
How to Improve the Curing Ability during the Vat Photopolymerization 3D Printing of Non-Oxide Ceramics: A Review



Abstract
:1. Introduction
2. Curing Mechanism during the Vat Photopolymerization 3D Printing of Ceramics
3. Light–Particle Interactions during the Vat Photopolymerization 3D Printing of Ceramics
3.1. Light Absorption by Ceramic Particles
3.2. Light Scattering by Ceramic Particles
3.3. Light Reflection by Ceramic Particles
4. Key Factors Affecting the Light-Curing Behavior of Non-Oxide Ceramic VP Slurries
4.1. Ceramic Particle Size
4.2. Wavelength of Incident Light
4.3. Volume Fraction of Ceramic Particles
4.4. Refractive Index of Photosensitive Resins and Ceramic Particles
4.5. Incident Light Intensity and Critical Light Intensity
4.6. Reactivity of Photosensitive Resins
5. Challenges and Prospects
5.1. Expanding the Material System of Non-Oxide Ceramic VP Processes
5.2. Coordinating Multiple Curing Mechanisms to Improve Curing Behavior
5.3. Explore Simulation Techniques of the Curing Process
6. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Steyer, T.E. Shaping the Future of Ceramics for Aerospace Applications. Int. J. Appl. Ceram. Technol. 2013, 10, 389–394. [Google Scholar] [CrossRef]
- Ramachandran, K.; Boopalan, V.; Bear, J.C.; Subramani, R. Multi-walled carbon nanotubes (MWCNTs)-reinforced ceramic nanocomposites for aerospace applications: A review. J. Mater. Sci. 2022, 57, 3923–3953. [Google Scholar] [CrossRef]
- Liang, C.; Wang, Z. Eggplant-derived SiC aerogels with high-performance electromagnetic wave absorption and thermal insulation properties. Chem. Eng. J. 2019, 373, 598–605. [Google Scholar] [CrossRef]
- Wang, S.F.; Zhang, J.; Luo, D.W.; Gu, F.; Tang, D.Y.; Dong, Z.L.; Tan, G.E.B.; Que, W.X.; Zhang, T.S.; Li, S.; et al. Transparent ceramics: Processing, materials and applications. Prog. Solid. State Chem. 2013, 41, 20–54. [Google Scholar] [CrossRef]
- Xiao, Z.; Yu, S.; Li, Y.; Ruan, S.; Kong, L.B.; Huang, Q.; Huang, Z.; Zhou, K.; Su, H.; Yao, Z.; et al. Materials development and potential applications of transparent ceramics: A review. Mat. Sci. Eng. R 2020, 139, 100518. [Google Scholar] [CrossRef]
- Shevchenko, V.Y.; Dolgin, A.S.; Sychov, M.M.; Makogon, A.I.; Perevislov, S.N. Ideal: A promising diamond-silicon carbide composite for enhanced ceramic armor. Ceram. Int. 2024, 50, 4264–4273. [Google Scholar] [CrossRef]
- Feng, C.; Zhang, K.; He, R.; Ding, G.; Xia, M.; Jin, X.; Xie, C. Additive manufacturing of hydroxyapatite bioceramic scaffolds: Dispersion, digital light processing, sintering, mechanical properties, and biocompatibility. J. Adv. Ceram. 2020, 9, 360–373. [Google Scholar] [CrossRef]
- Baino, F.; Magnaterra, G.; Fiume, E.; Schiavi, A.; Tofan, L.P.; Schwentenwein, M.; Verné, E. Digital light processing stereolithography of hydroxyapatite scaffolds with bone-like architecture, permeability, and mechanical properties. J. Am. Ceram. Soc. 2022, 105, 1648–1657. [Google Scholar] [CrossRef]
- Bohner, M.; Santoni, B.L.G.; Dobelin, N. β-tricalcium phosphate for bone substitution: Synthesis and properties. Acta Biomater. 2020, 113, 23–41. [Google Scholar] [CrossRef]
- Siengchin, S. A review on lightweight materials for defence applications: Present and future developments. Def. Technol. 2023, 24, 1–17. [Google Scholar] [CrossRef]
- Sun, Y.; Chu, Y.; Wu, W.; Xiao, H. Nanocellulose-based lightweight porous materials: A review. Carbohyd. Polym. 2021, 255, 117489. [Google Scholar] [CrossRef] [PubMed]
- Du, Z.; Yao, D.; Xia, Y.; Zuo, K.; Yin, J.; Liang, H.; Zeng, Y.P. The high porosity silicon nitride foams prepared by the direct foaming method. Ceram. Int. 2019, 45, 2124–2130. [Google Scholar] [CrossRef]
