
Microstructure and Texture Evolution of Cu-Ni-P Alloy after Cold Rolling and Annealing


Abstract
:
1. Introduction
2. Experimental
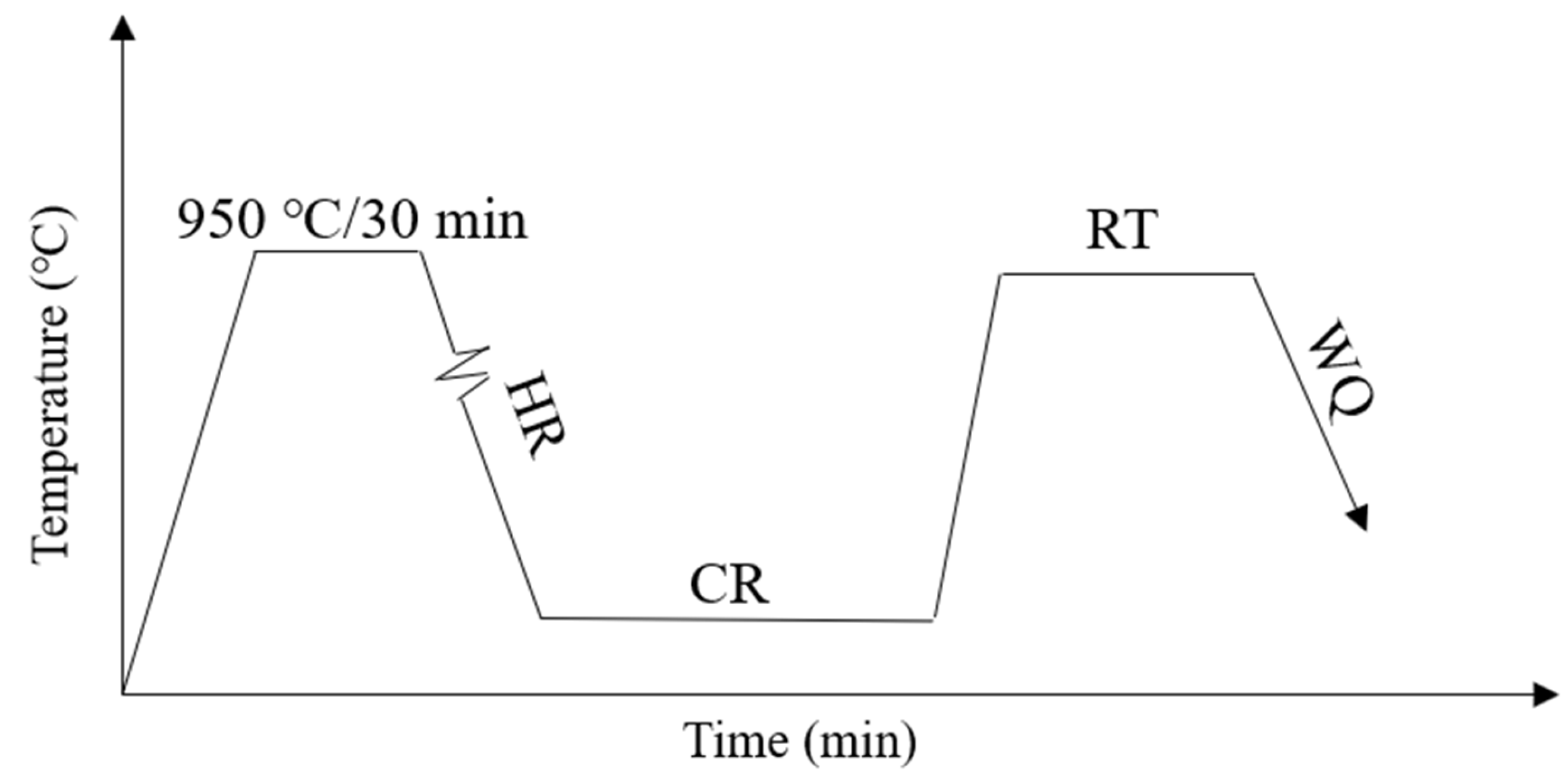
2.1. Material and Preparation
2.2. Methods
