
Achieving Equiaxed Transition and Excellent Mechanical Properties in a Novel Near-β Titanium Alloy by Regulating the Volume Energy Density of Selective Laser Melting


Abstract

1. Introduction
2. Experiment
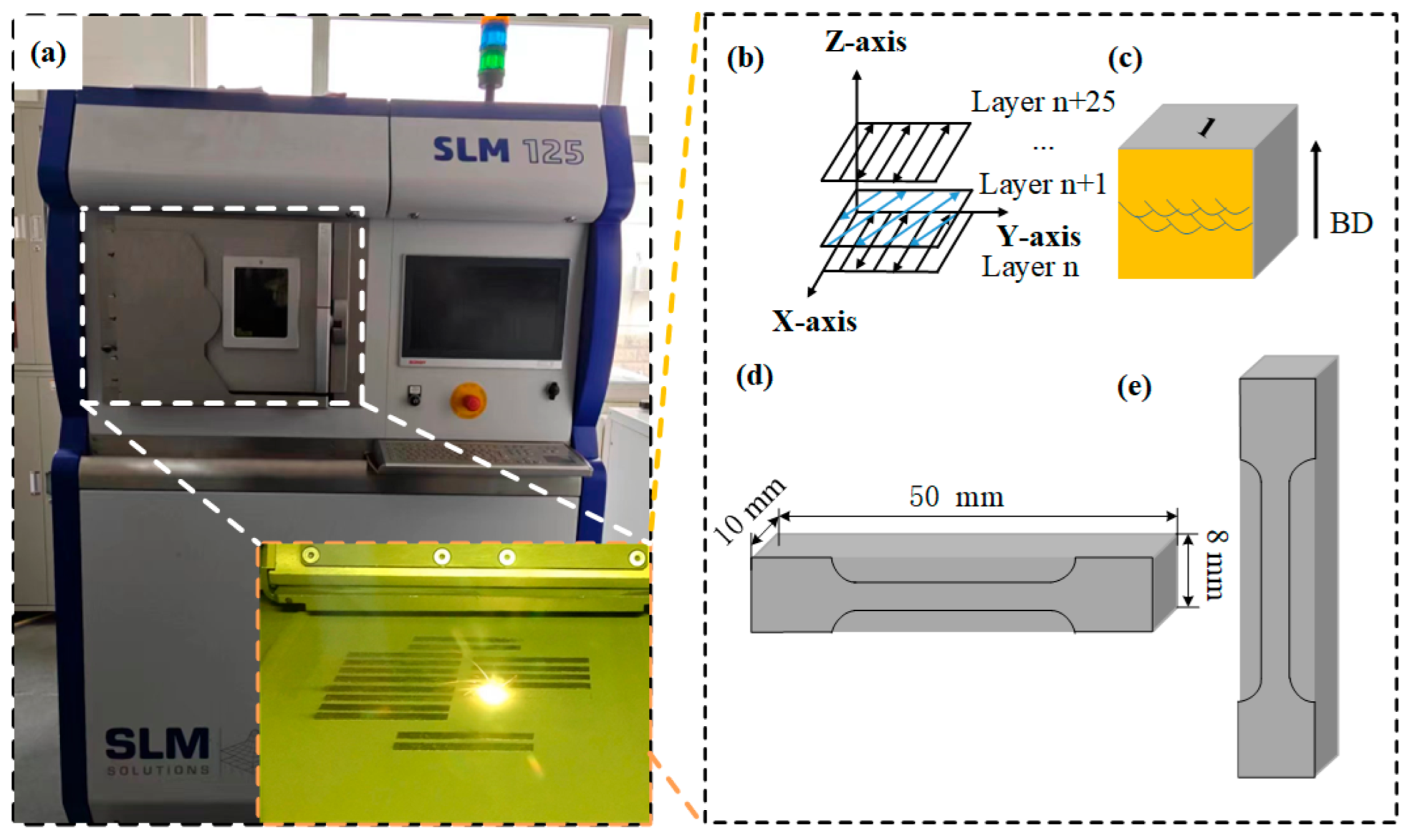
2.1. Experimental Material and Equipment
2.2. Characterization
3. Results
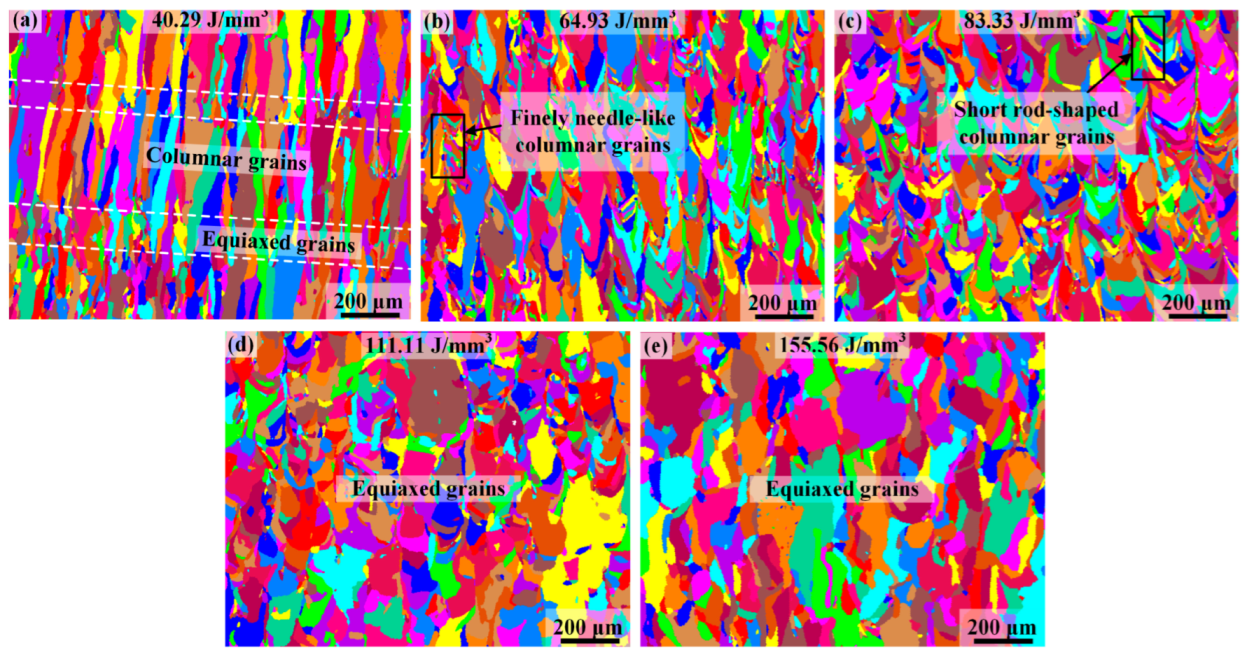
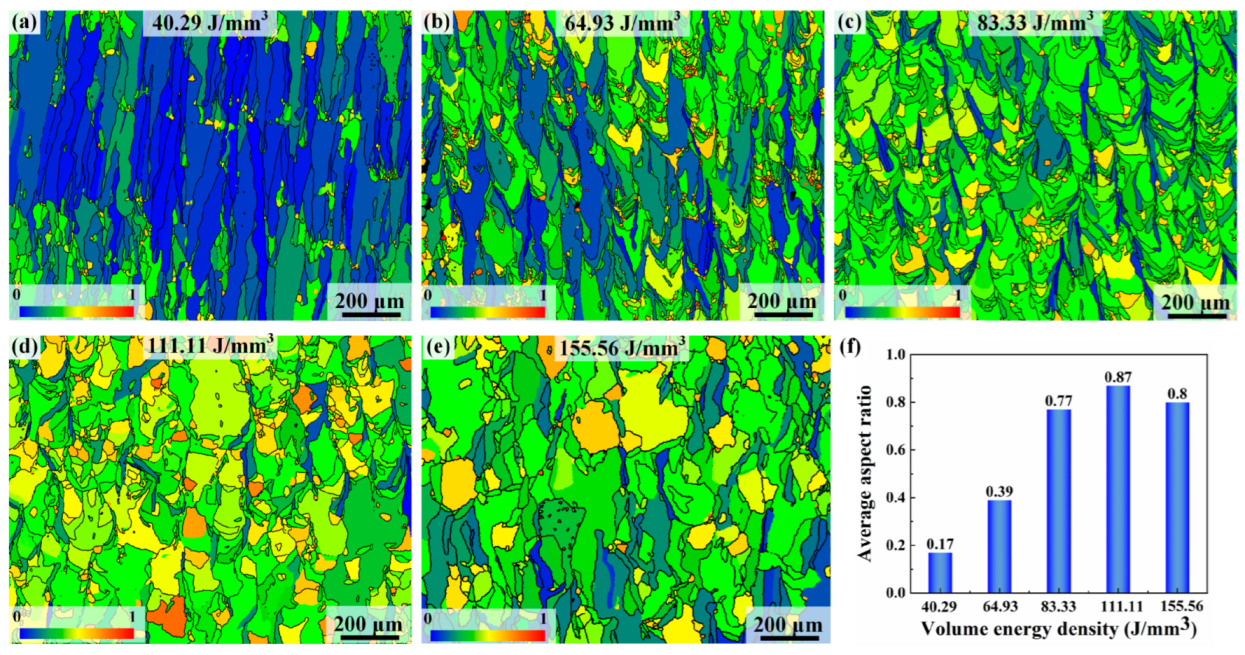
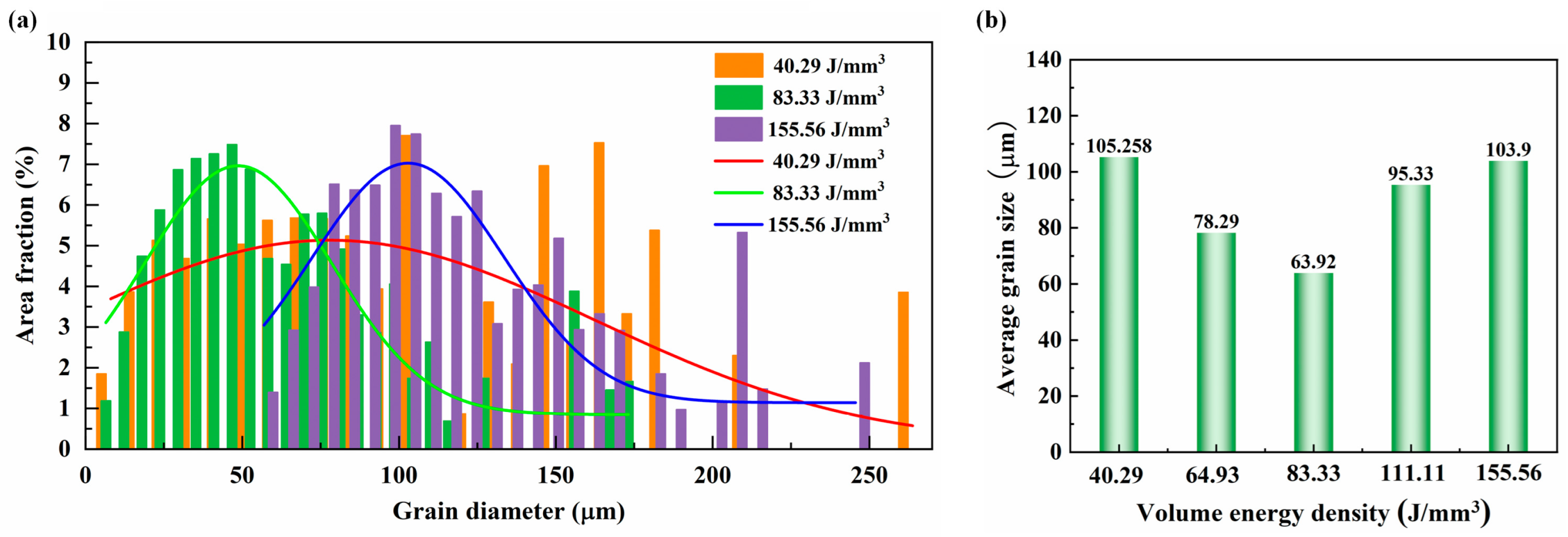
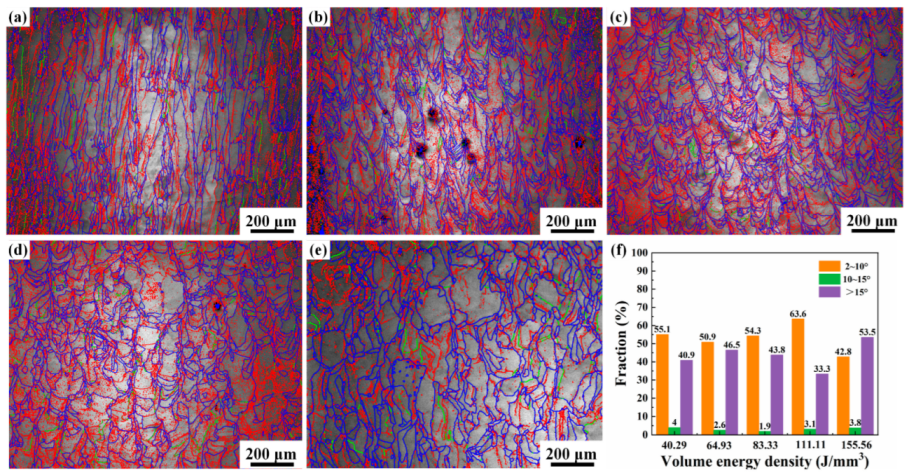
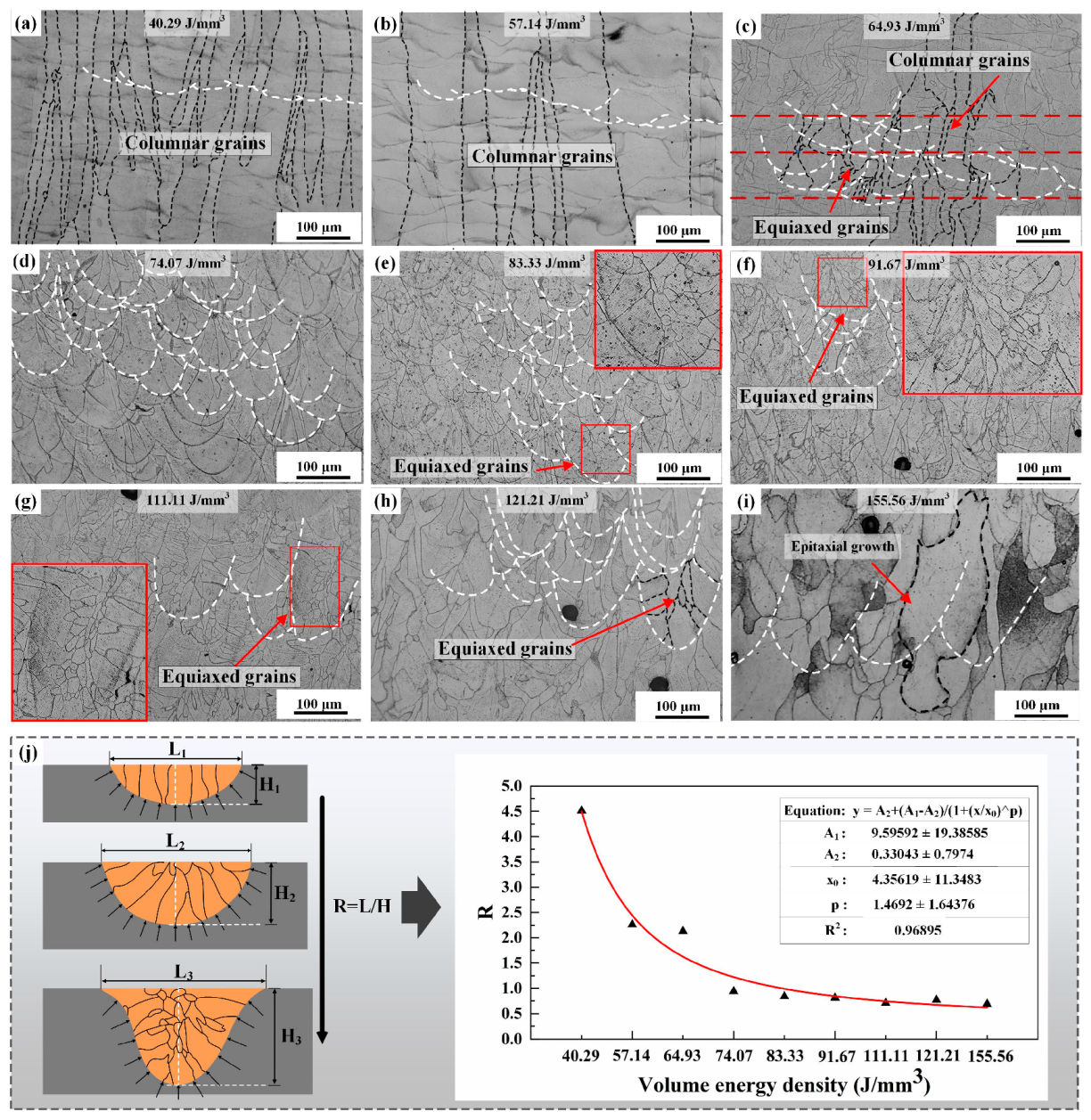
3.1. Columnar-to-Equiaxed Transition
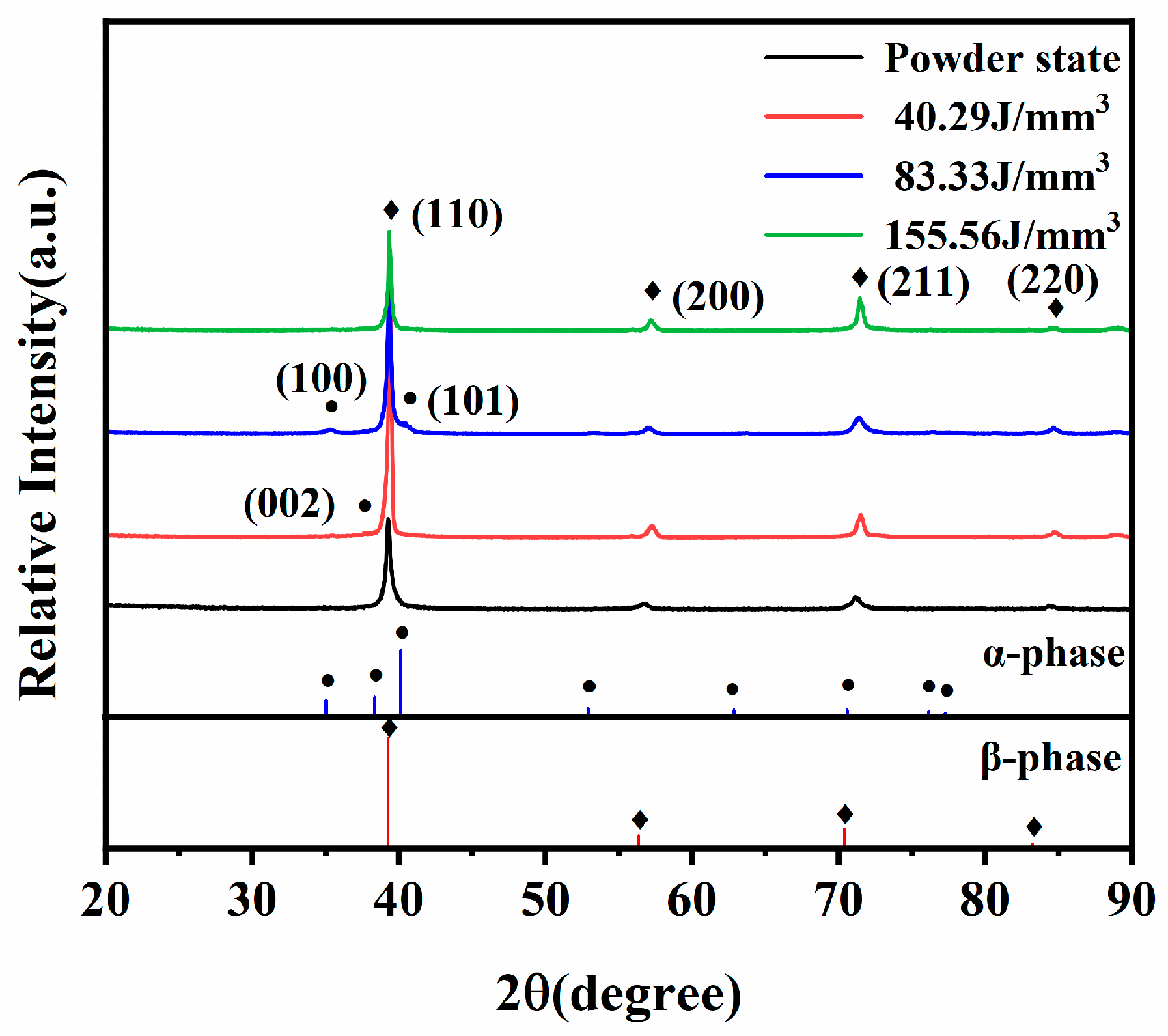
3.2. Precipitated Phase
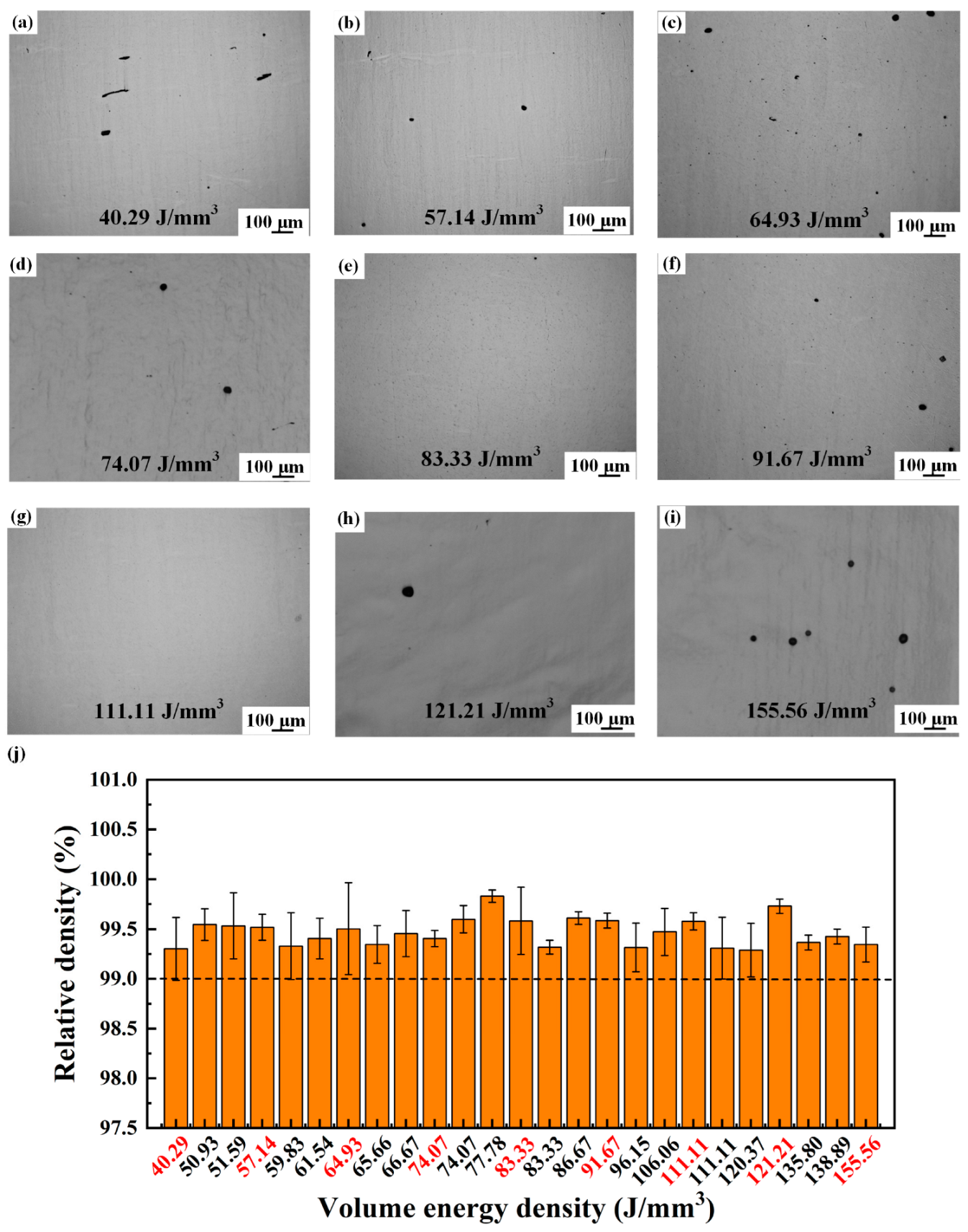
3.3. Relative Density
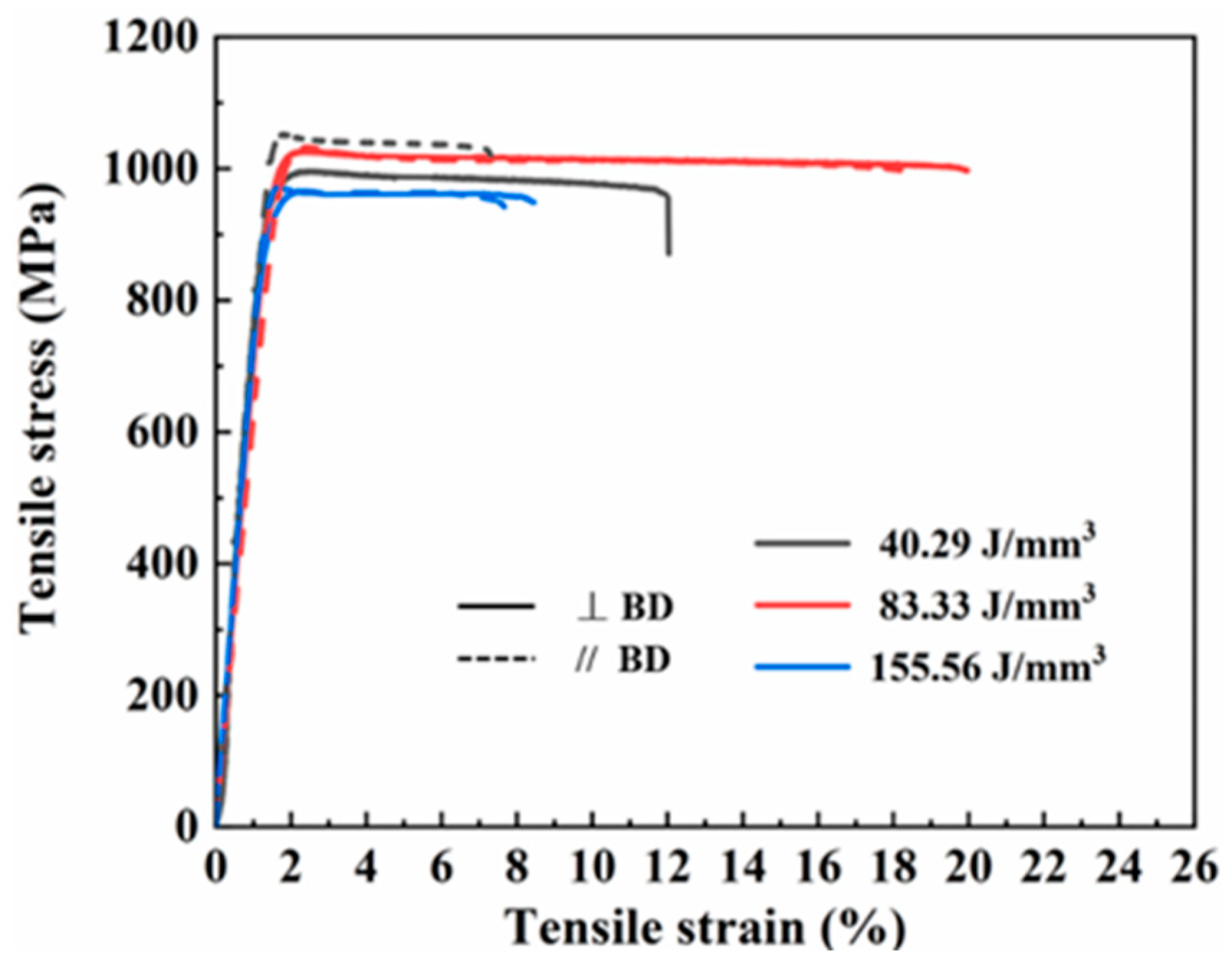
3.4. Mechanical Properties
4. Discussion
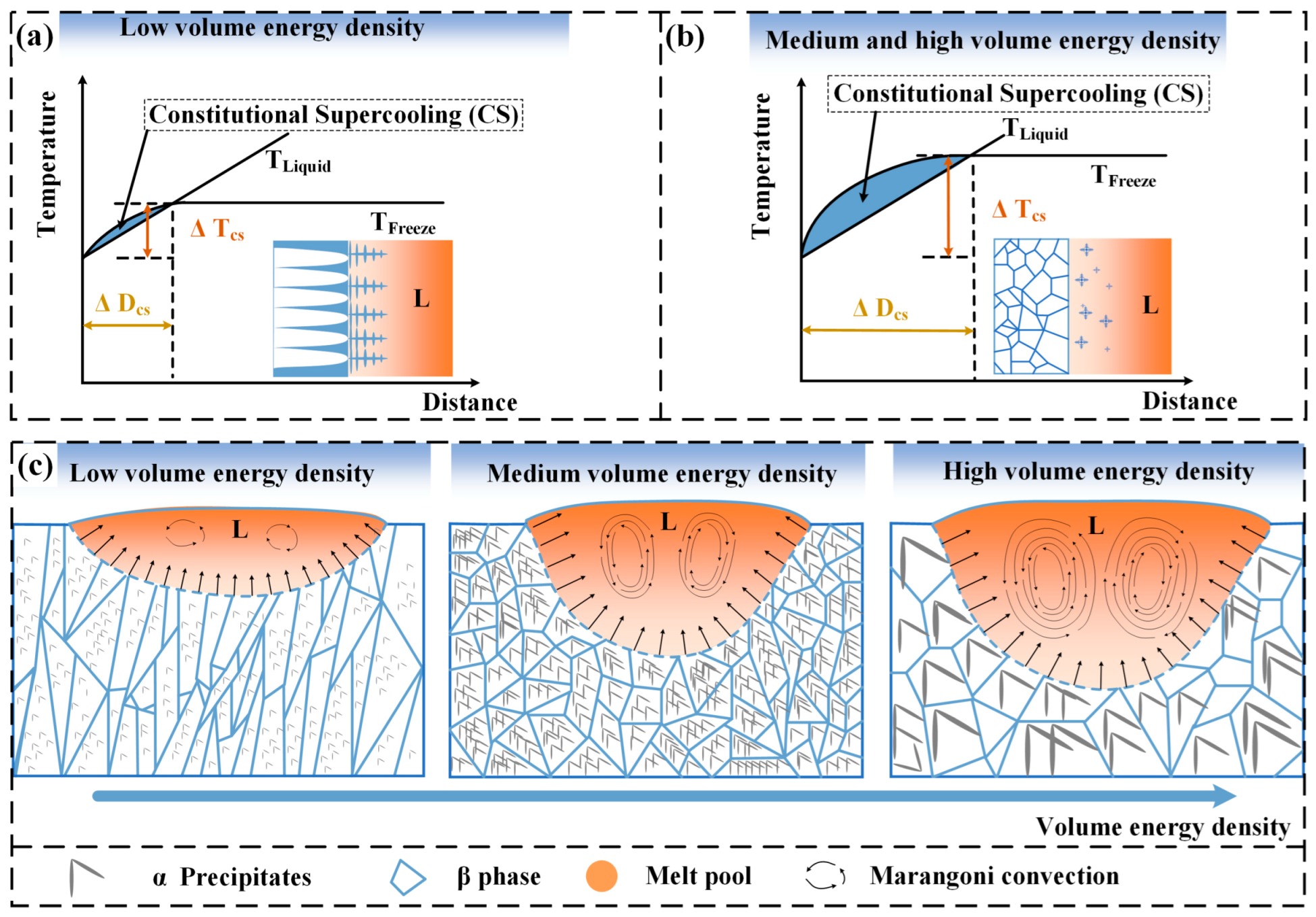
4.1. On the Mechanism of Columnar-to-Equiaxed Transition
4.2. Strengthening Mechanisms
5. Conclusions
- High energy density can promote the transition from columnar to equiaxed grains by decreasing the length-to-depth ratio of the melt pool, reducing the temperature gradient, and increasing the Marangoni effect.
- In the SLM process, different precipitated phases were formed at different volume energy densities, which had different strengthening effects on the Ti-55311 alloy. It is worth noting that at the volume energy density of 83.33 J/mm3, numerous ω phases precipitated, providing a large number of nucleated particles for the α phase.
- At the volume energy density of 83.33 J/mm3, the Ti-55311 alloy achieved extremely high strength and plasticity, with a yield strength of 1003.06 MPa, and an elongation of 18.16%.
Author Contributions
Funding
Conflicts of Interest
References