- Frank, M.B.; Naleway, S.E.; Haroush, T.; Liu, C.-H.; Siu, S.H.; Ng, J.; Torres, I.; Ismail, A.; Karandikar, K.; Porter, M.M.; et al. Stiff, porous scaffolds from magnetized alumina particles aligned by magnetic freeze casting. Mat. Sci. Eng. C 2017, 77, 484–492. [Google Scholar] [CrossRef] [PubMed]
- Deng, X.; Ran, S.; Han, L.; Zhang, H.; Ge, S.; Zhang, S. Foam-gelcasting preparation of high-strength self-reinforced porous mullite ceramics. J. Eur. Ceram. Soc. 2017, 37, 4059–4066. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive Manufacturing of Metallic and Ceramic Components by the Material Extrusion of Highly-Filled Polymers: A Review and Future Perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Gao, X.; Li, Z.; Shen, C.; Wang, G.; He, R. Fiber-laying-assisted material extrusion additive manufacturing of continuous carbon fiber reinforced SiC ceramic matrix composites. Mat. Sci. Eng. A 2024, 890, 145944. [Google Scholar] [CrossRef]
- Wang, W.; Gao, X.; Zhang, L.; Ma, Q.; Li, S.; Li, Z.; Shen, C.; Wang, G.; He, R. Large-scale material extrusion-based additive manufacturing of short carbon fibre-reinforced silicon carbide ceramic matrix composite preforms. Virtual Phys. Prototyp. 2023, 18, e2245801. [Google Scholar] [CrossRef]
- Zhang, F.; Li, Z.; Xu, M.; Wang, S.; Li, N.; Yang, J. A review of 3D printed porous ceramics. J. Eur. Ceram. Soc. 2022, 42, 3351–3373. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E.; Tay, B.Y.; Zhao, Z.; Zhao, L.; Tian, Z.; Yang, S. Direct selective laser sintering and melting of ceramics: A review. Rapid Prototyp. J. 2017, 23, 611–623. [Google Scholar] [CrossRef]
- Wilkes, J.; Hagedorn, Y.-C.; Meiners, W.; Wissenbach, K. Additive manufacturing of ZrO2-Al2O3 ceramic components by selective laser melting. Rapid Prototyp. J. 2013, 19, 51–57. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Wu, X.; Teng, J.; Ji, X.; Xu, C.; Ma, D.; Sui, S.; Zhang, Z. Research progress of the defects and innovations of ceramic vat photopolymerization. Addit. Manuf. 2023, 65, 103441. [Google Scholar] [CrossRef]
- Dong, X.; Wu, J.; Yu, H.; Zhou, Q.; Wang, W.; Zhang, X.; Zhang, L.; Li, L.; He, R. Additive manufacturing of silicon nitride ceramics: A review of advances and perspectives. Int. J. Appl. Ceram. Technol. 2022, 19, 2929–2949. [Google Scholar] [CrossRef]
- Santoliquido, O.; Colombo, P.; Ortona, A. Additive manufacturing of ceramic components by digital light processing: A comparison between the “bottom-up” and the “top-down” approaches. J. Eur. Ceram. Soc. 2019, 39, 2140–2148. [Google Scholar] [CrossRef]
- Patil, R.S.; Thomas, J.; Patil, M.; John, J. To shed light on the UV curable coating technology: Current state of the art and per-spectives. J. Compos. Sci. 2023, 7, 513. [Google Scholar] [CrossRef]
- Zhai, X.; Chen, J.; Wang, Y.; Su, R.; Gao, X.; Zhang, X.; Jin, H.; He, R. Fabrication of Al2O3 ceramic cores with high porosity and high strength by vat photopolymerization 3D printing and sacrificial templating. Ceram. Int. 2023, 49, 32096–32103. [Google Scholar] [CrossRef]
- Li, S.; Wang, G.; Zhang, K.; Zhang, X.; Zhang, L.; Wang, W.; He, R. Mechanical properties of Al2O3 and Al2O3/Al interpenetrated functional gradient structures by 3D printing and melt infiltration. J. Alloys Compd. 2023, 950, 169948. [Google Scholar] [CrossRef]
- Zhang, X.; Meng, Q.; Zhang, K.; Zhu, R.; Qu, Z.; Li, Y.; He, R. 3D-printed bioinspired Al2O3/polyurea dual-phase architecture with high robustness, energy absorption, and cyclic life. Chem. Eng. J. 2023, 463, 142378. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, K.; Chen, J.; Wei, K.; Liang, B.; He, R. Design and additive manufacturing of 3D-architected ceramic metamaterials with programmable thermal expansion. Addit. Manuf. 2021, 47, 102338. [Google Scholar] [CrossRef]
