
Effect of Steel Slag on the Properties of Alkali-Activated Slag Material: A Comparative Study with Fly Ash
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Mix Proportions
2.3. Test Methods
3. Results and Discussion
3.1. Mechanical Properties
3.2. Non-Evaporable Water Content
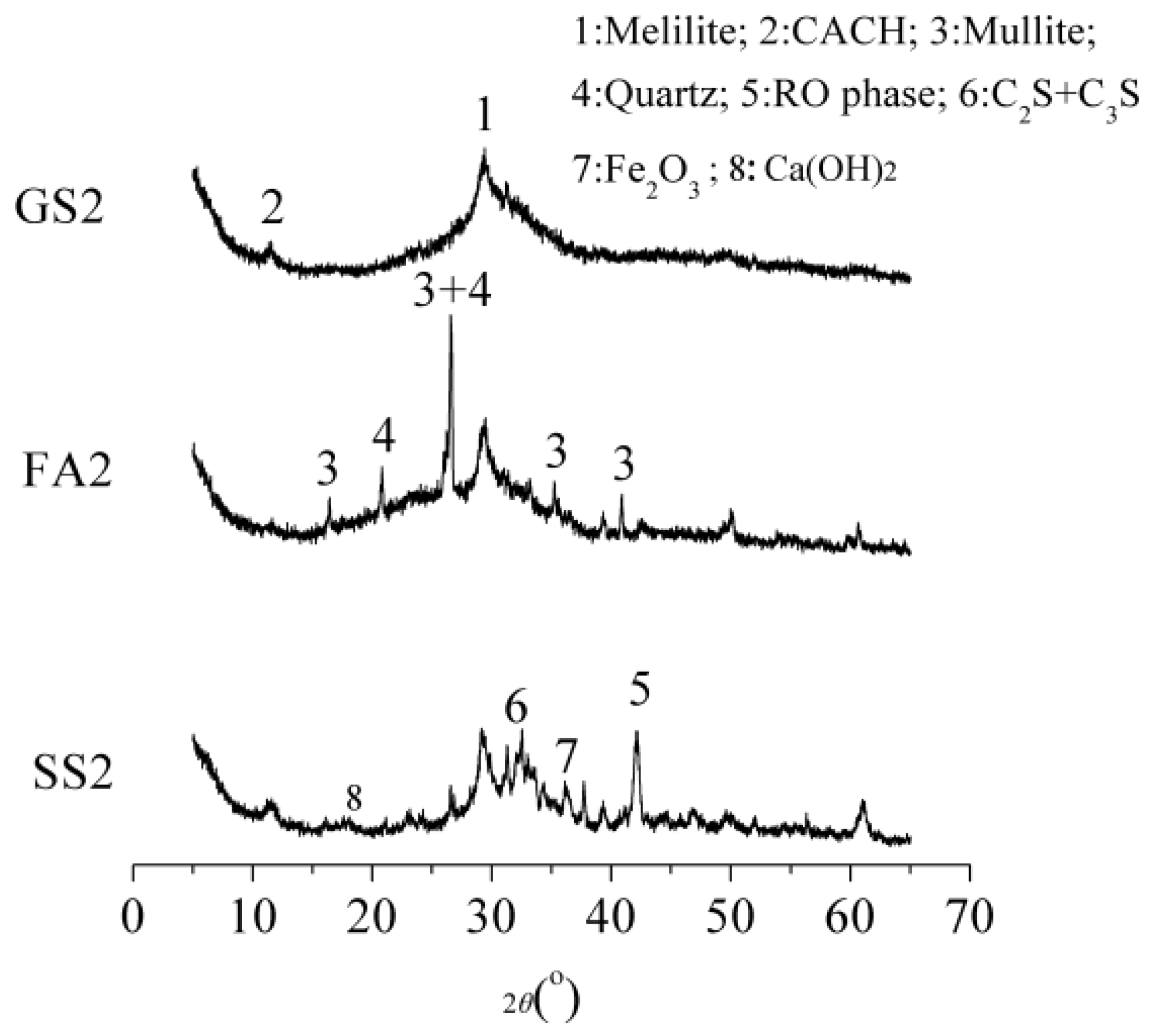
3.3. XRD
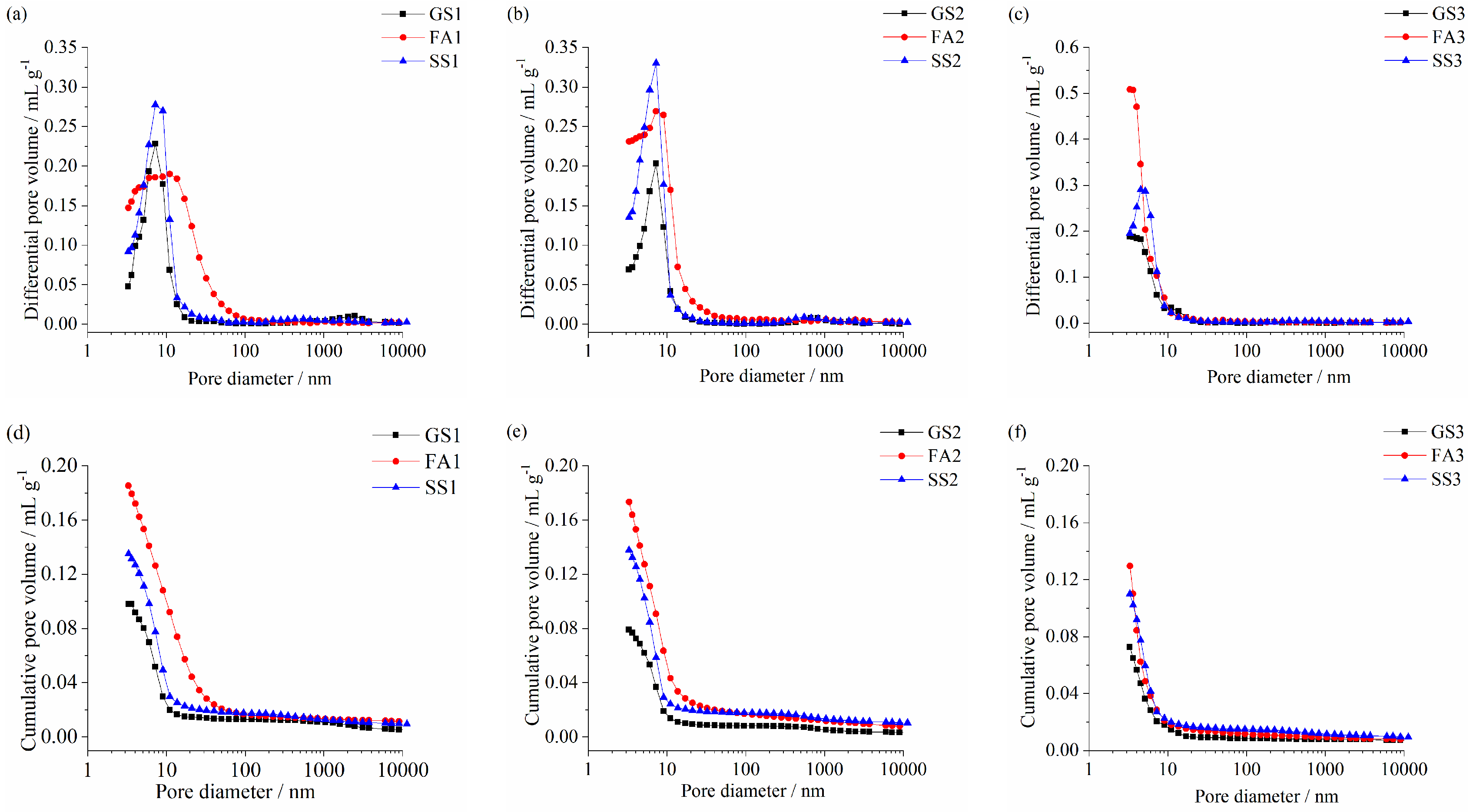
3.4. Pore Structure Analysis
3.5. Morphology
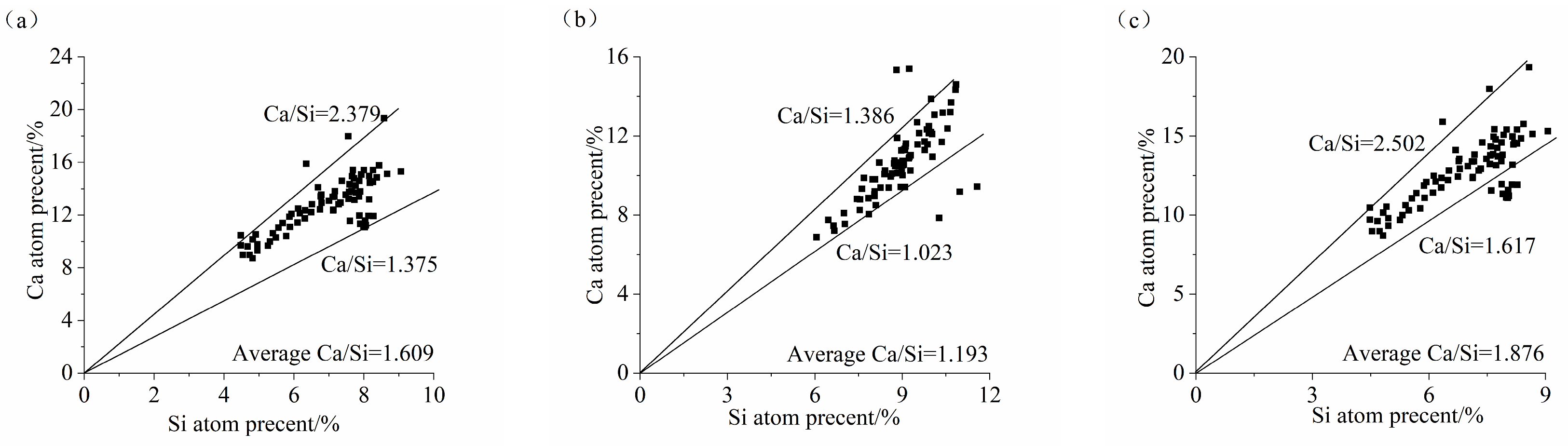
3.6. Analysis of the Ca/Si Ratio and Al/Si Ratio
3.7. Drying Shrinkage
4. Conclusions
- (1)
