
Effect of Solid-State Phase Transformation and Transverse Restraint on Residual Stress Distribution in Laser–Arc Hybrid Welding Joint of Q345 Steel

 and
and
Abstract
:1. Introduction
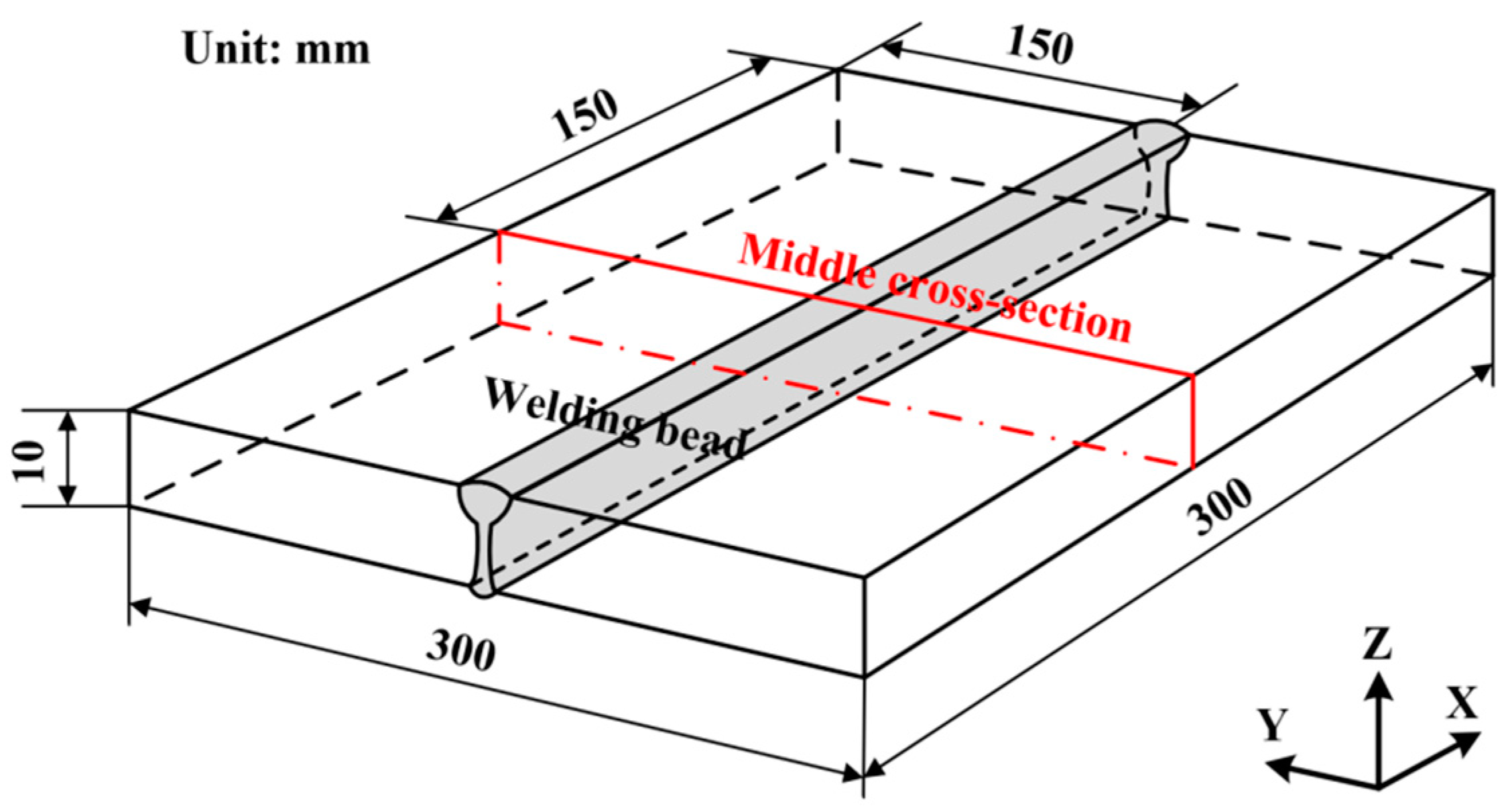
2. Experimental Procedure
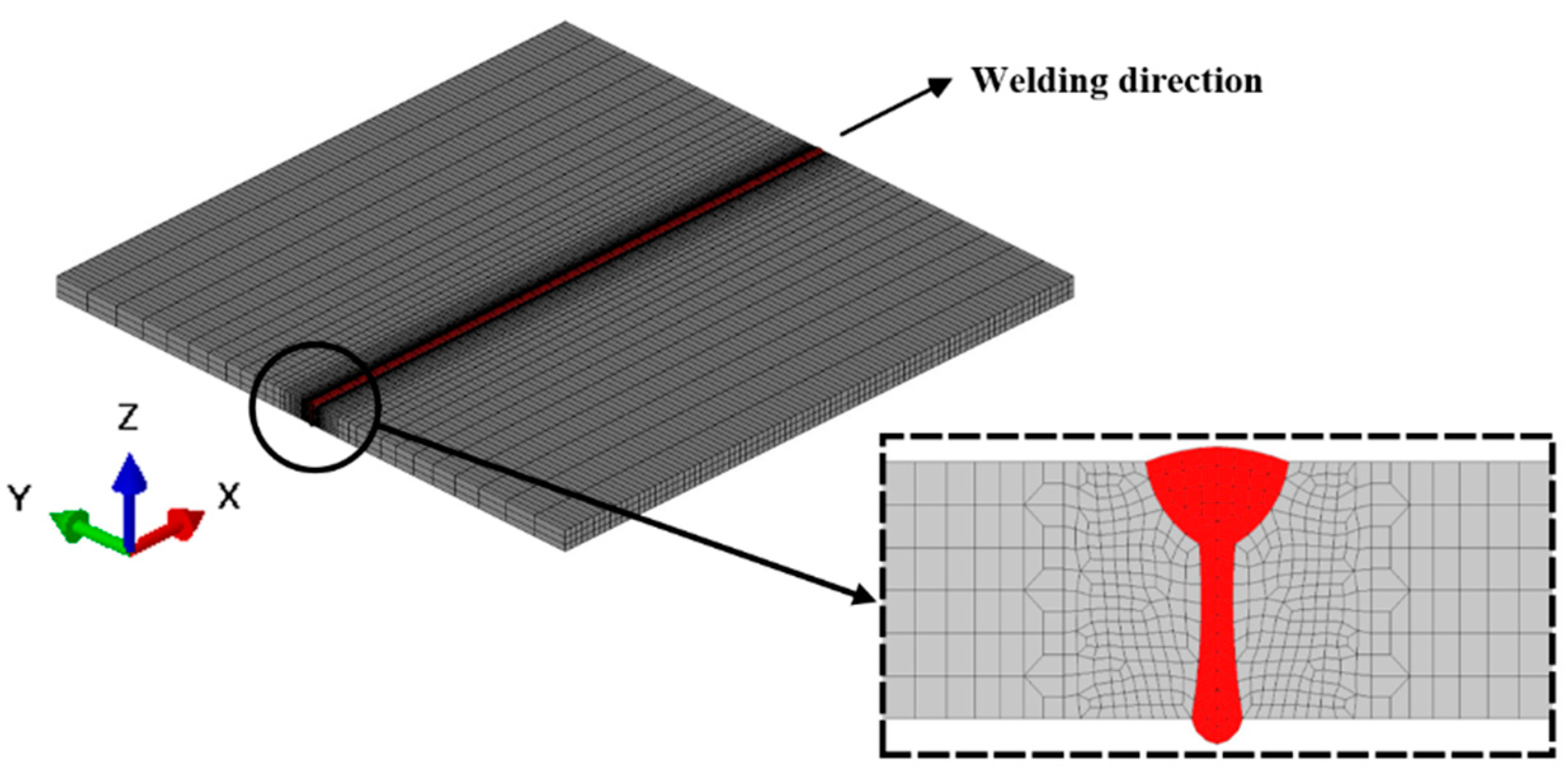
3. Numerical Analysis
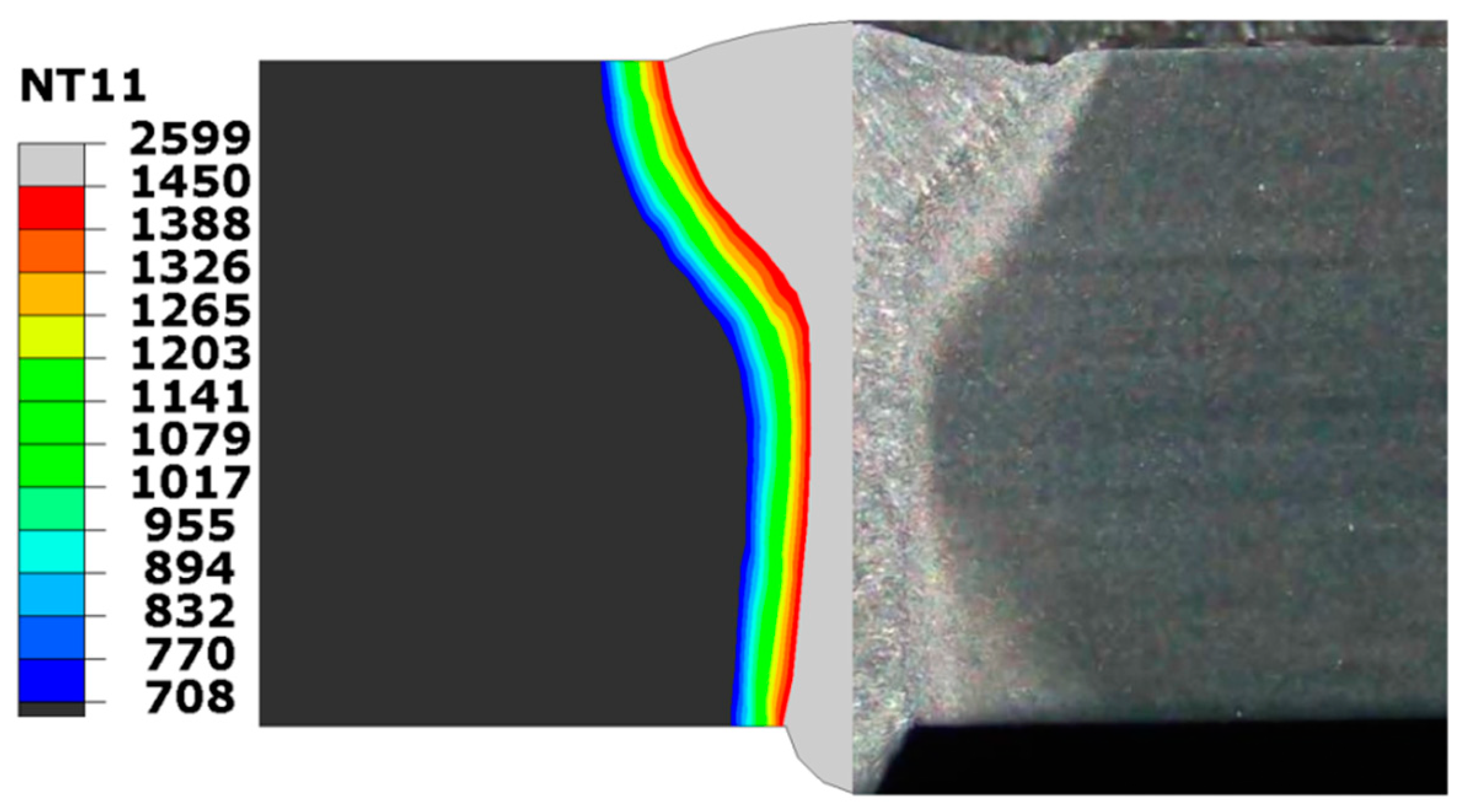
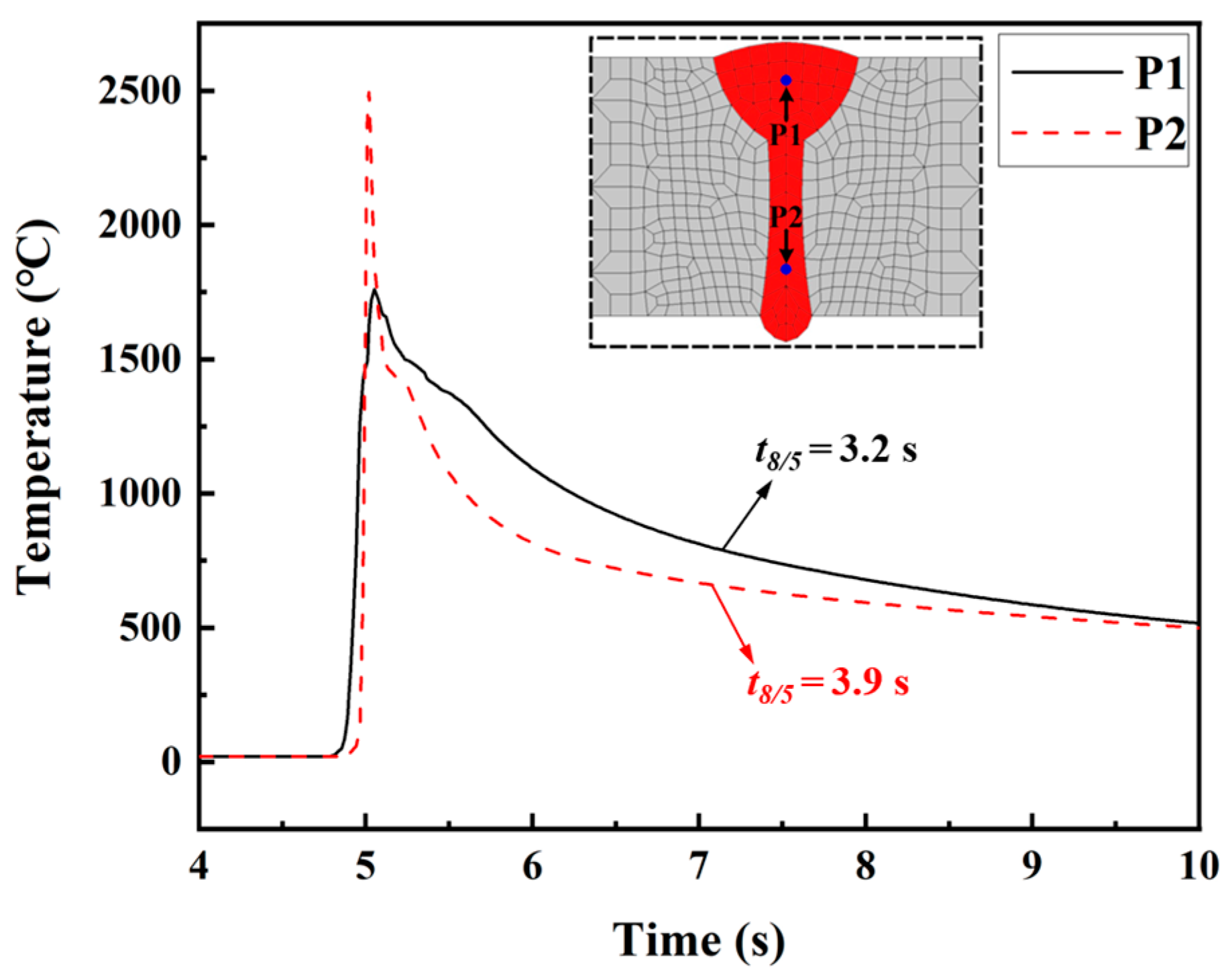
3.1. Thermal Analysis
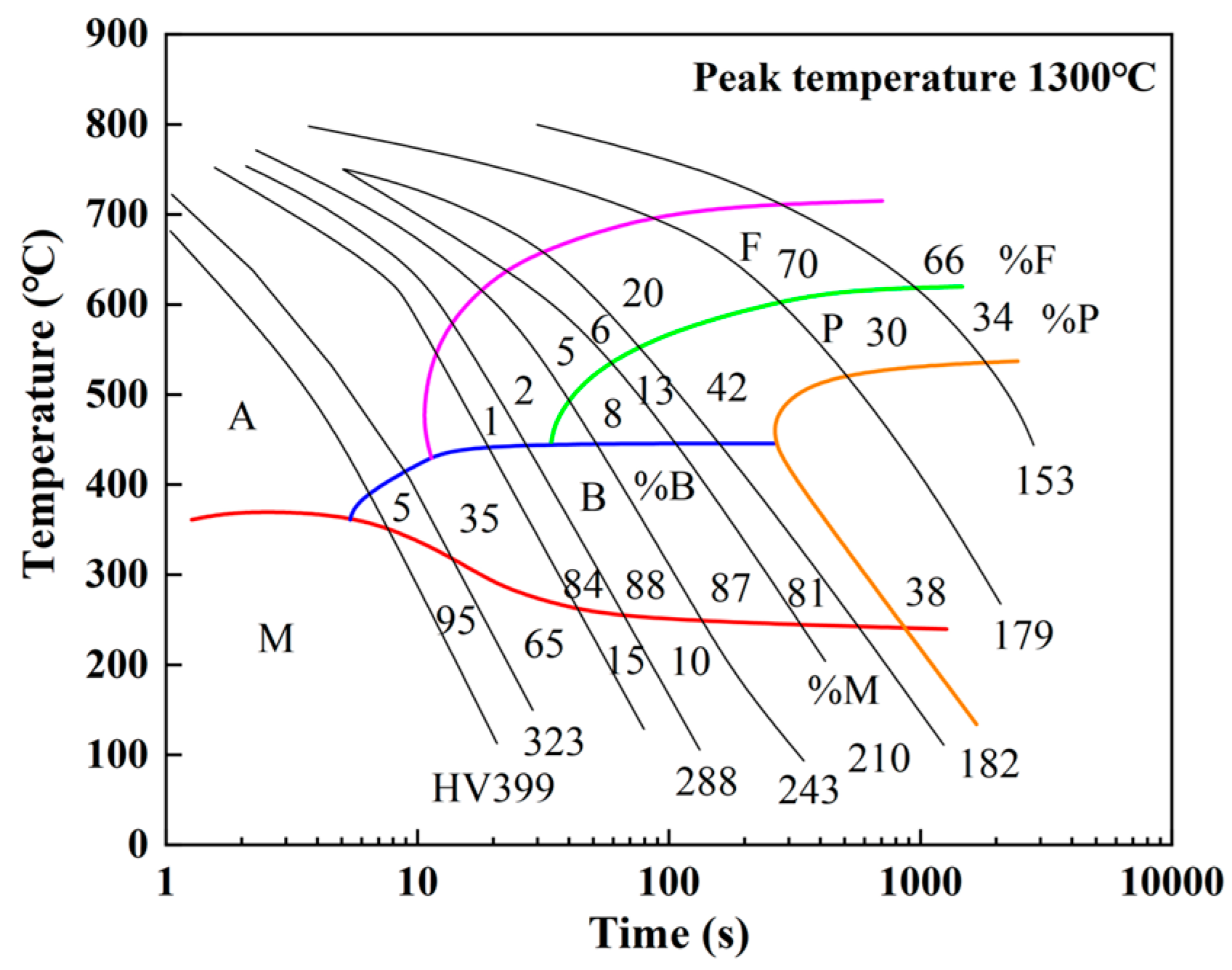
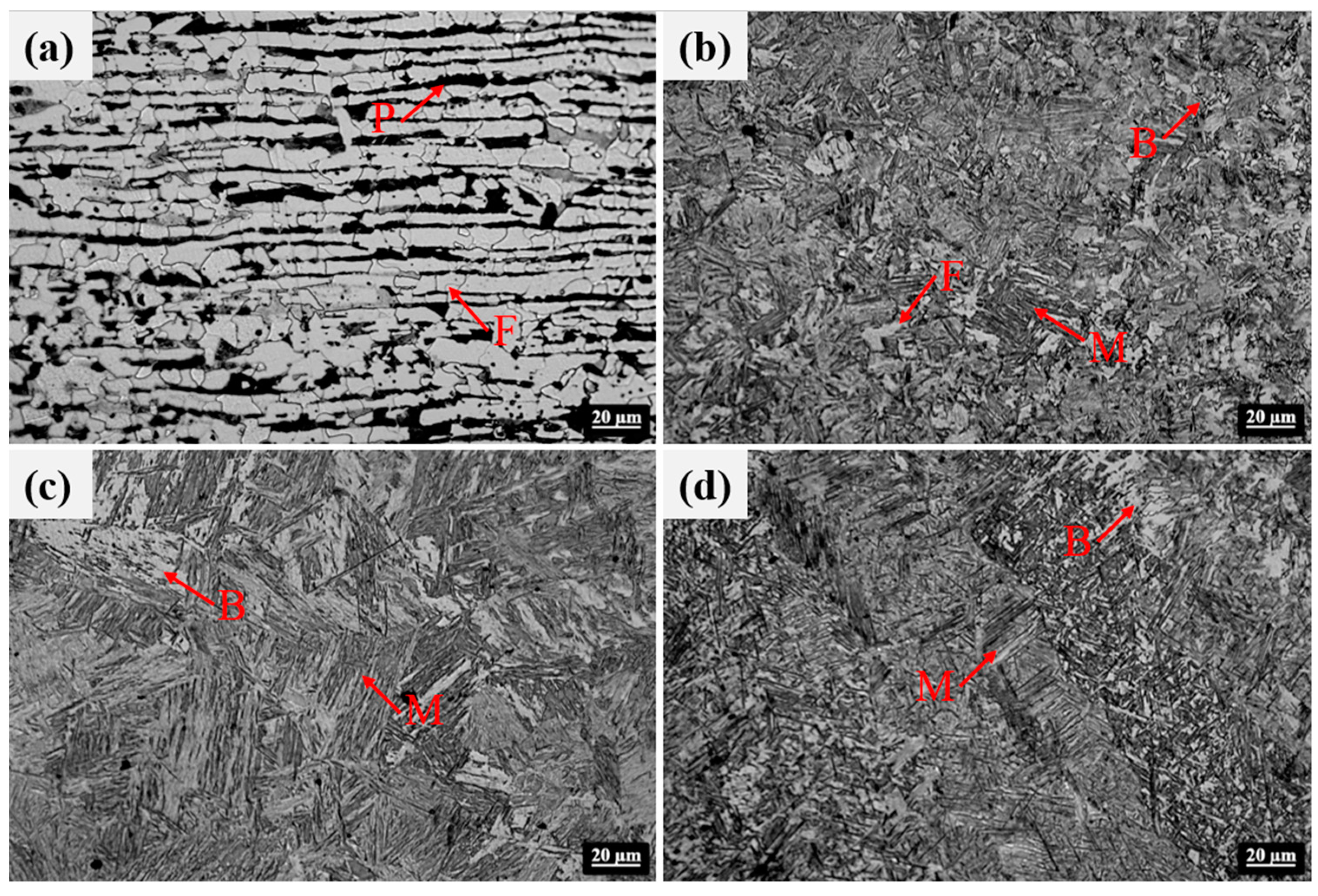
3.2. Metallurgical Analysis
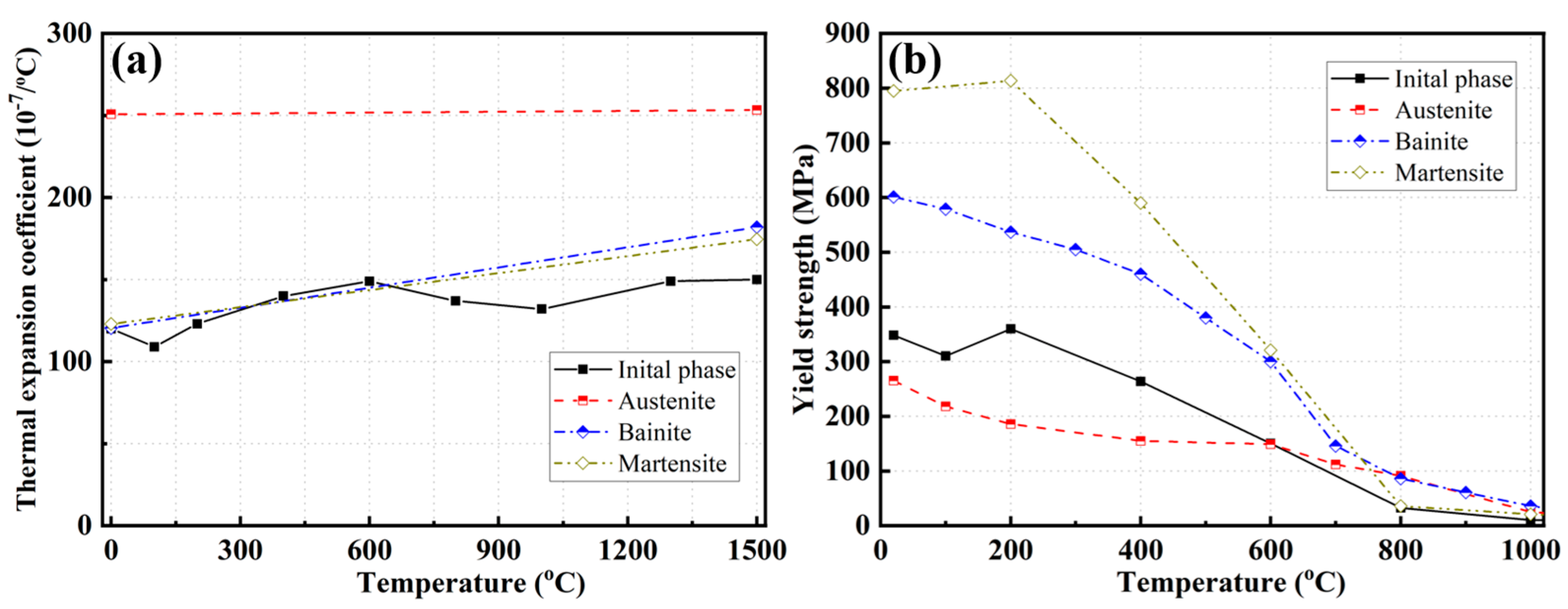
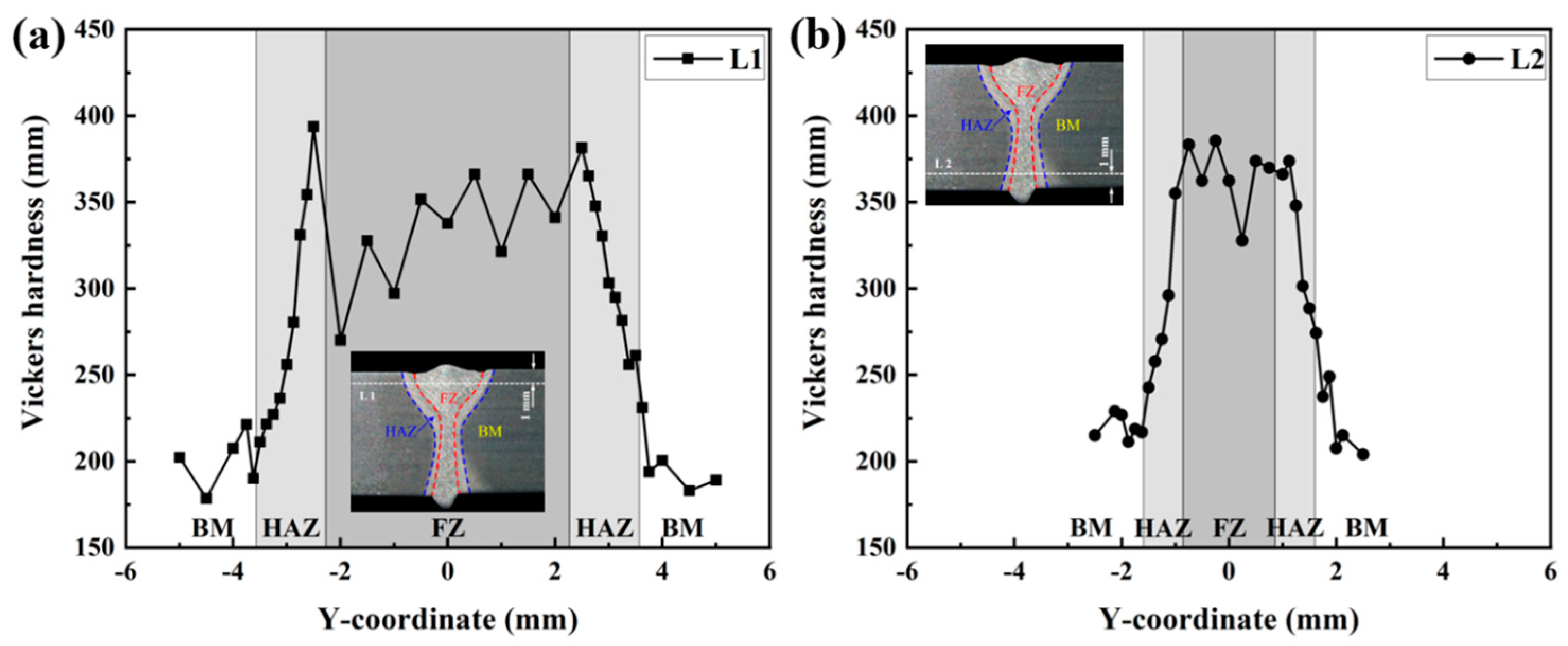
3.3. Mechanical Analysis
3.4. Simulation Cases
4. Results and Discussion
4.1. Thermal and Metallurgical Results Analysis
4.2. Mechanical Result Analysis
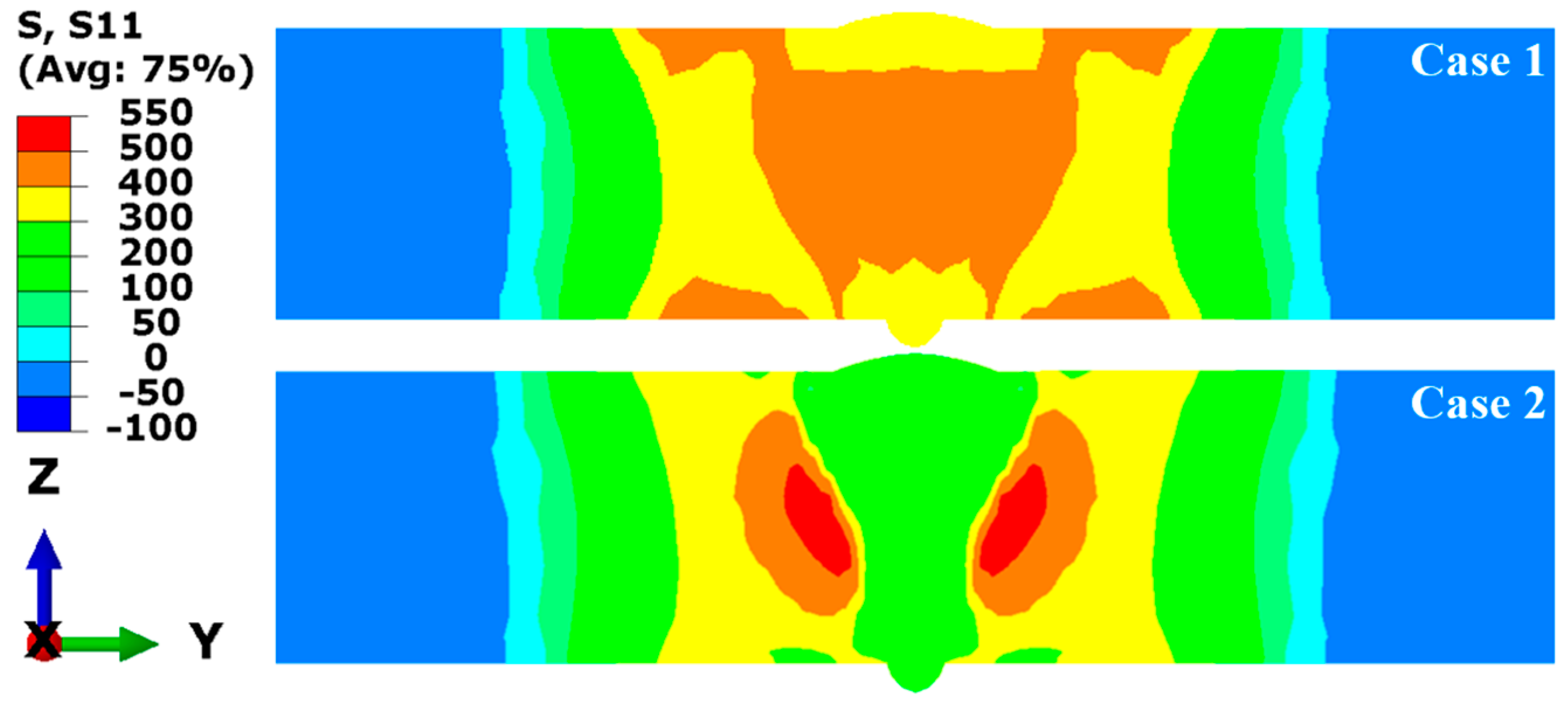
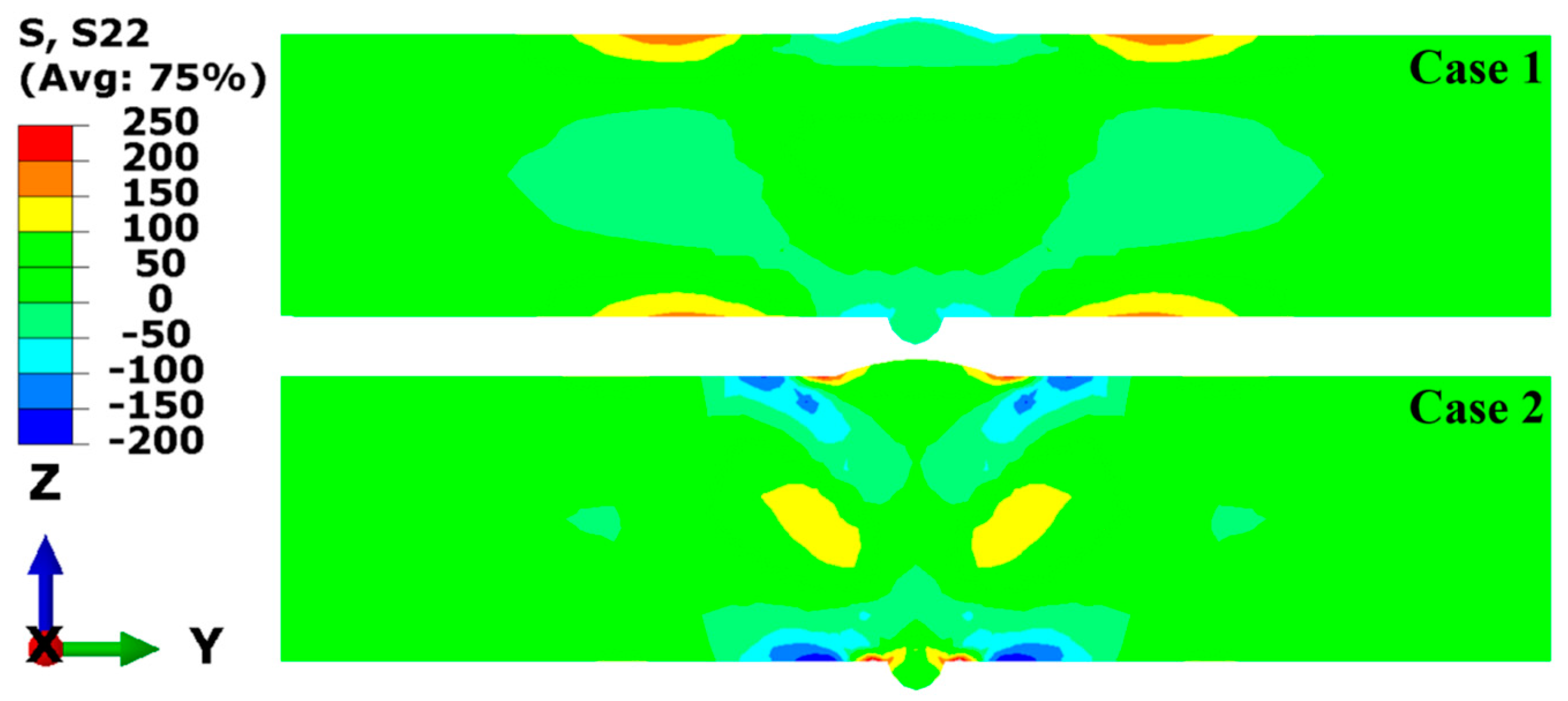
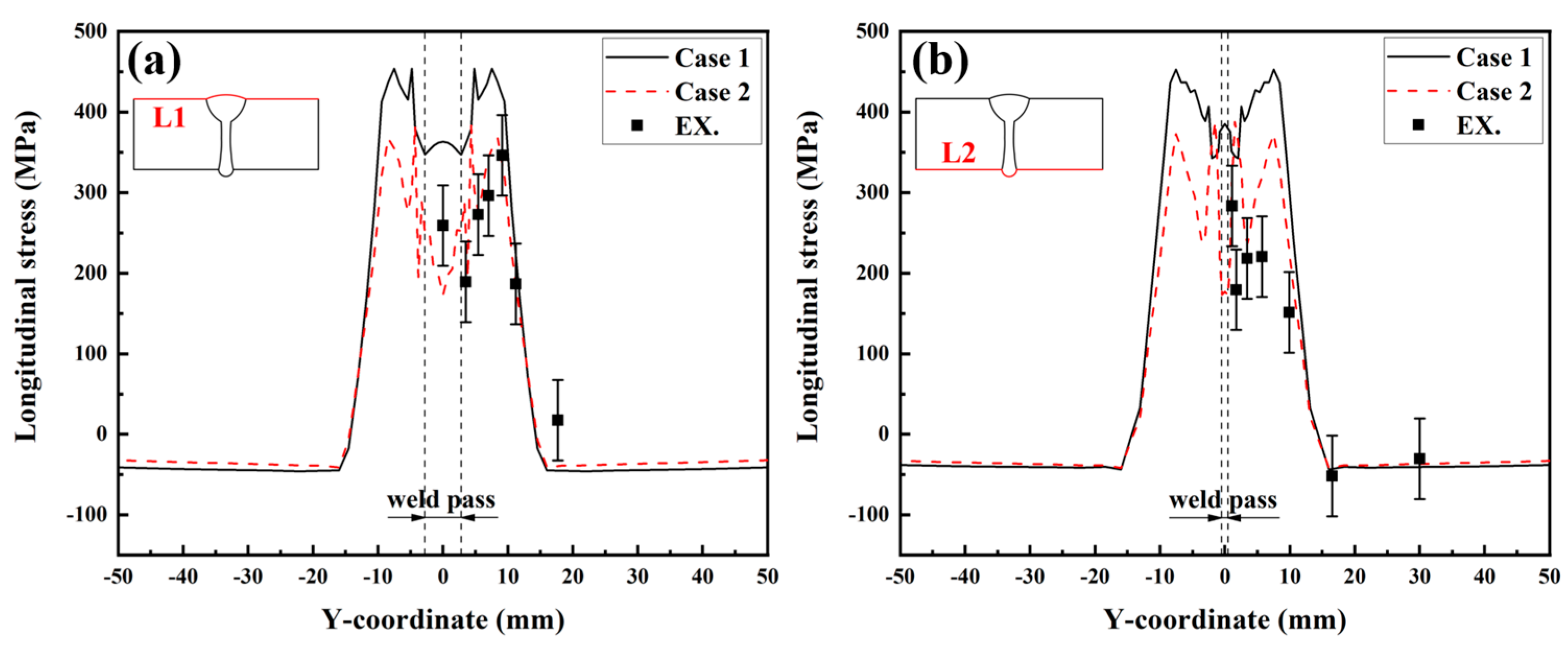
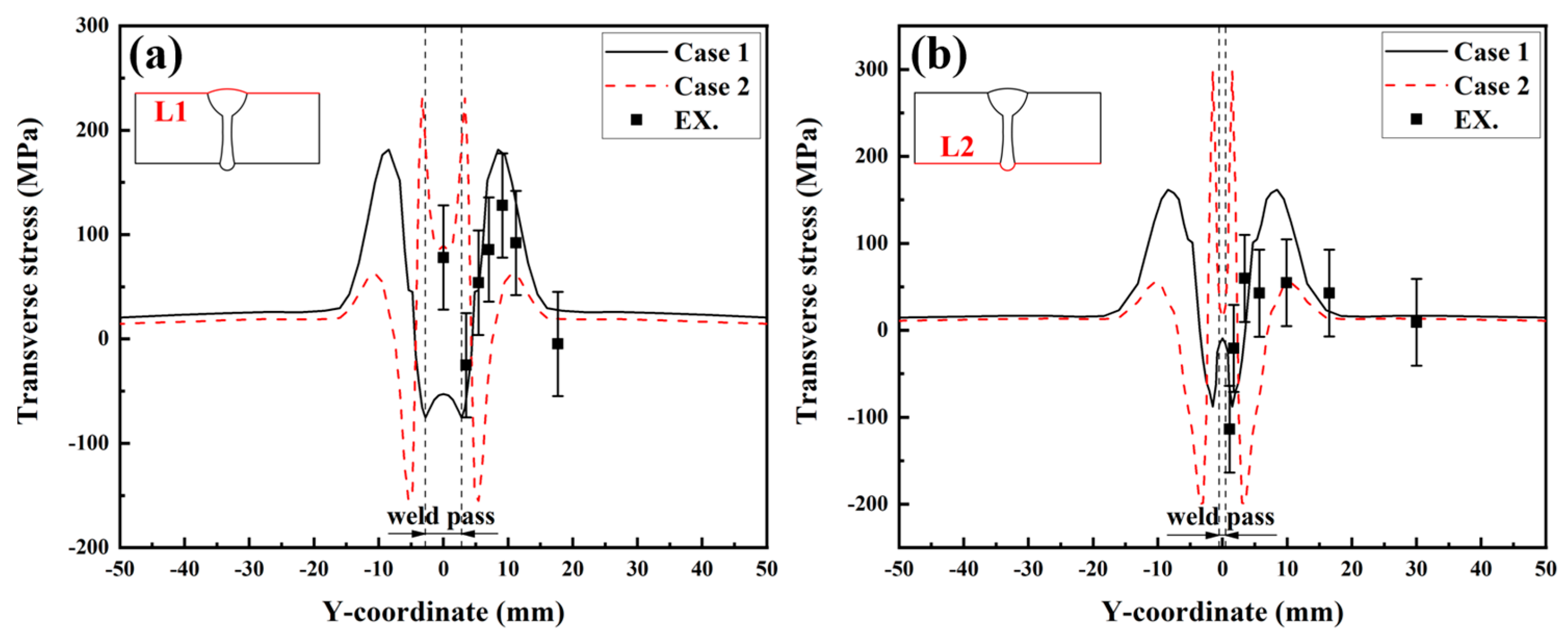
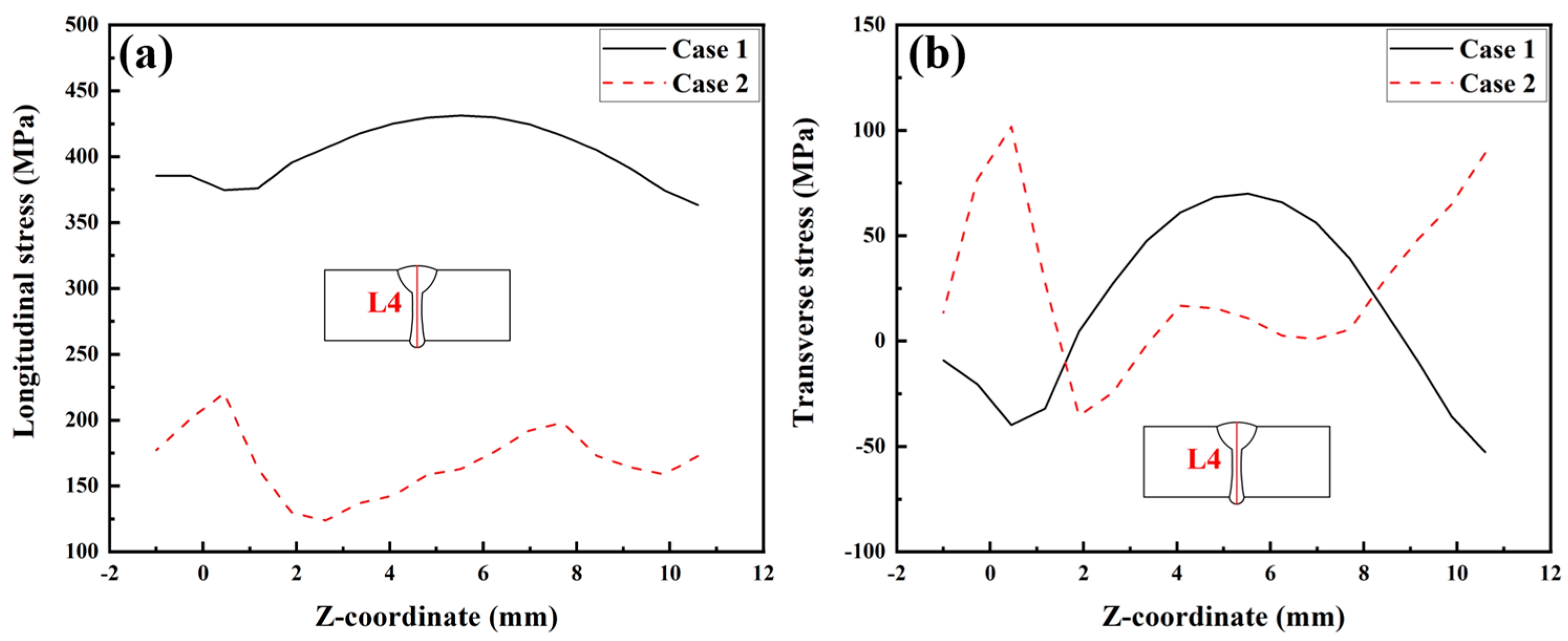
4.2.1. Effect of SSPT on Welding RS
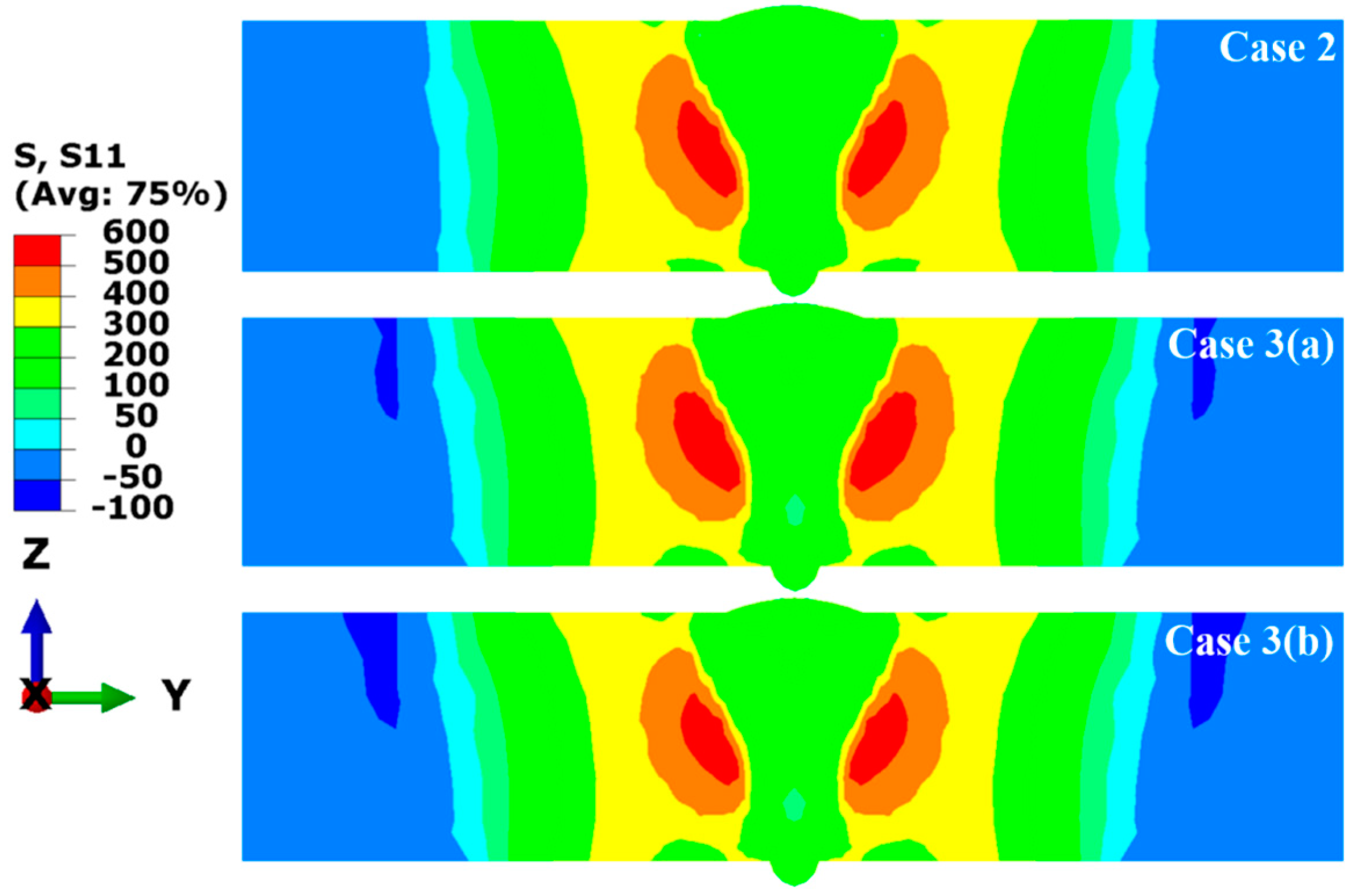
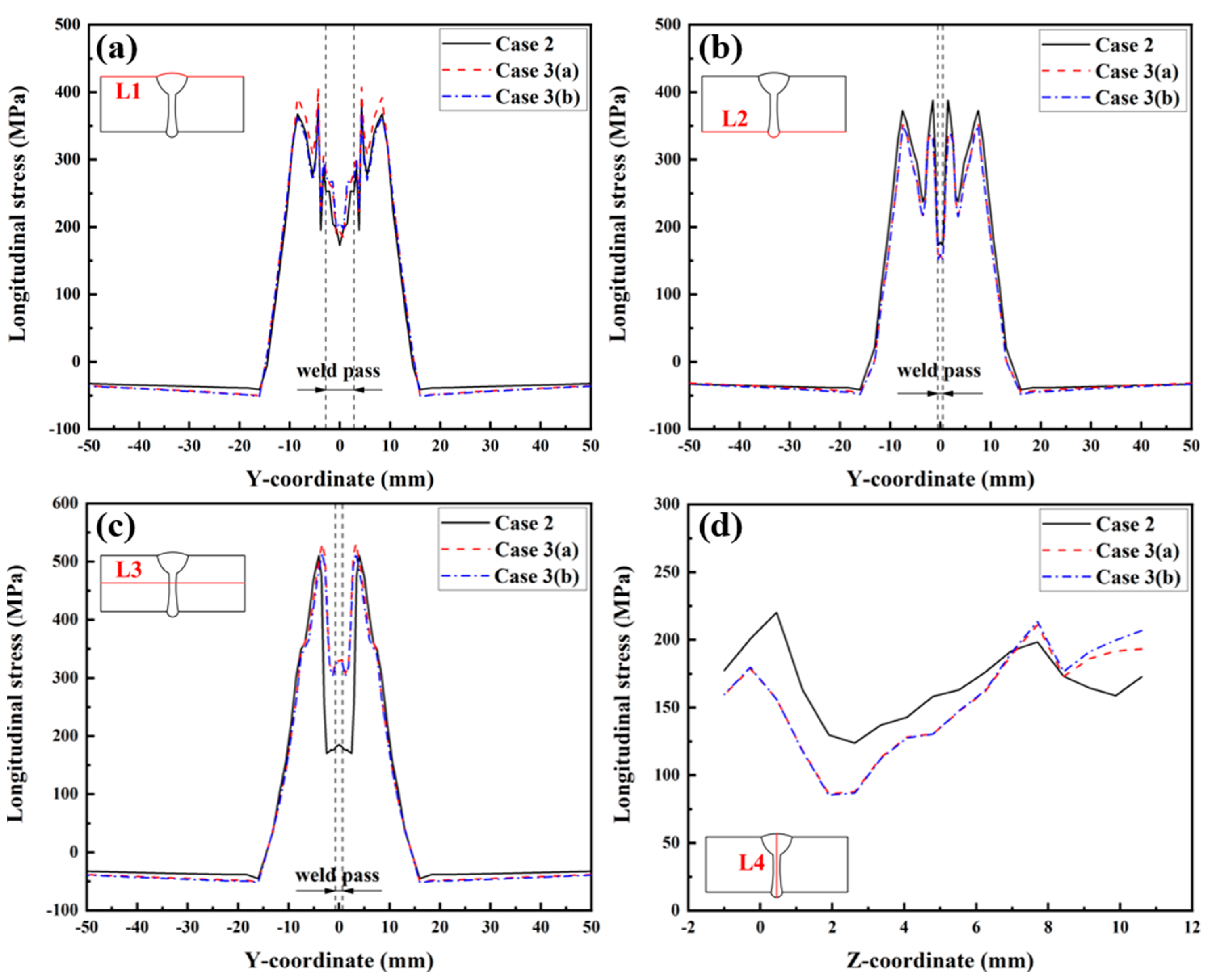
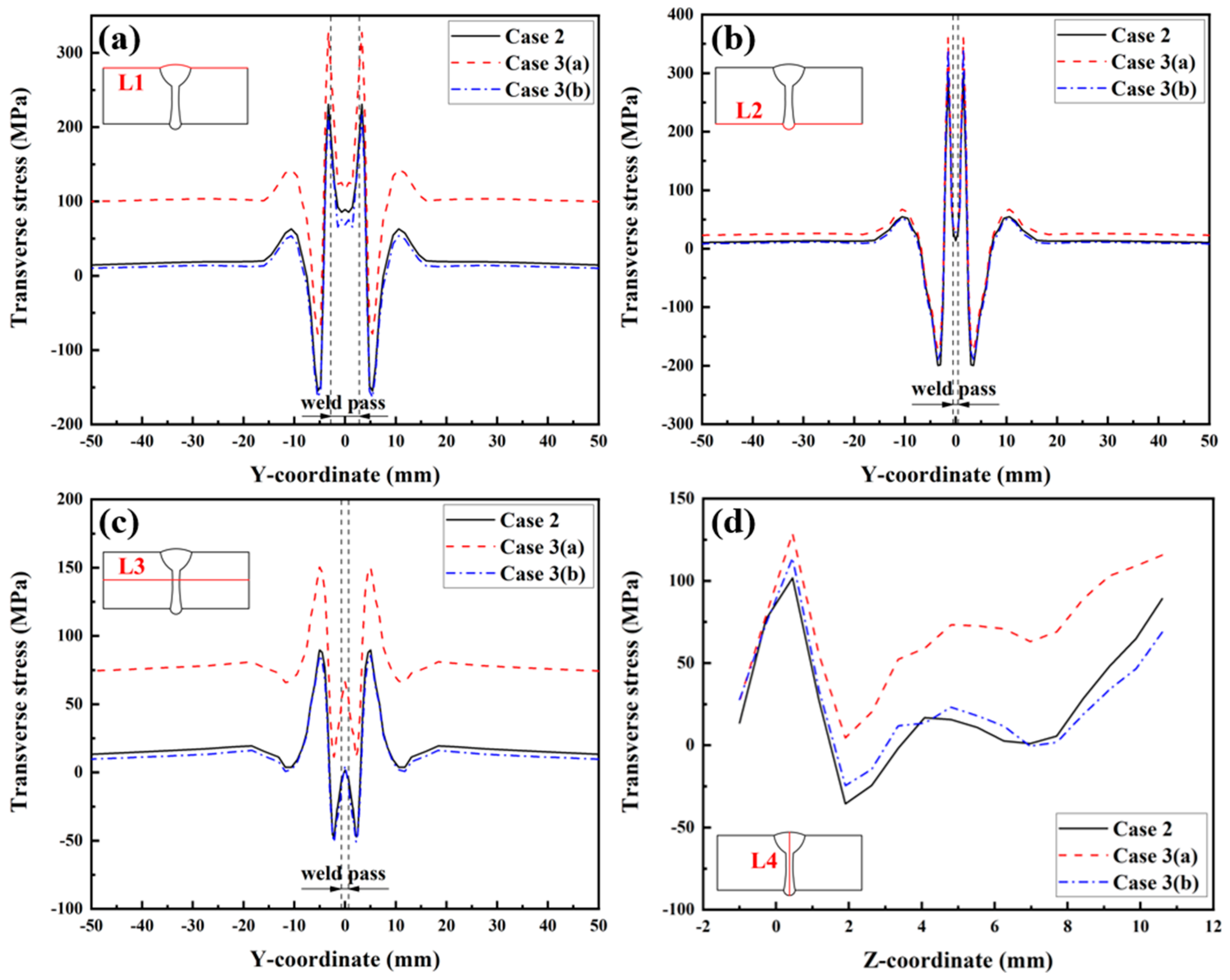
4.2.2. Effect of Transverse Restraint on Welding RS
