
Thermal, Microstructural, and Mechanical Analysis of Complex Lattice Structures Produced by Direct Energy Deposition


Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Thermal Analysis
3.2. Microstructural Characterisation
3.3. Mechanical Characterisation
4. Conclusions
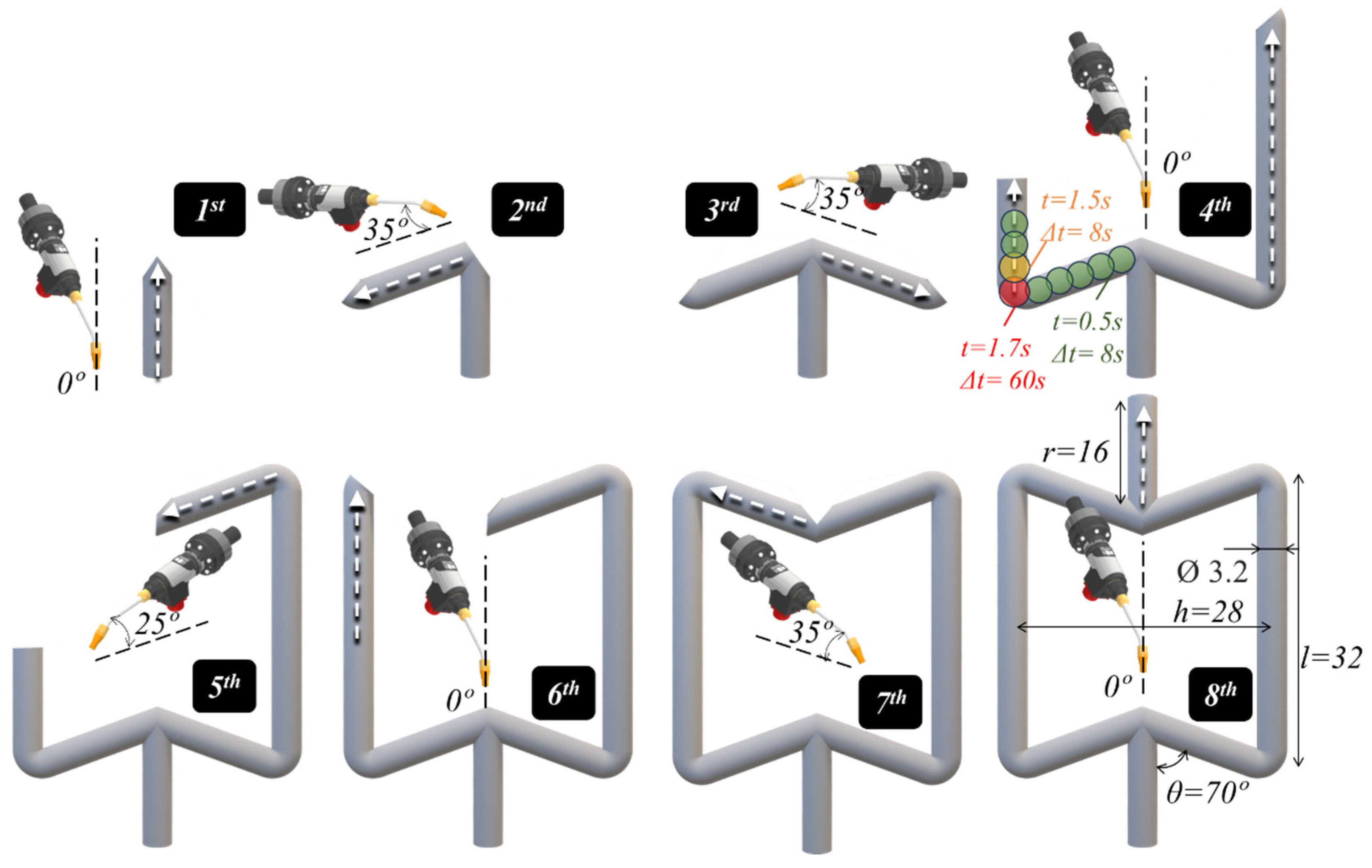