- Adding SS or FA reduced the mechanical properties of the AAS mortar. SS significantly reduced the compressive strength of AAS mortar at high Ms, but FA evidently decreased the compressive strength of AAS mortar at low Ms. The toughness of AASS mortar was better than that of AASF mortar. The compressive strengths of all the samples increased with increasing Ms.
- (2)
- The incorporation of SS increased the later-age Wn of the AAS paste at low Ms but reduced the Wn at high Ms. The addition of FA markedly reduced the Wn of AAS paste. The Wn of AASS paste was notably high compared to that of AASF paste.
- (3)
- The addition of SS or FA increased the cumulative pore volume and porosity of the AAS paste, especially after adding FA. Increasing the Ms refined the pore structures of all the samples.
- (4)
- The AAS paste becomes looser after adding SS or FA. The C-(A)-S-H gels and unreacted SS or FA particles were observed. The microstructure became denser with increasing Ms.
- (5)
- Adding SS increased the Ca/Si ratio of the C-(A)-S-H gel but decreased the Al/Si ratio. However, the Ca/Si ratio was reduced, and the Al/Si ratio was almost unchanged by adding FA.
- (6)
- Adding SS or FA markedly reduced the drying shrinkage of the AAS mortar at all the studied Ms. The reduction effect of SS on drying shrinkage was more significant.
