

Exploring the Effect of Specimen Size on Elastic Properties of Fused-Filament-Fabrication-Printed Polycarbonate and Thermoplastic Polyurethane

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Micro-CT Imaging
2.3. Compression Testing
3. Results
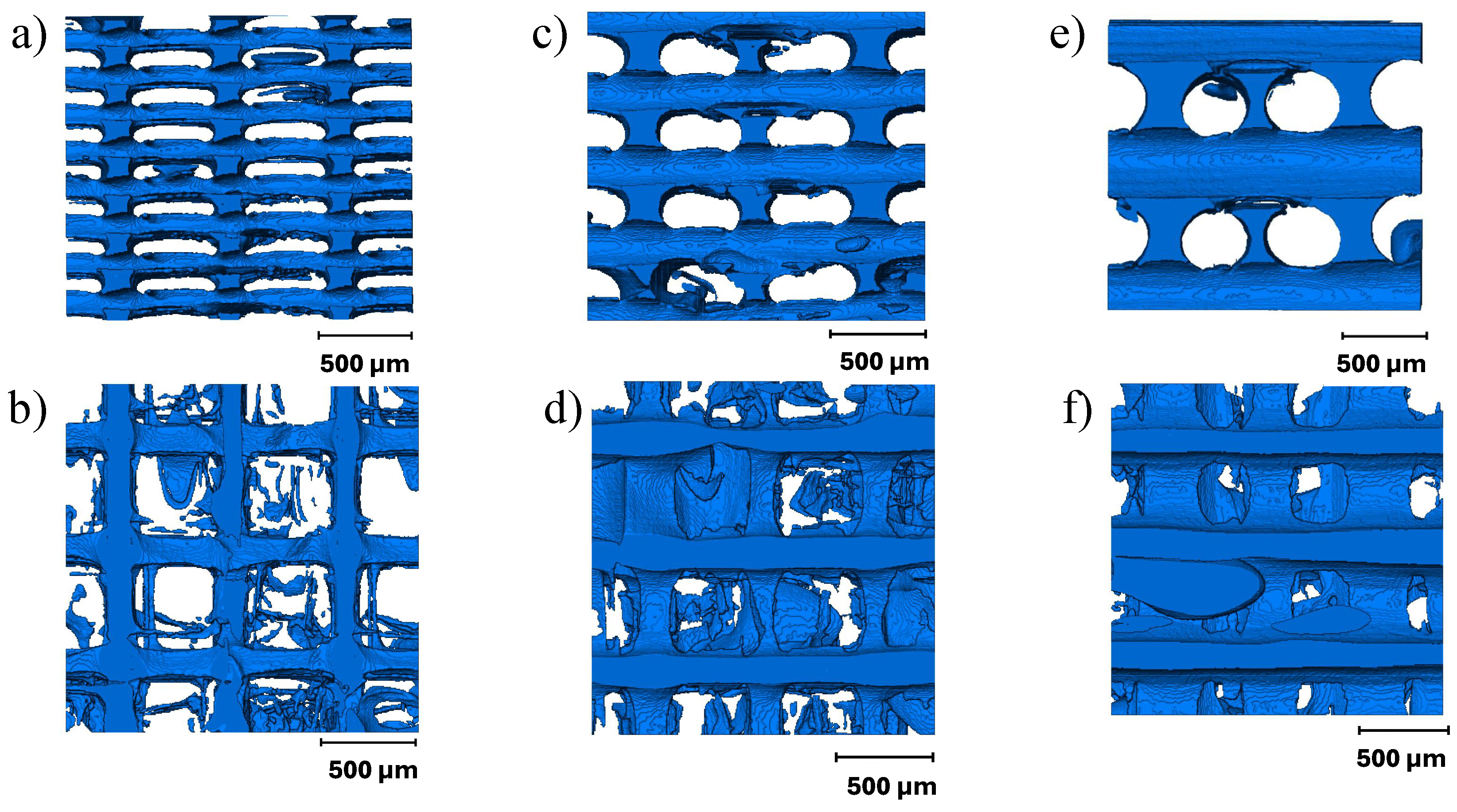
3.1. Micro-CT Image Analysis
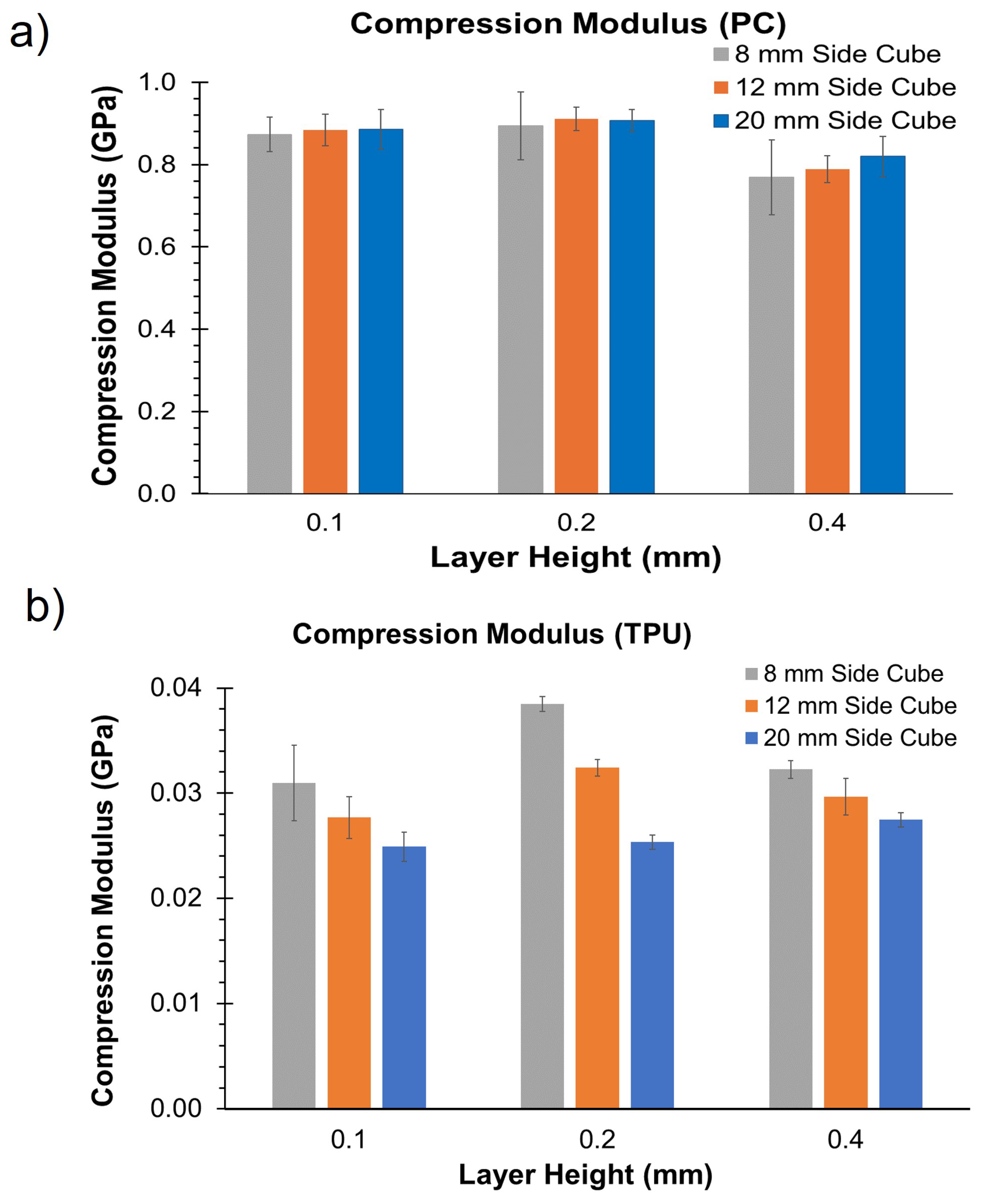
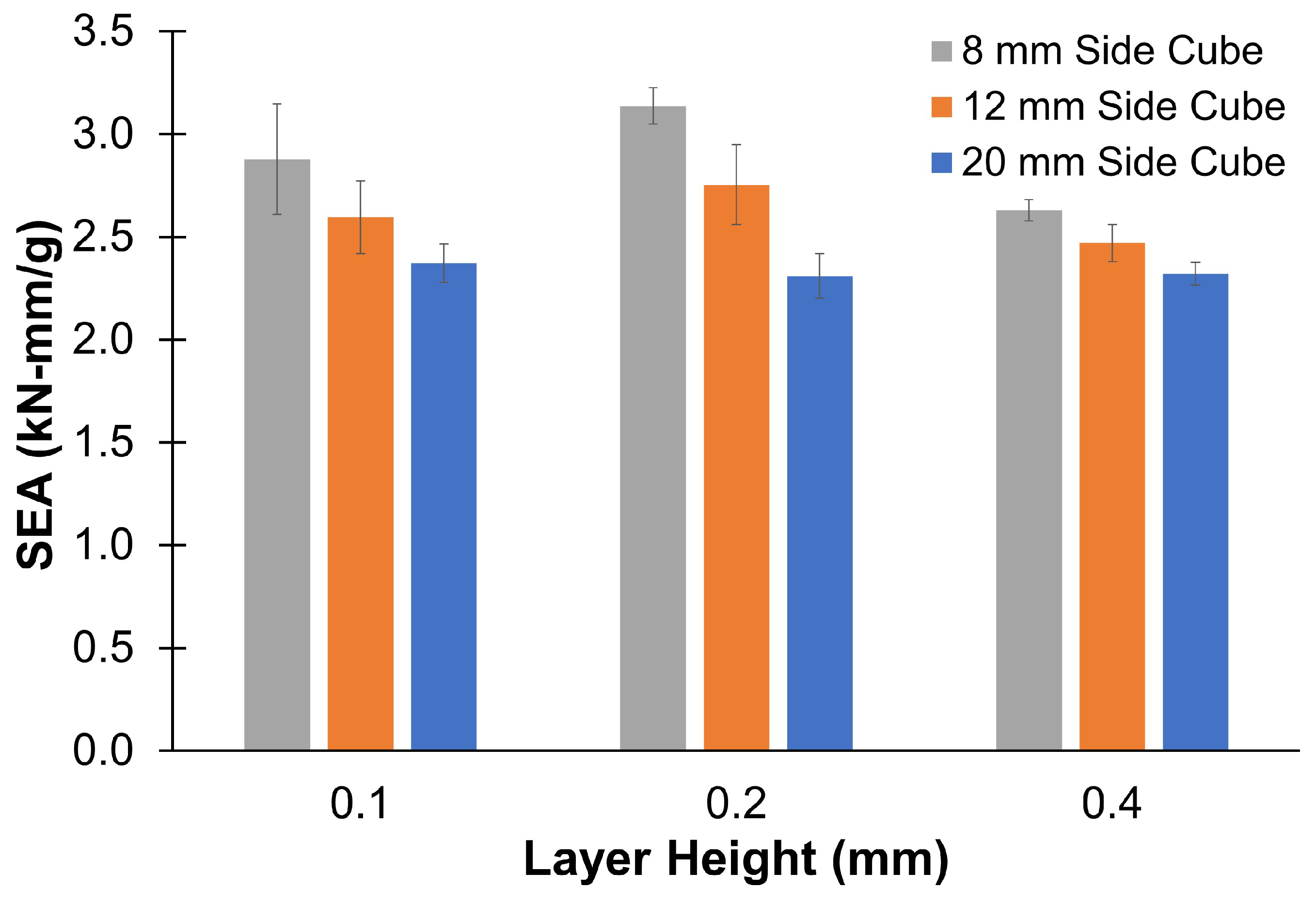
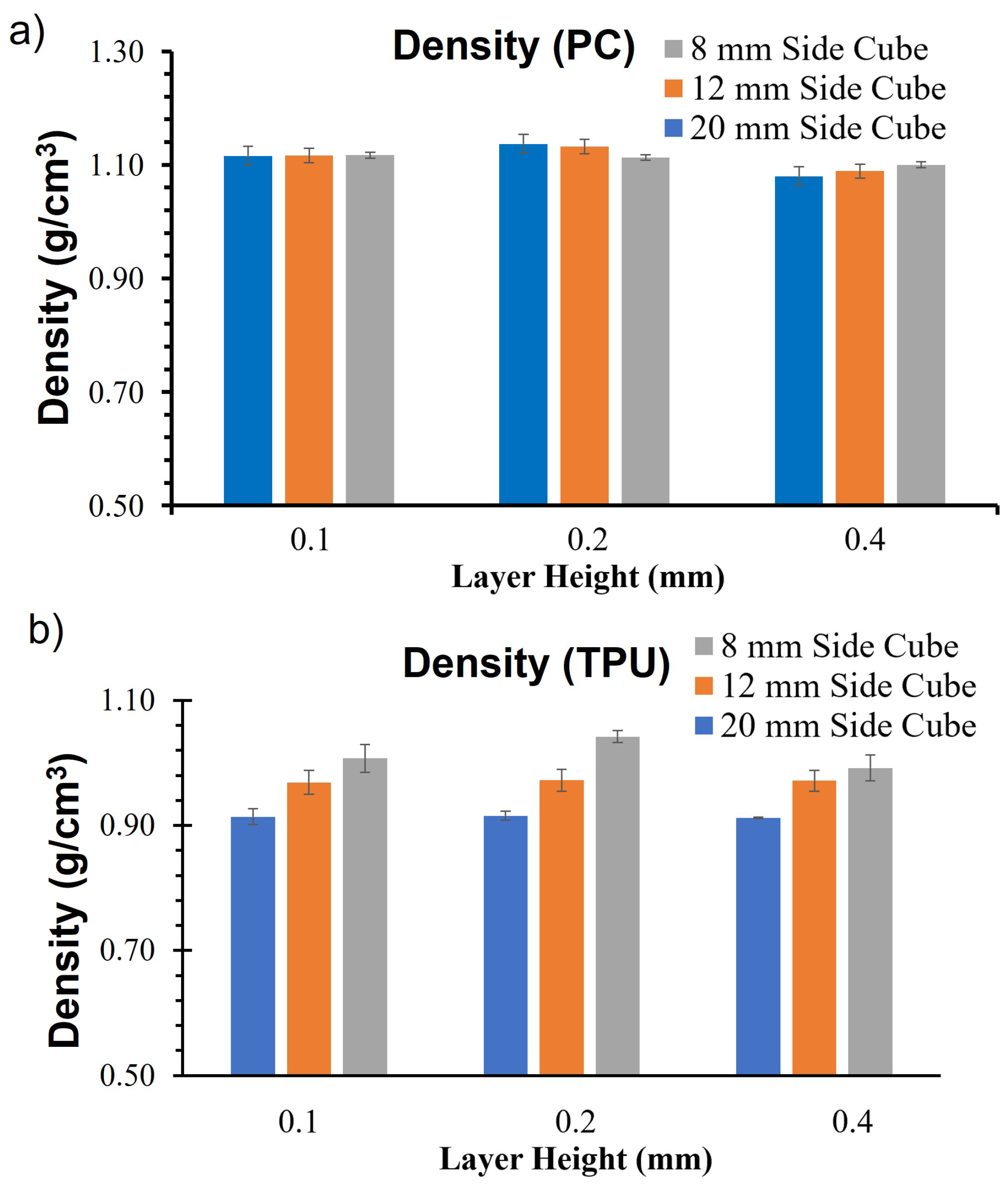
