
Multi-Objective Process Parameter Optimization of Ultrasonic Rolling Combining Machine Learning and Non-Dominated Sorting Genetic Algorithm-II


Abstract
1. Introduction
2. Methodology
2.1. Surface Integrity Prediction Model
2.1.1. Dataset Establishment
2.1.2. Feature Engineering
Feature Augmentation and Selection
Physical Information
2.1.3. Model Training Strategy and Model Selection
2.2. Multi-Objective Optimization
3. Results and Discussions
3.1. Residual Stress Predictions and Model Evaluation
3.2. Surface Hardness Predictions and Model Evaluation
3.3. Surface Roughness Predictions and Model Evaluation
3.4. Optimization and Validation of Process Parameters
- step: 25 N,
- step: 25 rpm,
- step: 0.01 mm/r,
- step: 1 round.
4. Conclusions
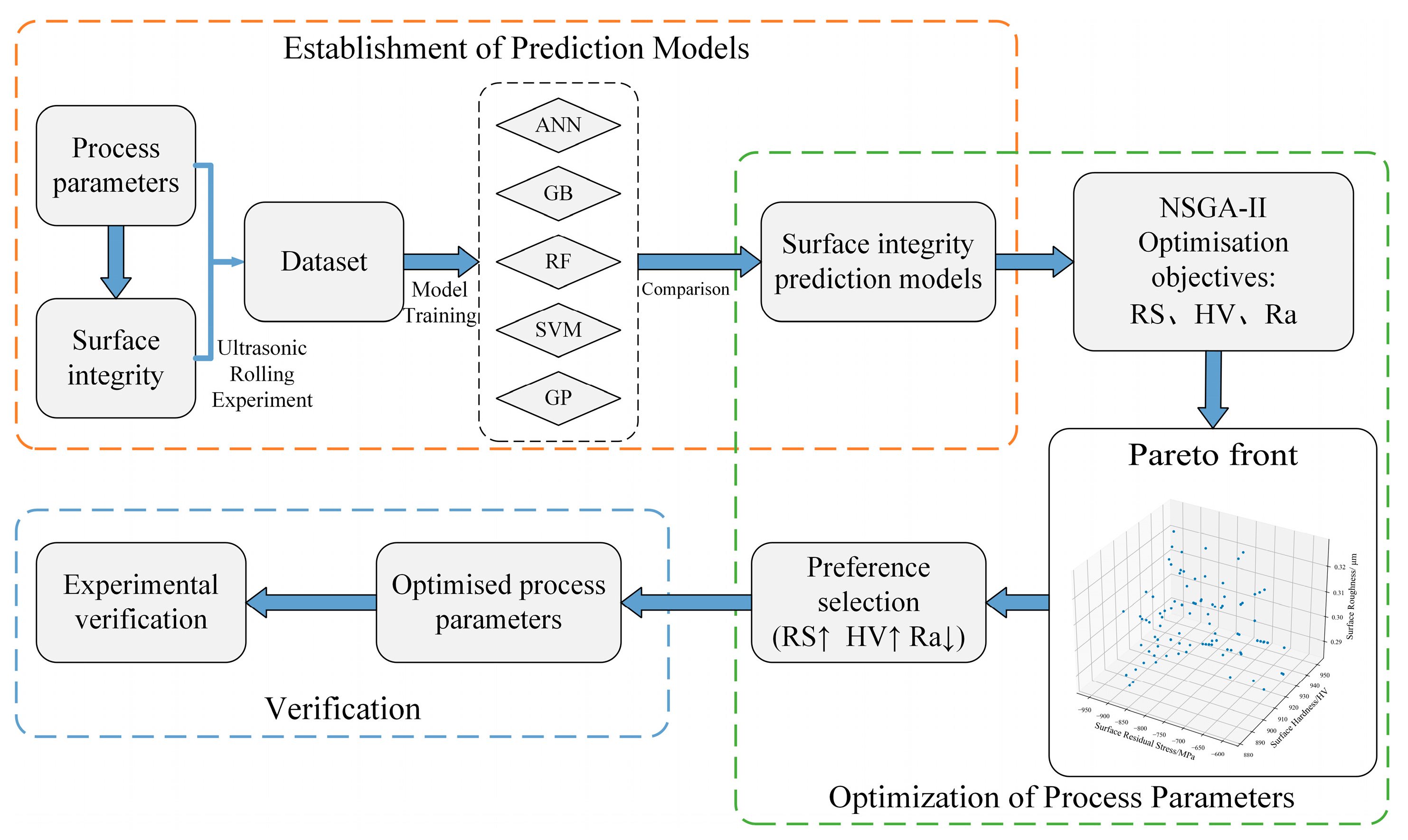
- Experimental tests of ultrasonic rolling were conducted according to a uniform design experimental scheme, and a dataset was established. The optimal features for predicting surface residual stress, surface hardness, and surface roughness were obtained through feature augmentation. Additionally, physical information features were constructed and input into the machine learning (ML) model for prediction. By comparing the prediction performance of five machine learning models (ANN, GB, RF, GP, and SVM) on the three prediction tasks, the best-performing ML model was selected for each prediction task. Furthermore, the prediction performance of four strategies (original data only, feature augmentation only, physical information only, and feature augmentation combined with physical information) was compared. The results showed that the feature augmentation and physical information-guided ML models exhibited the best prediction performance. This demonstrates that feature augmentation and physical information guidance can effectively improve the model’s generalization ability and prediction accuracy on small-sample datasets.