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Lu, J.; Lu, H.; Xu, X.; Yao, J.; Cai, J.; Luo, K. High-performance integrated additive manufacturing with laser shock peening -induced microstructural evolution and improvement in mechanical properties of Ti6Al4V alloy components. Int. J. Mach. Tools Manuf. 2020, 148, 103475. [Google Scholar] [CrossRef]
- Nouri, A.; Shirvan, A.R.; Li, Y.; Wen, C. Additive manufacturing of metallic and polymeric load-bearing biomaterials using laser powder bed fusion: A review. J. Mater. Sci. Technol. 2021, 94, 196–215. [Google Scholar] [CrossRef]
- Qi, M.; Huang, S.; Ma, Y.; Youssef, S.S.; Zhang, R.; Qiu, J.; Lei, J.; Yang, R. Columnar to equiaxed transition during β heat treatment in a near β alloy by laser additive manufacture. J. Mater. Res. Technol. 2021, 13, 1159–1168. [Google Scholar] [CrossRef]
- Su, J.; Jiang, F.; Tan, C.; Weng, F.; Ng, F.L.; Goh, M.H.; Xie, H.; Liu, J.; Chew, Y.; Teng, J. Additive manufacturing of fine-grained high-strength titanium alloy via multi-eutectoid elements alloying. Compos. Part B Eng. 2023, 249, 110399. [Google Scholar] [CrossRef]
- Brandt, M.; Sun, S.J.; Leary, M.; Feih, S.; Elambasseril, J.; Liu, Q.C. High-Value SLM Aerospace Components: From Design to Manufacture. Adv. Mater. Res. 2013, 633, 135–147. [Google Scholar] [CrossRef]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef] [PubMed]
- Lin, K.; Fang, Y.; Gu, D.; Ge, Q.; Zhuang, J.; Xi, L. Selective laser melting of graphene reinforced titanium matrix composites: Powder preparation and its formability. Adv. Powder Technol. 2021, 32, 1426–1437. [Google Scholar] [CrossRef]
- Otte, J.A.; Zou, J.; Dargusch, M.S. High strength and ductility of titanium matrix composites by nanoscale design in selective laser melting. J. Mater. Sci. Technol. 2022, 118, 114–127. [Google Scholar] [CrossRef]