3. Result
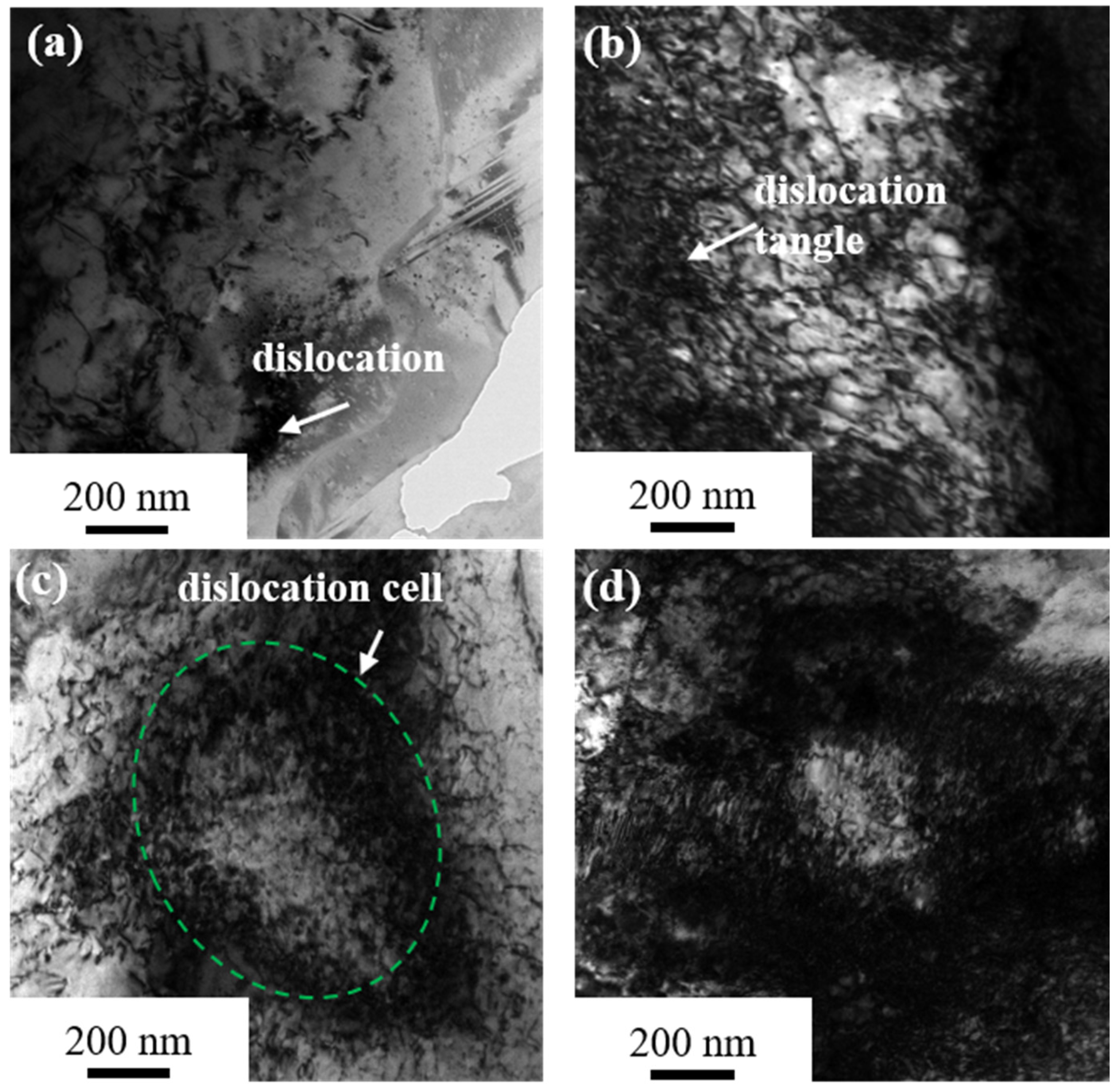
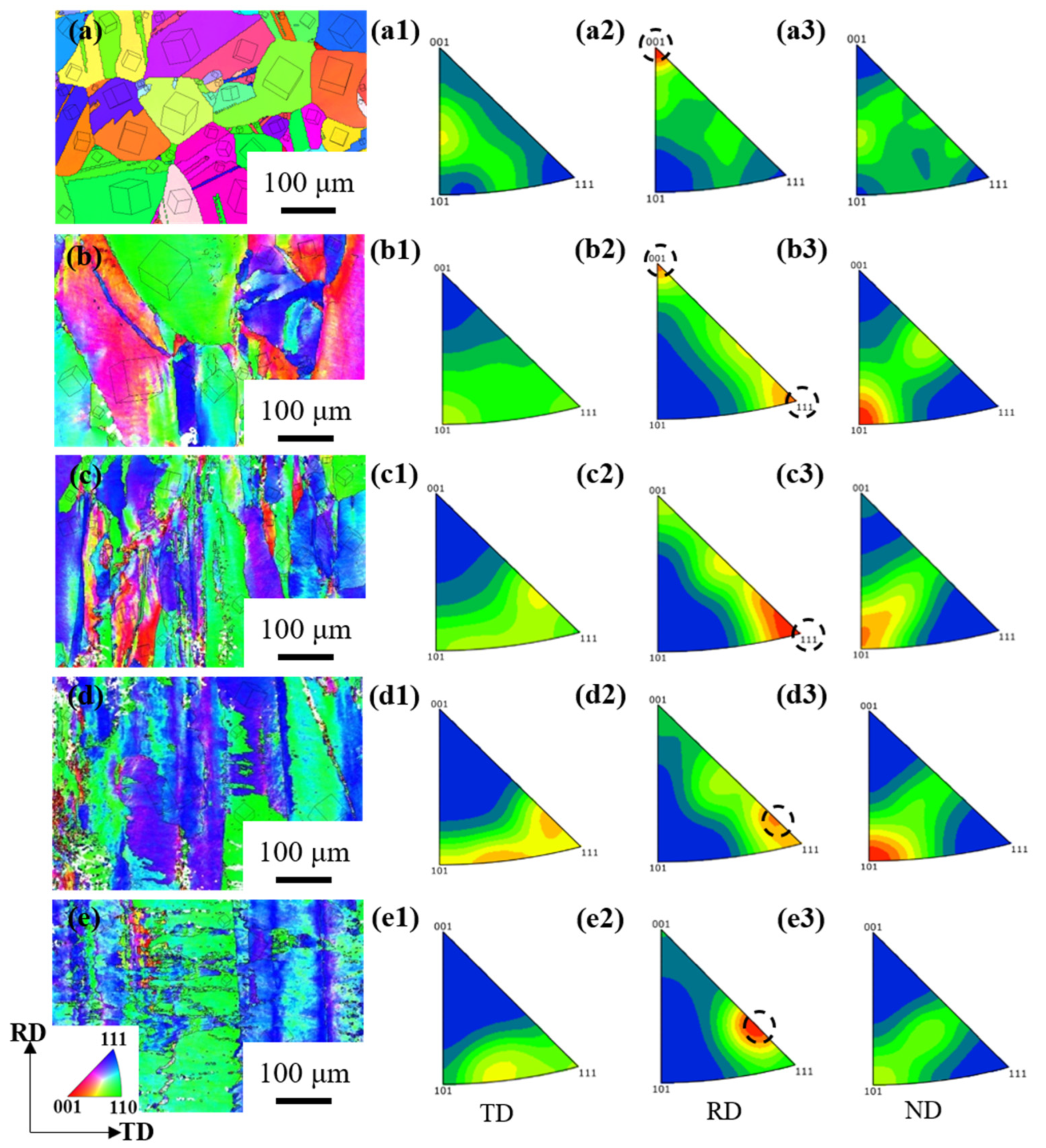
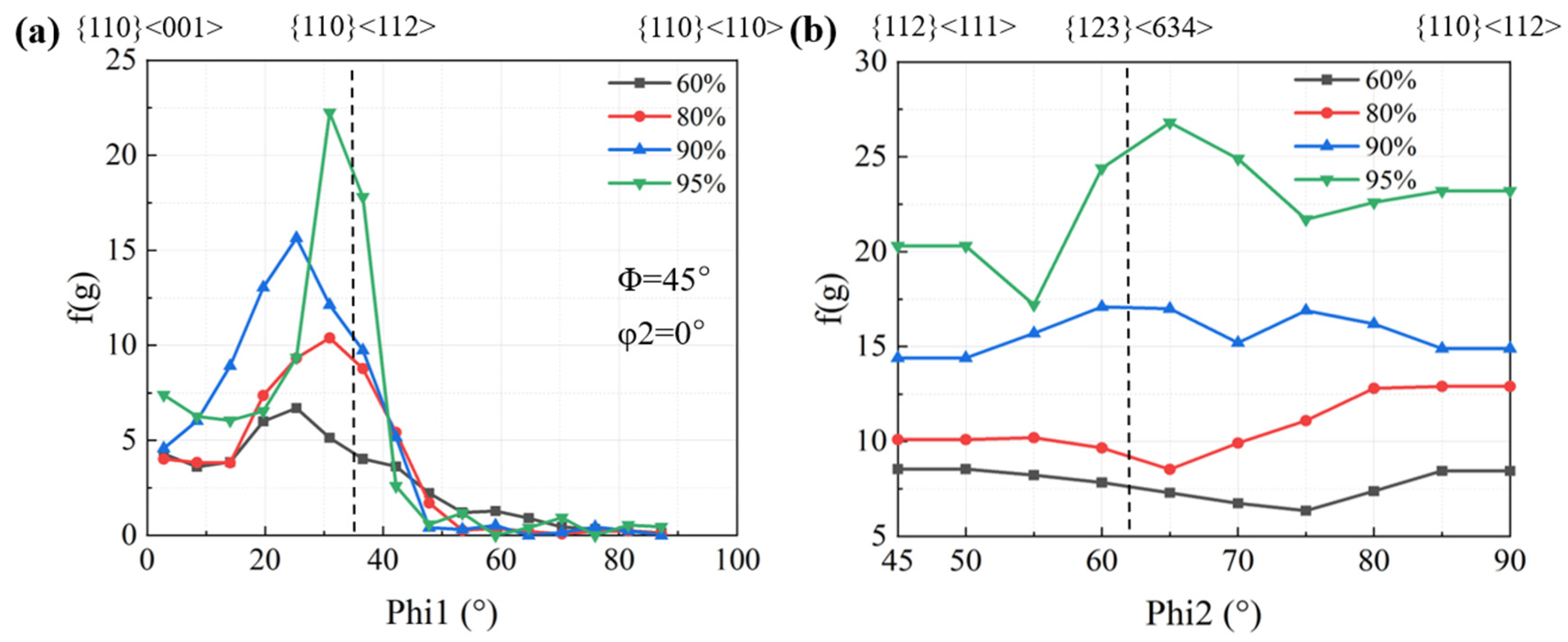
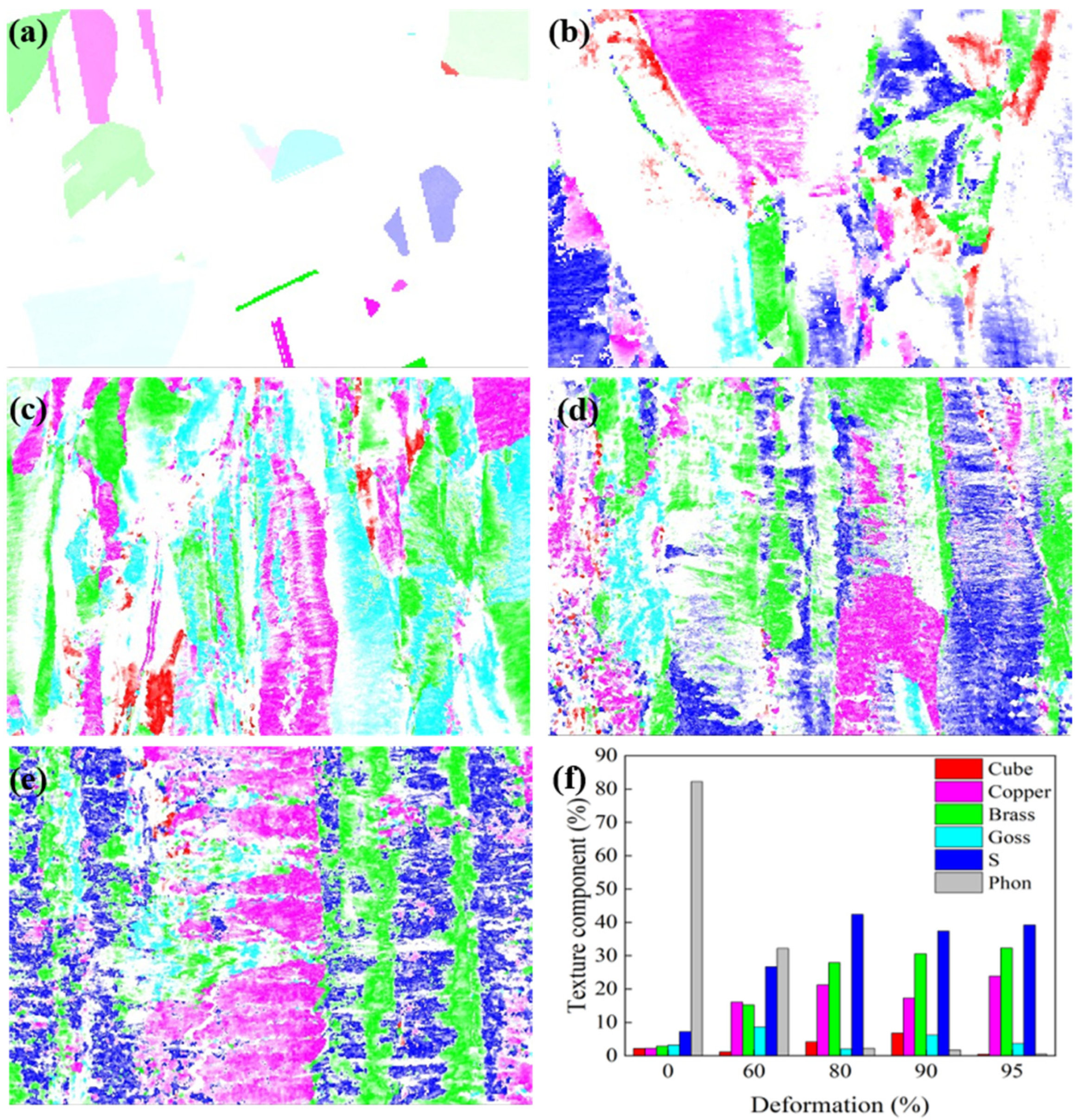
3.1. The Evolution of Deformed Structure
