
Strengthening and Toughening of ZG25SiMn2CrB Steel without Tempering Brittleness via Electropulsing Treatment

 ,
,
Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Alloy Melting
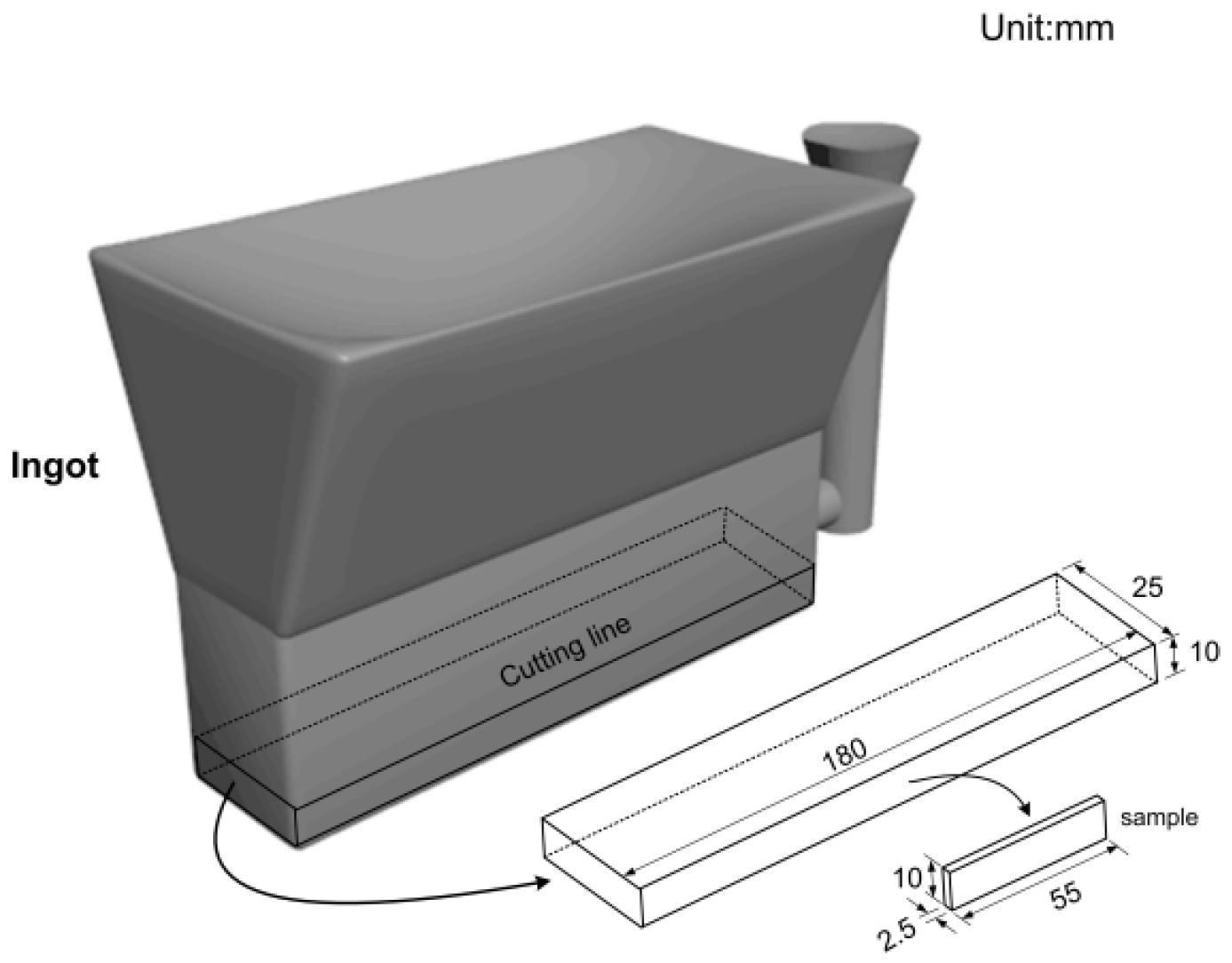
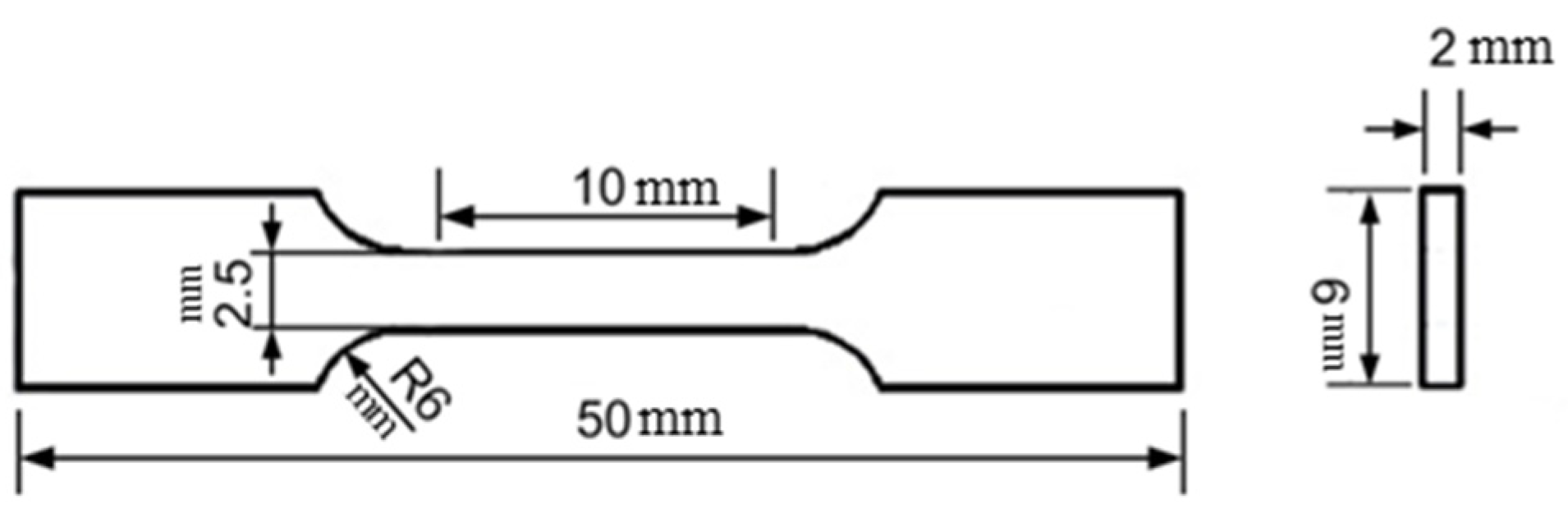
2.2. Sample Preparation
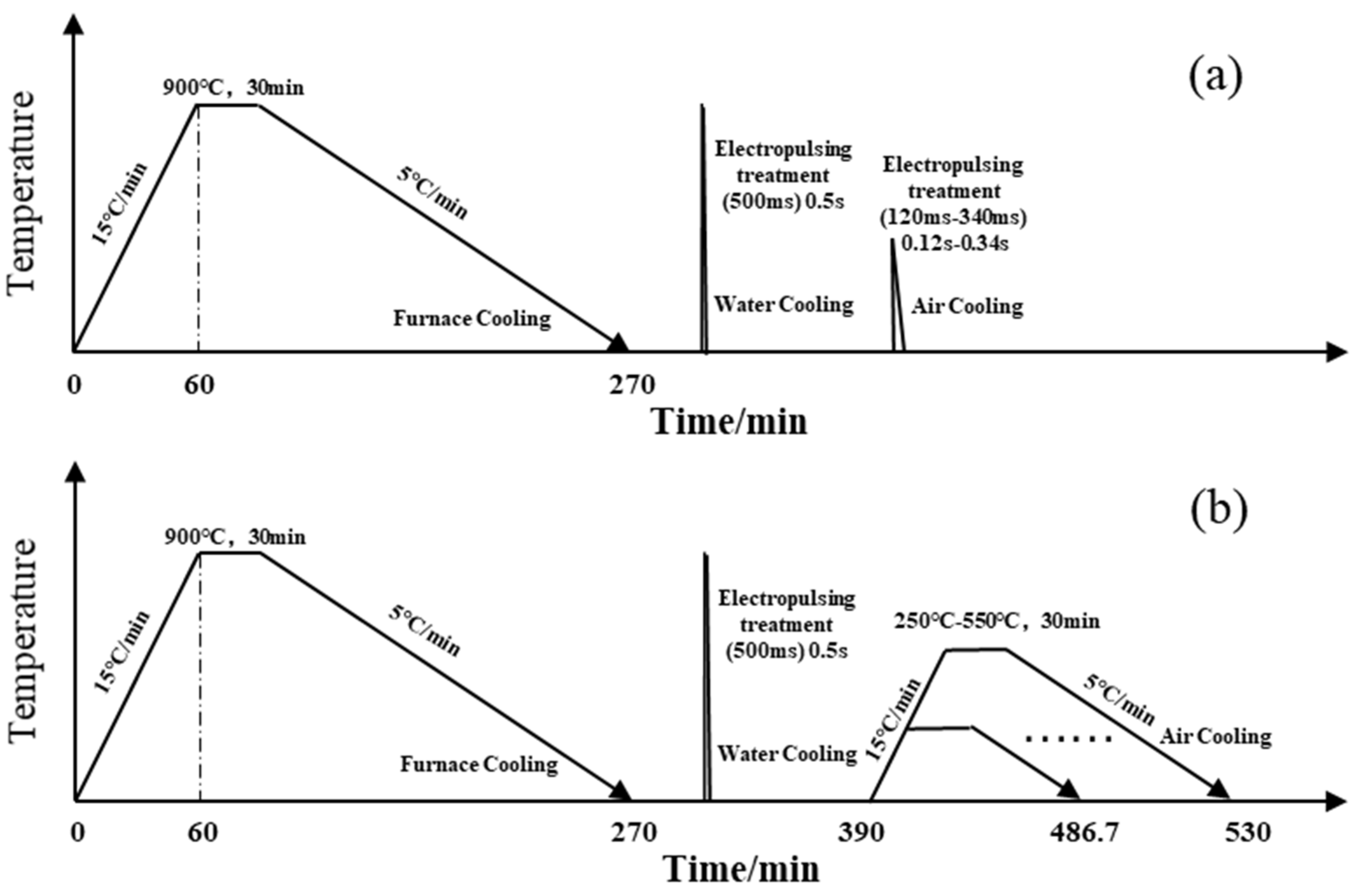
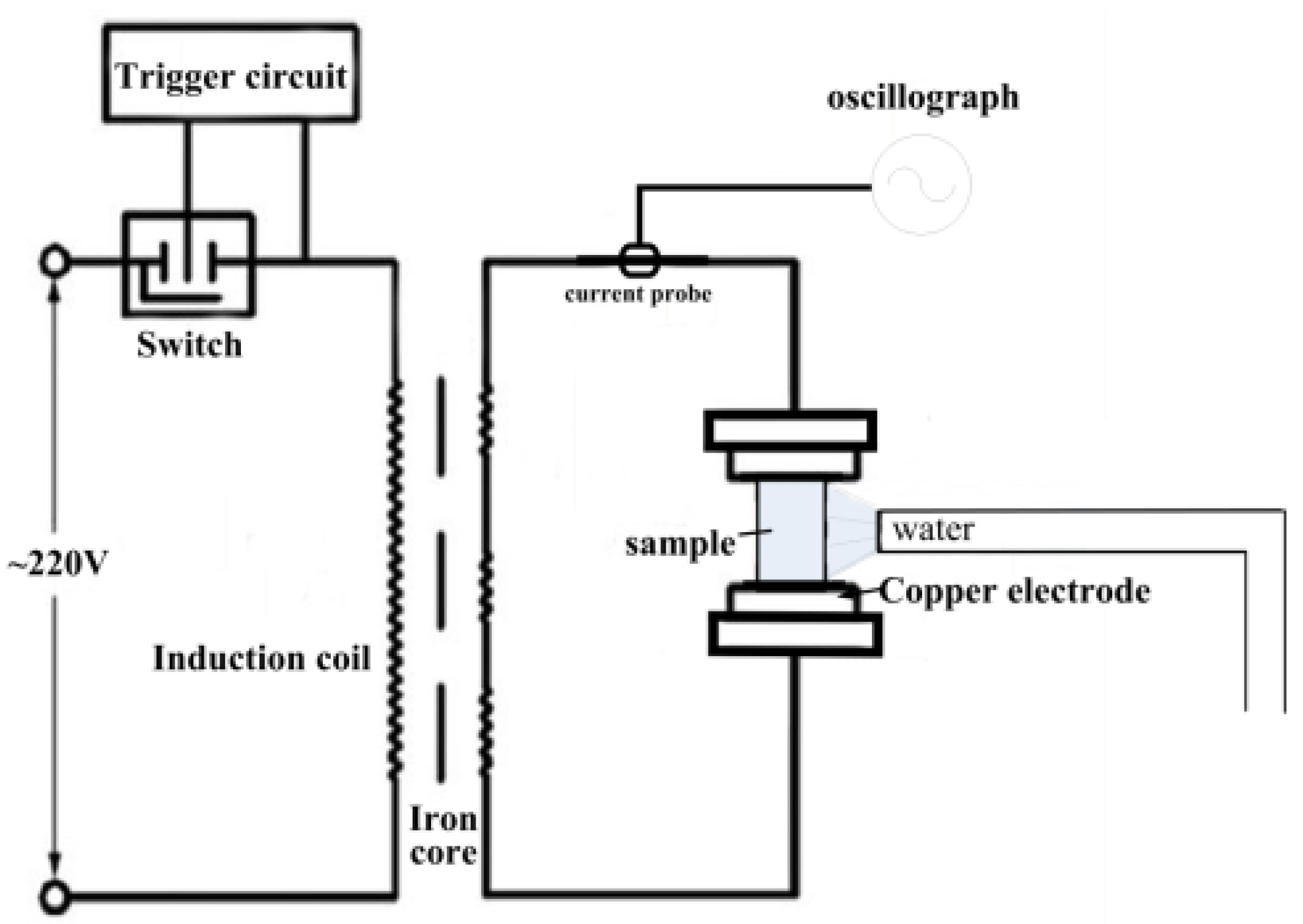
2.3. Electropulsing Treatment Device and Experimental Procedure
2.4. Microstructure Analysis and Testing
3. Experimental Results and Discussion
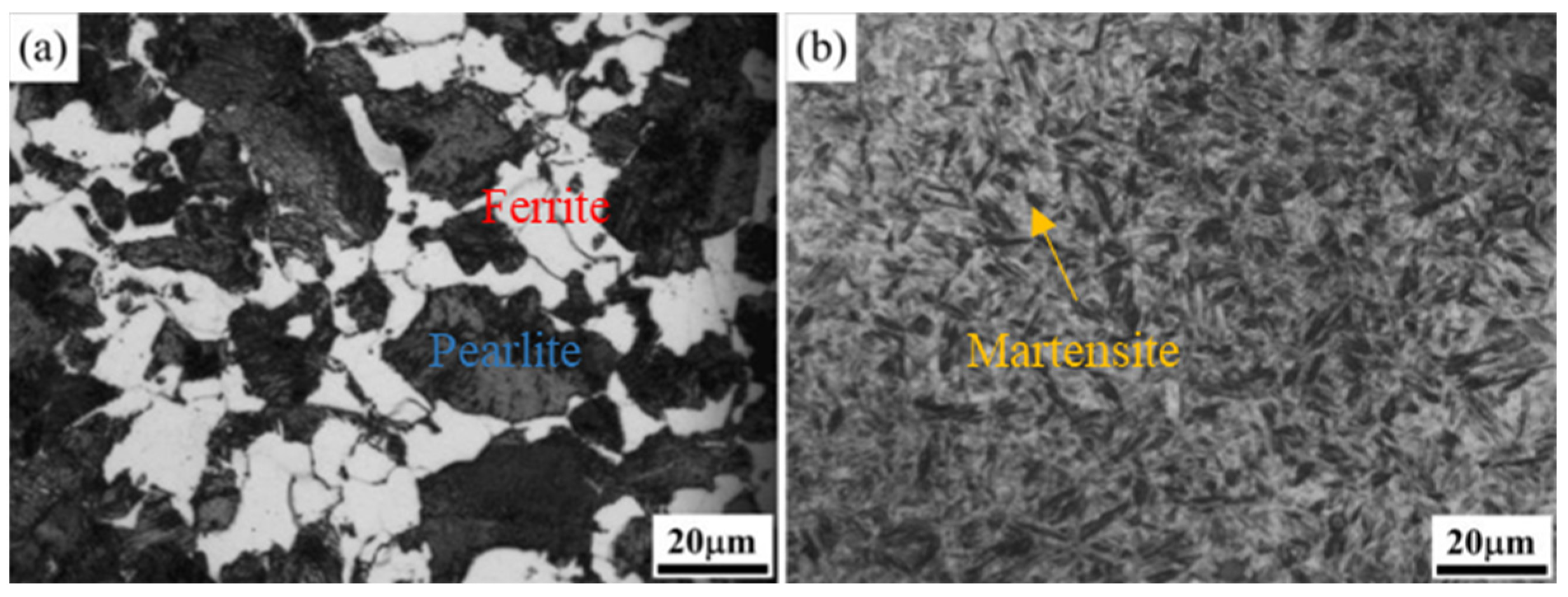
3.1. Microstructure Changes after Traditional Tempering and Electropulsing Tempering
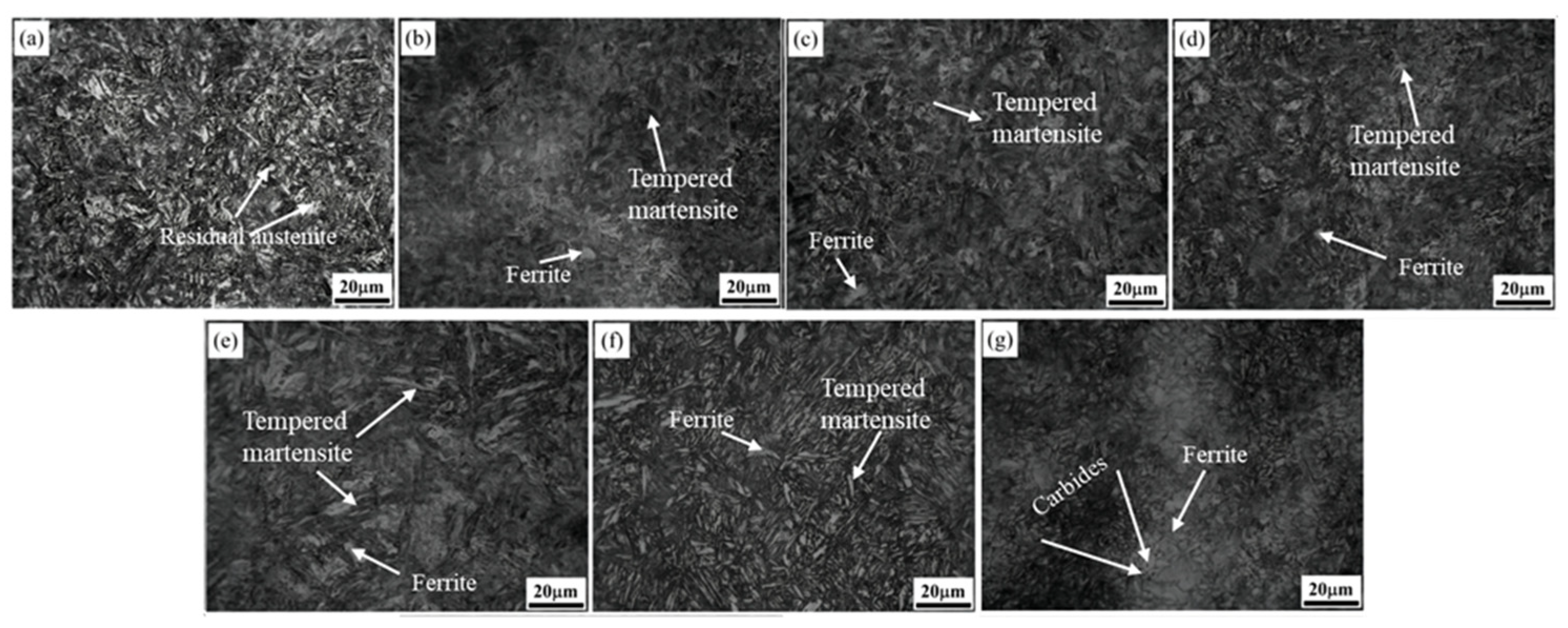
3.2. Influence of Traditional Tempering on Microstructure of Electropulsing Quenched Samples
- -
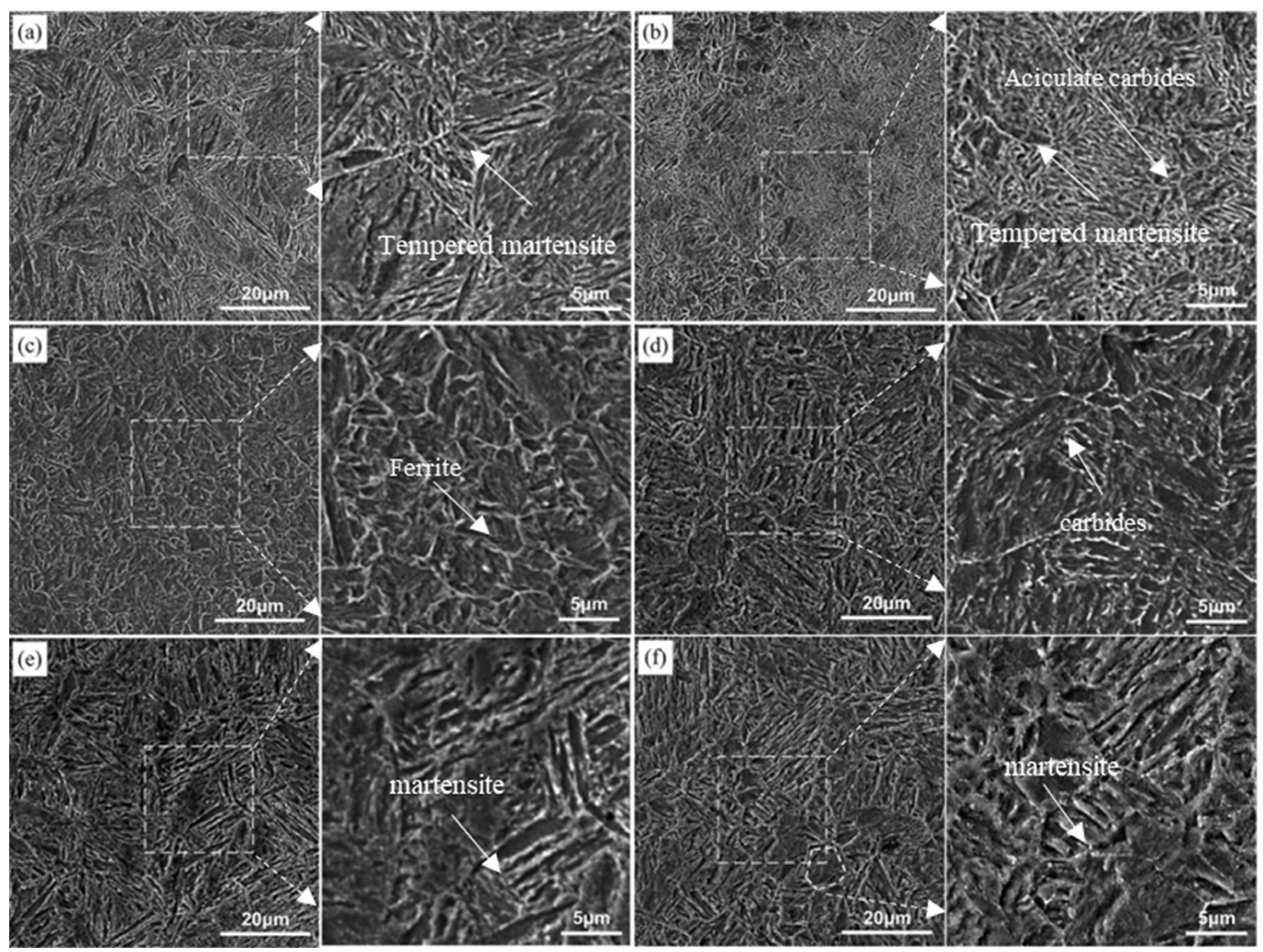
- In the temperature range of 80 °C to 200 °C, the precipitation and redistribution of transition carbides occur at dislocations, lath boundaries, and grain boundaries. ε-carbides (ε-Fe2.4C) also form during this stage, known as the first stage of tempering.
- -
- With the increasing temperature (200 °C to 300 °C), the thin-film residual austenite decomposes into α-ferrite and θ-carbides (θ-Fe3C), entering the second stage of tempering.
- -