- Shan, Y.; Bai, Y.; Yang, S.; Zhou, Q.; Wang, G.; Zhu, B.; Zhou, Y.; Fang, W.; Wen, N.; He, R.; et al. 3D-printed strontium-incorporated β-TCP bioceramic triply periodic minimal surface scaffolds with simultaneous high porosity, enhanced strength, and excellent bioactivity. J. Adv. Ceram. 2023, 12, 1671–1684. [Google Scholar] [CrossRef]
- Liu, K.; Zhou, Q.; Zhang, X.; Ma, L.; Xu, B.; He, R. Morphologies, mechanical and in vitro behaviors of DLP-based 3D printed HA scaffolds with different structural configurations. RSC Adv. 2023, 13, 20830–20838. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; He, R.; Xie, C.; Wang, G.; Ding, G.; Wang, M.; Song, W.; Fang, D. Photosensitive ZrO2 suspensions for stereolithography. Ceram. Int. 2019, 45, 12189–12195. [Google Scholar] [CrossRef]
- Zhang, K.; Xie, C.; Wang, G.; He, R.; Ding, G.; Wang, M.; Dai, D.; Fang, D. High solid loading, low viscosity photosensitive Al2O3 slurry for stereolithography based additive manufacturing. Ceram. Int. 2019, 45, 203–208. [Google Scholar] [CrossRef]
- Zhang, K.; He, R.; Ding, G.; Feng, C.; Song, W.; Fang, D. Digital light processing of 3Y-TZP strengthened ZrO2 ceramics. Mat. Sci. Eng. A 2020, 774, 138768. [Google Scholar] [CrossRef]
- Gu, Y.; Duan, W.; Wang, T.; Liu, X.; Li, S.; Liu, B.; Wang, G. Additive manufacturing of Al2O3 ceramic core with applicable microstructure and mechanical properties via digital light processing of high solid loading slurry. Ceram. Int. 2023, 49, 25216–25224. [Google Scholar] [CrossRef]
- Zhang, K.; He, R.; Ding, G.; Bai, X.; Fang, D. Effects of fine grains and sintering additives on stereolithography additive manufactured Al2O3 ceramic. Ceram. Int. 2021, 47, 2303–2310. [Google Scholar] [CrossRef]
- Wang, L.; Jiao, Y.; Yao, L.; Tang, W.; Dou, R. Effect of sintering temperature and low-temperature aging on microstructure and flexural strength of Fe2O3-doped 3Y-TZP ceramics fabricated by stereolithography-based additive manufacturing. Ceram. Int. 2023, 49, 37307–37315. [Google Scholar] [CrossRef]
- An, Q.; Chen, J.; Ming, W.; Chen, M. Machining of SiC ceramic matrix composites: A review. Chin. J. Aeronaut. 2021, 34, 540–567. [Google Scholar] [CrossRef]
- Katoh, Y.; Ozawa, K.; Shih, C.; Nozawa, T.; Shinavski, R.J.; Hasegawa, A.; Snead, L.L. Continuous SiC fiber, CVI SiC matrix composites for nuclear applications: Properties and irradiation effects. J. Nucl. Mater. 2014, 448, 448–476. [Google Scholar] [CrossRef]
- Han, C.; Babicheva, R.; Chua, J.D.Q.; Ramamurty, U.; Tor, S.B.; Sun, C.-N.; Zhou, K. Microstructure and mechanical properties of (TiB plus TiC)/Ti composites fabricated in situ via selective laser melting of Ti and B4C powders. Addit. Manuf. 2020, 36, 101466. [Google Scholar] [CrossRef]
- Tan, D.W.; Zhu, L.L.; Wei, W.X.; Yu, J.J.; Zhou, Y.Z.; Guo, W.M.; Lin, H.T. Performance improvement of Si3N4 ceramic cutting tools by tailoring of phase composition and microstructure. Ceram. Int. 2020, 46, 26182–26189. [Google Scholar] [CrossRef]
- Pan, D.; Yang, G.; Abo-Dief, H.M.; Dong, J.; Su, F.; Liu, C.; Li, Y.; Xu, B.; Murugadoss, V.; Naik, N.; et al. Vertically Aligned Silicon Carbide Nanowires/Boron Nitride Cellulose Aerogel Networks Enhanced Thermal Conductivity and Electromagnetic Absorbing of Epoxy Composites. Nano-Micro Lett. 2022, 14, 215–233. [Google Scholar] [CrossRef] [PubMed]
- Tian, Y.; Xu, B.; Yu, D.; Ma, Y.; Wang, Y.; Jiang, Y.; Hu, W.; Tang, C.; Gao, Y.; Luo, K.; et al. Ultrahard nanotwinned cubic boron nitride. Nature 2013, 493, 385–388. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Wei, C.; Ou, W.; Meng, F.; Li, S.; Duan, X.; Chen, D.; Wang, H. Mechanical and plasma ablation properties of double-interface fibrous ZrB2-SiC ceramics for ultra-high-temperature application. J. Eur. Ceram. Soc. 2024, 44, 1898–1907. [Google Scholar] [CrossRef]
