; Travieso-Rodriguez, J.A. Superficial Effects of Ball Burnishing on TRIP Steel AISI 301LN Sheets. Metals 2021, 11, 82. [Google Scholar] [CrossRef]
- EN ISO 4063:2011; Welding and Allied Processes—Nomenclature of Processes and Reference Numbers. German Institute for Standardisation: Berlin/Heidelberg, Germany, 2022.
- ISO 6947:2011; Welding and Allied Processes—Welding Positions. International Organization for Standardization: Geneva, Switzerland, 2011.
- Charchalis, A.; Starosta, R.; Labuda, W. Multi-criteria optimalization of steel burnishing parameters applied to marine pumps shaft pins. J. KONES Powertrain Transp. 2010, 17, 55–62. [Google Scholar]
- Labuda, W.; Khudoley, A. The influence of burnishing process on surface roughness of stainless steel researched by optical profiler METAL 2016. In Proceedings of the 25th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 25–27 May 2016; Tanger: Ostrava, Czech Republic, 2016; pp. 765–770. [Google Scholar]
- Labuda, W.; Wieczorska, A. The influence of burnishing process on the hardness and surface roughness of aluminium welded joints. Sci. J. Gdyn. Marit. Univ. 2023, 128, 21–32. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Process (by EN ISO 4063:2011 [30]) | 141 TIG |
|---|---|
| Joint type | BW (butt weld) |
| Welding position (by EN ISO 6947 [31]) | PA (downhand position) |
| Base material | 6060 AlMgSi0.5 |
| Dimension of testing plates [mm] | L = 200 mm ø60 |
| Filler material | ø3.2 mm OK Tigrod 5656 |
| Arc Voltage U [V] | - |
| Welding Current I [A] | 170- I bead penetration 120- II bead face of weld |
| Gas flow rate [L/min] | 9 |
| Supplementary Material | Al [%] | Si [%] | Mg [%] | Fe [%] | Mn [%] | Mechanical Properties | |||
| UTS [MPa] | YS [MPa] | EL [%] | AlMg5 Ø 3.2 mm | ||||||
| OK Tigrod 5356 | 95 | <0.25 | 5.0 | <0.40 | <0.20 | ≥240 | ≥110 | ≥17 | |
| Measurement Area | Basic Statistical Analysis | Ra [μm] | KRa [-] | |
|---|---|---|---|---|
| After Turning | After Burnishing | |||
| I | average value | 1.01 | 0.07 | 15.1 |
| standard deviation | 0.16 | 0.02 | ||
| standard error | 0.05 | 0.01 | ||
| min | 0.80 | 0.05 | ||
| max | 1.34 | 0.09 | ||
| II | average value | 2.45 | 0.09 | 28.3 |
| standard deviation | 0.31 | 0.04 | ||
| standard error | 0.10 | 0.01 | ||
| min | 1.98 | 11.99 | ||
| max | 2.87 | 17.04 | ||
| III | average value | 1.24 | 0.06 | 21.9 |
| standard deviation | 0.08 | 0.01 | ||
| standard error | 0.03 | 0.00 | ||
| min | 1.16 | 0.04 | ||
| max | 1.40 | 0.07 | ||
| Measurement Area | Basic Statistical Analysis | Rq [μm] | KRq [-] | |
|---|---|---|---|---|
| After Turning | After Burnishing | |||
| I | average value | 1.25 | 0.10 | 12.9 |
| standard deviation | 0.20 | 0.03 | ||
| standard error | 0.07 | 0.01 | ||
| min | 0.99 | 0.06 | ||
| max | 1.65 | 0.15 | ||
| II | average value | 3.01 | 0.13 | 23.6 |
| standard deviation | 0.41 | 0.06 | ||
| standard error | 0.14 | 0.02 | ||
| min | 2.25 | 0.07 | ||
| max | 3.63 | 0.27 | ||
| III | average value | 1.50 | 0.08 | 19.8 |
| standard deviation | 0.10 | 0.02 | ||
| standard error | 0.03 | 0.01 | ||
| min | 1.38 | 0.06 | ||
| max | 1.69 | 0.10 | ||
| Measurement Area | Basic Statistical Analysis | Rt [μm] | KRt [-] | |
|---|---|---|---|---|
| After Turning | After Burnishing | |||
| I | average value | 7.90 | 1.39 | 5.7 |
| standard deviation | 1.52 | 0.64 | ||
| standard error | 0.51 | 0.21 | ||
| min | 6.53 | 0.67 | ||
| max | 11.37 | 2.39 | ||
| II | average value | 18.61 | 1.84 | 10.1 |
| standard deviation | 5.67 | 1.17 | ||
| standard error | 1.89 | 0.39 | ||
| min | 14.57 | 0.79 | ||
| max | 29.97 | 4.59 | ||
| III | average value | 8.17 | 0.92 | 8.9 |
| standard deviation | 0.85 | 0.38 | ||
| standard error | 0.28 | 0.13 | ||
| min | 7.18 | 0.51 | ||
| max | 9.27 | 1.69 | ||
| Measurement Area | Basic Statistical Analysis | Rz[μm] | KRz [-] | |
|---|---|---|---|---|
| After Turning | After Burnishing | |||
| I | average value | 6.15 | 0.80 | 7.7 |