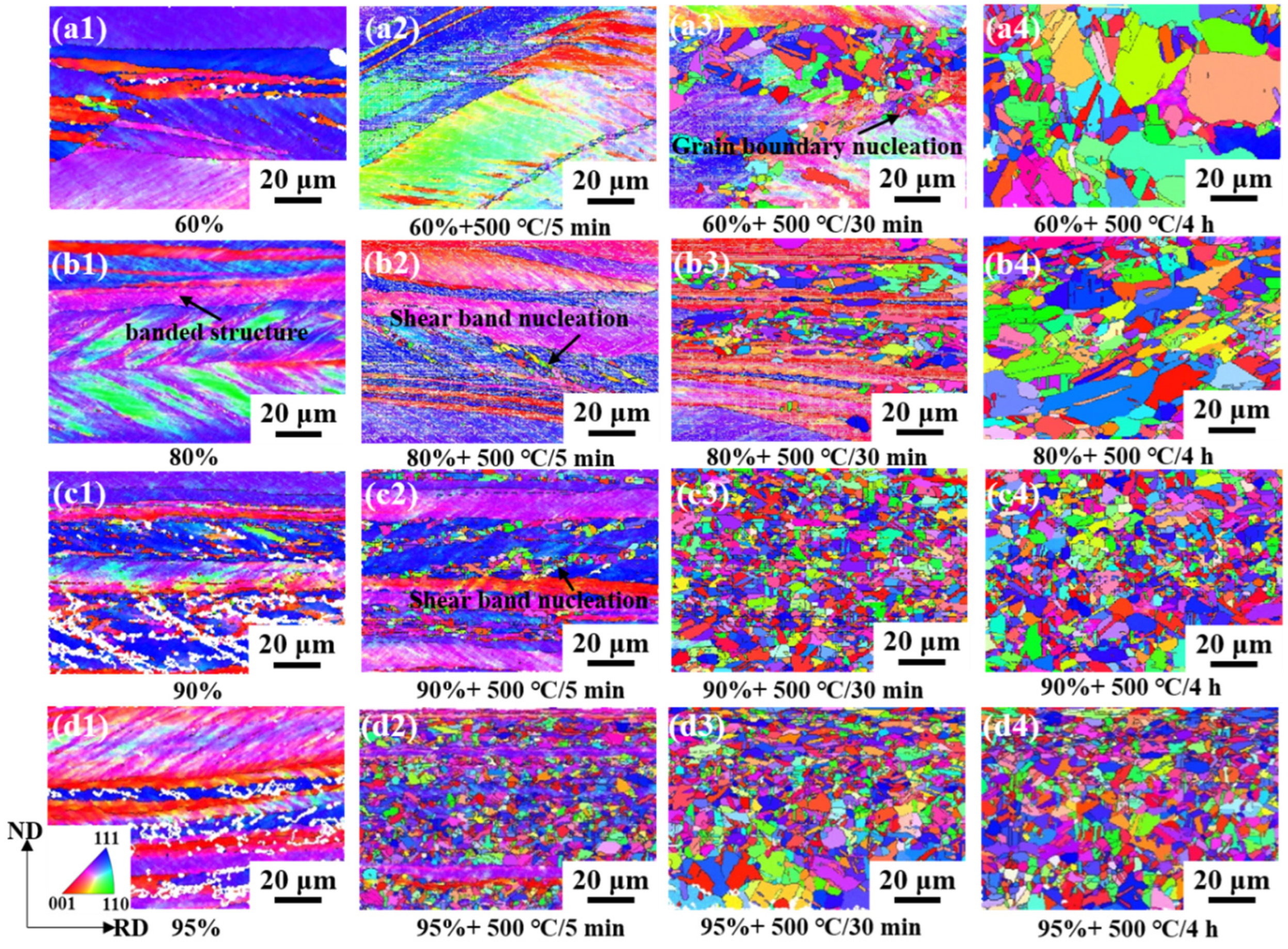
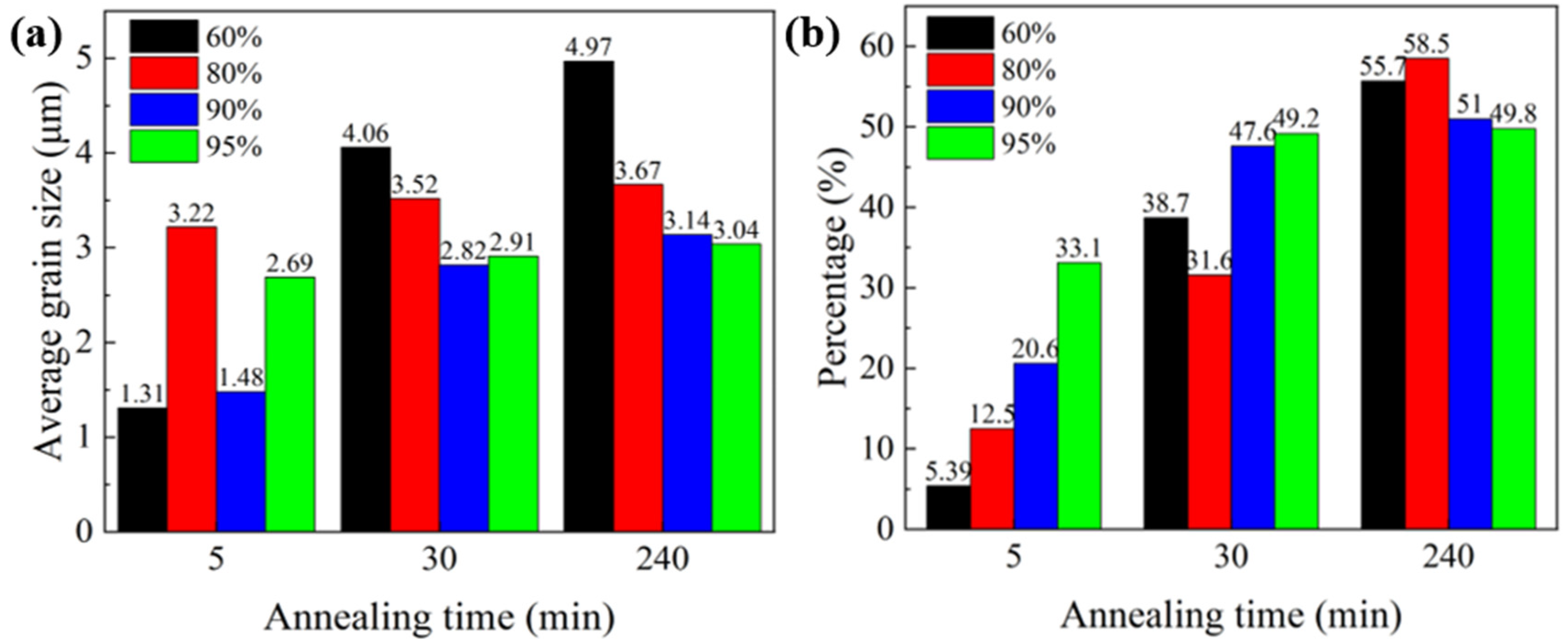
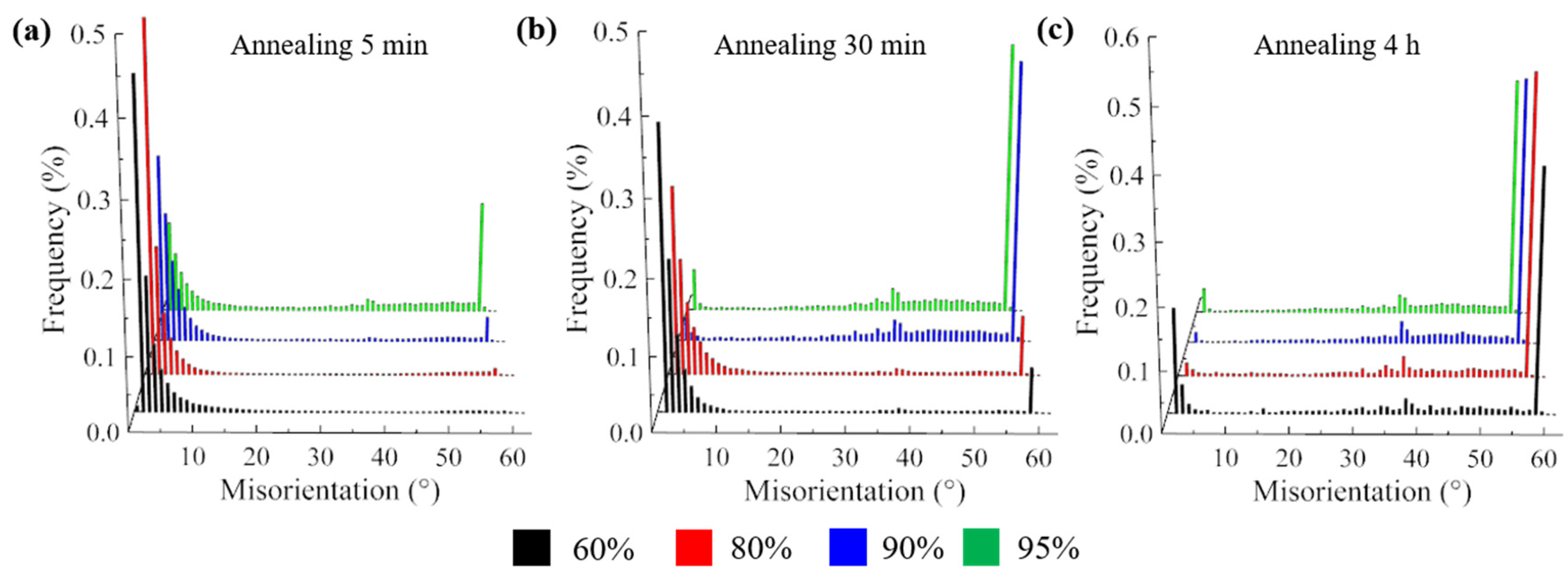
3.2. Microstructure Evolution after Annealing at Different Rolling Reduction
4. Nucleation Site Analysis