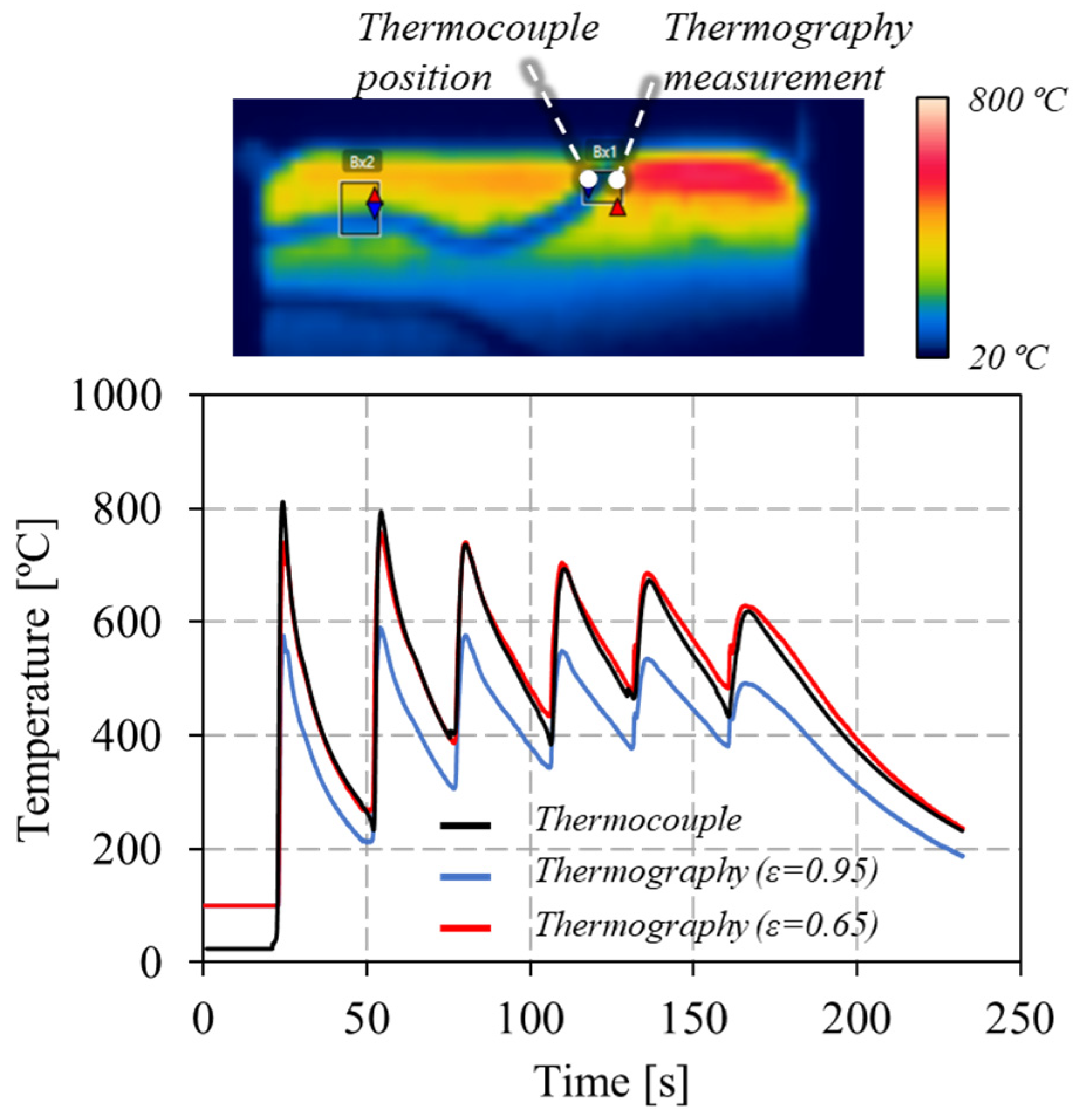
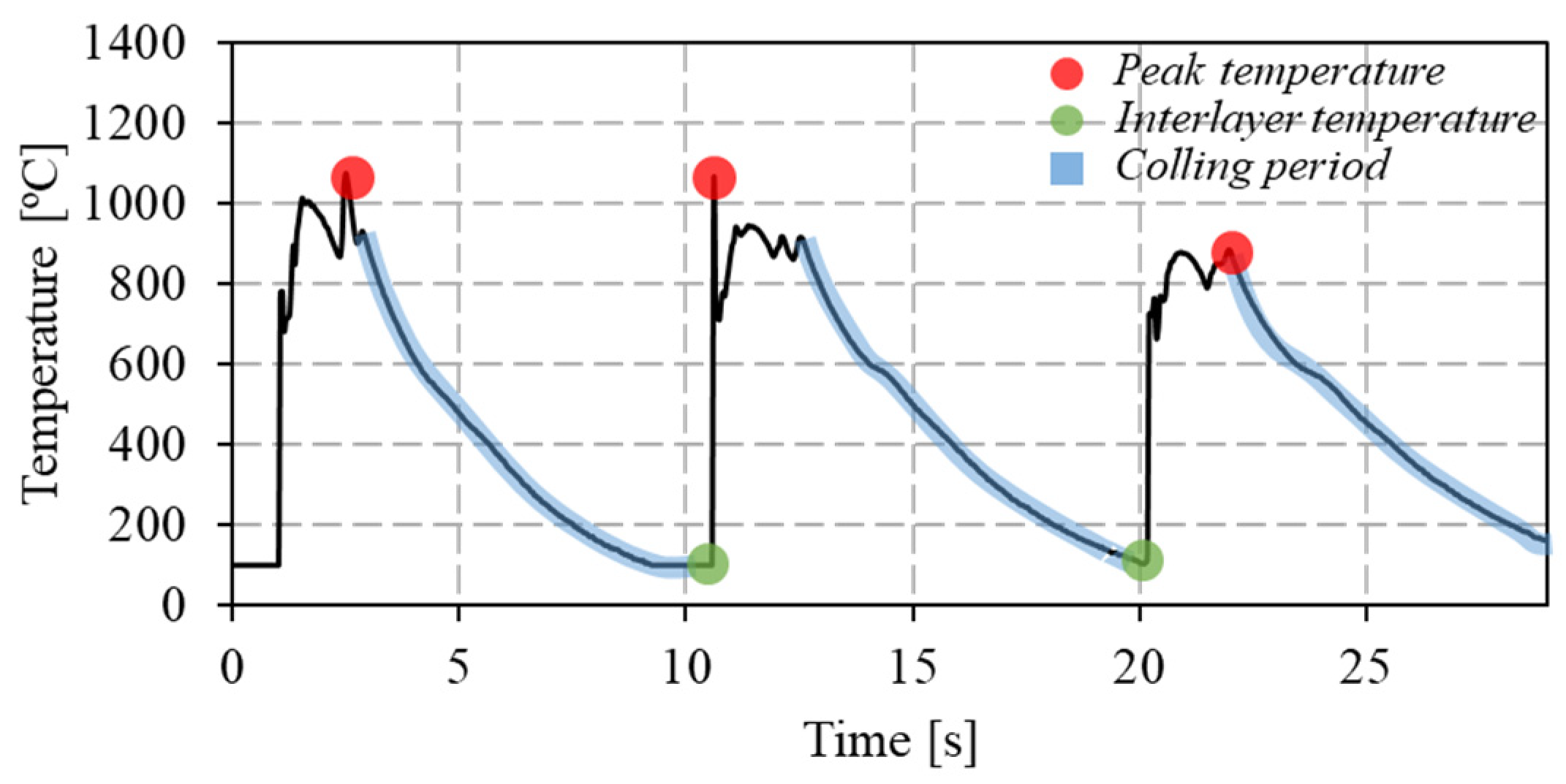
- For each strut, lower temperatures were registered during the initial material deposition due to rapid heat dissipation through the substrate or the previously deposited material. Steady-state conditions in temperature and cooling rates were achieved after the deposition of eighteen material dots. Additionally, the temperature distribution within the auxetic cell was uniform, except for the transition zones between vertical and inclined struts, emphasizing the influence of the deposition time and strategy on the thermal distribution.