- When the temperature exceeds 300 °C, the metastable carbides transform into stable carbides (Fe3C) in the third stage of tempering, which completes before 450 °C. After tempering temperatures surpass 350 °C, cementite undergoes spheroidization and coarsening.
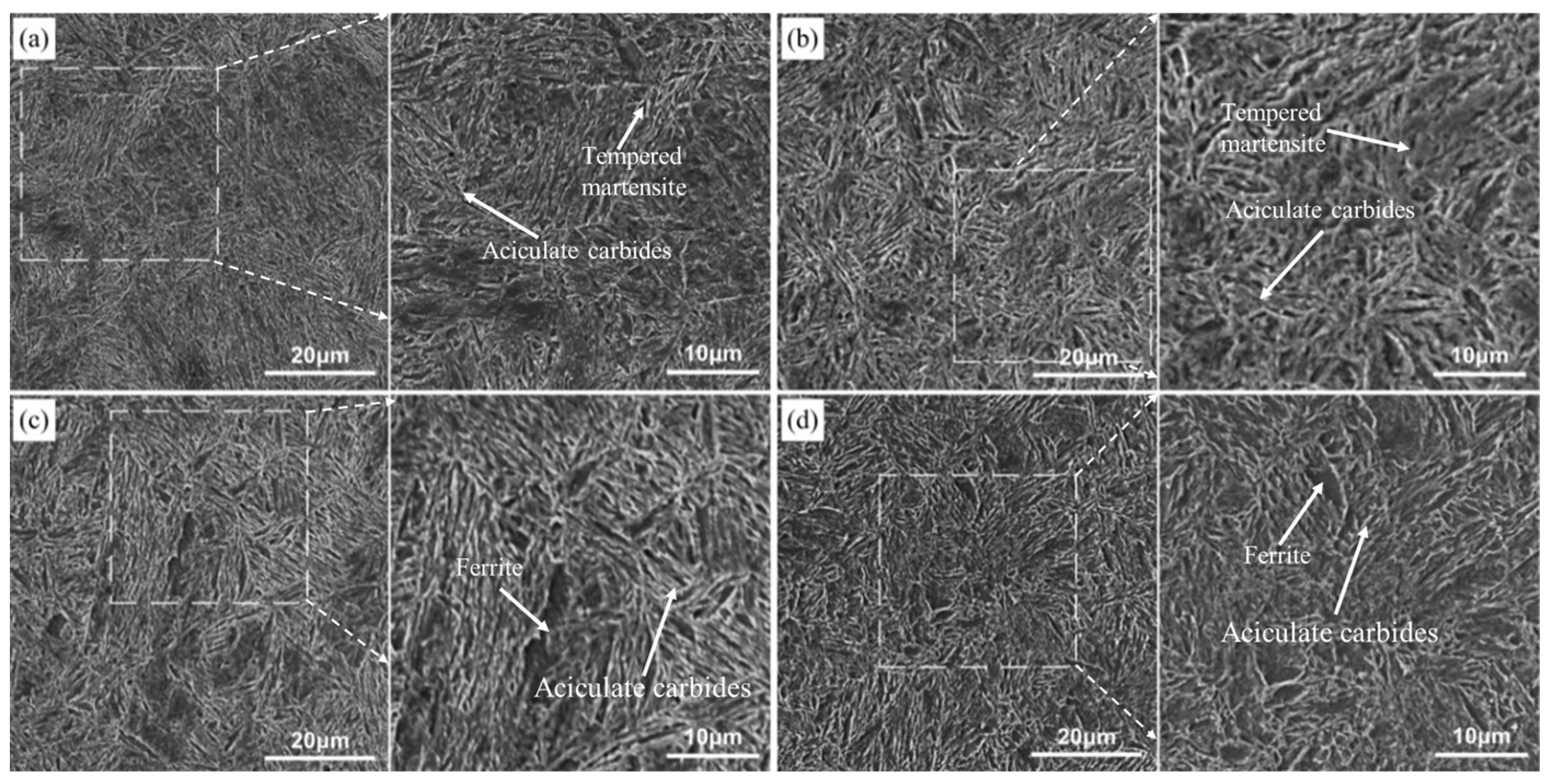
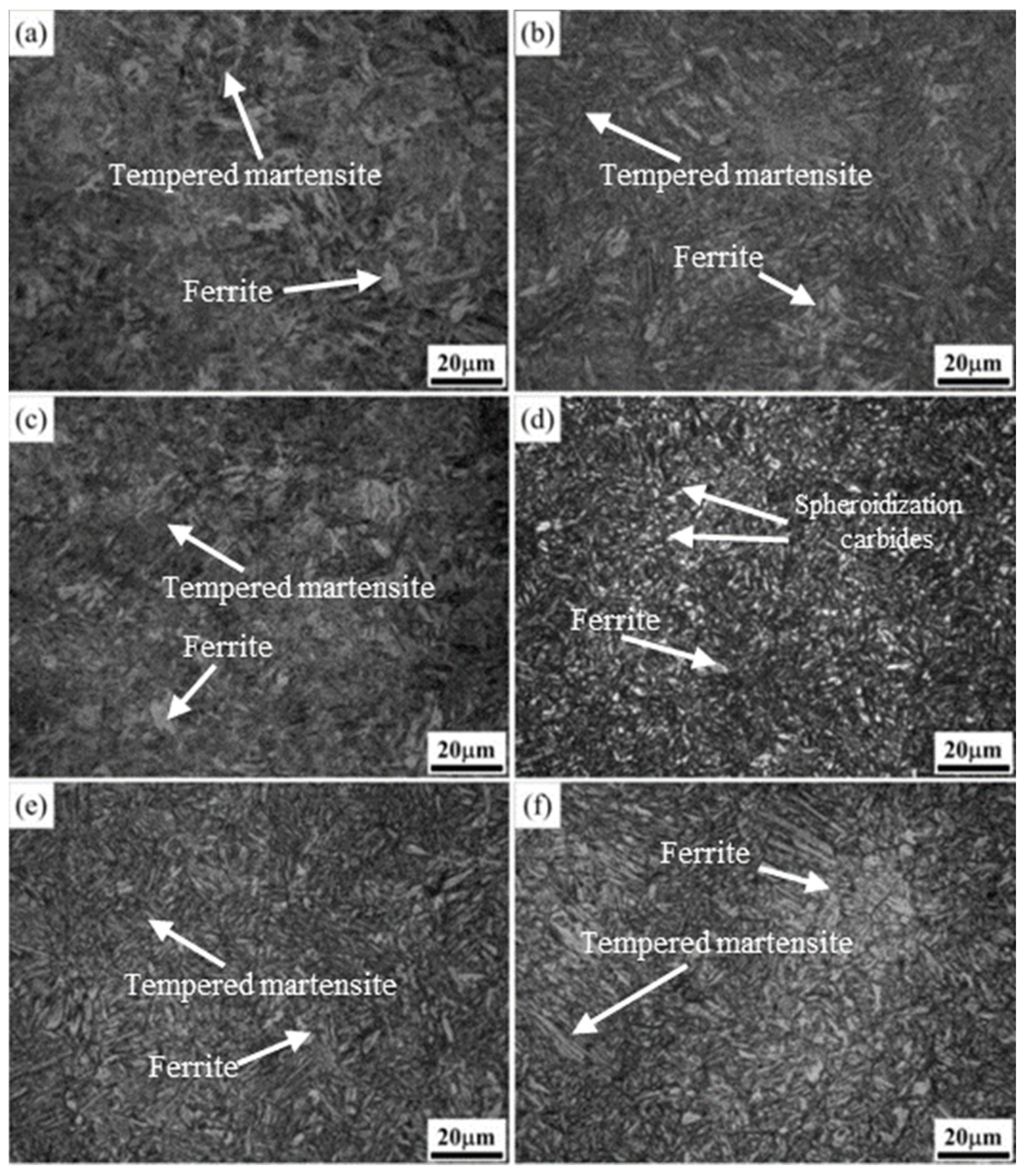
3.3. Influence of Electropulsing Tempering on Microstructure of Electropulsing Quenched Samples
3.4. Mechanical Properties of Quenched Samples Treated by Traditional Tempering and Electropulsing Tempering
3.4.1. Mechanical Properties of Quenched Samples Treated by Traditional Tempering
3.4.2. Mechanical Properties of Quenched Samples Treated by Electropulsing Tempering
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shi, H.W. China Iron and Steel Industry Yearbook; Editorial Department of China Iron and Steel Industry Yearbook: Beijing, China, 2013; p. 779. [Google Scholar]
- Wang, P.; Jiang, Z.; Geng, X.; Hao, S.; Zhang, X. Quantification of Chinese steel cycle flow: Historical status and future options. Resour. Conserv. Recycl. 2014, 87, 191–199. [Google Scholar] [CrossRef]
- Weng, Y.Q.; Yang, C.F.; Shang, C.J. Development status and trend of low alloy steels in China. Iron Steel 2011, 46, 1–10. [Google Scholar]
- Janjušević, Z.; Gulišija, Z.; Mihailović, M.; Patarić, A. Effect of Tempering on Mechanical Properties and Microstructure of a High-Strength Low-Alloy Steel. Met. Sci. Heat Treat. 2014, 56, 81–83. [Google Scholar] [CrossRef]