5. Conclusions
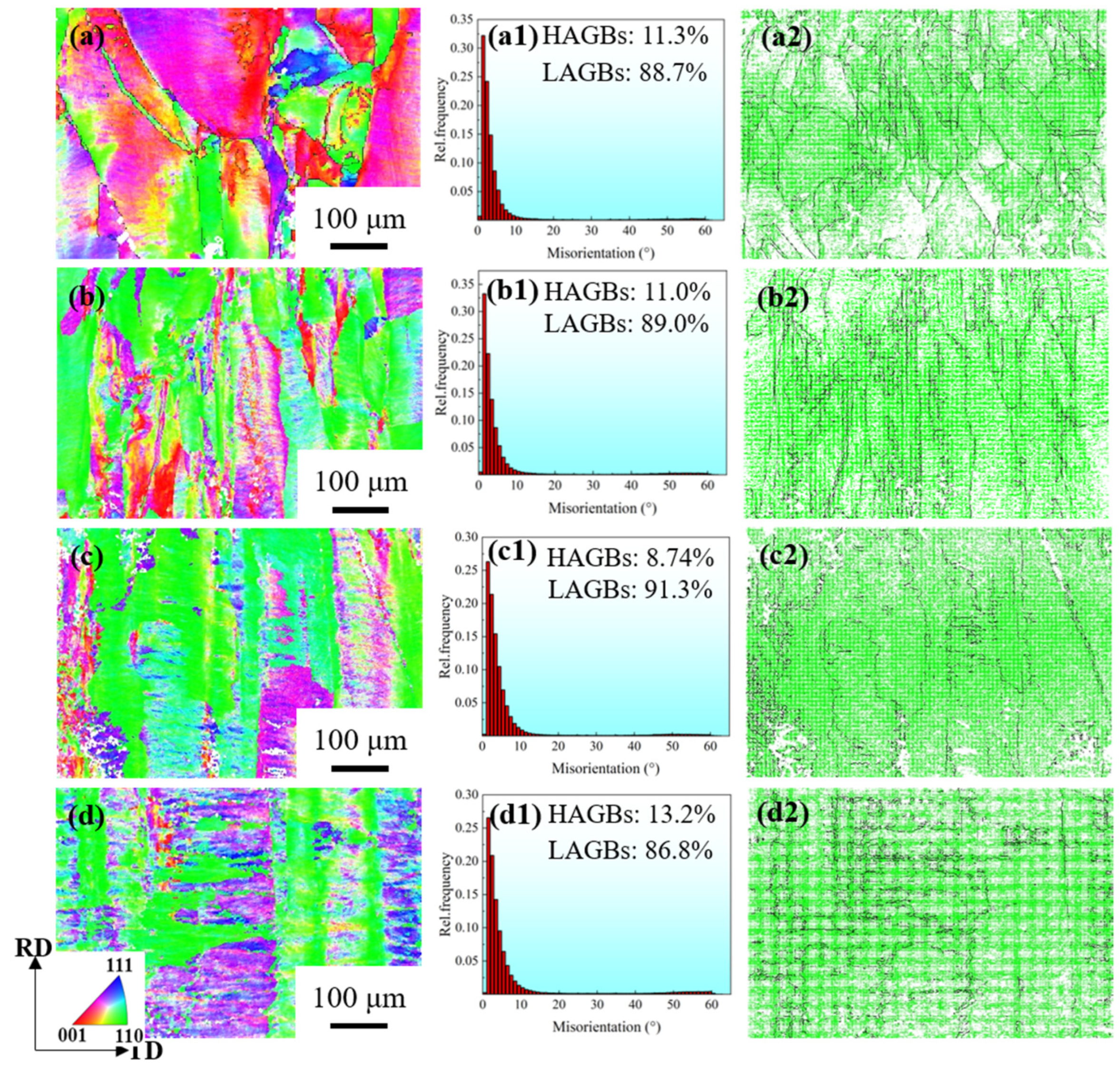
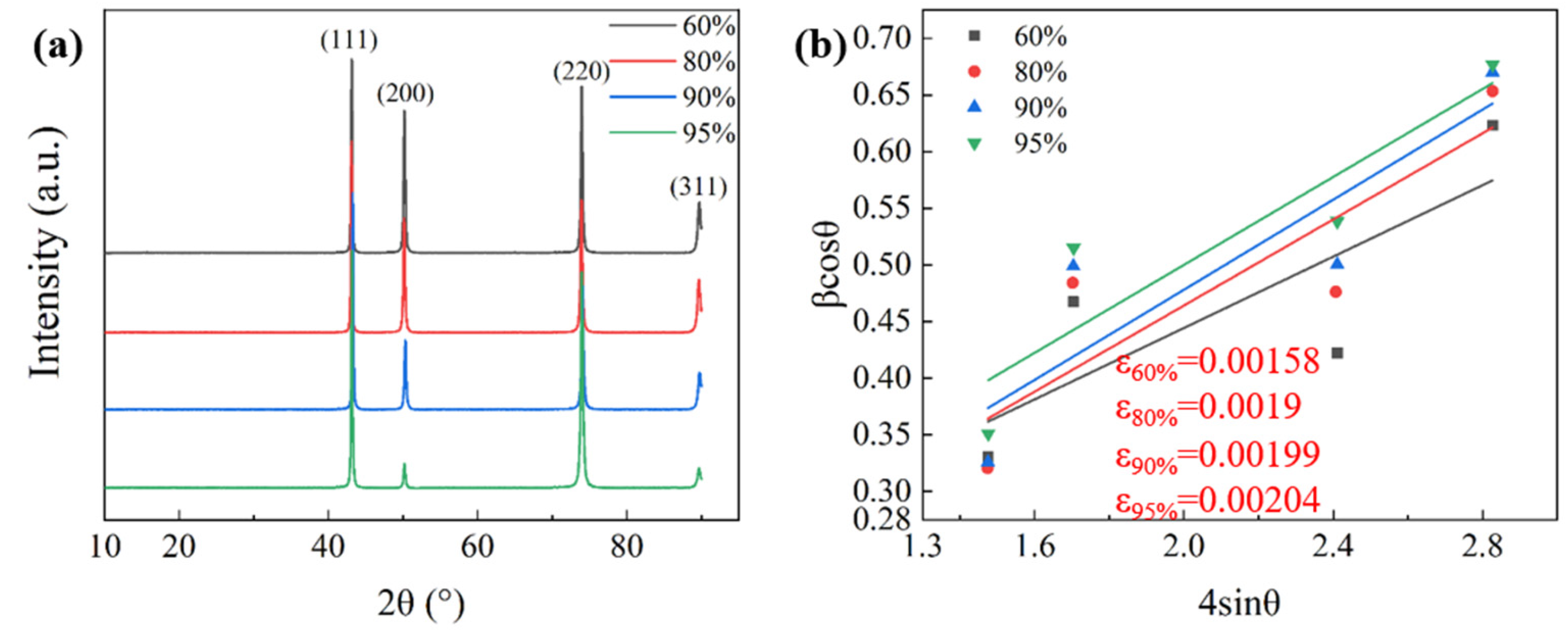
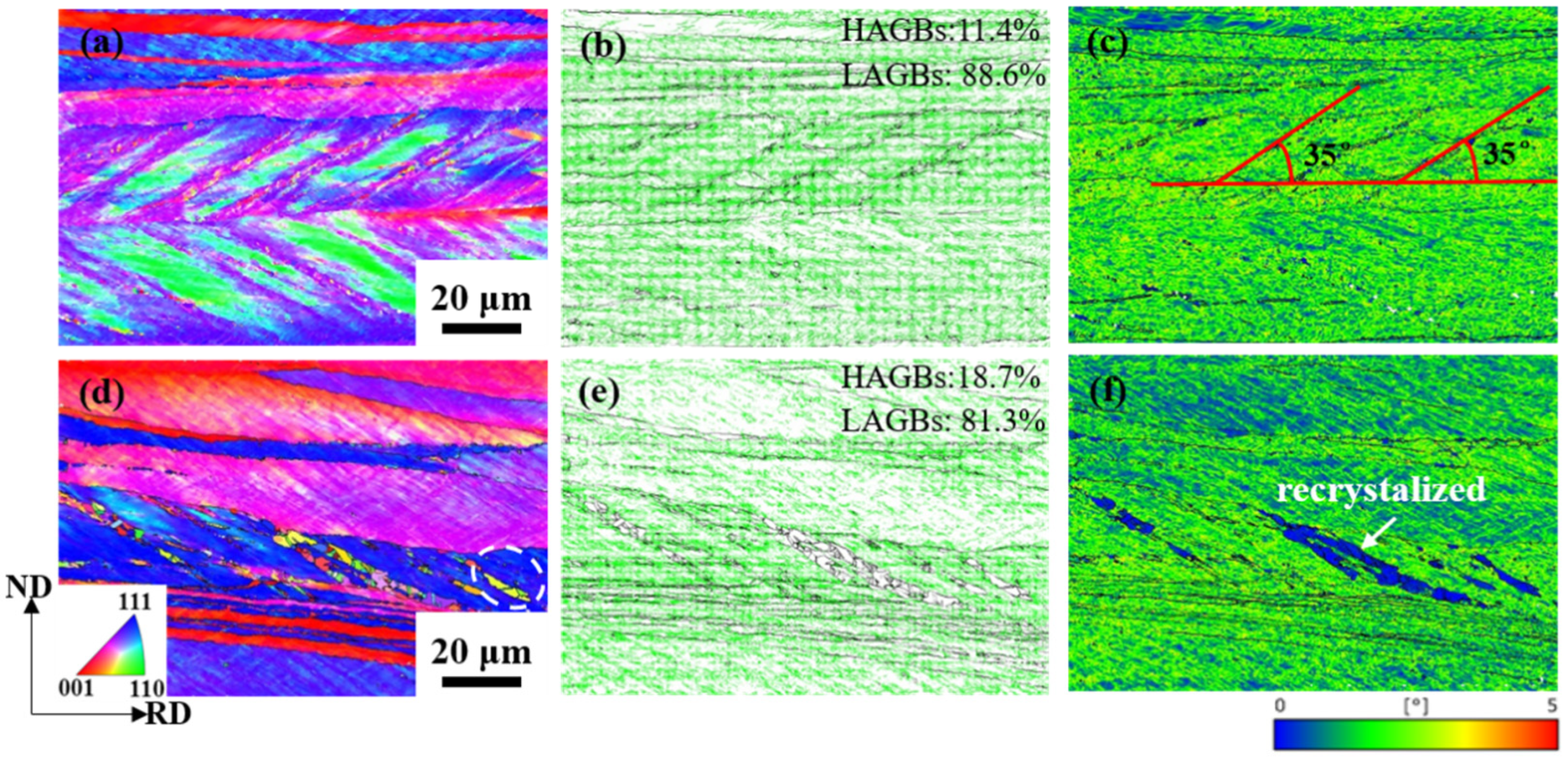
- The equiaxed crystals formed by hot rolling of Cu-Ni-P alloy are elongated and the dislocation density increases with the increase in the reduction. The random orientation of grain decreases gradually, and the texture strength increases, and four typical textures of Goss, Brass, S and Copper are formed.