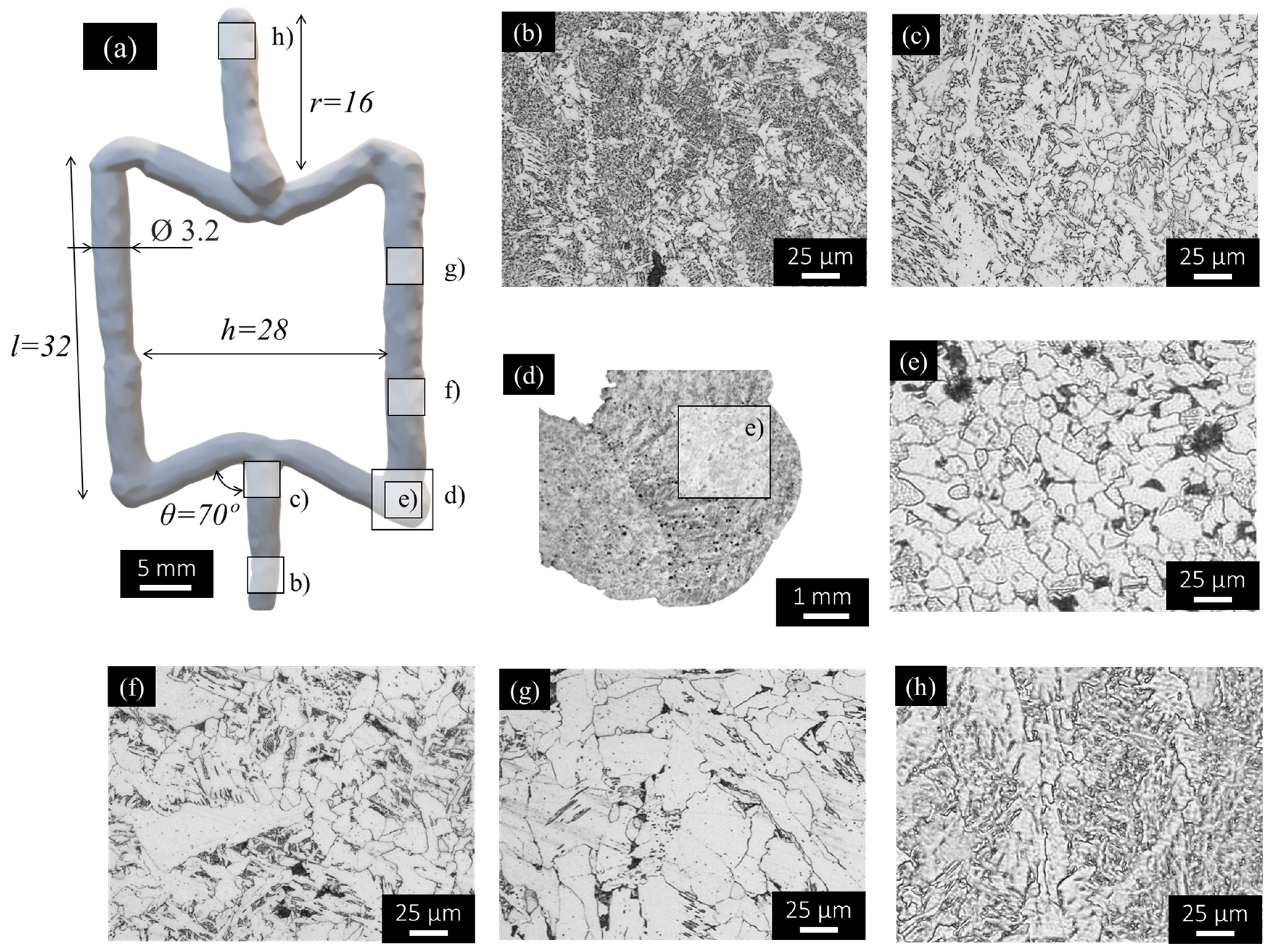
- The microstructural analysis enabled the observation of structures with varying grain morphology and size along the build direction. The severe cooling rates at the cell transitions zones lead to a refined microstructure with a mixture of acicular ferrite, allotriomorphic ferrite, and bainite grains, while the regions with slower cooling resulted in coarser grains of polygonal ferrite and intergranular lamellar pearlite.
- Hardness measurements indicate a gradient in hardness values from the base to the top of the cell, with higher values at the beginning of deposition sequences. However, despite the heterogeneity in local mechanical properties and the presence of minor defects, such as porosities and geometrical irregularities, the cell displayed an auxetic behaviour when loaded in tension, withstanding significant deformation before failure.