3.2. Modulus and Specific Energy Absorption
4. Discussion
5. Conclusions
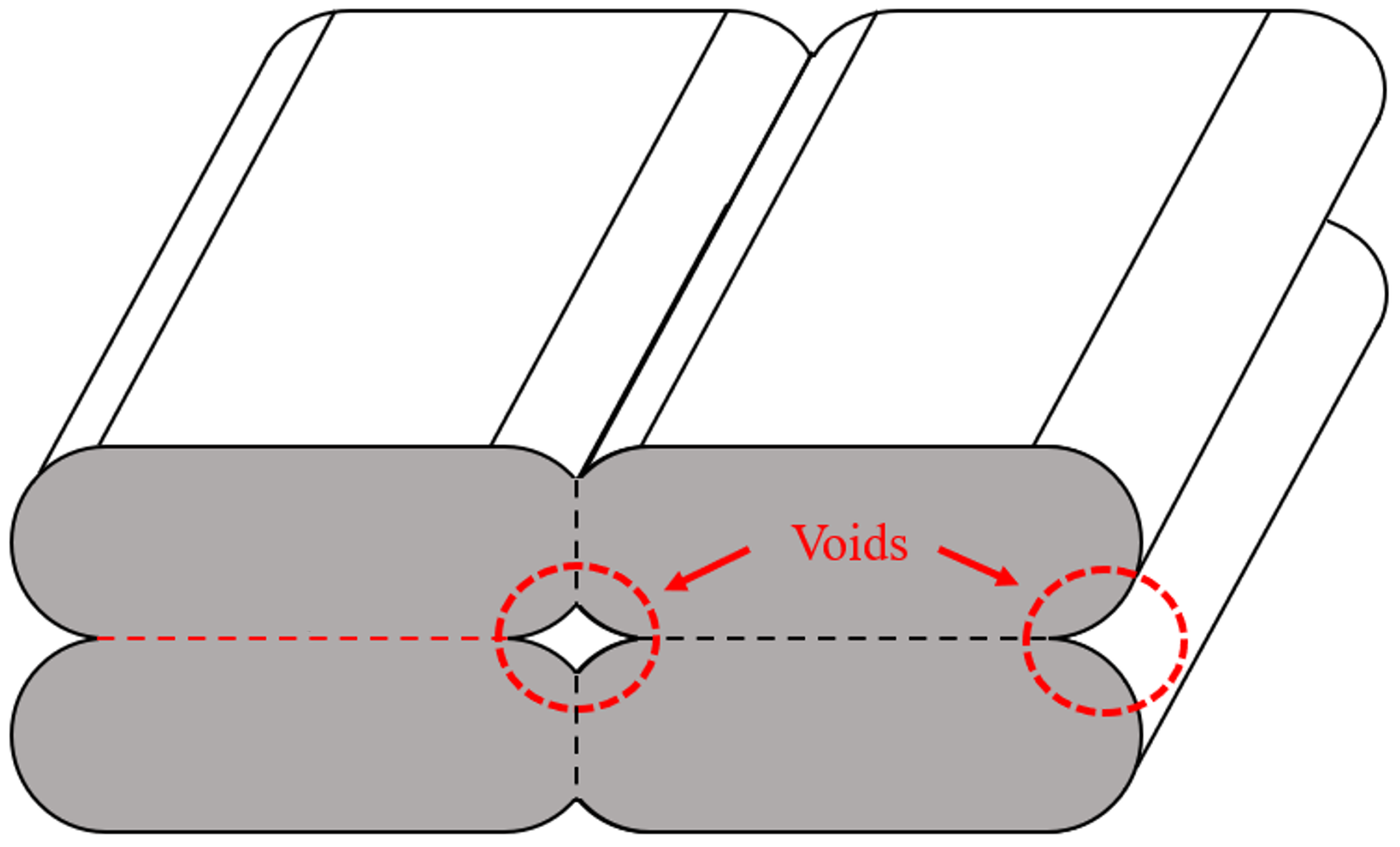
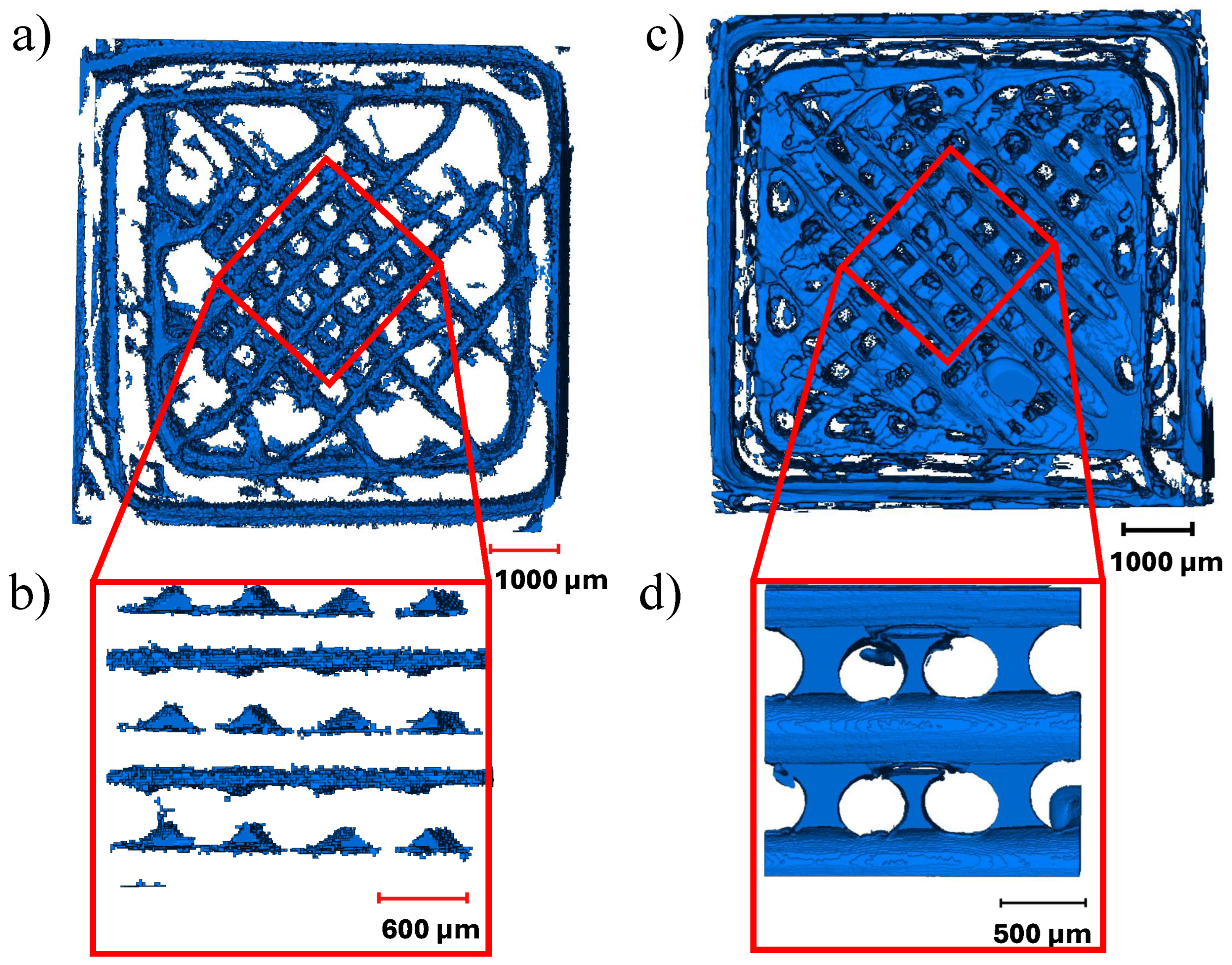
- The width of deposited beads in TPU decreases during the deposition process, resulting in the interconnected void network. The voids formed due to incomplete polymer diffusion in PC were aligned along the raster angle and did not connect across layers.