| standard deviation | 0.87 | 0.29 | ||
| standard error | 0.29 | 0.10 | ||
| min | 4.94 | 0.48 | ||
| max | 7.78 | 1.26 | ||
| II | average value | 13.23 | 1.00 | 13.2 |
| standard deviation | 1.58 | 0.39 | ||
| standard error | 0.53 | 0.13 | ||
| min | 11.99 | 0.52 | ||
| max | 17.04 | 1.89 | ||
| III | average value | 6.87 | 0.56 | 12.2 |
| standard deviation | 0.50 | 0.24 | ||
| standard error | 0.17 | 0.08 | ||
| min | 6.33 | 0.18 | ||
| max | 7.88 | 0.99 | ||
| Measurement Area | Basic Statistical Analysis | Rk [μm] | KRk [-] | |
|---|---|---|---|---|
| After Turning | After Burnishing | |||
| I | average value | 3.19 | 0.20 | 16.1 |
| standard deviation | 0.53 | 0.03 | ||
| standard error | 0.18 | 0.01 | ||
| min | 2.61 | 0.16 | ||
| max | 4.19 | 0.25 | ||
| II | average value | 7.69 | 0.25 | 30.5 |
| standard deviation | 1.69 | 0.13 | ||
| standard error | 0.56 | 0.04 | ||
| min | 5.33 | 0.14 | ||
| max | 10.48 | 0.49 | ||
| III | average value | 4.34 | 0.17 | 25.2 |
| standard deviation | 0.26 | 0.03 | ||
| standard error | 0.09 | 0.01 | ||
| min | 4.09 | 0.13 | ||
| max | 4.88 | 0.22 | ||
| Measurement Area | Basic Statistical Analysis | Rpk [μm] | KRpk [-] | |
|---|---|---|---|---|
| After Turning | After Burnishing | |||
| I | average value | 1.09 | 0.07 | 14.8 |
| standard deviation | 0.27 | 0.02 | ||
| standard error | 0.09 | 0.01 | ||
| min | 0.78 | 0.05 | ||
| max | 1.64 | 0.11 | ||
| II | average value | 3.04 | 0.10 | 30.0 |
| standard deviation | 2.03 | 0.07 | ||
| standard error | 0.68 | 0.02 | ||
| min | 1.59 | 0.06 | ||
| max | 8.25 | 0.24 | ||
| III | average value | 0.94 | 0.06 | 16.2 |
| standard deviation | 0.17 | 0.01 | ||
| standard error | 0.06 | 0.00 | ||
| min | 0.71 | 0.04 | ||
| max | 1.22 | 0.07 | ||
| Measurement Area | Basic Statistical Analysis | Rvk [μm] | KRvk [-] | |
|---|---|---|---|---|
| After Turning | After Burnishing | |||
| I | average value | 1.53 | 0.17 | 9.2 |
| standard deviation | 0.60 | 0.08 | ||
| standard error | 0.20 | 0.03 | ||
| min | 0.86 | 0.08 | ||
| max | 2.89 | 0.30 | ||
| II | average value | 3.40 | 0.25 | 13.5 |
| standard deviation | 0.65 | 0.13 | ||
| standard error | 0.22 | 0.04 | ||
| min | 2.65 | 0.11 | ||
| max | 4.46 | 0.55 | ||
| III | average value | 1.29 | 0.12 | 10.4 |
| standard deviation | 0.18 | 0.05 | ||
| standard error | 0.06 | 0.02 | ||
| min | 1.06 | 0.08 | ||
| max | 1.57 | 0.20 | ||
| Measurement Area | Basic Statistical Analysis | HV10 | Su [%] | |
|---|---|---|---|---|
| After Turning | After Burnishing | |||
| I | average value | 58.1 | 76.0 | 30.8 |
| standard deviation | 3.9 | 2.9 | ||
| standard error | 1.3 | 1.0 | ||
| min | 50.7 | 72.5 | ||
| max | 63.9 | 80.6 | ||
| II | average value | 76.1 | 99.7 | 31.0 |
| standard deviation | 8.7 | 3.2 | ||
| standard error | 2.9 | 1.1 | ||
| min | 63.4 | 95.6 | ||
| max | 88.4 | 104.0 | ||
| III | average value | 59.0 | 86.0 | 45.7 |
| standard deviation | 3.2 | 4.2 | ||
| standard error | 1.1 | 1.4 | ||
| min | 53.2 | 80.1 | ||
| max | 61.7 | 92.0 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Labuda, W.; Wieczorska, A.; Charchalis, A. The Influence of the Burnishing Process on the Change in Surface Hardness, Selected Surface Roughness Parameters and the Material Ratio of the Welded Joint of Aluminum Tubes. Materials 2024, 17, 43. https://doi.org/10.3390/ma17010043
Labuda W, Wieczorska A, Charchalis A. The Influence of the Burnishing Process on the Change in Surface Hardness, Selected Surface Roughness Parameters and the Material Ratio of the Welded Joint of Aluminum Tubes. Materials. 2024; 17(1):43. https://doi.org/10.3390/ma17010043
Chicago/Turabian StyleLabuda, Wojciech, Agata Wieczorska, and Adam Charchalis. 2024. "The Influence of the Burnishing Process on the Change in Surface Hardness, Selected Surface Roughness Parameters and the Material Ratio of the Welded Joint of Aluminum Tubes" Materials 17, no. 1: 43. https://doi.org/10.3390/ma17010043