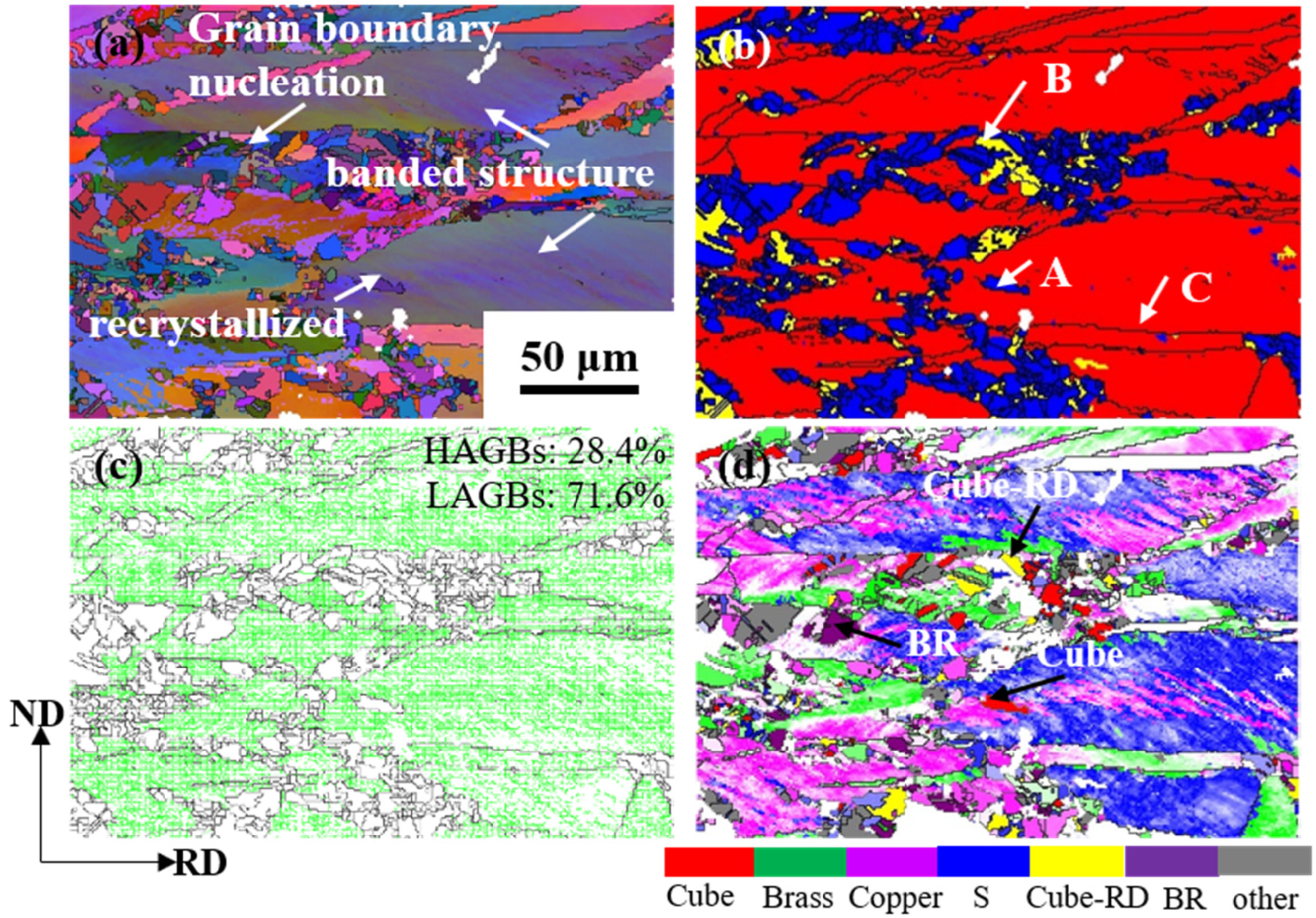
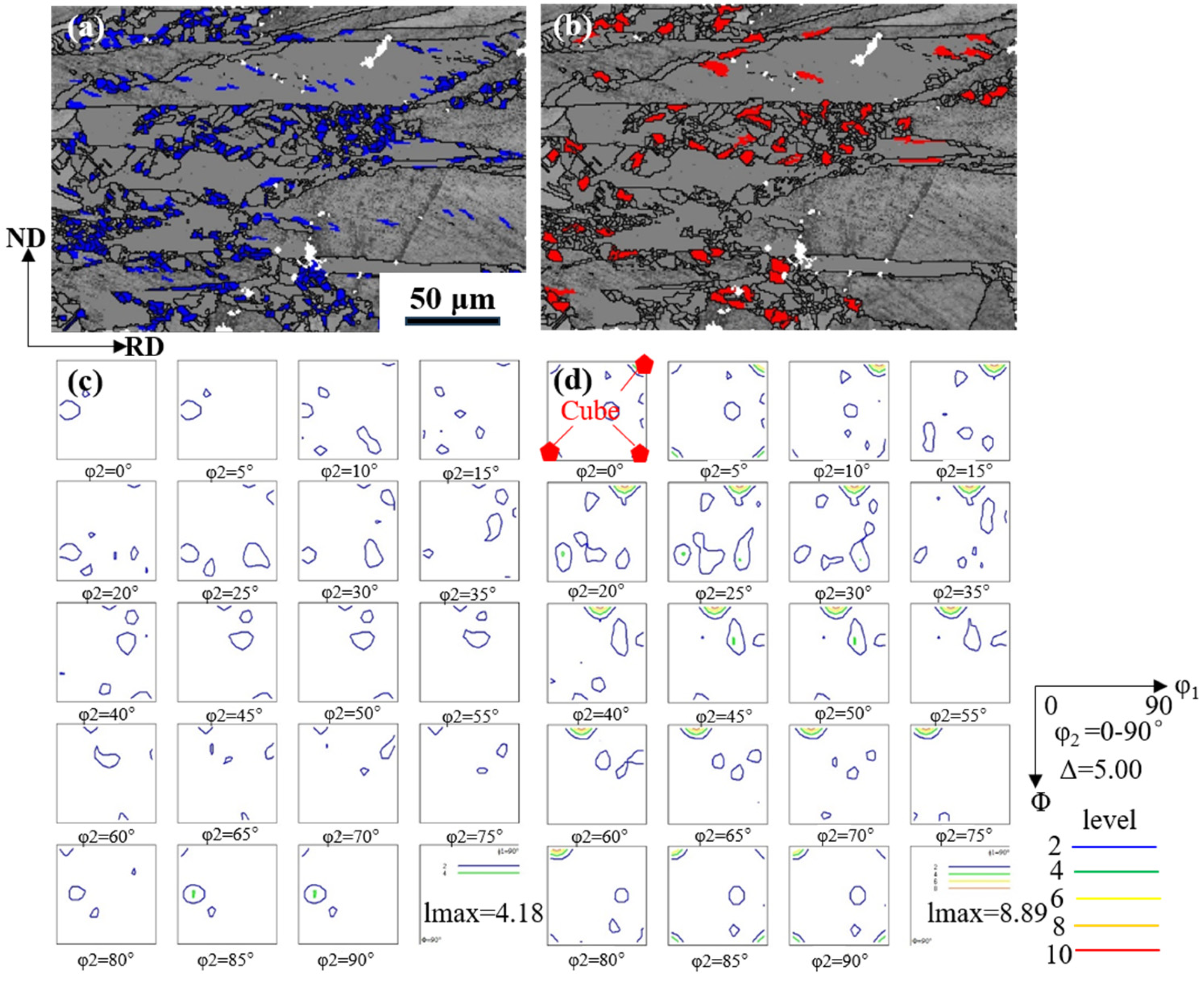
- The deformation structure gradually disappeared and recrystallized new grains were formed with the increase in the annealing time with the annealing at 500 °C. It is found that Cube texture is mainly nucleated in Copper-oriented deformed grains, and BR texture is mainly formed in Brass oriented deformed grains after 60% cold rolling +500 °C/30 min.