- Based on the current findings, optimising the WAAM process by implementing a controlled deposition approach, utilising a constant interlayer temperature rather than a constant dwelling time is recommended. This adjustment aims to achieve lattice structures with a more homogeneous microstructure and mechanical properties. Furthermore, for the initial spot welds, pre-heating the previously deposited material is advised to mitigate the formation of brittle phases and defects like pores. By integrating these recommendations into the fabrication process, it is anticipated that the resulting lattice structures will exhibit an improved structural performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, X.T.; Wang, B.; Li, X.W.; Ma, L. Mechanical Properties of 3D Re-Entrant Auxetic Cellular Structures. Int. J. Mech. Sci. 2017, 131–132, 396–407. [Google Scholar] [CrossRef]
- Novak, N.; Starčevič, L.; Vesenjak, M.; Ren, Z. Blast Response Study of the Sandwich Composite Panels with 3D Chiral Auxetic Core. Compos. Struct. 2019, 210, 167–178. [Google Scholar] [CrossRef]
- Tyagi, S.A.; M, M. Additive Manufacturing of Titanium-Based Lattice Structures for Medical Applications—A Review. Bioprinting 2023, 30, e00267. [Google Scholar] [CrossRef]
- Zheng, B.; Yu, S.; Tang, L.; Shi, Y. Directed Energy Deposition-Arc of Aluminum-Alloy Curved-Generatrix-Shell Pyramid Lattice Structure. J. Manuf. Process. 2022, 84, 587–599. [Google Scholar] [CrossRef]
- Colorado, H.A.; Cardenas, C.A.; Gutierrez-Velazquez, E.I.; Escobedo, J.P.; Monteiro, S.N. Additive Manufacturing in Armor and Military Applications: Research, Materials, Processing Technologies, Perspectives, and Challenges. J. Mater. Res. Technol. 2023, 27, 3900–3913. [Google Scholar] [CrossRef]
- Bohara, R.P.; Linforth, S.; Nguyen, T.; Ghazlan, A.; Ngo, T. Anti-Blast and -Impact Performances of Auxetic Structures: A Review of Structures, Materials, Methods, and Fabrications. Eng. Struct. 2023, 276, 115377. [Google Scholar] [CrossRef]
- Laghi, V.; Palermo, M.; Gasparini, G.; Trombetti, T. Computational Design and Manufacturing of a Half-Scaled 3D-Printed Stainless Steel Diagrid Column. Addit. Manuf. 2020, 36, 101505. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef]
- Treutler, K.; Wesling, V. The Current State of Research of Wire Arc Additive Manufacturing (Waam): A Review. Appl. Sci. 2021, 11, 8619. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM Lattice Structures: Properties, Performance, Applications and Challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Ti6Al4V Lightweight Lattice Structures Manufactured by Laser Powder Bed Fusion for Load-Bearing Applications. Opt. Laser Technol. 2018, 108, 521–528. [Google Scholar] [CrossRef]
- Radel, S.; Diourte, A.; Soulié, F.; Company, O.; Bordreuil, C. Skeleton Arc Additive Manufacturing with Closed Loop Control. Addit. Manuf. 2019, 26, 106–116. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, J.; Liu, C.; Ma, Y.; Han, Y.; Xu, T.; Lu, J.; Fang, H. Fabricating Pyramidal Lattice Structures of 304 L Stainless Steel by Wire Arc Additive Manufacturing. Materials 2020, 13, 3482. [Google Scholar] [CrossRef] [PubMed]
- Yu, Z.; Ding, D.; Pan, Z.; Li, H.; Lu, Q.; Fang, X. A Strut-Based Process Planning Method for Wire Arc Additive Manufacturing of Lattice Structures. J. Manuf. Process. 2021, 65, 283–298. [Google Scholar] [CrossRef]
- Abe, T.; Sasahara, H. Layer Geometry Control for the Fabrication of Lattice Structures by Wire and Arc Additive Manufacturing. Addit. Manuf. 2019, 28, 639–648. [Google Scholar] [CrossRef]