- Ranjan Mishra, A.; Singh, V.; Patel, M.; Mitra, R. 3D microstructure characterization of 2D Cf-ZrB2-SiC ultra-high temperature ceramic matrix composites using X-ray microscopy. Ceram. Int. 2024, 50, 4492–4501. [Google Scholar] [CrossRef]
- Zhang, R.; Guo, F.; Zhang, X.; Zhang, W.; Hu, L.; Liu, D.; Zhao, X.; Wang, X. ZrB2–SiC spiral fibers prepared by combining liquid rope effect with non-solvent-induced phase separation method: A promising toughening material for ultra-high temperature ceramics. J. Adv. Ceram. 2023, 12, 132–144. [Google Scholar] [CrossRef]
- Zhang, J.; Yu, K.B.; Wu, J.M.; Ye, C.S.; Zheng, W.; Liu, H.; Wen, S.F.; Yan, C.Z.; Shi, Y.S. Effects of ZrSiO4 content on properties of SiO2-based ceramics prepared by digital light processing. Ceram. Int. 2023, 49, 9584–9591. [Google Scholar] [CrossRef]
- Ding, G.; He, R.; Zhang, K.; Xie, C.; Wang, M.; Yang, Y.; Fang, D. Stereolithography-based additive manufacturing of gray-colored SiC ceramic green body. J. Am. Ceram. Soc. 2019, 102, 7198–7209. [Google Scholar] [CrossRef]
- Dong, X.; Wu, J.; Zhou, Q.; Wang, W.; Zhang, X.; Zhang, L.; He, R. Mechanical and dielectric properties of Si3N4-SiO2 ceramics prepared by digital light processing based 3D printing and oxidation sintering. Ceram. Int. 2023, 49, 29699–29708. [Google Scholar] [CrossRef]
- Zhang, K.; Meng, Q.; Zhang, X.; Qu, Z.; He, R. Quantitative characterization of defects in stereolithographic additive manufactured ceramic using X-ray computed tomography. J. Mater. Sci. Technol. 2022, 118, 144–157. [Google Scholar] [CrossRef]
- Bae, C.-J.; Halloran, J.W. Concentrated suspension-based additive manufacturing—Viscosity, packing density, and segregation. J. Eur. Ceram. Soc. 2019, 39, 4299–4306. [Google Scholar] [CrossRef]
- Fan, J.; Xu, X.; Niu, S.; Zhou, Y.; Li, X.; Guo, Y.; Luo, Y. Anisotropy management on microstructure and mechanical property in 3D printing of silica-based ceramic cores. J. Eur. Ceram. Soc. 2022, 42, 4388–4395. [Google Scholar] [CrossRef]
- He, X.; Wang, R.; Qi, S.; Cheng, J.; Ye, H.; Li, H.; Chen, S.; Jian, B.; Ge, Q. Vat photopolymerization 3D printing of polymer-derived SiOC ceramics with high precision and high strength. Addit. Manuf. 2023, 78, 103889. [Google Scholar] [CrossRef]
- Chen, J.; Wang, Y.; Pei, X.; Bao, C.; Huang, Z.; He, L.; Huang, Q. Preparation and stereolithography of SiC ceramic precursor with high photosensitivity and ceramic yield. Ceram. Int. 2020, 46, 13066–13072. [Google Scholar] [CrossRef]
- Liu, Y.; Zhan, L.; He, Y.; Zhang, J.; Hu, J.; Cheng, L.; Wu, Q.; Liu, S. Stereolithographical fabrication of dense Si3N4 ceramics by slurry optimization and pressure sintering. Ceram. Int. 2020, 46, 2063–2071. [Google Scholar] [CrossRef]
- Tang, J.; Guo, X.; Chang, H.; Hu, K.; Shen, Z.; Wang, W.; Liu, M.; Wei, Y.; Huang, Z.; Yang, Y. The preparation of SiC ceramic photosensitive slurry for rapid stereolithography. J. Eur. Ceram. Soc. 2021, 41, 7516–7524. [Google Scholar] [CrossRef]
- Komissarenko, D.A.; Sokolov, P.S.; Evstigneeva, A.D.; Shmeleva, I.A.; Dosovitsky, A.E. Rheological and curing behavior of acrylate-based suspensions for the DLP 3D printing of complex zirconia parts. Materials 2018, 11, 2350. [Google Scholar] [CrossRef] [PubMed]
- Li, K.; Zhao, Z. The effect of the surfactants on the formulation of UV-curable SLA alumina suspension. Ceram. Int. 2017, 43, 4761–4767. [Google Scholar] [CrossRef]
- Zhang, S.; Sha, N.; Zhao, Z. Surface modification of α-Al2O3 with dicarboxylic acids for the preparation of UV-curable ceramic suspensions. J. Eur. Ceram. Soc. 2017, 37, 1607–1616. [Google Scholar] [CrossRef]
- Lian, Q.; Yang, F.; Xin, H.; Li, D. Oxygen-controlled bottom-up mask-projection stereolithography for ceramic 3D printing. Ceram. Int. 2017, 43, 14956–14961. [Google Scholar] [CrossRef]