- Zhong, Y.; Zhang, B.; Fang, L.; Chen, J.; Xu, W.; Li, X. Giant hardening and formation of nanograined supersaturated solid solution in Al-Zn system, Mater. Res. Lett. 2023, 11, 764–771. [Google Scholar]
- Zhang, Z.; Liu, D.; Wang, Y.; Pang, Y.; Zhang, F.; Yang, Y.; Wang, J. A novel method for preparing bulk ultrafine-grained material: Three dimensional severe plastic deformation. Mater. Lett. 2020, 276, 128209. [Google Scholar] [CrossRef]
- Bai, S.B.; Chen, Y.A.; Sheng, J.; Li, D.Z.; Lu, H.H.; Bai, P.K.; Huang, Z.Q.; Li, J.Y.; Zhao, C. A comprehensive overview of high strength and toughness steels for automobile based on QP process. J. Mater. Res. Technol. 2023, 27, 2216–2236. [Google Scholar] [CrossRef]
- Gao, P.F.; Li, F.; An, K.; Zhao, Z.Z.; Chu, X.H.; Cui, H. Microstructure and deformation mechanism of Si-strengthened intercritically annealed quenching and partitioning steels. Mater. Charact. 2022, 191, 112145. [Google Scholar] [CrossRef]
- Cooman, D.; Bruno, C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Jiang, H.T.; Tang, D.; Mi, Z.L.; Zhuang, B.-T. Effect of partitioning parameters on the retained austenite in low-carbon Q&P steel. Mater. Sci. Technol. 2011, 19, 99–103. [Google Scholar]