- Size of the specimen and layer height had a statistically significant impact on compression modulus for TPU, with smaller specimens exhibiting a higher modulus. However, only layer height had a statistically significant effect on the compression modulus of PC.
- The highest compression modulus was observed for a layer height of 0.2 mm across all specimens.
- Design and analysis engineers should account for the variation in elastic properties due to the size and density of the material during the design stage for TPU.
- The sections of the designed component that are expected to experience increased loads or have a higher likelihood of failure should ideally be printed closer to the print bed.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cube Dimensions (mm3) | Layer Height (mm) | Compression Modulus (GPa) | Standard Deviation |
|---|---|---|---|
| 20 × 20 × 20 | 0.1 | 0.025 | 0.001 |
| 20 × 20 × 20 | 0.2 | 0.025 | 0.001 |
| 20 × 20 × 20 | 0.4 | 0.027 | 0.001 |
| 12 × 12 × 12 | 0.1 | 0.028 | 0.002 |
| 12 × 12 × 12 | 0.2 | 0.032 | 0.001 |
| 12 × 12 × 12 | 0.4 | 0.030 | 0.002 |
| 8 × 8 × 8 | 0.1 | 0.031 | 0.004 |
| 8 × 8 × 8 | 0.2 | 0.038 | 0.001 |
| 8 × 8 × 8 | 0.4 | 0.032 | 0.001 |
| Cube Dimensions (mm3) | Layer Height (mm) | Compression Modulus (GPa) | Standard Deviation |
|---|---|---|---|
| 20 × 20 × 20 | 0.1 | 0.886 | 0.048 |
| 20 × 20 × 20 | 0.2 | 0.907 | 0.027 |
| 20 × 20 × 20 | 0.4 | 0.819 | 0.050 |
| 12 × 12 × 12 | 0.1 | 0.884 | 0.038 |
| 12 × 12 × 12 | 0.2 | 0.911 | 0.028 |
| 12 × 12 × 12 | 0.4 | 0.788 | 0.033 |
| 8 × 8 × 8 | 0.1 | 0.873 | 0.042 |
| 8 × 8 × 8 | 0.2 | 0.894 | 0.083 |
| 8 × 8 × 8 | 0.4 | 0.769 | 0.092 |
Appendix B
- Null hypothesis: All means are equal
- Alternative hypothesis: Not all means are equal
- Null hypothesis: The data follow a specified distribution
- Alternative hypothesis: The data do not follow a specified distribution
- Variation in group means from the overall mean: , where is the group mean and is the overall mean.
- Variation within the group:
- DF: Stands for the degrees of freedom. It assesses the number of independent pieces of information in the provided data.
- Adj SS: The SS stands for the sum of squares, which represents the deviation from the mean. It is calculated as a summation of the squares of the differences from the mean. In adjusted sums of squares, the order in which factors are rendered does not affect the values.
- Adj MS: It is calculated by dividing the sum of squares by the corresponding degree of freedom.
- F-value: The ratio between two variances. It is used to determine the ratio of explained variance to unexplained variance. Along with the p-value, it is used to determine if the results are significant enough to reject the null hypothesis. A sufficiently large F-value indicates that the term or model is significant.
- p-value: This is a measure of probability that assesses the level of evidence against the null hypothesis. A lower p-value indicates a stronger rejection of the null hypothesis.