- Goodner, M.D.; Lee, H.R.; Bowman, C.N. Method for determining the kinetic parameters in diffusion-controlled free-radical homopolymerizations. Ind. Eng. Chem. Res. 1997, 36, 1247–1252. [Google Scholar] [CrossRef]
- Pan, X.; Lamson, M.; Yan, J.; Matyjaszewski, K. Photoinduced Metal-Free Atom Transfer Radical Polymerization of Acrylonitrile. ACS Macro Lett. 2015, 4, 192–196. [Google Scholar] [CrossRef] [PubMed]
- Mayerhoefer, T.G.; Pahlow, S.; Popp, J. The Bouguer-Beer-Lambert Law: Shining Light on the Obscure. Chemphyschem 2020, 21, 2029–2046. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Shi, X.; Liu, X.; Li, X. Synthesis of novel, visible-light driven S,N-doped NaTaO3 catalysts with high photocatalytic activity. Appl. Surf. Sci. 2020, 508, 145306. [Google Scholar] [CrossRef]
- Xu, X.G.; Ding, X.; Chen, Q.; Peng, L.M. Electronic, optical, and magnetic properties of Fe-intercalated H2Ti3O7 nanotubes: First-principles calculations and experiments. Phys. Rev. B 2006, 73, 5403. [Google Scholar] [CrossRef]
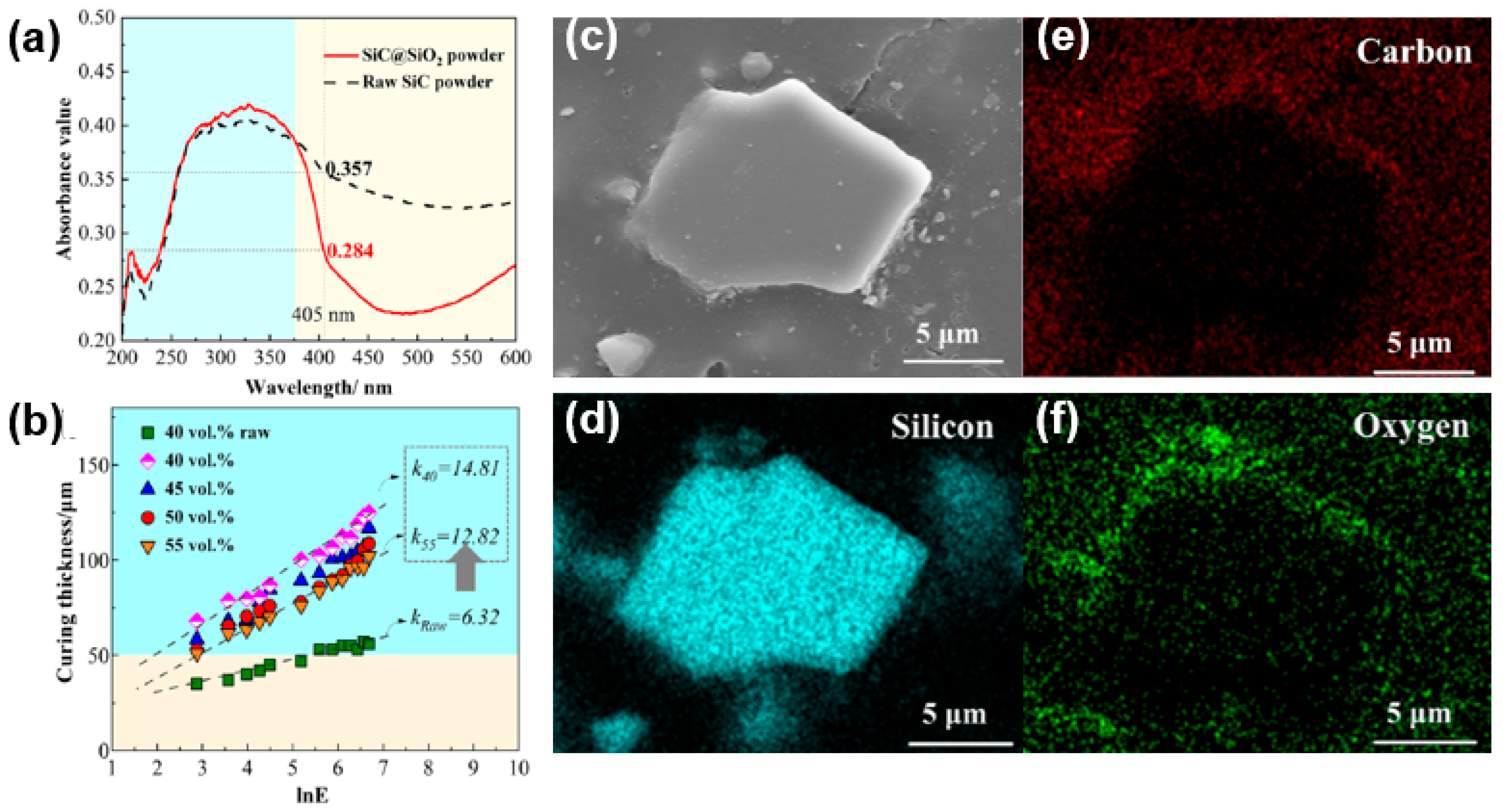
- Shi, Z.A.; Wu, J.M.; Fang, Z.Q.; Shi, Y.S. Influence of high-temperature oxidation of SiC powders on curing properties of SiC slurry for digital light processing. J. Adv. Ceram. 2023, 12, 169–181. [Google Scholar] [CrossRef]
- Liu, C.L.; Du, Q.; Zhou, H.; Chen, S.; Wu, J.M.; Zhang, G.; Shi, Y.S. 3D printing of lead zirconate titanate piezoelectric ceramics via digital light processing (DLP). Ceram. Int. 2023, 49, 28492–28499. [Google Scholar] [CrossRef]
- Dong, Y.; Dong, T.; Yang, Z.; Luo, A.; Hong, Z.; Lao, G.; Huang, H.; Fan, B. The influences of light scattering on digital light processing high-resolution ceramic additive manufacturing. Ceram. Int. 2024, 50, 9556–9562. [Google Scholar] [CrossRef]
- Griffith, M.L.; Halloran, J.W. Scattering of ultraviolet radiation in turbid suspensions. J. Appl. Phys. 1997, 81, 2538–2546. [Google Scholar] [CrossRef]
- Fan, X.; Zheng, W.; Singh, D.J. Light scattering and surface plasmons on small spherical particles. Light Sci. Appl. 2014, 3, e179. [Google Scholar] [CrossRef]
- Wang, L.; Hasanzadeh Kafshgari, M.; Meunier, M. Optical Properties and Applications of Plasmonic-Metal Nanoparticles. Adv. Funct. Mater. 2020, 30, 2005400. [Google Scholar] [CrossRef]
- Zheng, T.; Wang, W.; Sun, J.; Liu, J.; Bai, J. Development and evaluation of Al2O3-ZrO2 composite processed by digital light 3D printing. Ceram. Int. 2020, 46, 8682–8688. [Google Scholar] [CrossRef]
- He, R.; Ding, G.; Zhang, K.; Li, Y.; Fang, D. Fabrication of SiC ceramic architectures using stereolithography combined with precursor infiltration and pyrolysis. Ceram. Int. 2019, 45, 14006–14014. [Google Scholar] [CrossRef]
- Chen, Z.; Li, J.; Liu, C.; Liu, Y.; Zhu, J.; Lao, C. Preparation of high solid loading and low viscosity ceramic slurries for photopolymerization-based 3D printing. Ceram. Int. 2019, 45, 11549–11557. [Google Scholar] [CrossRef]
- Xu, X.; Zhou, S.; Wu, J.; Liu, Y.; Wang, Y.; Chen, Z. Relationship between the adhesion properties of UV-curable alumina suspensions and the functionalities and structures of UV-curable acrylate monomers for DLP-based ceramic stereolithography. Ceram. Int. 2021, 47, 32699–32709. [Google Scholar] [CrossRef]
- Zhang, K.; Meng, Q.; Zhang, X.; Qu, Z.; Jing, S.; He, R. Roles of solid loading in stereolithography additive manufacturing of ZrO2 ceramic. Int. J. Refract. Met. Hard Mater. 2021, 99, 105604. [Google Scholar] [CrossRef]
- Dufaud, O.; Corbel, S. Oxygen diffusion in ceramic suspensions for stereolithography. Chem. Eng. J. 2003, 92, 55–62. [Google Scholar] [CrossRef]
- Wang, K.; Liu, R.; Bao, C. SiC paste with high curing thickness for stereolithography. Ceram. Int. 2022, 48, 28692–28703. [Google Scholar] [CrossRef]