- Based on comparing the prediction performance of various models on the three prediction tasks, an ANN model was established to predict surface residual stress and surface hardness, while a GB model was established to predict surface roughness. The NSGA-II was employed to rapidly search for the optimal process parameters, simultaneously maximizing surface residual stress and hardness while minimizing surface roughness. The optimization was performed on a test bar with an initial surface roughness of 0.54 µm, and the optimized process parameters were a static pressure of 900 N, a spindle speed of 75 rpm, a feed rate of 0.19 mm/r, and rolling once.
- With the optimization process parameters for ultrasonic rolling, the surface residual stress was −920.60 MPa, the surface hardness reached 958.23 HV, and the surface roughness was reduced to 0.32 µm. The optimized residual stress was maximized, and the reduction in surface roughness was the greatest compared to the training dataset. The improvement in surface hardness did not reach the optimal level due to the large initial surface roughness, which had a negative contribution to the increase in hardness. Additionally, the contact fatigue test results showed that the fatigue life of the bar with the optimized process parameters reached 3.02 × 107 cycles, which was 10.6% higher than that of bar 1 with the unoptimized process parameters, 14.4% higher than that of bar 2 without parameter optimization, 28.0% higher than that of bar 3 without parameter optimization, and 52.5% higher than that of the untreated bar. These results validate the feasibility and effectiveness of this study’s process parameter optimization method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liao, Z.; La Monaca, A.; Murray, J.; Speidel, A.; Ushmaev, D.; Clare, A.; Axinte, D.; M’Saoubi, R. Surface Integrity in Metal Machining—Part I: Fundamentals of Surface Characteristics and Formation Mechanisms. Int. J. Mach. Tools Manuf. 2021, 162, 103687. [Google Scholar] [CrossRef]
- La Monaca, A.; Murray, J.W.; Liao, Z.; Speidel, A.; Robles-Linares, J.A.; Axinte, D.A.; Hardy, M.C.; Clare, A.T. Surface Integrity in Metal Machining—Part II: Functional Performance. Int. J. Mach. Tools Manuf. 2021, 164, 103718. [Google Scholar] [CrossRef]
- Fan, K.; Liu, D.; Liu, Y.; Wu, J.; Shi, H.; Zhang, X.; Zhou, K.; Xiang, J.; Abdel Wahab, M. Competitive Effect of Residual Stress and Surface Roughness on the Fatigue Life of Shot Peened S42200 Steel at Room and Elevated Temperature. Tribol. Int. 2023, 183, 108422. [Google Scholar] [CrossRef]
- You, S.; Tang, J.; Zhou, W.; Zhou, W.; Zhao, J.; Chen, H. Research on Calculation of Contact Fatigue Life of Rough Tooth Surface Considering Residual Stress. Eng. Fail. Anal. 2022, 140, 106459. [Google Scholar] [CrossRef]
- Sasahara, H. The Effect on Fatigue Life of Residual Stress and Surface Hardness Resulting from Different Cutting Conditions of 0.45%C Steel. Int. J. Mach. Tools Manuf. 2005, 45, 131–136. [Google Scholar] [CrossRef]
- He, H.; Liu, H.; Wu, Q.; Chen, H. A Unified Model for Bending Fatigue Life Prediction of Surface-Hardened Gears. Eng. Fail. Anal. 2024, 157, 107964. [Google Scholar] [CrossRef]