References
- Ramakrishna, D.; Bala Murali, G. Bio-inspired 3D-printed lattice structures for energy absorption applications: A review. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 237, 503–542. [Google Scholar] [CrossRef]
- Wei, J.; Pan, F.; Ping, H.; Yang, K.; Wang, Y.; Wang, Q.; Fu, Z. Bioinspired Additive Manufacturing of Hierarchical Materials: From Biostructures to Functions. Research 2023, 6, 0164. [Google Scholar] [CrossRef] [PubMed]
- Du, Y.; Gu, D.; Xi, L.; Dai, D.; Gao, T.; Zhu, J.; Ma, C. Laser additive manufacturing of bio-inspired lattice structure: Forming quality, microstructure and energy absorption behavior. Mater. Sci. Eng. A 2020, 773, 138857. [Google Scholar] [CrossRef]
- He, J.; Kushwaha, S.; Mahrous, M.A.; Abueidda, D.; Faierson, E.; Jasiuk, I. Size-dependence of AM Ti–6Al–4V: Experimental characterization and applications in thin-walled structures simulations. Thin-Walled Struct. 2023, 187, 110722. [Google Scholar] [CrossRef]
- Roach, A.M.; White, B.C.; Garland, A.; Jared, B.H.; Carroll, J.D.; Boyce, B.L. Size-dependent stochastic tensile properties in additively manufactured 316L stainless steel. Addit. Manuf. 2020, 32, 101090. [Google Scholar] [CrossRef]
- Cui, H.; Hensleigh, R.; Chen, H.; Zheng, X. Additive Manufacturing and size-dependent mechanical properties of three-dimensional microarchitected, high-temperature ceramic metamaterials. J. Mater. Res. 2018, 33, 360–371. [Google Scholar] [CrossRef]
- Jia, H.; Sun, H.; Wang, H.; Wu, Y.; Wang, H. Size effect in selective laser melting additive manufacturing of 700 mm large component. J. Manuf. Process. 2022, 75, 125–137. [Google Scholar] [CrossRef]
- Fotovvati, B.; Asadi, E. Size effects on geometrical accuracy for additive manufacturing of Ti-6Al-4V ELI parts. Int. J. Adv. Manuf. Technol. 2019, 104, 2951–2959. [Google Scholar] [CrossRef]
- Srivatsan, T.; Sudarshan, T. Additive Manufacturing: Innovations, Advances, and Applications; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Chadha, C.; James, K.; Jasiuk, I.M.; Patterson, A.E. Extending the operating life of thermoplastic components via on-demand patching and repair using fused filament fabrication. J. Manuf. Mater. Process. 2022, 6, 103. [Google Scholar] [CrossRef]
- Ceruti, A.; Marzocca, P.; Liverani, A.; Bil, C. Maintenance in aeronautics in an Industry 4.0 context: The role of Augmented Reality and Additive Manufacturing. J. Comput. Des. Eng. 2019, 6, 516–526. [Google Scholar] [CrossRef]
- Haryńska, A.; Carayon, I.; Kosmela, P.; Szeliski, K.; Łapiński, M.; Pokrywczyńska, M.; Kucińska-Lipka, J.; Janik, H. A comprehensive evaluation of flexible FDM/FFF 3D printing filament as a potential material in medical application. Eur. Polym. J. 2020, 138, 109958. [Google Scholar] [CrossRef]
- Volpe, S.; Petrella, A.; Sangiorgio, V.; Notarnicola, M.; Fiorito, F. Preparation and characterization of novel environmentally sustainable mortars based on magnesium potassium phosphate cement for additive manufacturing. AIMS Mater. Sci. 2021, 8, 640–658. [Google Scholar] [CrossRef]
- Nurizada, A.; Kirane, K. Induced anisotropy in the fracturing behavior of 3D printed parts analyzed by the size effect method. Eng. Fract. Mech. 2020, 239, 107304. [Google Scholar] [CrossRef]
- Sadaghian, H.; Dadmand, B.; Pourbaba, M.; Jabbari, S.; Yeon, J.H. The Effect of Size on the Mechanical Properties of 3D-Printed Polymers. Sustainability 2023, 16, 356. [Google Scholar] [CrossRef]
- Wu, C.; Chen, C.; Cheeseman, C. Size effects on the mechanical properties of 3D printed plaster and PLA parts. J. Mater. Civ. Eng. 2021, 33, 04021152. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, Q.; Ni, Y.; Liu, P.; Liu, F.; Leguillon, D.; Xu, L.R. A systematic investigation on the minimum tensile strengths and size effects of 3D printing polymers. Polym. Test. 2023, 117, 107845. [Google Scholar] [CrossRef]
- Bažant, Z.P.; Kazemi, M.T. Size Effect in Fracture of Ceramics and Its Use To Determine Fracture Energy and Effective Process Zone Length. J. Am. Ceram. Soc. 1990, 73, 1841–1853. [Google Scholar] [CrossRef]
- Bazant, Z.P.; Chen, E.P. Scaling of structural failure. Appl. Mech. 1997, 50, 593–627. [Google Scholar] [CrossRef]
- Carpinteri, A.; Chiaia, B. Multifractal scaling laws in the breaking behaviour of disordered materials. Chaos Solitons Fractals 1997, 8, 135–150. [Google Scholar] [CrossRef]
- Bell, D.; Siegmund, T. 3D-printed polymers exhibit a strength size effect. Addit. Manuf. 2018, 21, 658–665. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H.; Ben Hassana, O. Anisotropic damage inferred to 3D printed polymers using fused deposition modelling and subject to severe compression. Eur. Polym. J. 2016, 85, 324–340. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Significance of pore percolation to drive anisotropic effects of 3D printed polymers revealed with X-ray/mu-tomography and finite element computation. Polymer 2015, 81, 29–36. [Google Scholar] [CrossRef]
- Patterson, A.E.; Chadha, C.; Jasiuk, I.M. Manufacturing process-driven structured materials (MPDSMs): Design and fabrication for extrusion-based additive manufacturing. Rapid Prototyp. J. 2022, 28, 716–731. [Google Scholar] [CrossRef]