- Sun, J.; Binner, J.; Bai, J. Effect of surface treatment on the dispersion of nano zirconia particles in non-aqueous suspensions for stereolithography. J. Eur. Ceram. Soc. 2019, 39, 1660–1667. [Google Scholar] [CrossRef]
- Hu, C.; Chen, Y.; Yang, T.; Liu, H.; Huang, X.; Huo, Y.; Jia, Z.; Wang, H.; Hu, L.; Sun, H.; et al. Effect of SiC powder on the properties of SiC slurry for stereolithography. Ceram. Int. 2021, 47, 12442–12449. [Google Scholar] [CrossRef]
- Bürger, R.; Wendland, W.L. Sedimentation and suspension flows: Historical perspective and some recent developments. J. Eng. Math. 2001, 41, 101–116. [Google Scholar] [CrossRef]
- Diptanshu; Miao, G.; Ma, C. Vat photopolymerization 3D printing of ceramics: Effects of fine powder. Manuf. Lett. 2019, 21, 20–23. [Google Scholar] [CrossRef]
- Lewis, J.A. Colloidal processing of ceramics. J. Am. Ceram. Soc. 2000, 83, 2341–2359. [Google Scholar] [CrossRef]
- Chartier, T.; Badev, A.; Abouliatim, Y.; Lebaudy, P.; Lecamp, L. Stereolithography process: Influence of the rheology of silica suspensions and of the medium on polymerization kinetics—Cured depth and width. J. Eur. Ceram. Soc. 2012, 32, 1625–1634. [Google Scholar] [CrossRef]
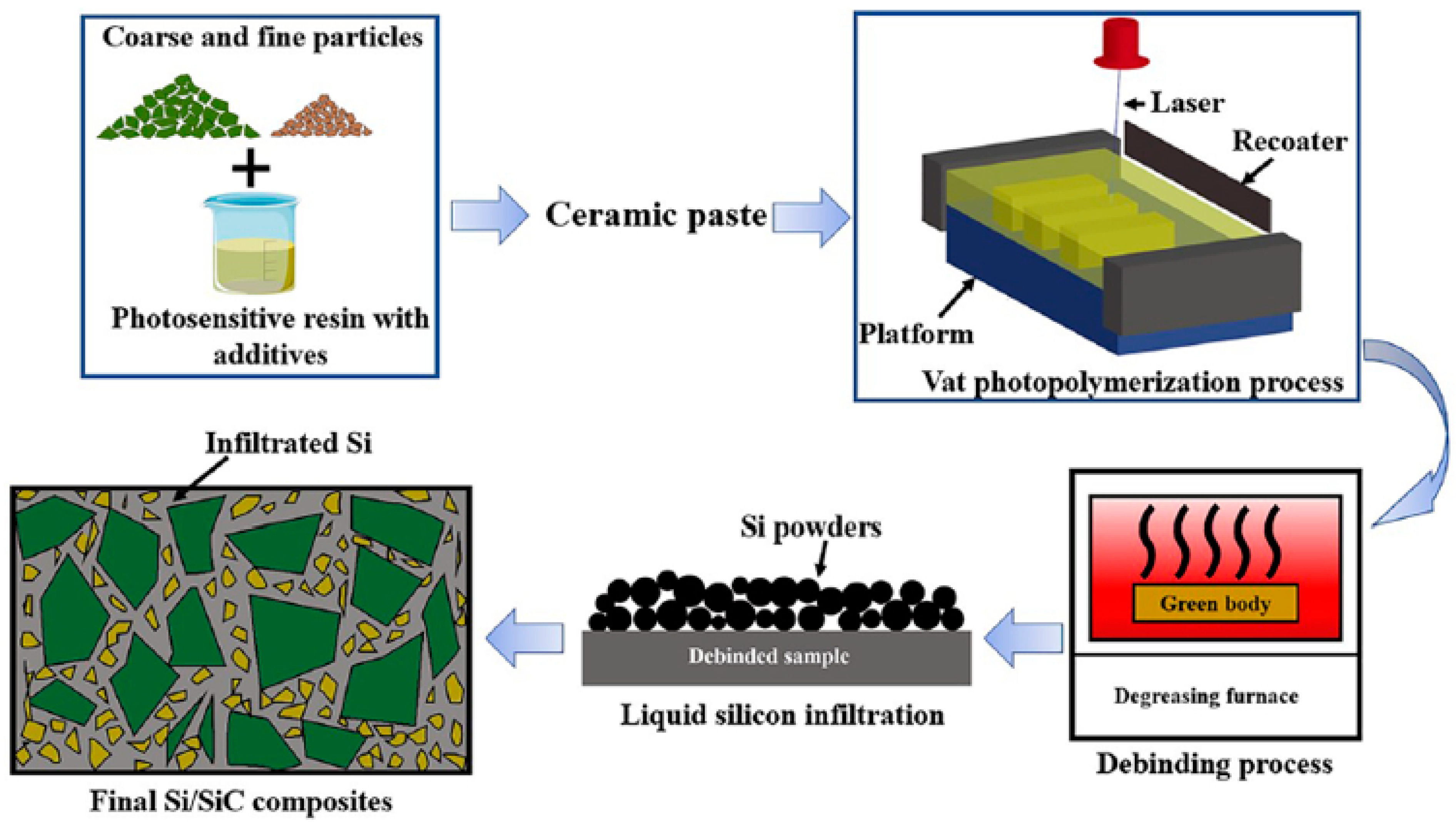
- Tang, W.; Zhao, T.; Dou, R.; Wang, L. Fabrication of high-strength Si/SiC composites with low shrinkage rates via vat photopolymerization technology and liquid silicon infiltration. Addit. Manuf. 2022, 59, 103168. [Google Scholar] [CrossRef]
- Xiao, P.; Zhang, J.; Dumur, F.; Tehfe, M.A.; Morlet-Savary, F.; Graff, B.; Gigmes, D.; Fouassier, J.P.; Lalevee, J. Visible light sensitive photoinitiating systems: Recent progress in cationic and radical photopolymerization reactions under soft conditions. Prog. Polym. Sci. 2015, 41, 32–66. [Google Scholar] [CrossRef]
- Wang, Z.; Abdulla, R.; Parker, B.; Samanipour, R.; Ghosh, S.; Kim, K. A simple and high-resolution stereolithography-based 3D bioprinting system using visible light crosslinkable bioinks. Biofabrication 2015, 7, 045009. [Google Scholar] [CrossRef] [PubMed]
- Ge, Q.; Chen, Z.; Cheng, J.; Zhang, B.; Zhang, Y.-F.; Li, H.; He, X.; Yuan, C.; Liu, J.; Magdassi, S.; et al. 3D printing of highly stretchable hydrogel with diverse UV curable polymers. Sci. Adv. 2021, 7, eaba4261. [Google Scholar] [CrossRef]
- Xing, H.; Zou, B.; Lai, Q.; Huang, C.; Chen, Q.; Fu, X.; Shi, Z. Preparation and characterization of UV curable Al2O3 suspensions applying for stereolithography 3D printing ceramic microcomponent. Powder Technol. 2018, 338, 153–161. [Google Scholar] [CrossRef]
- Jong, K.J.; Kong, J.H.; Fisher, J.G.; Park, S.W. Effect of the volume fraction of zirconia suspensions on the microstructure and physical properties of products produced by additive manufacturing. Dent. Mater. 2019, 35, E97–E106. [Google Scholar] [CrossRef]
- Tomeckova, V.; Halloran, J.W. Flow behavior of polymerizable ceramic suspensions as function of ceramic volume fraction and temperature. J. Eur. Ceram. Soc. 2011, 31, 2535–2542. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, C.; Li, J.; Zhu, J.; Liu, Y.; Lao, C.; Feng, J.; Jiang, M.; Liu, C.; Wang, P.; et al. Mechanical properties and microstructures of 3D printed bulk cordierite parts. Ceram. Int. 2019, 45, 19257–19267. [Google Scholar] [CrossRef]
- Wang, W.; Sun, J.; Guo, B.; Chen, X.; Ananth, K.P.; Bai, J. Fabrication of piezoelectric nano-ceramics via stereolithography of low viscous and non-aqueous suspensions. J. Eur. Ceram. Soc. 2020, 40, 682–688. [Google Scholar] [CrossRef]
- Wozniak, M.; de Hazan, Y.; Graule, T.; Kata, D. Rheology of UV curable colloidal silica dispersions for rapid prototyping applications. J. Eur. Ceram. Soc. 2011, 31, 2221–2229. [Google Scholar] [CrossRef]