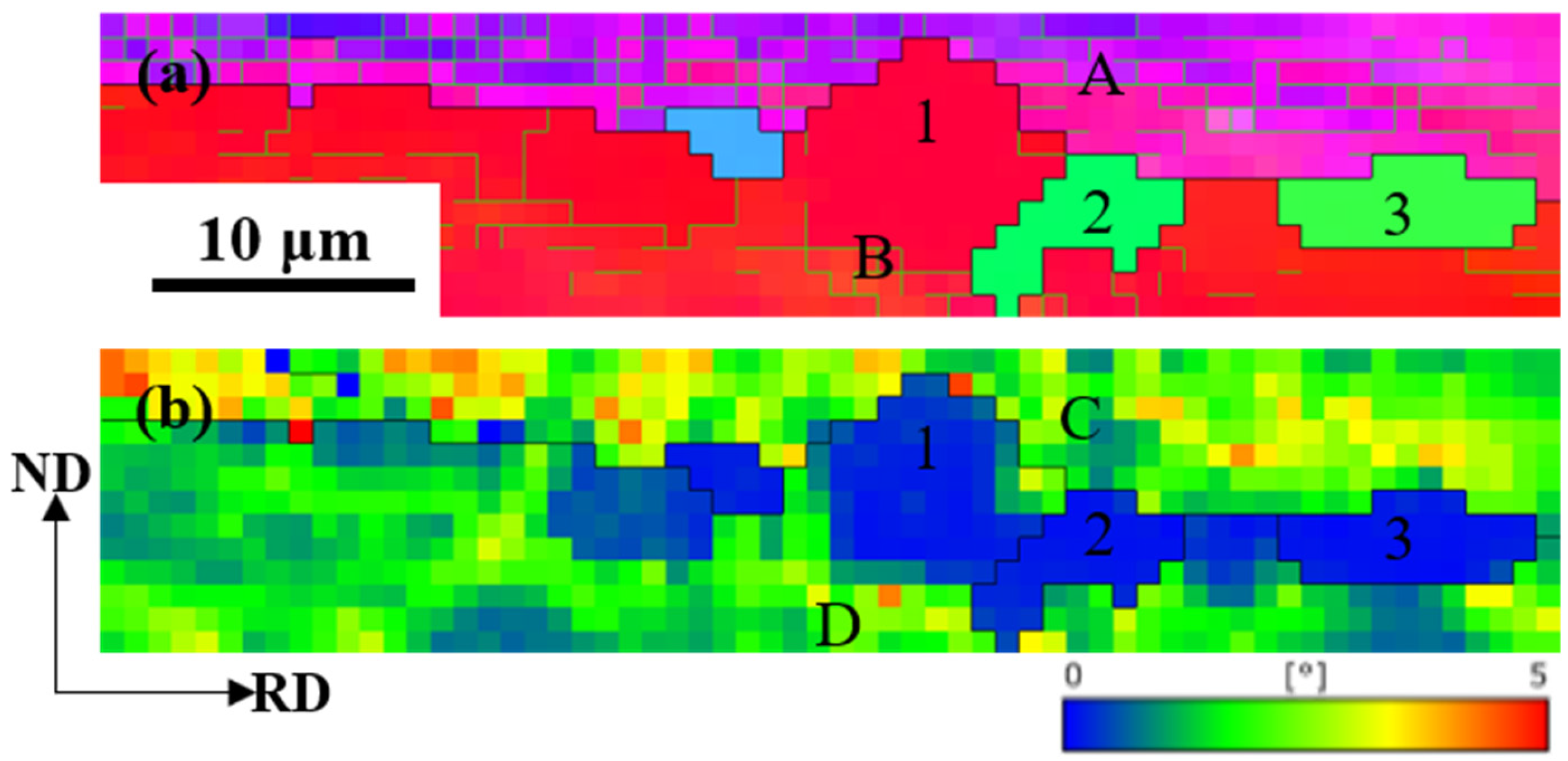
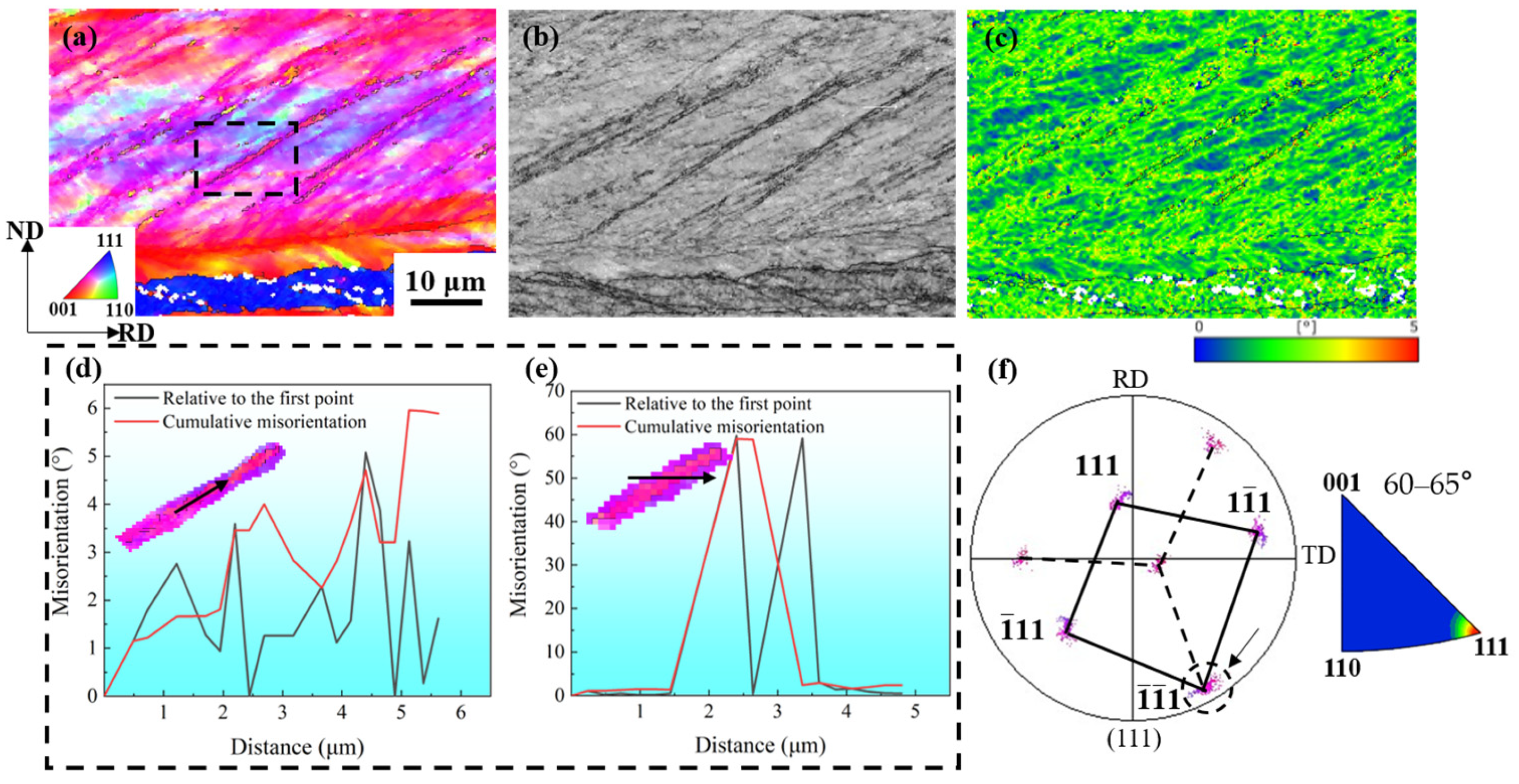
- The recrystallization nucleation mechanism of Cu-Ni-P alloy at 60% cold rolling is mainly the arch nucleation mechanism. Shear bands begin to form in the sample when the reduction in cold rolling is increased to more than 80%. The shear band becomes the preferred nucleation position of the recrystallized grains and continues to grow in the shear band in the annealing process. Most of the adjacent recrystallized grains growing in the shear band have twin relations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Geng, Y.F.; Ban, Y.J.; Wang, B.J.; Li, X.; Song, K.X.; Zhang, Y.; Jia, Y.L.; Tian, B.H.; Liu, Y.; Volinsky, A.A. A review of microstructure and texture evolution with nanoscale precipitates for copper alloys. J. Mater. Res. Technol. 2020, 9, 11918–11934. [Google Scholar] [CrossRef]
- Li, Z.D.; Lin, C.G.; Cui, S. Development of research and application of copper alloys with high strength and high conductivity. Adv. Mater. Res. 2014, 1053, 61–68. [Google Scholar] [CrossRef]
- Maki, K.; Ito, Y.; Matsunaga, H.; Mori, H. Solid-solution copper alloys with high strength and high electrical conductivity. Scr. Mater. 2013, 68, 777–780. [Google Scholar] [CrossRef]
- Miyake, J.; Ghosh, G.; Fine, M.E. Design of high-strength, high-conductivity alloys. MRs. Bull. 1996, 21, 13–18. [Google Scholar] [CrossRef]
- Yang, H.Y.; Ma, Z.C.; Lei, C.H.; Meng, L.; Fang, Y.T.; Liu, J.B.; Wang, H.T. High strength and high conductivity Cu alloys: A review. Sci. China Technol. Sci. 2020, 63, 2505–2517. [Google Scholar] [CrossRef]
- Zhang, X.H.; Zhang, Y.; Tian, B.H.; Song, K.X.; Liu, P.; Jia, Y.L.; Chen, X.H.; An, J.C.; Zhao, Z.; Liu, Y.; et al. Review of nano-phase effects in high strength and conductivity copper alloys. Nanotechnol. Rev. 2019, 8, 383–395. [Google Scholar] [CrossRef]
- Hu, T.; Chen, W.L.; Yan, N.; Liang, N.N.; Liu, J.Z. On the morphology and crystallography of the strengthening precipitates in an aged Cu-Ni-P alloy. J. Alloys Compd. 2017, 729, 84–88. [Google Scholar] [CrossRef]
- Aruga, Y.; Saxey, D.W.; Marquis, E.A.; Shishido, H.; Sumino, Y.; Cerezo, A.; Smith, G.D.W. Effect of solute clusters on stress relaxation behavior in Cu-Ni-P alloys. Metall. Mater. Trans. 2009, 40, 2888–2900. [Google Scholar] [CrossRef]
- Aruga, Y.; Saxey, D.W.; Marquis, E.A.; Cerezo, A.; Smith, G.D.W. Atom probe characterization of precipitation in an aged Cu-Ni-P alloy. Ultramicroscopy 2011, 111, 725–729. [Google Scholar] [CrossRef]
- Tsujiuchi, Y.; Kita, K.; Watanabe, C.; Monzen, R.; Tsuji, N. Enhancement in strength of a Cu-1.4 mass%Ni-0.25 mass%P-0.1 mass%Zr alloy by cryo-rolling and aging. J. Jpn. Inst. Met. Mater. 2013, 77, 55–58. [Google Scholar] [CrossRef]
- Nomura, K.; Miwa, Y.; Takagawa, E.A. Influence of accumulative roll bonding and cold rolling processes on the precipitation strengthening properties for Cu-Ni-P alloy. J. Jpn. Inst. Met. Mater. 2011, 75, 509–515. [Google Scholar] [CrossRef]
- Yang, D.H.; Kim, Y.K.; Park, S.H.; Lee, K.A. Improved mechanical and thermophysical properties of additively manufactured Cu-Ni-Sn-P alloy by using aging treatment. J. Alloys Compd. 2021, 875, 160050. [Google Scholar] [CrossRef]
- Engler, O. On the origin of the R orientation in the recrystallization textures of aluminum alloys. Metall. Mater. Trans. A 1999, 30, 1517–1527. [Google Scholar] [CrossRef]
- Engler, O. Recrystallisation textures in copper-manganese alloys. Acta Mater. 2001, 49, 1237–1247. [Google Scholar] [CrossRef]
- Kestens, L.A.I.; Pirgazi, H. Texture formation in metal alloys with cubic crystal structures. Mater. Sci. Technol. 2016, 32, 1303–1315. [Google Scholar] [CrossRef]
- Belyakov, A.; Murayama, M.; Sakai, Y.; Tsuzaki, K.; Okubo, M.; Eto, M.; Kimura, T. Development of a high-strength high-conductivity Cu−Ni−P alloy. Part II: Processing by severe deformation. J. Electron. Mater. 2006, 35, 2000–2008. [Google Scholar] [CrossRef]
- Zhu, Y.; Yu, Q.; Peng, L.; Mi, X.; Xie, H.; Li, J.; Li, Z.; Cao, Y. Microstructure and properties evolution of a Cu–Ni–P alloy with high strength and high conductivity during thermomechanical treatment. Mater. Sci. Eng. A 2024, 893, 14609. [Google Scholar] [CrossRef]