- Li, B.; Zhao, M.; Wan, X. The influence of void distribution on transverse mechanical properties of unidirectional composites. In Proceedings of the 2017 8th International Conference on Mechanical and Aerospace Engineering (ICMAE), Prague, Czech Republic, 22–25 July 2017. [Google Scholar] [CrossRef]
- Paux, J.; Ginoux, G.; Pulickan, S.; Allaoui, S. Influence of printing irregularities on the elastic behavior and mesostructural stress concentrations in material extrusion additive manufacturing—A numerical approach based on X-ray tomography. Addit. Manuf. 2023, 76, 103760. [Google Scholar] [CrossRef]
- Lei, M.; Wang, Y.; Wei, Q.; Li, M.; Zhang, J.; Wang, Y. Micromechanical modeling and numerical homogenization calculation of effective stiffness of 3D printing PLA/CF composites. J. Manuf. Process. 2023, 102, 37–49. [Google Scholar] [CrossRef]
- Sheikh, T.; Behdinan, K. Geometric void-multiscale model for evaluating the effect of bead width and layer height on voids in FDM parts. Rapid Prototyp. J. 2023, 29, 1565–1579. [Google Scholar] [CrossRef]
- Tagscherer, N.; Schromm, T.; Drechsler, K. Foundational Investigation on the Characterization of Porosity and Fiber Orientation Using XCT in Large-Scale Extrusion Additive Manufacturing. Materials 2022, 15, 2290. [Google Scholar] [CrossRef] [PubMed]
- Hernandez-Contreras, A.; Ruiz-Huerta, L.; Caballero-Ruiz, A.; Moock, V.; Siller, H.R. Extended CT Void Analysis in FDM Additive Manufacturing Components. Materials 2020, 13, 3831. [Google Scholar] [CrossRef] [PubMed]
- Rajpurohit, S.R.; Dave, H.K. Effect of process parameters on tensile strength of FDM printed PLA part. Rapid Prototyp. J. 2018, 24, 1317–1324. [Google Scholar] [CrossRef]
- Fang, L.; Yan, Y.; Agarwal, O.; Seppala, J.E.; Hemker, K.J.; Kang, S.H. Processing-structure-property relationships of bisphenol-A-polycarbonate samples prepared by fused filament fabrication. Addit. Manuf. 2020, 35, 101285. [Google Scholar] [CrossRef]
- Biswas, P.; Guessasma, S.; Li, J. Numerical prediction of orthotropic elastic properties of 3D-printed materials using micro-CT and representative volume element. Acta Mech. 2019, 231, 503–516. [Google Scholar] [CrossRef]
- Garzon-Hernandez, S.; Garcia-Gonzalez, D.; Jérusalem, A.; Arias, A. Design of FDM 3D printed polymers: An experimental-modelling methodology for the prediction of mechanical properties. Mater. Des. 2020, 188, 108414. [Google Scholar] [CrossRef]
- Ulkir, O.; Ertugrul, I.; Ersoy, S.; Yağımlı, B. The Effects of Printing Temperature on the Mechanical Properties of 3D-Printed Acrylonitrile Butadiene Styrene. Appl. Sci. 2024, 14, 3376. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Vidakis, N.; Petousis, M. Parameter effects and process modeling of FFF-TPU mechanical response. Mater. Manuf. Process. 2021, 38, 341–351. [Google Scholar] [CrossRef]
- Kechagias, J.; Zaoutsos, S. Effects of 3D-printing processing parameters on FFF parts’ porosity: Outlook and trends. Mater. Manuf. Process. 2024, 39, 804–814. [Google Scholar] [CrossRef]
- Bellehumeur, C.; Li, L.; Sun, Q.; Gu, P. Modeling of bond formation between polymer filaments in the fused deposition modeling process. J. Manuf. Process. 2004, 6, 170–178. [Google Scholar] [CrossRef]
- Yao, T.; Ouyang, H.; Dai, S.; Deng, Z.; Zhang, K. Effects of manufacturing micro-structure on vibration of FFF 3D printing plates: Material characterisation, numerical analysis and experimental study. Compos. Struct. 2021, 268, 113970. [Google Scholar] [CrossRef]
- Nouri, H.; Guessasma, S.; Belhabib, S. Structural imperfections in additive manufacturing perceived from the X-ray micro-tomography perspective. J. Mater. Process. Technol. 2016, 234, 113–124. [Google Scholar] [CrossRef]
- Zouaoui, M.; Gardan, J.; Lafon, P.; Makke, A.; Labergere, C.; Recho, N. A Finite Element Method to Predict the Mechanical Behavior of a Pre-Structured Material Manufactured by Fused Filament Fabrication in 3D Printing. Appl. Sci. 2021, 11, 5075. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Effect of Porosity on Mechanical Properties of 3D Printed Polymers: Experiments and Micromechanical Modeling Based on X-Ray Computed Tomography Analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef] [PubMed]
- Polyzos, E.; Hemelrijck, D.V.; Pyl, L. Influence of void contour on the elastic behavior of parts produced by material extrusion. Addit. Manuf. 2022, 59, 103138. [Google Scholar] [CrossRef]
- Colón Quintana, J.L.; Osswald, T. Understanding softening of amorphous materials for FFF applications. Int. Polym. Process. 2022, 37, 120–138. [Google Scholar] [CrossRef]
- Gorbunova, M.A.; Anokhin, D.V.; Abukaev, A.F.; Ivanov, D.A. The Influence of Long-Time Storage on the Structure and Properties of Multi-Block Thermoplastic Polyurethanes Based on Poly(butylene adipate) Diol and Polycaprolactone Diol. Materials 2023, 16, 818. [Google Scholar] [CrossRef] [PubMed]
- Vaes, D.; Van Puyvelde, P. Semi-crystalline feedstock for filament-based 3D printing of polymers. Prog. Polym. Sci. 2021, 118, 101411. [Google Scholar] [CrossRef]
- Mahrous, M.A.; Chadha, C.; Robins, P.L.; Bonney, C.; Boateng, K.A.; Meyers, M.; Jasiuk, I. Multimodule imaging of the hierarchical equine hoof wall porosity and structure. J. Mater. Res. Technol. 2023, 26, 5535–5548. [Google Scholar] [CrossRef]
- ASTM D695-15; Standard Test Method for Compressive Properties of Rigid Plastics. ASTM: West Conshohocken, PA, USA, 2023.