- Cheng, B.; Price, S.; Lydon, J.; Cooper, K.; Chou, K. On Process Temperature in Powder-Bed Electron Beam Additive Manufacturing: Model Development and Validation. J. Manuf. Sci. Eng. 2014, 136, 061018. [Google Scholar] [CrossRef]
- Zhang, D.; Qiu, D.; Gibson, M.A.; Zheng, Y.; Fraser, H.L.; StJohn, D.H.; Easton, M.A. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 2020, 576, 91–95. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Wang, F.; Xu, D.; Wang, J.; Jiang, F.; Zarinejad, M.; Tong, Y. Microstructure and mechanical properties of laser metal deposited Ti6Al4V alloy with near equiaxed β grain structure. J. Mater. Res. Technol. 2023, 22, 1935–1947. [Google Scholar] [CrossRef]
- Bermingham, M.; McDonald, S.; StJohn, D.; Dargusch, M. Beryllium as a grain refiner in titanium alloys. J. Alloys Compd. 2009, 481, L20–L23. [Google Scholar] [CrossRef]
- StJohn, D.; Qian, M.; Easton, M.; Cao, P. The Interdependence Theory: The relationship between grain formation and nucleant selection. Acta Mater. 2011, 59, 4907–4921. [Google Scholar] [CrossRef]
- Li, H.; Zhang, T.; Li, D.; Wu, Y.; Geng, Z.; Chen, C.; Zhang, X.; Zhou, K. Microstructural evolution and mechanical properties of eutectoid Ti–7Ni alloy produced by electron beam powder bed fusion. Intermetallics 2022, 145, 107554. [Google Scholar] [CrossRef]
- Narayana, P.; Kim, J.H.; Lee, S.; Won, J.W.; Park, C.H.; Yeom, J.-T.; Reddy, N.; Hong, J.-K. Novel eutectoid Ti-5Ni alloy fabricated via direct energy deposition. Scr. Mater. 2021, 200, 113918. [Google Scholar] [CrossRef]