- Hosseini, S.M.; Vaghefi, E.; Mirkoohi, E. The Role of Defect Structure and Residual Stress on Fatigue Failure Mechanisms of Ti-6Al-4V Manufactured via Laser Powder Bed Fusion: Effect of Process Parameters and Geometrical Factors. J. Manuf. Process. 2023, 102, 549–563. [Google Scholar] [CrossRef]
- Lv, Y.; Lei, L.; Sun, L. Effect of Shot Peening on the Fatigue Resistance of Laser Surface Melted 20CrMnTi Steel Gear. Mater. Sci. Eng. A 2015, 629, 8–15. [Google Scholar] [CrossRef]
- Zhao, P.; Du, F.; Yan, E.; Misra, R.D.K.; Liu, Z. The Response of Accumulated Stress and Microstructural Refinement on Cyclic Deformation and Associated Mechanism in High Strength Bainite-Martenite Dual-Phase Steel. Mater. Sci. Eng. A 2019, 739, 37–44. [Google Scholar] [CrossRef]
- Dabiri, M.; Laukkanen, A.; Björk, T. Fatigue Microcrack Nucleation Modeling: A Survey of the State of the Art. IREME 2015, 9, 368. [Google Scholar] [CrossRef]
- Liang, Z.; Li, Z.; Li, X.; Li, H.; Cai, Z.; Liu, X.; Chen, Y.; Xie, L.; Zhou, T.; Wang, X. Experimental Study on Surface Integrity and Fatigue Life of an Ultra-High Strength Steel by the Composite Strengthening Process of Pre-Torsion and Ultrasonic Rolling. Eng. Fail. Anal. 2023, 150, 107333. [Google Scholar] [CrossRef]
- Lv, Y.; Lei, L.; Sun, L. Effect of Microshot Peened Treatment on the Fatigue Behavior of Laser-Melted W6Mo5Cr4V2 Steel Gear. Int. J. Fatigue 2017, 98, 121–130. [Google Scholar] [CrossRef]
- Ting, W.; Dongpo, W.; Gang, L.; Baoming, G.; Ningxia, S. Investigations on the Nanocrystallization of 40Cr Using Ultrasonic Surface Rolling Processing. Appl. Surf. Sci. 2008, 255, 1824–1829. [Google Scholar] [CrossRef]
- Fan, Z.; Xu, H.; Li, D.; Zhang, L.; Liao, L. Surface Nanocrystallization of 35# Type Carbon Steel Induced by Ultrasonic Impact Treatment (UIT). Procedia Eng. 2012, 27, 1718–1722. [Google Scholar]
- Lan, S.; Qi, M.; Zhu, Y.; Liu, M.; Bie, W. Ultrasonic Rolling Strengthening Effect on the Bending Fatigue Behavior of 12Cr2Ni4A Steel Gears. Eng. Fract. Mech. 2023, 279, 109024. [Google Scholar] [CrossRef]
- Liu, P.; Lin, Z.; Liu, C.; Zhao, X.; Ren, R. Effect of Surface Ultrasonic Rolling Treatment on Rolling Contact Fatigue Life of D2 Wheel Steel. Materials 2020, 13, 5438. [Google Scholar] [CrossRef] [PubMed]
- Zheng, J.; Shang, Y.; Guo, Y.; Deng, H.; Jia, L. Analytical Model of Residual Stress in Ultrasonic Rolling of 7075 Aluminum Alloy. J. Manuf. Process. 2022, 80, 132–140. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, Z.; Deng, J.; Yang, M.; Dai, Q.; Zhang, T. Optimum Design of Compressive Residual Stress Field Caused by Ultrasonic Surface Rolling with a Mathematical Model. Appl. Math. Model. 2019, 76, 800–831. [Google Scholar] [CrossRef]
- Jiao, F.; Lan, S.; Zhao, B.; Wang, Y. Theoretical Calculation and Experiment of the Surface Residual Stress in the Plane Ultrasonic Rolling. J. Manuf. Process. 2020, 50, 573–580. [Google Scholar] [CrossRef]
- Snow, Z.; Reutzel, E.W.; Petrich, J. Correlating In-Situ Sensor Data to Defect Locations and Part Quality for Additively Manufactured Parts Using Machine Learning. J. Mater. Process. Technol. 2022, 302, 117476. [Google Scholar] [CrossRef]