- Lin, N.; Liu, S.; Fan, H.; Zhu, J.; Deng, C. Static recrystallization texture and microstructure evolution of copper-manganese alloy pre-deformed by unidirectional rolling. Mater. Res. Express 2019, 6, 016537. [Google Scholar] [CrossRef]
- Hu, H.; Cline, R.S. On the mechanism of texture transition in face centered cubic metals. Text. Microstruct. 1988, 8, 191–206. [Google Scholar] [CrossRef]
- Leffers, T.; Ray, R.K. The brass-type texture and its deviation from the copper-type texture. Prog. Mater. Sci. 2009, 54, 351–396. [Google Scholar] [CrossRef]
- Li, Q.Z. Study of growth twins produced through heat treatment of fine-grained magnesium. Mater. Sci. Eng. A 2022, 841, 143047. [Google Scholar] [CrossRef]
- Escobar, J.; Silverstein, J.; Ishrak, F.; Li, L.; Soulami, A.; Li, S.; Yu, A.; Mathaudhu, S.; Ortiz, A.; Koch, C.; et al. Microstructural evolution in shear-punch tests: A comparative study of pure Cu and Cu-Cr alloy. Mater. Sci. Eng. A 2023, 886, 145715. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminum and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Wu, Z.; Hu, J.; Xin, Z.; Qin, L.; Jia, Y.; Jiang, Y. Microstructure and properties of Cu-Zn-Cr-Zr alloy treated by multistage thermo-mechanical treatment. Mater. Sci. Eng. A 2023, 870, 144679. [Google Scholar] [CrossRef]
- Zhao, Y.; Liao, X.; Jin, Z.; Valiev, R.; Zhu, Y. Microstructures and mechanical properties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing. Acta Mater. 2004, 52, 4589–4599. [Google Scholar] [CrossRef]
- Hirsch, J.; Lücke, K. Overview no. 76 Mechanism of deformation and development of rolling textures in polycrystalline f.c.c. metals—II. Simulation and interpretation of experiments on the basis of Taylor-type theories. Acta Met. 1988, 36, 2883–2904. [Google Scholar] [CrossRef]
- Duggan, B.J.; Sindel, M.; Köhlhoff, G.D.; Lücke, K. Oriented nucleation, oriented growth and twinning in cube texture formation. Acta Metall. Mater. 1990, 38, 103–111. [Google Scholar] [CrossRef]
- Doherty, R.D.; Kashyap, K.; Panchanadeeswaran, S. Direct observation of the development of recrystallization texture in commercial purity aluminum. Acta Metall. Mater. 1993, 41, 3029–3053. [Google Scholar] [CrossRef]
- Humphreys, F.J. A new analysis of recovery, recrystallisation, and grain growth. Mater. Sci. Technol. 1999, 15, 37–44. [Google Scholar] [CrossRef]
- Humphreys, F.J. Review Grain and subgrain characterisation by electron backscatter diffraction. J. Mater. Sci. 2001, 36, 3833–3854. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.A.; Eskandari, M.; Szpunar, J.A. Texture, local misorientation, grain boundary and recrystallization fraction in pipeline steels related to hydrogen induced cracking. Mater. Sci. Eng. A 2015, 620, 97–106. [Google Scholar] [CrossRef]
- Paul, H.; Morawiec, A.; Driver, J.H.; Bouzy, E. On twinning and shear banding in a Cu-8 at.% Al alloy plane strain compressed at 77 K. Int. J. Plast. 2009, 25, 1588–1608. [Google Scholar] [CrossRef]
- Xu, S.W.; Kamado, S.; Matsumoto, N.; Honma, T.; Kojima, Y. Recrystallization mechanism of as-cast AZ91 magnesium alloy during hot compressive deformation. Mater. Sci. Eng. A 2009, 527, 52–60. [Google Scholar] [CrossRef]
- Kohara, S.; Matsushita, A. Recrystallization behaviour of shear band in a cold-rolled copper single crystal. Tetsu-to-Hagane 1984, 70, 1849–1856. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | P | Cu |
|---|---|---|---|
| nominal (wt.%) | 0.600 | 0.158 | Bal. |
| (wt.%) | 0.584 | 0.165 | Bal. |
| (wt.%) | 0.611 | 0.174 | Bal. |
| (wt.%) | 0.607 | 0.162 | Bal. |
| (wt.%) | 0.595 | 0.170 | Bal. |
| Standard deviation | 0.0106 | 0.006 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, W.; Zhang, C.; Zhang, N.; Zhang, C.; Gao, W.; He, J. Microstructure and Texture Evolution of Cu-Ni-P Alloy after Cold Rolling and Annealing. Materials 2024, 17, 2696. https://doi.org/10.3390/ma17112696
Yang W, Zhang C, Zhang N, Zhang C, Gao W, He J. Microstructure and Texture Evolution of Cu-Ni-P Alloy after Cold Rolling and Annealing. Materials. 2024; 17(11):2696. https://doi.org/10.3390/ma17112696
Chicago/Turabian StyleYang, Wendi, Chengzhi Zhang, Nan Zhang, Chucan Zhang, Weilin Gao, and Jilin He. 2024. "Microstructure and Texture Evolution of Cu-Ni-P Alloy after Cold Rolling and Annealing" Materials 17, no. 11: 2696. https://doi.org/10.3390/ma17112696