- Johansson, E.; Lidstrom, O.; Johansson, J.; Lyckfeldt, O.; Adolfsson, E. Influence of Resin Composition on the Defect Formation in Alumina Manufactured by Stereolithography. Materials 2017, 10, 138. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Huang, C.; Wang, J.; Zou, B. Development of a novel aqueous hydroxyapatite suspension for stereolithography applied to bone tissue engineering. Ceram. Int. 2019, 45, 3902–3909. [Google Scholar] [CrossRef]
- Xing, Z.; Liu, W.; Chen, Y.; Li, W. Effect of plasticizer on the fabrication and properties of alumina ceramic by stereolithography-based additive manufacturing. Ceram. Int. 2018, 44, 19939–19944. [Google Scholar] [CrossRef]
- Chen, R.; Duan, W.; Wang, G.; Liu, B.; Zhao, Y.; Li, S. Preparation of broadband transparent Si3N4-SiO2 ceramics by digital light processing (DLP) 3D printing technology. J. Eur. Ceram. Soc. 2021, 41, 5495–5504. [Google Scholar] [CrossRef]
- Cao, J.; Miao, K.; Xiong, S.; Su, F.; Gao, D.; Lin, X.; Liu, Z.; Wang, P.; Liu, C.; Chen, Z. 3D printing and in situ transformation of SiCnw/SiC structures. Addit. Manuf. 2022, 58, 103053. [Google Scholar] [CrossRef]
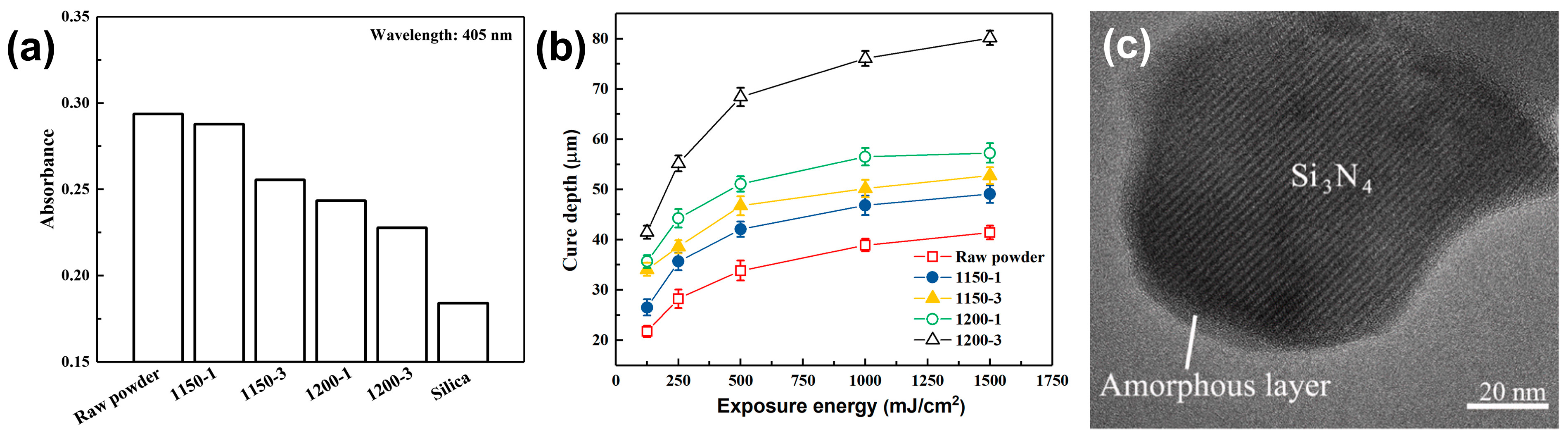
- Huang, R.J.; Jiang, Q.G.; Wu, H.D.; Li, Y.H.; Liu, W.Y.; Lu, X.X.; Wu, S.H. Fabrication of complex shaped ceramic parts with surface-oxidized Si3N4 powder via digital light processing based stereolithography method. Ceram. Int. 2019, 45, 5158–5162. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, S.; Zhao, Y.; Duan, W.; Liu, B.; Wang, T.; Wang, G. Digital light processing 3D printing of AlSi10Mg powder modified by surface coating. Addit. Manuf. 2021, 39, 101897. [Google Scholar] [CrossRef]
- De Camargo, I.L.; Morais, M.M.; Fortulan, C.A.; Branciforti, M.C. A review on the rheological behavior and formulations of ceramic suspensions for vat photopolymerization. Ceram. Int. 2021, 47, 11906–11921. [Google Scholar] [CrossRef]
- Monzon, M.; Ortega, Z.; Hernandez, A.; Paz, R.; Ortega, F. Anisotropy of Photopolymer Parts Made by Digital Light Processing. Materials 2017, 10, 64. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Li, L.; Zhao, J. Mechanical property modeling of photosensitive liquid resin in stereolithography additive manufacturing: Bridging degree of cure with tensile strength and hardness. Mater. Des. 2019, 162, 418–428. [Google Scholar] [CrossRef]
- Ding, G.; He, R.; Zhang, K.; Xia, M.; Feng, C.; Fang, D. Dispersion and stability of SiC ceramic slurry for stereolithography. Ceram. Int. 2020, 46, 4720–4729. [Google Scholar] [CrossRef]
- Gaylan, Y.; Avar, B.; Panigrahi, M.; Aygun, B.; Karabulut, A. Effect of the B4C content on microstructure, microhardness, corrosion, and neutron shielding properties of Al-B4C composites. Ceram. Int. 2023, 49, 5479–5488. [Google Scholar] [CrossRef]
- Ha, W.; Kim, G.; Jung, Y.; Ahn, S. Experimental emulation of 10B(n, α)7Li reaction-induced microstructural evolution of Al-B4C neutron absorber used in the dry storage of spent nuclear fuel. J. Nucl. Mater. 2024, 593, 154977. [Google Scholar] [CrossRef]
- Wang, J.; Ren, D.; Chen, L.; Man, G.; Zhang, H.; Zhang, H.; Luo, L.; Li, W.; Pan, Y.; Gao, P.; et al. Initial investigation of B4C-TiB2 composites as neutron absorption material for nuclear reactors. J. Nucl. Mater. 2020, 539, 152275. [Google Scholar] [CrossRef]
- Liu, Y.; Sha, J.; Su, C.; Dai, J.; Zu, Y. Phase composition, densification behavior and high-temperature strength of carbon-doped ZrB2-ZrSi2 ceramics. Ceram. Int. 2023, 49, 39083–39089. [Google Scholar] [CrossRef]
- Wei, Z.; Li, H.; Chen, G.; Zu, Y.; Fu, X.; Zhou, W. Effect of HfSi2-induced intergranular liquid phase on densification behavior of ZrB2. Int. J. Appl. Ceram. Tec. 2023, 20, 2249–2260. [Google Scholar] [CrossRef]