- Feng, K.; Ji, J.C.; Zhang, Y.; Ni, Q.; Liu, Z.; Beer, M. Digital Twin-Driven Intelligent Assessment of Gear Surface Degradation. Mech. Syst. Signal Process. 2023, 186, 109896. [Google Scholar] [CrossRef]
- Motta, M.P. Machine Learning Models for Surface Roughness Monitoring in Machining Operations. Procedia CIRP 2022, 108, 710–715. [Google Scholar] [CrossRef]
- Kryzhanivskyy, V.; M’Saoubi, R.; Bhallamudi, M.; Cekal, M. Machine Learning Based Approach for the Prediction of Surface Integrity in Machining. Procedia CIRP 2022, 108, 537–542. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Z.; Shi, J.; Wu, D. Prediction of Surface Roughness in Extrusion-Based Additive Manufacturing with Machine Learning. Robot. Comput.-Integr. Manuf. 2019, 57, 488–495. [Google Scholar] [CrossRef]
- Chang, T.-W.; Liao, K.-W.; Lin, C.-C.; Tsai, M.-C.; Cheng, C.-W. Predicting Magnetic Characteristics of Additive Manufactured Soft Magnetic Composites by Machine Learning. Int. J. Adv. Manuf. Technol. 2021, 114, 3177–3184. [Google Scholar] [CrossRef]
- Rankouhi, B.; Jahani, S.; Pfefferkorn, F.E.; Thoma, D.J. Compositional Grading of a 316L-Cu Multi-Material Part Using Machine Learning for the Determination of Selective Laser Melting Process Parameters. Addit. Manuf. 2021, 38, 101836. [Google Scholar] [CrossRef]
- Yu, P.; Ji, X.; Sun, T.; Zhou, W.; Li, W.; Xu, Q.; Qie, X.; Yin, Y.; Shen, X.; Zhou, J. Data–Physics Fusion-Driven Defect Predictions for Titanium Alloy Casing Using Neural Network. Materials 2024, 17, 2226. [Google Scholar] [CrossRef] [PubMed]
- Mambuscay, C.L.; Ortega-Portilla, C.; Piamba, J.F.; Forero, M.G. Predictive Modeling of Vickers Hardness Using Machine Learning Techniques on D2 Steel with Various Treatments. Materials 2024, 17, 2235. [Google Scholar] [CrossRef]
- Liu, R.; Zhang, Q.; Jiang, F.; Zhou, J.; He, J.; Mao, Z. Research on Deformation Prediction of VMD-GRU Deep Foundation Pit Based on PSO Optimization Parameters. Materials 2024, 17, 2198. [Google Scholar] [CrossRef]
- Zhang, Y.-L.; Lai, F.-Q.; Qu, S.-G.; Liu, H.-P.; Jia, D.-S.; Du, S.-F. Effect of Ultrasonic Surface Rolling on Microstructure and Rolling Contact Fatigue Behavior of 17Cr2Ni2MoVNb Steel. Surf. Coat. Technol. 2019, 366, 321–330. [Google Scholar] [CrossRef]
- Kanaani, M.; Sedaee, B.; Asadian-Pakfar, M.; Gilavand, M.; Almahmoudi, Z. Development of Multi-Objective Co-Optimization Framework for Underground Hydrogen Storage and Carbon Dioxide Storage Using Machine Learning Algorithms. J. Clean. Prod. 2023, 386, 135785. [Google Scholar] [CrossRef]
- Wu, P.; He, Y.; Li, Y.; He, J.; Liu, X.; Wang, Y. Multi-Objective Optimisation of Machining Process Parameters Using Deep Learning-Based Data-Driven Genetic Algorithm and TOPSIS. J. Manuf. Syst. 2022, 64, 40–52. [Google Scholar] [CrossRef]
- Deng, Y.; Zhang, Y.; Gong, X.; Hu, W.; Wang, Y.; Liu, Y.; Lian, L. An Intelligent Design for Ni-Based Superalloy Based on Machine Learning and Multi-Objective Optimization. Mater. Des. 2022, 221, 110935. [Google Scholar] [CrossRef]
- Dong, W.; Huang, Y.; Lehane, B.; Ma, G. Multi-Objective Design Optimization for Graphite-Based Nanomaterials Reinforced Cementitious Composites: A Data-Driven Method with Machine Learning and NSGA-Ⅱ. Constr. Build. Mater. 2022, 331, 127198. [Google Scholar] [CrossRef]