- (7)
- SS and slag both belong to the iron and steel industry. SS can replace FA to prepare AAS composite binder.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production—Present and future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- Li, M.; Zhang, M.; Du, C.; Chen, Y. Study on the spatial spillover effects of cement production on air pollution in China. Sci. Total Environ. 2020, 748, 141421. [Google Scholar] [CrossRef] [PubMed]
- Rowe, I.V.; Rodriguez, K.Z.; Laso, J.; Quispe, I.; Aldaco, R.; Kahhat, R. Production of cement in Peru: Understanding carbon-related environmental impacts and their policy implications. Resour. Conserv. Recycl. 2019, 142, 283–292. [Google Scholar] [CrossRef]
- Cabeza, L.F.; Barreneche, C.; Miró, L.; Morera, J.M.; Bartolí, E.; Fernández, A.I. Low carbon and low embodied energy materials in buildings: A review. Renew. Sustain. Energy Rev. 2013, 23, 536–542. [Google Scholar] [CrossRef]
- Song, Q.; Guo, M.; Ling, T. A review of elevated-temperature properties of alternative binders: Supplementary cementitious materials and alkali-activated materials. Constr. Build. Mater. 2022, 341, 127894. [Google Scholar] [CrossRef]
- Fu, Q.; Bu, M.; Zhang, Z.; Xu, W.; Yuan, Q.; Niu, D.T. Hydration Characteristics and Microstructure of Alkali-Activated Slag Concrete: A Review. Engineering 2023, 20, 162–179. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, H.; Cheng, Y.; Huseien, G.F.; Shah, K.W. Shrinkage mechanisms and shrinkage-mitigating strategies of alkali-activated slag composites: A critical review. Constr. Build. Mater. 2022, 318, 125993. [Google Scholar] [CrossRef]
- Jiang, L.; Niu, Y.; Jin, W.; Gao, H.; Chen, L. Influence of chloride salt type on chloride ion diffusion performance of alkali-activated slag mortar. Constr. Build. Mater. 2022, 351, 128930. [Google Scholar] [CrossRef]
- Amer, I.; Kohail, M.; El-Feky, M.S.; Rashad, A.; Khalaf, M.A. A review on alkali-activated slag concrete. Ain Shams. Eng. J. 2021, 12, 1475–1499. [Google Scholar] [CrossRef]
- Wang, W.; Noguchi, T.; Maruyama, I. Mechanism understanding of alkali-silica reaction in alkali-activated materials system. Cem. Concr. Res. 2022, 156, 106768. [Google Scholar] [CrossRef]
- Zhu, Y.; Wan, X.; Han, X.; Ren, J.; Luo, J.; Yu, Q. Solidification of chloride ions in alkali-activated slag. Constr. Build. Mater. 2022, 320, 126219. [Google Scholar] [CrossRef]
- Srinivasamurthy, L.; Chevali, V.S.; Zhang, Z.; Longhi, M.A.; Loh, T.W.; Wang, H. Mechanical property and microstructure development in alkali activated fly ash slag blends due to efflorescence. Constr. Build. Mater. 2022, 332, 127273. [Google Scholar] [CrossRef]
- Sadeghian, G.; Behfarnia, K.; Teymouri, M. Drying shrinkage of one-part alkali-activated slag concrete. J. Build. Eng. 2022, 51, 104263. [Google Scholar] [CrossRef]
- Ye, H.; Cartwright, C.; Rajabipour, F.; Radlińska, A. Understanding the drying shrinkage performance of alkali-activated slag mortars. Cem. Concr. Compos. 2017, 76, 13–24. [Google Scholar] [CrossRef]
- Sun, Y.; Ghorbani, S.; Dai, X.; Ye, G.; Schutter, G.D. Evaluation of rheology and strength development of alkali-activated slag with different silicates sources. Cem. Concr. Compos. 2022, 128, 104415. [Google Scholar] [CrossRef]
- Wardhono, A.; Gunasekara, C.; Law, D.W.; Setunge, S. Comparison of long term performance between alkali activated slag and fly ash geopolymer concretes. Constr. Build. Mater. 2017, 143, 272–279. [Google Scholar] [CrossRef]