- Zhao, L.; Hou, C.; Jin, X.; Li, P.; Wang, Z.; Fan, X. Oxidation Behaviors of ZrB2-SiC Ceramics with Different Porosity. J. Mater. Sci. 2023, 25, 2201313. [Google Scholar] [CrossRef]
- Zhao, T.; Yu, R.; Li, X.; Zhang, Y.; Yang, X.; Zhao, X.; Huang, W. A comparative study on 3D printed silicone-epoxy/acrylate hybrid polymers via pure photopolymerization and dual-curing mechanisms. Addit. Manuf. 2019, 54, 5101–5111. [Google Scholar] [CrossRef]
- Rau, D.A.; Bryant, J.S.; Reynolds, J.P.; Bortner, M.J.; Williams, C.B. A dual-cure approach for the ultraviolet-assisted material extrusion of highly loaded opaque suspensions. Addit. Manuf. 2023, 72, 103616. [Google Scholar] [CrossRef]
- Ma, Q.; Zhang, Y.; Launay, V.; Le Dot, M.; Liu, S.; Lalevée, J. How to overcome the light penetration issue in photopolymerization? An example for the preparation of high content iron-containing opaque composites and application in 3D printing. Eur. Polym. J. 2022, 165, 111011. [Google Scholar] [CrossRef]
- Lin, J.T.; Lee, Y.Z.; Lalevee, J.; Kao, C.H.; Lin, K.H.; Cheng, D.C. Modeling the Enhanced Efficacy and Curing Depth of Photo-Thermal Dual Polymerization in Metal (Fe) Polymer Composites for 3D Printing. Polymers 2022, 14, 1158. [Google Scholar] [CrossRef] [PubMed]
- Westbeek, S.; van Dommelen, J.A.W.; Remmers, J.J.C.; Geers, M.G.D. Influence of particle shape in the additive manufacturing process for ceramics. Comput. Math. Appl. 2019, 78, 2360–2376. [Google Scholar] [CrossRef]
- Westbeek, S.; van Dommelen, J.A.W.; Remmers, J.J.C.; Geers, M.G.D. Multiphysical modeling of the photopolymerization process for additive manufacturing of ceramics. Eur. J. Mech. A Solid. 2018, 71, 210–223. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Band Gap (eV) | Color | Curing Thickness (μm) | Reference |
|---|---|---|---|---|
| SiC | 3.2 | Green | ~50 | [49] |
| Si3N4 | 5.3 | Gray | ~40 | [50] |
| SiO2 | 8.9 | White | ~230 | [48] |
| Ceramic | Refractive Index | Curing Thickness (μm) | Solid Loading (vol%) | Reference |
|---|---|---|---|---|
| SiO2 | 1.56 | ~220 | 65 | [48] |
| Al2O3 | 1.76 | ~150 | 50 | [76] |
| ZrO2 | 2.05 | ~150 | 55 | [77] |
| Si3N4 | 2.09 | ~40 | 30 | [50] |
| SiC | 2.55 | ~50 | 40 | [49] |
| Resins and Diluents | Functionality | Molar Mass (g/mol) | Viscosity (mPa·s) | Refractive Index | Reference |
|---|---|---|---|---|---|
| ACMO | 1 | 141 | 12–15 | 1.512 | [80,90] |
| IBOA | 1 | 208 | 2–9 | 1.476 | [91,92] |
| HDDA | 2 | 226 | 5–10 | 1.455–1.457 | [73,74,93] |
| PEGDA | 2 | 308–508 | 15–65 | 1.463–1.467 | [94,95] |
| TMPTA | 3 | 296 | 80–140 | 1.474 | [34,75] |
| DPHA | 5/6 | 523–579 | 4000–7000 | 1.488–1.49 | [96] |
| Glycerol | Non-reactive diluent | 92 | 954 | 1.474 | [97] |
| PEG | Non-reactive diluent | 200–600 | 60–100 | 1.46–1.47 | [98] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, X.; Chen, J.; Chen, X.; Wang, W.; Li, Z.; He, R. How to Improve the Curing Ability during the Vat Photopolymerization 3D Printing of Non-Oxide Ceramics: A Review. Materials 2024, 17, 2626. https://doi.org/10.3390/ma17112626
Gao X, Chen J, Chen X, Wang W, Li Z, He R. How to Improve the Curing Ability during the Vat Photopolymerization 3D Printing of Non-Oxide Ceramics: A Review. Materials. 2024; 17(11):2626. https://doi.org/10.3390/ma17112626
Chicago/Turabian StyleGao, Xiong, Jingyi Chen, Xiaotong Chen, Wenqing Wang, Zengchan Li, and Rujie He. 2024. "How to Improve the Curing Ability during the Vat Photopolymerization 3D Printing of Non-Oxide Ceramics: A Review" Materials 17, no. 11: 2626. https://doi.org/10.3390/ma17112626
APA StyleGao, X., Chen, J., Chen, X., Wang, W., Li, Z., & He, R. (2024). How to Improve the Curing Ability during the Vat Photopolymerization 3D Printing of Non-Oxide Ceramics: A Review. Materials, 17(11), 2626. https://doi.org/10.3390/ma17112626