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bunaziv, I.; Akselsen, O.M.; Frostevarg, J.; Kaplan, A.F. Deep penetration fiber laser-arc hybrid welding of thick HSLA steel. J. Mater. Process. Technol. 2018, 256, 216–228. [Google Scholar] [CrossRef]
- Tang, G.; Zhao, X.; Li, R.; Liang, Y.; Jiang, Y.; Chen, H. The effect of arc position on laser-arc hybrid welding of 12-mm-thick high strength bainitic steel. Opt. Laser Technol. 2020, 121, 105780. [Google Scholar] [CrossRef]
- Bunaziv, I.; Langelandsvik, G.; Ren, X.; Westermann, I.; Rørvik, G.; Dørum, C.; Danielsen, M.H.; Eriksson, M. Effect of preheating and preplaced filler wire on microstructure and toughness in laser-arc hybrid welding of thick steel. J. Manuf. Process. 2022, 82, 829–847. [Google Scholar] [CrossRef]
- Leggatt, R.H. Residual stresses in welded structures. Int. J. Press. Vessel. Pip. 2008, 85, 144–151. [Google Scholar] [CrossRef]
- Zondi, M.C. Factors that affect welding-induced residual stress and distortions in pressure vessel steels and their mitigation techniques, a review. J. Press. Vessel Technol. 2014, 136, 040801. [Google Scholar] [CrossRef]