- Wang, X.; Xu, Y.B.; Wang, Y.; Li, J.Y.; Wang, Y.; Gu, X.L.; Misra, R.D.K. Combined effect of Cu partitioning and nano-size precipitates on improving strength-ductility balance of Cu bearing Q&P steel. Mater. Charact. 2022, 194, 112441. [Google Scholar]
- Ma, R.; Zhang, X.F. Improvement of mechanical properties and microstructural refining of cast titanium alloys by coupling of electropulsing and temporary alloying element hydrogen. Mater. Sci. Eng. A 2022, 858, 144176. [Google Scholar] [CrossRef]
- Zhao, Y.G.; Ma, B.D.; Guo, H.C.; Ma, J.; Yang, Q.; Song, J. Electropulsing strengthened 2GPa boron steel with good ductility. Mater. Des. 2012, 43, 195–199. [Google Scholar] [CrossRef]
- Xiao, A.; Yan, Z.Q.; Huang, C.Q.; Yu, Z.; Wang, S.; Cui, X. Reduction of springback of Ti6Al4V alloy by high-density and instantaneous pulsed current. Mater. Sci. Eng. A 2023, 877, 145188. [Google Scholar] [CrossRef]
- Wu, Z.C.; Xu, X.F.; Zhao, Y.; Yan, X.; Zhou, Y.; Wei, L.; Yu, Y. Investigation of accelerated recrystallization behavior via electropulsing treatment in CoCrFeMnNi high-entropy alloy. Mater. Sci. Eng. A 2023, 863, 144536. [Google Scholar] [CrossRef]
- Yan, X.D.; Xu, X.F.; Wu, C.; Zhao, Y.; Li, D.; Zhou, Y.; Wei, L. A novel electropulsing treatment to improve the surface strength and repair the pore of additively manufactured Ti-6Al-4V alloy. Surf. Coat. Technol. 2023, 458, 129364. [Google Scholar] [CrossRef]