- Sun, B.; Sun, Y.; Ye, G.; Schutter, G.D. A mix design methodology of slag and fly ash-based alkali-activated paste. Cem. Concr. Compos. 2022, 126, 104368. [Google Scholar] [CrossRef]
- Nedeljkovic, M.; Li, Z.; Ye, G. Setting, Strength, and Autogenous Shrinkage of Alkali-Activated Fly Ash and Slag Pastes: Effect of Slag Content. Materials 2018, 11, 2121. [Google Scholar] [CrossRef]
- Ruengsillapanun, K.; Udtaranakron, T.; Pulngern, T.; Tangchirapat, W.; Jaturapitakkul, C. Mechanical properties, shrinkage, and heat evolution of alkali activated fly ash concretes. Constr. Build. Mater. 2021, 299, 123954. [Google Scholar] [CrossRef]
- Aziz, I.H.; Abdullah, M.M.A.B.; Salleh, M.A.A.M.; Yoriya, S.; Chaiprapa, J.; Rojviriya, C.; Li, L.Y. Microstructure and porosity evolution of alkali activated slag at various heating temperatures. J. Mater. Res. Technol. 2020, 9, 15894–15907. [Google Scholar] [CrossRef]
- Aiken, T.A.; Kwasny, J.; Sha, W.; Tong, K.T. Mechanical and durability properties of alkali-activated fly ash concrete with increasing slag content. Constr. Build. Mater. 2021, 301, 124330. [Google Scholar] [CrossRef]
- Zhang, J.; Shi, C.; Zhang, Z.; Hu, X. Reaction mechanism of sulfate attack on alkali-activated slag/fly ash cements. Constr. Build. Mater. 2022, 318, 126052. [Google Scholar] [CrossRef]
- Fang, G.; Wang, Q.; Zhang, M. Micromechanical analysis of interfacial transition zone in alkali-activated fly ash-slag concrete. Cem. Concr. Compos. 2021, 119, 103990. [Google Scholar] [CrossRef]
- Kong, L.; Fan, Z.; Lu, J.; Zhang, L. Microstructure evolution of interfacial transition zone between alkali-activated fly ash/slag matrix and aggregate. Mater. Struct. 2022, 55, 203. [Google Scholar] [CrossRef]
- Sun, J.; Chen, Z. Effect of silicate modulus of water glass on the hydration of alkali-activated converter steel slag. J. Therm. Anal. Calorim. 2019, 138, 47–56. [Google Scholar] [CrossRef]
- Singh, S.K.; Jyoti; Vashistha, P. Development of newer composite cement through mechano-chemical activation of steel slag. Constr. Build. Mater. 2021, 268, 121147. [Google Scholar] [CrossRef]
- Song, W.; Zhu, Z.; Pu, S.; Wan, Y.; Huo, W.; Song, S.; Zhang, J.; Yao, K.; Hu, L. Efficient use of steel slag in alkali-activated fly ash-steel slag-ground granulated blast furnace slag ternary blends. Constr. Build. Mater. 2020, 259, 119814. [Google Scholar] [CrossRef]
- Chen, Y.; Zhou, X.; Wan, S.; Zheng, R.; Tong, J.; Hou, H.; Wang, T. Synthesis and characterization of geopolymer composites based on gasification coal fly ash and steel slag. Constr. Build. Mater. 2019, 211, 646–658. [Google Scholar] [CrossRef]
- Zhao, Y.; Shi, T.; Cao, L.; Kan, L.; Wu, M. Influence of steel slag on the properties of alkali-activated fly ash and blast-furnace slag based fiber reinforced composites. Cem. Concr. Compos. 2021, 116, 103875. [Google Scholar] [CrossRef]
- Sun, B.; Ye, G.; Schutter, G. A review: Reaction mechanism and strength of slag and fly ash-based alkali-activated materials. Constr. Build. Mater. 2022, 326, 126843. [Google Scholar] [CrossRef]
- Sun, J.; Zhang, Z.; Zhuang, S.; He, W. Hydration properties and microstructure characteristics of alkali–activated steel slag. Constr. Build. Mater. 2020, 241, 118141. [Google Scholar] [CrossRef]