- Han, C.; Babicheva, R.; Chua, J.D.; Ramamurty, U.; Tor, S.B.; Sun, C.N.; Zhou, K. Microstructure and mechanical properties of (TiB+TiC)/Ti composites fabricated in situ via selective laser melting of Ti and B4C powders. Addit. Manuf. 2020, 36, 101466. [Google Scholar] [CrossRef]
- Zhu, Y.-Y.; Tang, H.-B.; Li, Z.; Xu, C.; He, B. Solidification behavior and grain morphology of laser additive manufacturing titanium alloys. J. Alloys Compd. 2019, 777, 712–716. [Google Scholar] [CrossRef]
- Kobryn, P.A.; Semiatin, S.L. Microstructure and texture evolution during solidification processing of Ti–6Al–4V. J. Mater. Process. Technol. 2003, 135, 330–339. [Google Scholar] [CrossRef]
- Bermingham, M.; StJohn, D.; Krynen, J.; Tedman-Jones, S.; Dargusch, M. Promoting the columnar to equiaxed transition and grain refinement of titanium alloys during additive manufacturing. Acta Mater. 2019, 168, 261–274. [Google Scholar] [CrossRef]
- Bermingham, M.; StJohn, D.; Easton, M.; Yuan, L.; Dargusch, M. Revealing the Mechanisms of Grain Nucleation and Formation During Additive Manufacturing. JOM 2020, 72, 1065–1073. [Google Scholar] [CrossRef]
- Ding, H.; Zhang, J.; Liu, J.; Wang, J.; Niu, L.; Chen, Y. Effect of volume energy density on microstructure and mechanical properties of TC4 alloy by selective laser melting. J. Alloys Compd. 2023, 968, 171769. [Google Scholar] [CrossRef]
- Luo, X.; Yang, C.; Fu, Z.; Liu, L.; Lu, H.; Ma, H.; Wang, Z.; Li, D.; Zhang, L.; Li, Y. Achieving ultrahigh-strength in beta-type titanium alloy by controlling the melt pool mode in selective laser melting. Mater. Sci. Eng. A 2021, 823, 141731. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, D.; Wang, P.; Yan, M.; Yang, C.; Chen, Z.; Lu, J.; Lu, Z. Additive manufacturing of metals: Microstructure evolution and multistage control. J. Mater. Sci. Technol. 2021, 100, 224–236. [Google Scholar] [CrossRef]