- Qin, S.Y.; Ba, X.; Zhang, X.F. Accelerated cluster dissolution using electropulsing for ultrafast performance regeneration. Scr. Mater. 2020, 178, 24–28. [Google Scholar] [CrossRef]
- Wei, L.; Xu, X.F.; Zhao, Y.; Yan, X.; Zhou, Y.; Wu, Z.; Yu, Y. High Thermal Stability of a Colony and Basket-Weave Mixed Microstructure in Selective-Laser-Melted Ti-6Al-4V Alloy Induced by Electropulsing. Metals 2023, 13, 538. [Google Scholar] [CrossRef]
- Wei, L.; Xu, X.F.; Zhao, Y.; Yan, X.; Wu, Z.; Wu, C. A shortened process of tri-modal microstructure developing in Ti-6Al-4V alloy via electropulsing-induces grain spheroidization. Mater. Charact. 2023, 205, 113260. [Google Scholar] [CrossRef]
- Yu, D.G. Iron-Based Martensite Aging-Tempering Transition Theory and Its Strengthening Toughness; Shanghai Jiao Tong University Press: Shanghai, China, 2008. [Google Scholar]
- Wang, L.J.; Ca, Q.W.; Wu, H.B.; Li, Y.; Lv, D.; Shi, J.; Fan, J. Effect of tempering temperature on the microstructure and property of 1500 MPa Direct quenching steel. J. Eng. Sci. 2010, 32, 1150–1156. [Google Scholar]
- Wang, N.; Liu, W.; Wu, F.; Zhou, H.; Zhang, X.; Tang, G.; Zhu, J. Influence of an electric field on the quench aging of a medium-carbon alloy steel. Scr. Mater. 2001, 44, 2517–2521. [Google Scholar] [CrossRef]
- Zheng, J.Y. Theory and Key Technology of Residual Stress Elimination by Electric Pulse Method; Zhejiang University China: Hangzhou, China, 2011. [Google Scholar]