- Nicolas, R.S.; Bernal, S.A.; Gutiérrez, R.M.; Deventer, J.S.J.; Provis, J.L. Distinctive microstructural features of aged sodium silicate-activated slag concretes. Cem. Concr. Res. 2014, 65, 41–51. [Google Scholar] [CrossRef]
- Leong, H.Y.; Ong, D.E.L.; Sanjayan, J.G.; Nazari, A. The effect of different Na2O and K2O ratios of alkali activator on compressive strength of fly ash based-geopolymer. Constr. Build. Mater. 2016, 106, 500–511. [Google Scholar] [CrossRef]
- Ma, F.; Zhou, L.; Luo, Y.; Wang, J.; Ma, B.; Qian, B.; Zang, J.; Hu, Y.; Ren, X. The mechanism of pristine steel slag for boosted performance of fly ash-based geopolymers. J. Indian Chen. Soc. 2022, 99, 100602. [Google Scholar] [CrossRef]
- Zhao, J.; Li, S. Study on processability, compressive strength, drying shrinkage and evolution mechanisms of microstructures of alkali-activated slag-glass powder cementitious material. Constr. Build. Mater. 2022, 344, 128196. [Google Scholar] [CrossRef]
- Ryu, G.S.; Lee, Y.B.; Koh, K.T.; Chung, Y.S. The mechanical properties of fly ash-based geopolymer concrete with alkaline activators. Constr. Build. Mater. 2013, 47, 409–418. [Google Scholar] [CrossRef]
- Shi, Z.; Shi, C.; Wan, S.; Zhang, Z. Effects of alkali dosage and silicate modulus on alkali-silica reaction in alkali-activated slag mortars. Cem. Concr. Res. 2018, 111, 104–115. [Google Scholar] [CrossRef]
- Khuda, S.N.E. Influence of wetting–drying cycles on compressive and flexural strength of cement mortar and CFRP-mortar bond strength. Constr. Build. Mater. 2021, 271, 121513. [Google Scholar] [CrossRef]
- Cheng, Z.; Yang, K.; Tang, Z.; Ge, F.; Zhou, X.; Zeng, X.; Ma, K.; Long, G. Experimental investigation on flexural and compressive toughness of mortar and concrete with hybrid toughening materials. Structures 2022, 43, 1592–1599. [Google Scholar] [CrossRef]
- Huang, D.; Chen, P.; Peng, H.; Yang, Y.; Yuan, Q.; Su, M. A review and comparison study on drying shrinkage prediction between alkali-activated fly ash/slag and ordinary Portland cement. Constr. Build. Mater. 2021, 305, 124760. [Google Scholar] [CrossRef]
- Kalina, L.; Bílek, V.; Bartoníčková, E.; Kalina, M.; Hajzler, J.; Novotný, R. Doubts over capillary pressure theory in context with drying and autogenous shrinkage of alkali-activated materials. Constr. Build. Mater. 2020, 248, 118620. [Google Scholar] [CrossRef]
- Ma, Y.; Ye, G. The shrinkage of alkali activated fly ash. Cem. Concr. Res. 2015, 68, 75–82. [Google Scholar] [CrossRef]
- Dueramae, S.; Tangchirapat, W.; Chindaprasirt, P.; Jaturapitakkul, C.; Sukontasukkul, P. Autogenous and drying shrinkages of mortars and pore structure of pastes made with activated binder of calcium carbide residue and fly ash. Constr. Build. Mater. 2020, 230, 116962. [Google Scholar] [CrossRef]
- Omur, T.; Kabay, N.; Miyan, N.; Özkan, H.; Özkan, Ç. The effect of alkaline activators and sand ratio on the physico-mechanical properties of blast furnace slag based mortars. J. Build. Eng. 2022, 58, 104998. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, H.; Feng, P.; Zhang, P. A review on shrinkage-reducing methods and mechanisms of alkali-activated/geopolymer systems: Effects of chemical additives. J. Build. Eng. 2022, 49, 104056. [Google Scholar] [CrossRef]