- Sun, G.F.; Wang, Z.D.; Lu, Y.; Zhou, R.; Ni, Z.H.; Gu, X.; Wang, Z.G. Numerical and experimental investigation of thermal field and residual stress in laser-MIG hybrid welded NV E690 steel plates. J. Manuf. Process. 2018, 34, 106–120. [Google Scholar] [CrossRef]
- Chen, L.; Mi, G.; Zhang, X.; Wang, C. Numerical and experimental investigation on microstructure and residual stress of multi-pass hybrid laser-arc welded 316L steel. Mater. Des. 2019, 168, 107653. [Google Scholar] [CrossRef]
- Kong, F.; Ma, J.; Kovacevic, R. Numerical and experimental study of thermally induced residual stress in the hybrid laser–GMA welding process. J. Mater. Process. Technol. 2011, 211, 1102–1111. [Google Scholar] [CrossRef]
- Ma, N.; Li, L.; Huang, H.; Chang, S.; Murakawa, H. Residual stresses in laser-arc hybrid welded butt-joint with different energy ratios. J. Mater. Process. Technol. 2015, 220, 36–45. [Google Scholar] [CrossRef]
- Xu, G.; Pan, H.; Liu, P.; Li, P.; Hu, Q.; Du, B. Finite element analysis of residual stress in hybrid laser-arc welding for butt joint of 12 mm-thick steel plate. Weld. World 2018, 62, 289–300. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, Y.; Han, T.; Bao, L.; Wu, Q.; Gu, S. Numerical and experimental investigation of the formation mechanism and the distribution of the welding residual stress induced by the hybrid laser arc welding of AH36 steel in a butt joint configuration. J. Manuf. Process. 2020, 51, 95–108. [Google Scholar] [CrossRef]
- Nitschke-Pagel, T.; Wohlfahrt, H. Residual stresses in welded joints–sources and consequences. In Materials Science Forum; Trans Tech. Publications Ltd.: Stafa-Zurich, Switzerland, 2002; Volume 404, pp. 215–226. [Google Scholar]
- Sun, J.; Hensel, J.; Klassen, J.; Nitschke-Pagel, T.; Dilger, K. Solid-state phase transformation and strain hardening on the residual stresses in S355 steel weldments. J. Mater. Process. Technol. 2019, 265, 173–184. [Google Scholar] [CrossRef]
- Tümer, M.; Schneider-Bröskamp, C.; Enzinger, N. Fusion welding of ultra-high strength structural steels–A review. J. Manuf. Process. 2022, 82, 203–229. [Google Scholar] [CrossRef]
- Sun, J.; Hensel, J.; Nitschke-Pagel, T.; Dilger, K. Influence of restraint conditions on welding residual stresses in H-type cracking test specimens. Materials 2019, 12, 2700. [Google Scholar] [CrossRef] [PubMed]