- Shin, W.-S.; Son, B.; Song, W.; Sohn, H.; Jang, H.; Kim, Y.-J.; Park, C. Heat treatment effect on the microstructure, mechanical properties, and wear behaviors of stainless steel 316L prepared via selective laser melting. Mater. Sci. Eng. A 2021, 806, 140805. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, J.; Lin, X.; Tan, H.; Huang, W. Grain morphology control and texture characterization of laser solid formed Ti6Al2Sn2Zr3Mo1.5Cr2Nb titanium alloy. J. Am. Acad. Dermatol. 2016, 238, 202–211. [Google Scholar] [CrossRef]
- Qiu, C.; Liu, Q. Multi-scale microstructural development and mechanical properties of a selectively laser melted beta titanium alloy. Addit. Manuf. 2019, 30, 100893. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2017, 17, 63–71. [Google Scholar] [CrossRef] [PubMed]
- Balachandran, S.; Kashiwar, A.; Choudhury, A.; Banerjee, D.; Shi, R.; Wang, Y. On variant distribution and coarsening behavior of the α phase in a metastable β titanium alloy. Acta Mater. 2016, 106, 374–387. [Google Scholar] [CrossRef]
- Mantri, S.A.; Choudhuri, D.; Alam, T.; Viswanathan, G.B.; Sosa, J.M.; Fraser, H.L.; Banerjee, R. Tuning the scale of α precipitates in β-titanium alloys for achieving high strength. Scr. Mater. 2018, 154, 139–144. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, L.; Qiu, C. Development of an additively manufactured metastable beta titanium alloy with a fully equiaxed grain structure and ultrahigh yield strength. Addit. Manuf. 2022, 60, 103208. [Google Scholar] [CrossRef]
- Jones, N.G.; Dashwood, R.J.; Jackson, M.; Dye, D. β Phase decomposition in Ti–5Al–5Mo–5V–3Cr. Acta Mater. 2009, 57, 3830–3839. [Google Scholar] [CrossRef]