- Yang, Y.; Cao, L.; Zhou, Q.; Wang, C.; Wu, Q.; Jiang, P. Multi-Objective Process Parameters Optimization of Laser-Magnetic Hybrid Welding Combining Kriging and NSGA-II. Robot. Comput.-Integr. Manuf. 2018, 49, 253–262. [Google Scholar] [CrossRef]
- Verma, S.; Pant, M.; Snasel, V. A Comprehensive Review on NSGA-II for Multi-Objective Combinatorial Optimization Problems. IEEE Access 2021, 9, 57757–57791. [Google Scholar] [CrossRef]
- Ma, H.; Zhang, Y.; Sun, S.; Liu, T.; Shan, Y. A Comprehensive Survey on NSGA-II for Multi-Objective Optimization and Applications. Artif. Intell. Rev. 2023, 56, 15217–15270. [Google Scholar] [CrossRef]
- Yusoff, Y.; Ngadiman, M.S.; Zain, A.M. Overview of NSGA-II for Optimizing Machining Process Parameters. Procedia Eng. 2011, 15, 3978–3983. [Google Scholar] [CrossRef]
- Khan, W.A.; Masoud, M.; Eltoukhy, A.E.E.; Ullah, M. Stacked Encoded Cascade Error Feedback Deep Extreme Learning Machine Network for Manufacturing Order Completion Time. J. Intell. Manuf. 2024. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhu, L.; Chen, J.; Chen, X.; Weng, J.; Xu, Z.; Zhao, Z. The Effects of Ultrasonic Impact Modification on the Surface Quality of 20CrNiMo Carburized Steel. Coatings 2023, 13, 1594. [Google Scholar] [CrossRef]
- Khan, W.A.; Ma, H.-L.; Chung, S.-H.; Wen, X. Hierarchical Integrated Machine Learning Model for Predicting Flight Departure Delays and Duration in Series. Transp. Res. Part. C Emerg. Technol. 2021, 129, 103225. [Google Scholar] [CrossRef]
- Dai, D.; Xu, T.; Wei, X.; Ding, G.; Xu, Y.; Zhang, J.; Zhang, H. Using Machine Learning and Feature Engineering to Characterize Limited Material Datasets of High-Entropy Alloys. Comput. Mater. Sci. 2020, 175, 109618. [Google Scholar] [CrossRef]
- Bai, Y.; Sun, Z.; Zeng, B.; Long, J.; Li, L.; De Oliveira, J.V.; Li, C. A Comparison of Dimension Reduction Techniques for Support Vector Machine Modeling of Multi-Parameter Manufacturing Quality Prediction. J. Intell. Manuf. 2019, 30, 2245–2256. [Google Scholar] [CrossRef]
- Lian, Z.; Li, M.; Lu, W. Fatigue Life Prediction of Aluminum Alloy via Knowledge-Based Machine Learning. Int. J. Fatigue 2022, 157, 106716. [Google Scholar] [CrossRef]
- Peng, J.; Yamamoto, Y.; Hawk, J.A.; Lara-Curzio, E.; Shin, D. Coupling Physics in Machine Learning to Predict Properties of High-Temperatures Alloys. NPJ Comput. Mater. 2020, 6, 141. [Google Scholar] [CrossRef]
- Le, D.-N.; Pham, T.-H.; Papazafeiropoulos, G.; Kong, Z.; Tran, V.-L.; Vu, Q.-V. Hybrid Machine Learning with Bayesian Optimization Methods for Prediction of Patch Load Resistance of Unstiffened Plate Girders. Probabilistic Eng. Mech. 2024, 76, 103624. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | P | S | F | R | Initial Ra | RS | HV | Rolled Ra |
|---|---|---|---|---|---|---|---|---|
| 1 | 600 | 250 | 0.06 | 1 | 0.28 | −625.80 | 977.79 | 0.25 |
| 2 | 500 | 50 | 0.06 | 4 | 0.33 | −597.00 | 993.48 | 0.31 |
| 3 | 700 | 50 | 0.24 | 3 | 0.38 | −505.91 | 993.28 | 0.29 |
| 4 | 500 | 150 | 0.36 | 1 | 0.39 | −579.90 | 924.03 | 0.32 |
| 5 | 800 | 200 | 0.24 | 1 | 0.33 | −845.47 | 952.33 | 0.28 |