- Venkatkumar, D.; Ravindran, D. Effect of boundary conditions on residual stresses and distortion in 316 stainless steel butt welded plate. High Temp. Mater. Process. 2019, 38, 827–836. [Google Scholar] [CrossRef]
- Liu, C.; Yan, Y.; Cheng, X.; Wang, C.; Zhao, Y. Residual stress in a restrained specimen processed by post-weld ultrasonic impact treatment. Sci. Technol. Weld. Join. 2019, 24, 193–199. [Google Scholar] [CrossRef]
- Li, Y.; Li, Y.; Zhang, C.; Lei, M.; Luo, J.; Guo, X.; Deng, D. Effect of structural restraint caused by the stiffener on welding residual stress and deformation in thick-plate T-joints. J. Mater. Res. Technol. 2022, 21, 3397–3411. [Google Scholar] [CrossRef]
- Schajer, G.S.; Whitehead, P.S. Hole-Drilling Method for Measuring Residual Stresses; Morgan & Claypool Publishers: San Rafael, CA, USA, 2018. [Google Scholar]
- Ghafouri, M.; Ahn, J.; Mourujärvi, J.; Björk, T.; Larkiola, J. Finite element simulation of welding distortions in ultra-high strength steel S960 MC including comprehensive thermal and solid-state phase transformation models. Eng. Struct. 2020, 219, 110804. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Piekarska, W.; Kubiak, M. Three-dimensional model for numerical analysis of thermal phenomena in laser–arc hybrid welding process. Int. J. Heat Mass Transf. 2011, 54, 4966–4974. [Google Scholar] [CrossRef]
- Zhang, C.; Li, S.; Sun, J.; Wang, Y.; Deng, D. Controlling angular distortion in high strength low alloy steel thick-plate T-joints. J. Mater. Process. Technol. 2019, 267, 257–267. [Google Scholar] [CrossRef]
- Deng, D. FE method prediction of welding residual stress and distortion in carbon steel considering phase transformation effects. Mater. Des. 2009, 30, 359–366. [Google Scholar] [CrossRef]
- Huang, J. Principles of Welding Metallurgy; China Machine Press: Xicheng, China, 2015. [Google Scholar]
- Deng, D.; Murakawa, H. Finite element analysis of temperature field, microstructure and residual stress in multi-pass butt-welded 2.25 Cr–1Mo steel pipes. Comput. Mater. Sci. 2008, 43, 681–695. [Google Scholar] [CrossRef]
- Yang, K.; Zhang, Y.; Hu, Z.; Zhao, J. Optimized welding process of residual stress control of p91 steel considering martensitic transformation. Int. J. Press. Vessel. Pip. 2021, 194, 104517. [Google Scholar] [CrossRef]