- Zeng, Y.Z. Effect of intercritical quenching on the reversible tempering brittleness for 30CrMnSiA steel. Met. Heat Treat. 1983, 5, 26–31. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Charging Materials | C | Si | Mn | Cr | B | V | Ti | RE | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cr-Fe | 2 | 2.5 | 65 | 0.025 | 0.03 | Bal. | |||||
| Mid-carbon Mn-Fe | 1.9 | 2 | 75.6 | 0.03 | 0.3 | Bal. | |||||
| High carbon Mn-Fe | 6.7 | 1.5 | 65.2 | 0.03 | 0.211 | Bal. | |||||
| Si-Fe | 0.1 | 75 | 0.4 | 0.3 | 0.005 | 0.025 | Bal. | ||||
| V-Fe | 0.4 | 2 | 0.5 | 50 | Bal. | ||||||
| Ti-Fe | 0.1 | 4.5 | 2.5 | 30 | Bal. | ||||||
| RE | 30 | Bal. | |||||||||
| B-Fe | 0.5 | 2 | 0.5 | 17 | Bal. | ||||||
| Q235 | 0.18 | 0.22 | 0.45 | 0.029 | 0.025 | Bal. |
| Material | C | Si | Mn | Cr | B | P, S | Ti, V, RE |
|---|---|---|---|---|---|---|---|
| ZG25SiMn2CrB | 0.25 | 1.41 | 2.07 | 0.52 | 0.004 | ≤0.03 | 0.05 each |
| Material | C | Si | Mn | Cr | B | P, S | Ti, V, RE |
| Instrument Name | UNIT TYPE | Manufacturer |
|---|---|---|
| Medium-frequency induction furnace | YFL-50 | Zhengzhou FulunYing, Zhengzhou, China |
| Direct-reading spectrometer | ARL4460 | Thermo Fisher Scientific, Waltham, MA, USA |
| Digital Lowell hardness meter | 200HRS-150 | Jinan Fangyuan, Jinan, China |
| Optical microscope (OM) | Zeiss (AxioImager.A2m) | Zeiss AG, Jena, Germany |