| 6 | 400 | 250 | 0.12 | 5 | 0.37 | −442.20 | 907.05 | 0.31 |
| 7 | 800 | 300 | 0.18 | 4 | 0.31 | −823.21 | 974.03 | 0.31 |
| 8 | 400 | 100 | 0.12 | 2 | 0.32 | −494.31 | 921.28 | 0.27 |
| 9 | 500 | 200 | 0.18 | 3 | 0.35 | −548.60 | 903.24 | 0.33 |
| 10 | 900 | 200 | 0.06 | 6 | 0.30 | −896.50 | 921.69 | 0.25 |
| 11 | 800 | 150 | 0.06 | 3 | 0.35 | −701.93 | 997.00 | 0.24 |
| 12 | 700 | 200 | 0.36 | 4 | 0.37 | −769.95 | 935.66 | 0.29 |
| 13 | 600 | 250 | 0.30 | 5 | 0.30 | −613.10 | 964.49 | 0.30 |
| 14 | 900 | 150 | 0.24 | 4 | 0.25 | −863.10 | 999.09 | 0.30 |
| 15 | 400 | 100 | 0.30 | 5 | 0.45 | −413.90 | 918.69 | 0.33 |
| 16 | 400 | 250 | 0.30 | 2 | 0.31 | −383.90 | 851.01 | 0.28 |
| 17 | 500 | 300 | 0.24 | 6 | 0.36 | −504.30 | 901.23 | 0.29 |
| 18 | 600 | 100 | 0.30 | 2 | 0.35 | −540.00 | 978.94 | 0.29 |
| 19 | 700 | 150 | 0.18 | 6 | 0.36 | −595.58 | 968.15 | 0.28 |
| 20 | 900 | 50 | 0.18 | 1 | 0.33 | −862.60 | 1019.18 | 0.25 |
| 21 | 700 | 300 | 0.12 | 2 | 0.40 | −637.69 | 905.22 | 0.25 |
| 22 | 600 | 100 | 0.12 | 5 | 0.36 | −634.00 | 990.19 | 0.31 |
| 23 | 900 | 300 | 0.36 | 3 | 0.28 | −828.06 | 1006.57 | 0.27 |
| 24 | 800 | 50 | 0.36 | 6 | 0.38 | −791.07 | 1004.54 | 0.30 |
| Data Split | N No. | Mean | Stdev | Min | Q1 | Med | Q3 | Max | IQR | Skew | Kur | KS Test |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CS_Train | 21 | −638.16 | 146.14 | −896.5 | −769.95 | −613.10 | −540.00 | −383.9 | 229.95 | −0.24 | −0.95 | 0.63 |
| CS_Test | 3 | −698.62 | 183.66 | −862.6 | −826.84 | −791.07 | −616.64 | −442.2 | 210.20 | 0.63 | −1.5 | |
| CS_dataset | 24 | −645.72 | 152.66 | −896.5 | −799.11 | −619.45 | −531.48 | −383.9 | 267.63 | −0.12 | −1.19 | |
| HV_Train | 21 | 957.84 | 44.14 | 851.01 | 921.28 | 974.03 | 993.48 | 1019.18 | 72.20 | −0.62 | −0.55 | 0.39 |
| HV_Test | 3 | 931.81 | 27.06 | 903.24 | 913.64 | 924.03 | 946.09 | 968.15 | 32.45 | 0.41 | −1.50 | |
| HV_dataset | 24 | 954.59 | 43.25 | 851.01 | 920.63 | 966.32 | 993.33 | 1019.18 | 72.70 | −0.45 | −0.72 | |
| Ra_Train | 21 | 0.29 | 0.027 | 0.24 | 0.27 | 0.29 | 0.31 | 0.33 | 0.04 | −0.20 | −1.00 | 0.99 |
| Ra_Test | 3 | 0.29 | 0.016 | 0.27 | 0.28 | 0.29 | 0.30 | 0.31 | 0.02 | 0 | −1.50 | |
| Ra_dataset | 24 | 0.29 | 0.026 | 0.24 | 0.27 | 0.29 | 0.31 | 0.33 | 0.04 | −0.22 | −0.90 |
| No. | Feature | SHAP Value | No. | Feature | SHAP Value |
|---|---|---|---|---|---|
| 1 | P3F1/2 | 9.68 | 11 | P3S1/2 | 2.96 |
| 2 | P3ln(f + 1) | 9.64 | 12 | SP2 | 2.67 |
| 3 | P3f1/2 | 8.19 | 13 | P3ln(S + 1) | 2.62 |
| 4 | P2ln(f + 1) | 7.68 | 14 | SP3 | 2.50 |
| 5 | Pln(S + 1) | 3.60 | 15 | P2Ra | 2.16 |
| 6 | P2S1/2 | 3.44 | 16 | P2ln(P + 1) | 1.98 |
| 7 | P2ln(S + 1) | 3.15 | 17 | P4 | 1.93 |
| 8 | P3R1/2 | 3.04 | 18 | P3Ra | 1.91 |
| 9 | PS1/2 | 3.04 | 19 | P3ln(R + 1) | 1.83 |
| 10 | P1/2ln(S + 1) | 2.99 | 20 | P3ln(Ra + 1) | 1.80 |
| No. | Feature | SHAP Value | No. | Feature | SHAP Value |
|---|---|---|---|---|---|
| 1 | Ra3f1/2 | 2.37 | 11 | Ra3S | 0.77 |
| 2 | Ra3S1/2 | 1.69 | 12 | P2R1/2 | 0.70 |
| 3 | Ra2S1/2 | 1.60 | 13 | Ra3ln(S + 1) | 0.68 |
| 4 | Ra2ln(f + 1) | 1.53 | 14 | P3ln(F + 1) | 0.66 |
| 5 | ln(S + 1)ln(Ra + 1) | 1.32 | 15 | Ra1/2ln(S + 1) | 0.61 |