- Li, S.; Ren, S.; Zhang, Y.; Deng, D.; Murakawa, H. Numerical investigation of formation mechanism of welding residual stress in P92 steel multi-pass joints. J. Mater. Process. Technol. 2017, 244, 240–252. [Google Scholar] [CrossRef]
- Sun, J.; Nitschke-Pagel, T.; Dilger, K. Generation and distribution mechanism of welding-induced residual stresses. J. Mater. Res. Technol. 2023, 27, 3936–3954. [Google Scholar] [CrossRef]
- Hu, L.; Li, X.; Luo, W.; Li, S.; Deng, D. Residual stress and deformation in UHS quenched steel butt-welded joint. Int. J. Mech. Sci. 2023, 245, 108099. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | P | S | Cr | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| Q345 | 0.15 | 1.47 | 0.65 | 0.012 | 0.005 | 0.034 | 0.029 | Bal. |
| ER50-2 | 0.09 | 1.20 | 0.66 | 0.016 | 0.02 | 0.01 | 0.11 | Bal. |
| Welding Current | Arc Voltage | Laser Power | Welding Speed | Filament Spacing |
|---|---|---|---|---|
| 285 A | 31 V | 9 kw | 2 m/min | 2 mm |
| af(mm) | ar(mm) | b(mm) | c(mm) | re(mm) | ri(mm) | ze(mm) | zi(mm) |
|---|---|---|---|---|---|---|---|
| 3 | 5 | 3.5 | 4 | 0.7 | 1 | 6.5 | −0.5 |