- Wang, S.; Ning, J.; Zhu, L.; Yang, Z.; Yan, W.; Dun, Y.; Xue, P.; Xu, P.; Bose, S.; Bandyopadhyay, A. Role of porosity defects in metal 3D printing: Formation mechanisms, impacts on properties and mitigation strategies. Mater. Today 2022, 59, 133–160. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Guo, Q.; Qu, M.; Xiong, L.; Zhao, C.; Escano, L.; Fezzaa, K.; Everhart, W.; Sun, T.; et al. Direct observation of pore formation mechanisms during LPBF additive manufacturing process and high energy density laser welding. Int. J. Mach. Tools Manuf. 2020, 153, 103555. [Google Scholar] [CrossRef]
- Ghisi, A.; Mariani, S. Mechanical characterization of Ti–5Al–2.5Sn ELI alloy at cryogenic and room temperatures. Int. J. Fract. 2007, 146, 61–77. [Google Scholar] [CrossRef]
- Siao, Y.-H.; Wen, C.-D. Examination of molten pool with Marangoni flow and evaporation effect by simulation and experiment in selective laser melting. Int. Commun. Heat Mass Transf. 2021, 125, 105325. [Google Scholar] [CrossRef]
- Shi, R.; Khairallah, S.A.; Roehling, T.T.; Heo, T.W.; McKeown, J.T.; Matthews, M.J. Microstructural control in metal laser powder bed fusion additive manufacturing using laser beam shaping strategy. Acta Mater. 2020, 184, 284–305. [Google Scholar] [CrossRef]
- Knapp, G.; Raghavan, N.; Plotkowski, A.; DebRoy, T. Experiments and simulations on solidification microstructure for Inconel 718 in powder bed fusion electron beam additive manufacturing. Addit. Manuf. 2019, 25, 511–521. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D. Dendrite growth at the limit of stability: Tip radius and spacing. Acta Met. 1981, 29, 11–20. [Google Scholar] [CrossRef]