| 6 | Raln(S + 1) | 1.00 | 16 | P3R1/2 | 0.49 |
| 7 | P2ln(R + 1) | 0.86 | 17 | P2F1/2 | 0.43 |
| 8 | FP3 | 0.82 | 18 | P3ln(R + 1) | 0.42 |
| 9 | ln(S + 1)Ra2 | 0.79 | 19 | P3F1/2 | 0.35 |
| 10 | P2ln(F + 1) | 0.78 | 20 | FP2 | 0.33 |
| No. | Feature | SHAP Value | No. | Feature | SHAP Value |
|---|---|---|---|---|---|
| 1 | P3Ra2 | 0.00226 | 11 | P3Ra3 | 0.00045 |
| 2 | F1/2ln(R + 1) | 0.00109 | 12 | P2ln(f + 1) | 0.00045 |
| 3 | F2R3 | 0.00086 | 13 | P2Ra2 | 0.00044 |
| 4 | Rln(F + 1) | 0.00080 | 14 | Ra3ln(f + 1) | 0.00043 |
| 5 | P1/2Ra1/2 | 0.00064 | 15 | ln(F + 1)R1/2 | 0.00037 |
| 6 | P3S1/2 | 0.00056 | 16 | RF2 | 0.00036 |
| 7 | Pln(Ra + 1) | 0.00055 | 17 | P2ln(Ra + 1) | 0.00033 |
| 8 | P3f1/2 | 0.00052 | 18 | RF3 | 0.00030 |
| 9 | PRa | 0.00051 | 19 | ln(F + 1)ln(R + 1) | 0.00029 |
| 10 | P2ln(S + 1) | 0.00047 | 20 | FR1/2 | 0.00029 |
| Model | Searched Hyperparameters |
|---|---|
| GB | Number of estimators: {100, 200, 300, 400, 500}, Maximum depth: {3, 4, 5} Minimum samples leaf: {1, 2, 3}, Minimum samples split: {2, 3, 4} Learning rate: {0.01, 0.1, 0.2} Loss function: {huber, absolute error, squared error} |
| ANN | Hidden layer sizes: {(100), (100, 50), (100, 50, 10)}, Solver: {adam} Activation function: {rule, tanh}, Learning rate: {0.001, 0.01, 0.1} Maximum number of iterations: {50, 200, 300}, Batch size: {6, 12, 21} |
| GP | Kernel: {RBF, RBF + WhiteKernel}, Alpha: {1 × 10−5, 1 × 10−4, 1 × 10−3, 1 × 10−2} Number of restarts optimizer: {0, 3, 5, 8, 10} |
| RF | Number of estimators: {300, 400, 500}, Maximum depth: {5, 10, 20, 30, 50} Minimum samples leaf: {2, 8, 10}, Minimum samples split: {1, 2, 5, 10} |
| SVM | Kernel: {rbf, linear, poly}, C: {0.01, 0.1, 1.0, 10, 100} Gamma: {scale, 0.001, 0.01, 0.1, 1}, Epsilon: {0.001, 0.01, 0.1, 1, 10, 100} |
| Model | Optimal Hyperparameters |
|---|---|
| GB | Number of estimators: 500, Maximum depth: 3 Minimum samples leaf: 2, Minimum samples split: 3 Learning rate: 0.01, Loss function: huber |
| ANN | Hidden layer sizes: (100, 50), Activation function: rule Solver: adam, Maximum number of iterations: 200 Learning rate: 0.001, Batch size: 21 |
| GP | Kernel: RBF + WhiteKernel, Alpha: 1 × 10−5 Number of restarts optimizer: 10 |
| RF | Number of estimators: 500, Maximum depth: 5 Minimum samples leaf: 8, Minimum samples split: 2 |
| SVM | Kernel: rbf, C: 1.0 Gamma: scale, Epsilon: 0.1 |
| Model | Optimal Hyperparameters |
|---|---|
| GB | Number of estimators: 500, Maximum depth: 4 Minimum samples leaf: 1, Minimum samples split: 2 Learning rate: 0.01, Loss function: squared error |
| ANN | Hidden layer sizes: (100, 50, 10), Activation function: rule Solver: adam, Maximum number of iterations: 200 Learning rate: 0.001, Batch size: 12 |
| GP | Kernel: RBF + WhiteKernel, Alpha: 0.001 Number of restarts optimizer: 10 |
| RF | Number of estimators: 500, Maximum depth: 50 Minimum samples leaf: 2, Minimum samples split: 10 |
| SVM | Kernel: poly, C: 100.0 Gamma: 0.01, Epsilon: 0.001 |
| Model | Optimal Hyperparameters |
|---|---|
| GB | Number of estimators: 400, Maximum depth: 4 Minimum samples leaf: 2, Minimum samples split: 4 Learning rate: 0.01, Loss function: absolute error |