| Scanning electron microscope | 1000-B | Hitachi, Japan |
| Pre-mill machine | YM-1 | Jinan Fangyuan, Jinan, China |
| Abrasive finishing machine | PG-1A | Shennuo Instrument Co., Ltd., Shenzhen, China. |
| Chamber electric furnace | GWL-1600 | Guoju, Luoyang, China |
| EDM cutting machine tool | MNC-A1 | AgieCharmilles, Meyrin, Switzerland |
| MTS810 Electro-hydraulic servo experimental system | MTS810.22M | MTS Systems, Eden Prairie, MN, America |
| Temper Temperature /°C | Yield Strength /MPa | Tensile Strength /MPa | Elongation /% | Product of Strength and Elongation /(MPa·%) | Hardness /HRC |
|---|---|---|---|---|---|
| 250 | 1155 ± 23 | 1600 ± 26 | 8.72 ± 0.6 | 13,952.00 | 50.48 |
| 300 | 1234 ± 35 | 1533 ± 16 | 7.92 ± 1.1 | 12,141.36 | 51.00 |
| 350 | 1298 ± 22 | 1501 ± 42 | 10.21 ± 0.8 | 15,325.21 | 50.76 |
| 400 | 1150 ± 17 | 1321 ± 35 | 9.64 ± 0.5 | 12,734.44 | 48.40 |
| 450 | 1190 ± 41 | 1356 ± 11 | 2.78 ± 0.3 | 3769.68 | 45.66 |
| 500 | 1060 ± 32 | 1157 ± 27 | 10.43 ± 1.7 | 12,067.51 | 39.38 |
| 550 | 933 ± 23 | 1003 ± 24 | 17.80 ± 0.9 | 17,853.40 | 37.18 |
| Temper Times /ms | Yield Strength /MPa | Tensile Strength /MPa | Elongation /% | Product of Strength and Elongation /(MPa·%) | Hardness /HRC |
|---|---|---|---|---|---|
| 120 | 1254 ± 28 | 1686 ± 22 | 7.10 ± 0.3 | 11,970.60 | 50.74 |