| Case | Solid-State Phase Transformation | Boundary Condition |
|---|---|---|
| Case 1 | NO | Free condition |
| Case 2 | YES | Free condition |
| Case 3 | YES | Transverse restraint condition |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, R.; Liu, D.; Zhang, C.; Pan, Y.; Wang, Y.; Chen, J.; Ye, X.; Lei, M.; Li, Y. Effect of Solid-State Phase Transformation and Transverse Restraint on Residual Stress Distribution in Laser–Arc Hybrid Welding Joint of Q345 Steel. Materials 2024, 17, 2632. https://doi.org/10.3390/ma17112632
Feng R, Liu D, Zhang C, Pan Y, Wang Y, Chen J, Ye X, Lei M, Li Y. Effect of Solid-State Phase Transformation and Transverse Restraint on Residual Stress Distribution in Laser–Arc Hybrid Welding Joint of Q345 Steel. Materials. 2024; 17(11):2632. https://doi.org/10.3390/ma17112632
Chicago/Turabian StyleFeng, Ruiyang, Denggao Liu, Chaohua Zhang, Yunlong Pan, Yanjun Wang, Jie Chen, Xiaojun Ye, Min Lei, and Yulong Li. 2024. "Effect of Solid-State Phase Transformation and Transverse Restraint on Residual Stress Distribution in Laser–Arc Hybrid Welding Joint of Q345 Steel" Materials 17, no. 11: 2632. https://doi.org/10.3390/ma17112632