- Yu, Z.; Pan, Z.; Ding, D.; Polden, J.; He, F.; Yuan, L.; Li, H. A Practical Fabrication Strategy for Wire Arc Additive Manufacturing of Metallic Parts with Wire Structures. Int. J. Adv. Manuf. Technol. 2021, 115, 3197–3212. [Google Scholar] [CrossRef]
- Xu, T.; Huang, J.; Cui, Y.; Jing, C.; Lu, T.; Ma, S.; Ling, X.; Liu, C. Exploring a Novel Panel-Core Connection Method of Large Size Lattice Sandwich Structure Based on Wire Arc Additive Manufacturing. Mater. Des. 2021, 212, 110223. [Google Scholar] [CrossRef]
- Xu, H.; Liu, C.; Mao, H.; Bai, F.; Xu, T. Strengthening Nodes to Obtain High-Strength Pyramid Lattice Structure by Using Wire Arc Additive Manufacturing Method. J. Manuf. Process. 2024, 117, 125–133. [Google Scholar] [CrossRef]
- Riegger, F.; Wenzler, D.L.; Zaeh, M.F. Stud and Wire Arc Additive Manufacturing—Development of a Combined Process for the High-Productivity Additive Manufacturing of Large-Scale Lattice Structures. J. Adv. Join. Process. 2024, 9, 100189. [Google Scholar] [CrossRef]
- Li, Y.; Yu, S.; Chen, Y.; Yu, R.; Shi, Y. Wire and Arc Additive Manufacturing of Aluminum Alloy Lattice Structure. J. Manuf. Process. 2020, 50, 510–519. [Google Scholar] [CrossRef]
- Yu, Z.; Pan, Z.; Ding, D.; Rong, Z.; Li, H.; Wu, B. Strut Formation Control and Processing Time Optimization for Wire Arc Additive Manufacturing of Lattice Structures. J. Manuf. Process. 2022, 79, 962–974. [Google Scholar] [CrossRef]
- Xu, T.; Tang, S.; Liu, C.; Li, Z.; Fan, H.; Ma, S.Y. Obtaining Large-Size Pyramidal Lattice Cell Structures by Pulse Wire Arc Additive Manufacturing. Mater. Des. 2020, 187, 108401. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ziping, Y.; van Duin, S.; Li, H.; Pierson, E. Robotic Skeleton Arc Additive Manufacturing of Aluminium Alloy. Int. J. Adv. Manuf. Technol. 2021, 114, 2945–2959. [Google Scholar] [CrossRef]
- Sabari, S.; Andrade, D.G.; Leitão, C.; Simões, F.; Rodrigues, D.M. Influence of the Strain Hardening Behaviour on the Tensile and Compressive Response of Aluminium Auxetic Structures. Compos. Struct. 2023, 305, 116472. [Google Scholar] [CrossRef]
- Tankova, T.; Andrade, D.; Branco, R.; Zhu, C.; Rodrigues, D.; Simões da Silva, L. Characterization of Robotized CMT-WAAM Carbon Steel. J. Constr. Steel Res. 2022, 199, 107624. [Google Scholar] [CrossRef]
- Andrade, D.G.; Tankova, T.; Zhu, C.; Branco, R.; Simões da, L.; Rodrigues, D.M. Mechanical Properties of 3D Printed CMT-WAAM 316 LSi Stainless Steel Walls. J. Constr. Steel Res. 2024, 215, 108527. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Current [A] | 120 |
| Voltage [V] | 13 |
| Wire feed rate [m/min] | 0.9 |
| Stick-out [mm] | 15 |
| Feedstock material | ER70S-6 |
| Wire diameter [mm] | 1 |
| Shielding gas | 98% Ar + 2% CO2 |
| Flow rate [L/min] | 14 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andrade, D.G.; Zhu, C.; Miranda, H.C.; Rodrigues, D.M. Thermal, Microstructural, and Mechanical Analysis of Complex Lattice Structures Produced by Direct Energy Deposition. Materials 2024, 17, 2813. https://doi.org/10.3390/ma17122813
Andrade DG, Zhu C, Miranda HC, Rodrigues DM. Thermal, Microstructural, and Mechanical Analysis of Complex Lattice Structures Produced by Direct Energy Deposition. Materials. 2024; 17(12):2813. https://doi.org/10.3390/ma17122813
Chicago/Turabian StyleAndrade, David G., Carlos Zhu, Hélio C. Miranda, and Dulce M. Rodrigues. 2024. "Thermal, Microstructural, and Mechanical Analysis of Complex Lattice Structures Produced by Direct Energy Deposition" Materials 17, no. 12: 2813. https://doi.org/10.3390/ma17122813