| 140 | 1398 ± 36 | 1656 ± 31 | 7.79 ± 1.2 | 12,900.24 | 47.6 |
| 160 | 1401 ± 14 | 1609 ± 21 | 11.62 ± 0.5 | 18,696.58 | 48.68 |
| 180 | 1390 ± 19 | 1491 ± 13 | 12.36 ± 0.6 | 18,428.76 | 45.36 |
| 200 | 1185 ± 44 | 1432 ± 36 | 11.37 ± 1.1 | 16,281.84 | 42.98 |
| 220 | 1057 ± 43 | 1174 ± 32 | 15.13 ± 0.8 | 17,762.62 | 40.88 |
| 240 | 979 ± 21 | 1099 ± 18 | 13.44 ± 0.4 | 14,770.56 | 38.28 |
| 260 | 1016 ± 13 | 1138 ± 11 | 15.82 ± 0.7 | 18,003.16 | 38.325 |
| 280 | 980 ± 32 | 1137 ± 28 | 17.89 ± 1.6 | 20,340.93 | 37.58 |
| 300 | 947 ± 25 | 1159 ± 41 | 17.95 ± 1.3 | 20,804.05 | 36.82 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Cui, X.; Zhao, Y.; Zhang, Z.; Shi, L.; Zhang, B.; Ren, L. Strengthening and Toughening of ZG25SiMn2CrB Steel without Tempering Brittleness via Electropulsing Treatment. Materials 2024, 17, 2480. https://doi.org/10.3390/ma17112480
Zhao Y, Cui X, Zhao Y, Zhang Z, Shi L, Zhang B, Ren L. Strengthening and Toughening of ZG25SiMn2CrB Steel without Tempering Brittleness via Electropulsing Treatment. Materials. 2024; 17(11):2480. https://doi.org/10.3390/ma17112480
Chicago/Turabian StyleZhao, Yang, Xinwei Cui, Yuguang Zhao, Zhihui Zhang, Lijun Shi, Baoyu Zhang, and Luquan Ren. 2024. "Strengthening and Toughening of ZG25SiMn2CrB Steel without Tempering Brittleness via Electropulsing Treatment" Materials 17, no. 11: 2480. https://doi.org/10.3390/ma17112480