- Antony, K.; Arivazhagan, N. Studies on energy penetration and marangoni effect during laser melting process. J. Eng. Sci. Technol. 2015, 10, 509–525. [Google Scholar]
- Lu, H.; Pan, J.; Gu, Y.; Hu, X.; Duan, Z.; Li, H. Effect of molten pool flow and recoil pressure on grain growth structures during laser powder bed fusion by an integrated model. Int. J. Heat Mass Transf. 2024, 223, 125219. [Google Scholar] [CrossRef]
- Li, H.; Zong, H.; Li, S.; Jin, S.; Chen, Y.; Cabral, M.J.; Chen, B.; Huang, Q.; Chen, Y.; Ren, Y.; et al. Uniting tensile ductility with ultrahigh strength via composition undulation. Nature 2022, 604, 273–279. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Chen, D. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater. Sci. Eng. A 2008, 483, 148–152. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, D. A model for predicting the particle size dependence of the low cycle fatigue life in discontinuously reinforced MMCs. Scr. Mater. 2004, 51, 863–867. [Google Scholar] [CrossRef]
- Deng, M.; Sui, S.; Yao, B.; Ma, L.; Lin, X.; Chen, J. Microstructure and room-temperature tensile property of Ti-5.7Al-4.0Sn-3.5Zr-0.4Mo-0.4Si-0.4Nb-1.0Ta-0.05C with near equiaxed β grain fabricated by laser directed energy deposition technique. J. Mater. Sci. Technol. 2022, 101, 308–320. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Mo | V | Fe | Cr | Ti | C | H | N | O |
|---|---|---|---|---|---|---|---|---|---|---|
| Percent/wt.% | 4.99 | 5.40 | 3.07 | 1.62 | 1.49 | Balance | 0.014 | 0.0023 | 0.017 | 0.14 |
| Volume Energy Density (J/mm3) | Yield Strength (MPa) | Elongation (%) | |||
|---|---|---|---|---|---|
| 40.29 | //BD | 1066.38 | 1048.9 ± 15.75 | 4.86 | 5.45 ± 0.60 |
| 1035.80 | 6.06 | ||||
| 1044.52 | 5.43 | ||||
| ⊥BD | 989.26 | 988.81 ± 11.65 | 10.08 | 10.05 ± 0.58 | |