- Mastali, M.; Kinnunen, P.; Dalvand, A.; Mohammadi Firouz, R.; Illikainen, M. Drying shrinkage in alkali-activated binders–A critical review. Constr. Build. Mater. 2018, 190, 533–550. [Google Scholar] [CrossRef]
- Shen, W.; Wang, Y.; Zhang, T.; Zhou, M.; Li, J.; Cui, X. Magnesia Modification of Alkali-Activated Slag Fly Ash Cement. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2011, 26, 121–125. [Google Scholar] [CrossRef]
- Zhu, X.; Tang, D.; Yang, K.; Zhang, Z.; Li, Q.; Pan, Q.; Yang, C. Effect of Ca(OH)2 on shrinkage characteristics and microstructures of alkali-activated slag concrete. Constr. Build. Mater. 2018, 175, 467–482. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, D.; Zhuang, S. The soundness of steel slag with different free CaO and MgO contents. Constr. Build. Mater. 2017, 151, 138–146. [Google Scholar] [CrossRef]
- Taghvayi, H.; Behfarnia, K.; Khalili, M. The Effect of Alkali Concentration and Sodium Silicate Modulus on the Properties of Alkali-Activated Slag Concrete. J. Adv. Concr. Technol. 2018, 16, 293–305. [Google Scholar] [CrossRef]
- Gao, X.; Yu, Q.; Brouwers, H.J.H. Assessing the porosity and shrinkage of alkali activated slag-fly ash composites designed applying a packing model. Constr. Build. Mater. 2016, 119, 175–184. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compositions | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2Oeq | LOI | Others |
|---|---|---|---|---|---|---|---|---|---|
| Slag | 35.55 | 15.36 | 0.45 | 33.94 | 11.16 | 1.95 | 0.63 | 0.70 | 0.96 |
| FA | 57.60 | 21.90 | 7.70 | 3.87 | 1.68 | 0.41 | 4.05 | 0.43 | 2.79 |
| SS | 12.77 | 2.12 | 23.49 | 49.17 | 3.54 | 0.23 | 0.45 | 1.86 | 8.23 |
| Sample | Slag | SS | FA | Ms |
|---|---|---|---|---|
| GS1 | 100 | 0 | 0 | 0.5 |
| SS1 | 50 | 50 | 0 | |
| FA1 | 50 | 0 | 50 | |
| GS2 | 100 | 0 | 0 | 1.0 |
| SS2 | 50 | 50 | 0 | |
| FA2 | 50 | 0 | 50 | |
| GS3 | 100 | 0 | 0 | 1.5 |
| SS3 | 50 | 50 | 0 | |
| FA3 | 50 | 0 | 50 |
| Sample | Slag (g) | SS (g) | FA (g) | Standard Sand (g) | Water (g) | Ms |
|---|---|---|---|---|---|---|
| GS1 | 450 | 0 | 0 | 1350 | 154.14 | 0.5 |
| SS1 | 225 | 225 | 0 | |||
| FA1 | 225 | 0 | 225 | |||
| GS2 | 450 | 0 | 0 | 1350 | 133.50 | 1.0 |
| SS2 | 225 | 225 | 0 | |||
| FA2 | 225 | 0 | 225 | |||
| GS3 | 450 | 0 | 0 | 1350 | 112.86 | 1.5 |
| SS3 | 225 | 225 | 0 | |||
| FA3 | 225 | 0 | 225 |
| Age/d | GS1 | SS1 | FA1 | GS2 | SS2 | FA2 | GS3 | SS3 | FA3 |
|---|---|---|---|---|---|---|---|---|---|
| 3 | 23.0 | 25.6 | 26.7 | 17.7 | 19.9 | 16.0 | 13.4 | 15.9 | 11.0 |
| 7 | 24.3 | 30.4 | 23.7 | 19.0 | 23.8 | 17.8 | 14.1 | 19.0 | 12.1 |
| 28 | 19.6 | 23.1 | 17.8 | 15.3 | 20.4 | 14.7 | 13.9 | 16.5 | 12.0 |
| 90 | 17.1 | 15.2 | 20.5 | 13.4 | 13.4 | 16.9 | 12.6 | 11.5 | 15.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, F.; Zhu, Z.; Zhang, H.; Li, Y.; Fu, T. Effect of Steel Slag on the Properties of Alkali-Activated Slag Material: A Comparative Study with Fly Ash. Materials 2024, 17, 2495. https://doi.org/10.3390/ma17112495
Han F, Zhu Z, Zhang H, Li Y, Fu T. Effect of Steel Slag on the Properties of Alkali-Activated Slag Material: A Comparative Study with Fly Ash. Materials. 2024; 17(11):2495. https://doi.org/10.3390/ma17112495
Chicago/Turabian StyleHan, Fanghui, Ziqin Zhu, Hongbo Zhang, Yuchen Li, and Ting Fu. 2024. "Effect of Steel Slag on the Properties of Alkali-Activated Slag Material: A Comparative Study with Fly Ash" Materials 17, no. 11: 2495. https://doi.org/10.3390/ma17112495