| ANN | Hidden layer sizes: (100, 50), Activation function: relu Solver: adam, Maximum number of iterations: 200 Learning rate: 0.001, Batch size: 6 |
| GP | Kernel: RBF + WhiteKernel, Alpha: 0.01 Number of restarts optimizer: 3 |
| RF | Number of estimators: 500, Maximum depth: 30 Minimum samples leaf: 2, Minimum samples split: 2 |
| SVM | Kernel: linear, C: 0.01 Gamma: 0.001, Epsilon: 0.001 |
| ML Model | MAE | MAPE | RMSE |
|---|---|---|---|
| ANN | 84.20 | 10.58% | 98.91 |
| GB | 99.13 | 12.29% | 121.38 |
| RF | 114.78 | 17.26% | 118.94 |
| GP | 97.68 | 12.66% | 110.74 |
| SVM | 104.40 | 14.87% | 108.35 |
| ML Model | Category | MAE | MAPE | RMSE |
|---|---|---|---|---|
| ANN | Strategy 1 | 138.56 | 17.66% | 160.75 |
| Strategy 2 | 106.14 | 14.24% | 116.06 | |
| Strategy 3 | 129.21 | 15.83% | 156.35 | |
| Strategy 4 | 84.20 | 10.58% | 98.91 |
| ML Model | MAE | MAPE | RMSE |
|---|---|---|---|
| ANN | 12.34 | 1.34% | 13.60 |
| GB | 14.90 | 1.60% | 15.32 |
| RF | 17.54 | 1.88% | 19.05 |
| GP | 18.27 | 2.00% | 21.77 |
| SVM | 15.57 | 1.72% | 23.93 |
| ML Model | Category | MAE | MAPE | RMSE |
|---|---|---|---|---|
| ANN | Strategy 1 | 14.87 | 1.62% | 17.34 |
| Strategy 2 | 12.93 | 1.38% | 13.47 | |
| Strategy 3 | 18.70 | 2.02% | 19.23 | |
| Strategy 4 | 12.34 | 1.34% | 13.35 |
| ML Model | MAE | MAPE | RMSE |
|---|---|---|---|
| ANN | 0.0208 | 6.99% | 0.0234 |
| GB | 0.0104 | 3.55% | 0.0119 |
| RF | 0.0139 | 4.72% | 0.0162 |
| GP | 0.0170 | 5.82% | 0.0173 |
| SVM | 0.0182 | 6.28% | 0.0204 |
| ML Model | Category | MAE | MAPE | RMSE |
|---|---|---|---|---|
| ANN | Strategy 1 | 0.0189 | 6.53% | 0.0213 |
| Strategy 2 | 0.0106 | 3.63% | 0.0127 | |
| Strategy 3 | 0.0240 | 8.37% | 0.0270 | |
| Strategy 4 | 0.0104 | 3.55% | 0.0119 |
| No. | P | S | F | R | Probability |
|---|---|---|---|---|---|
| 1 | 900 | 75 | 0.19 | 1 | 66.6% |
| 2 | 900 | 50 | 0.17 | 1 | 11.5% |
| 3 | 925 | 100 | 0.20 | 1 | 10.3% |
| 4 | 875 | 150 | 0.11 | 1 | 5.7% |
| 5 | 925 | 75 | 0.1 | 2 | 4.6% |
| 6 | 950 | 100 | 0.12 | 3 | 1.1% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Yang, T.; Chen, S.; Jiang, Q.; Li, Y.; Chen, X.; Xu, Z. Multi-Objective Process Parameter Optimization of Ultrasonic Rolling Combining Machine Learning and Non-Dominated Sorting Genetic Algorithm-II. Materials 2024, 17, 2723. https://doi.org/10.3390/ma17112723
Chen J, Yang T, Chen S, Jiang Q, Li Y, Chen X, Xu Z. Multi-Objective Process Parameter Optimization of Ultrasonic Rolling Combining Machine Learning and Non-Dominated Sorting Genetic Algorithm-II. Materials. 2024; 17(11):2723. https://doi.org/10.3390/ma17112723
Chicago/Turabian StyleChen, Junying, Tao Yang, Shiqi Chen, Qingshan Jiang, Yi Li, Xiuyu Chen, and Zhilong Xu. 2024. "Multi-Objective Process Parameter Optimization of Ultrasonic Rolling Combining Machine Learning and Non-Dominated Sorting Genetic Algorithm-II" Materials 17, no. 11: 2723. https://doi.org/10.3390/ma17112723
APA StyleChen, J., Yang, T., Chen, S., Jiang, Q., Li, Y., Chen, X., & Xu, Z. (2024). Multi-Objective Process Parameter Optimization of Ultrasonic Rolling Combining Machine Learning and Non-Dominated Sorting Genetic Algorithm-II. Materials, 17(11), 2723. https://doi.org/10.3390/ma17112723