- Eiliat, H.; Urbanic, R.J. Minimizing voids for a material extrusion-based process. Rapid Prototyp. J. 2018, 24, 485–500. [Google Scholar] [CrossRef]
- Lin, X.; Gao, J.; Wang, J.; Wang, R.; Gong, M.; Zhang, L.; Lu, Y.; Wang, D.; Zhang, L. Desktop printing of 3D thermoplastic polyurethane parts with enhanced mechanical performance using filaments with varying stiffness. Addit. Manuf. 2021, 47, 102267. [Google Scholar] [CrossRef]
- Kasmi, S.; Ginoux, G.; Labbé, E.; Alix, S. Multi-physics properties of thermoplastic polyurethane at various fused filament fabrication parameters. Rapid Prototyp. J. 2021, 28, 895–906. [Google Scholar] [CrossRef]
- Hebda, M.; McIlroy, C.; Whiteside, B.; Caton-Rose, F.; Coates, P. A method for predicting geometric characteristics of polymer deposition during fused-filament-fabrication. Addit. Manuf. 2019, 27, 99–108. [Google Scholar] [CrossRef]
- Lin, X.; Coates, P.; Hebda, M.; Wang, R.; Lu, Y.; Zhang, L. Experimental analysis of the tensile property of FFF-printed elastomers. Polym. Test. 2020, 90, 106687. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. Prediction of interlayer strength in material extrusion additive manufacturing. Addit. Manuf. 2020, 35, 101368. [Google Scholar] [CrossRef]
- Seppala, J.E.; Hoon Han, S.; Hillgartner, K.E.; Davis, C.S.; Migler, K.B. Weld formation during material extrusion additive manufacturing. Soft Matter 2017, 13, 6761–6769. [Google Scholar] [CrossRef] [PubMed]
- Bhalodi, D.; Zalavadiya, K.; Gurrala, P.K. Influence of temperature on polymer parts manufactured by fused deposition modeling process. J. Braz. Soc. Mech. Sci. Eng. 2019, 41. [Google Scholar] [CrossRef]
- Polychronopoulos, N.D.; Vlachopoulos, J. The role of heating and cooling in viscous sintering of pairs of spheres and pairs of cylinders. Rapid Prototyp. J. 2020, 26, 719–726. [Google Scholar] [CrossRef]

| SNo. | Cube Dimensions (mm3) | Layer Height (mm) |
|---|---|---|
| 1 | 8 × 8 × 8 | 0.1 |
| 2 | 8 × 8 × 8 | 0.2 |
| 3 | 8 × 8 × 8 | 0.4 |
| 4 | 12 × 12 × 12 | 0.1 |
| 5 | 12 × 12 × 12 | 0.2 |
| 6 | 12 × 12 × 12 | 0.4 |
| 7 | 20 × 20 × 20 | 0.1 |
| 8 | 20 × 20 × 20 | 0.2 |
| 9 | 20 × 20 × 20 | 0.4 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Specimen size | 2 | 0.004207 | 0.002104 | 0.62 | 0.545 |
| layer height | 2 | 0.096618 | 0.048309 | 14.19 | 0.000 |
| Specimen size × layer height | 4 | 0.002783 | 0.000696 | 0.20 | 0.934 |
| Error | 33 | 0.112318 | 0.003404 | ||
| Total | 41 | 0.215120 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Specimen size | 2 | 0.000418 | 0.000209 | 99.03 | 0.000 |
| layer height | 2 | 0.000083 | 0.000041 | 19.60 | 0.000 |
| Specimen size × layer height | 4 | 0.000086 | 0.000022 | 10.22 | 0.000 |
| Error | 27 | 0.000057 | 0.000002 | ||
| Total | 35 | 0.000644 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chadha, C.; Olaivar, G.; Mahrous, M.A.; Patterson, A.E.; Jasiuk, I. Exploring the Effect of Specimen Size on Elastic Properties of Fused-Filament-Fabrication-Printed Polycarbonate and Thermoplastic Polyurethane. Materials 2024, 17, 2677. https://doi.org/10.3390/ma17112677
Chadha C, Olaivar G, Mahrous MA, Patterson AE, Jasiuk I. Exploring the Effect of Specimen Size on Elastic Properties of Fused-Filament-Fabrication-Printed Polycarbonate and Thermoplastic Polyurethane. Materials. 2024; 17(11):2677. https://doi.org/10.3390/ma17112677
Chicago/Turabian StyleChadha, Charul, Gabriel Olaivar, Mahmoud A. Mahrous, Albert E. Patterson, and Iwona Jasiuk. 2024. "Exploring the Effect of Specimen Size on Elastic Properties of Fused-Filament-Fabrication-Printed Polycarbonate and Thermoplastic Polyurethane" Materials 17, no. 11: 2677. https://doi.org/10.3390/ma17112677
APA StyleChadha, C., Olaivar, G., Mahrous, M. A., Patterson, A. E., & Jasiuk, I. (2024). Exploring the Effect of Specimen Size on Elastic Properties of Fused-Filament-Fabrication-Printed Polycarbonate and Thermoplastic Polyurethane. Materials, 17(11), 2677. https://doi.org/10.3390/ma17112677