| 1000.23 | 9.46 | ||||
| 976.94 | 10.61 | ||||
| 83.33 | //BD | 1010.90 | 1010.53 ± 4.11 | 16.84 | 16.59 ± 0.70 |
| 1006.25 | 17.13 | ||||
| 1014.44 | 15.80 | ||||
| ⊥BD | 1003.06 | 1003.06 ± 2.30 | 18.43 | 18.16 ± 0.61 | |
| 1016.14 | 17.46 | ||||
| 990.15 | 18.59 | ||||
| 155.56 | //BD | 970.46 | 970.46 ± 6.14 | 6.20 | 6.1 ± 0.21 |
| 968.09 | 6.24 | ||||
| 977.43 | 5.86 | ||||
| ⊥BD | 948.07 | 940.13 ± 7.25 | 6.37 | 6.8 ± 0.40 | |
| 933.86 | 7.15 | ||||
| 938.46 | 6.88 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Cheng, H.; Shi, C.; Liu, R.; Wang, R.; Yang, C. Achieving Equiaxed Transition and Excellent Mechanical Properties in a Novel Near-β Titanium Alloy by Regulating the Volume Energy Density of Selective Laser Melting. Materials 2024, 17, 2631. https://doi.org/10.3390/ma17112631
Li X, Cheng H, Shi C, Liu R, Wang R, Yang C. Achieving Equiaxed Transition and Excellent Mechanical Properties in a Novel Near-β Titanium Alloy by Regulating the Volume Energy Density of Selective Laser Melting. Materials. 2024; 17(11):2631. https://doi.org/10.3390/ma17112631
Chicago/Turabian StyleLi, Xiaofei, Huanhuan Cheng, Chengcheng Shi, Rui Liu, Ruyue Wang, and Chuan Yang. 2024. "Achieving Equiaxed Transition and Excellent Mechanical Properties in a Novel Near-β Titanium Alloy by Regulating the Volume Energy Density of Selective Laser Melting" Materials 17, no. 11: 2631. https://doi.org/10.3390/ma17112631
APA StyleLi, X., Cheng, H., Shi, C., Liu, R., Wang, R., & Yang, C. (2024). Achieving Equiaxed Transition and Excellent Mechanical Properties in a Novel Near-β Titanium Alloy by Regulating the Volume Energy Density of Selective Laser Melting. Materials, 17(11), 2631. https://doi.org/10.3390/ma17112631