

Bending Strength of Continuous Fiber-Reinforced (CFR) Polyamide-Based Composite Additively Manufactured through Material Extrusion


 , , ,
, , ,  and
and
Abstract
1. Introduction
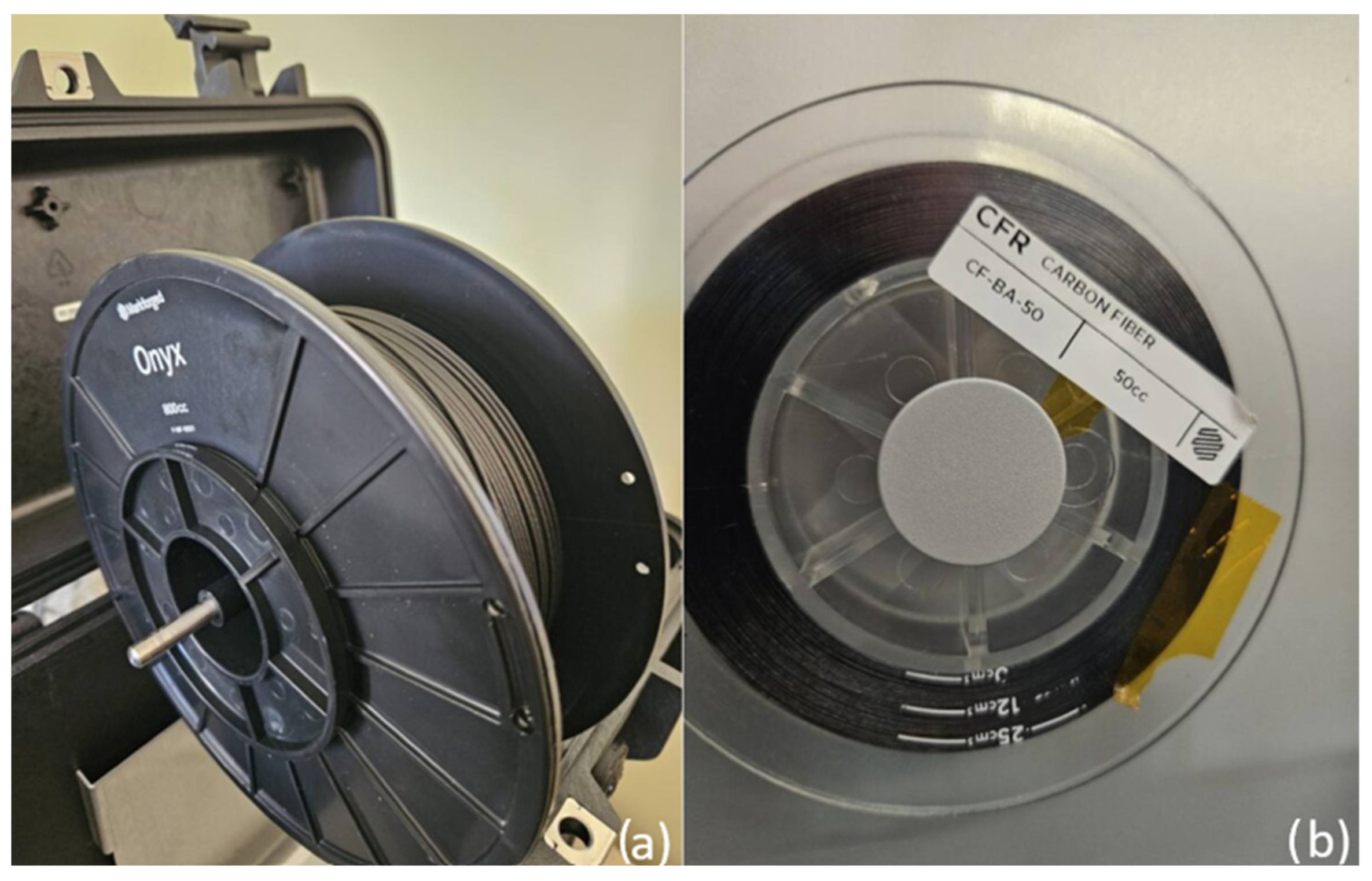
2. Materials and Methods
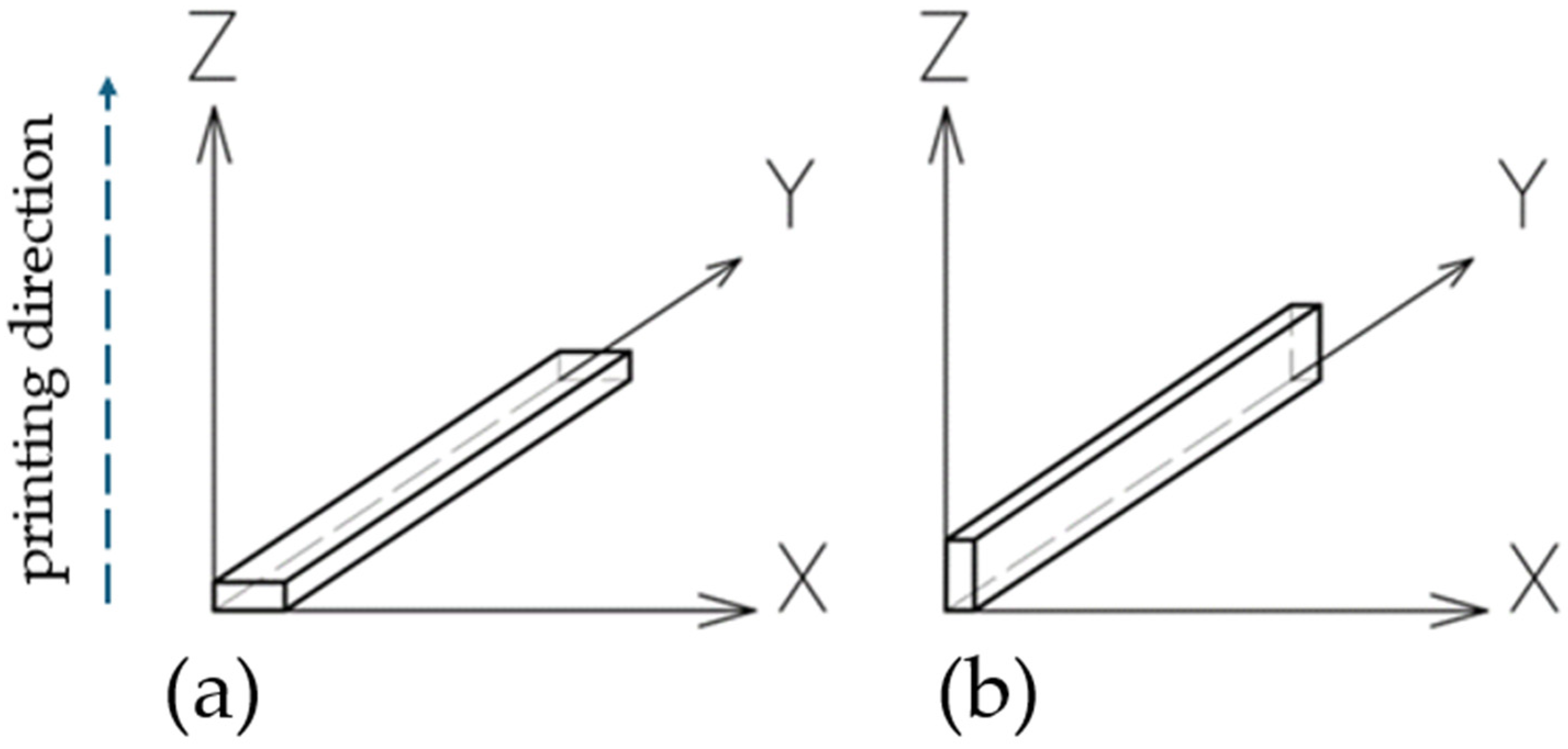
- Five samples oriented along their larger side (along the “X” axis) without reinforcement (Figure 4a);
- Five samples oriented along their larger side (along the “X” axis) with reinforcement (Figure 4a);
- Five samples oriented along their smaller side (along the “Z” axis) without reinforcement (Figure 4b);
- Five samples oriented along their smaller side (along the “Z” axis) with reinforcement (Figure 4b).
3. Results and Discussion
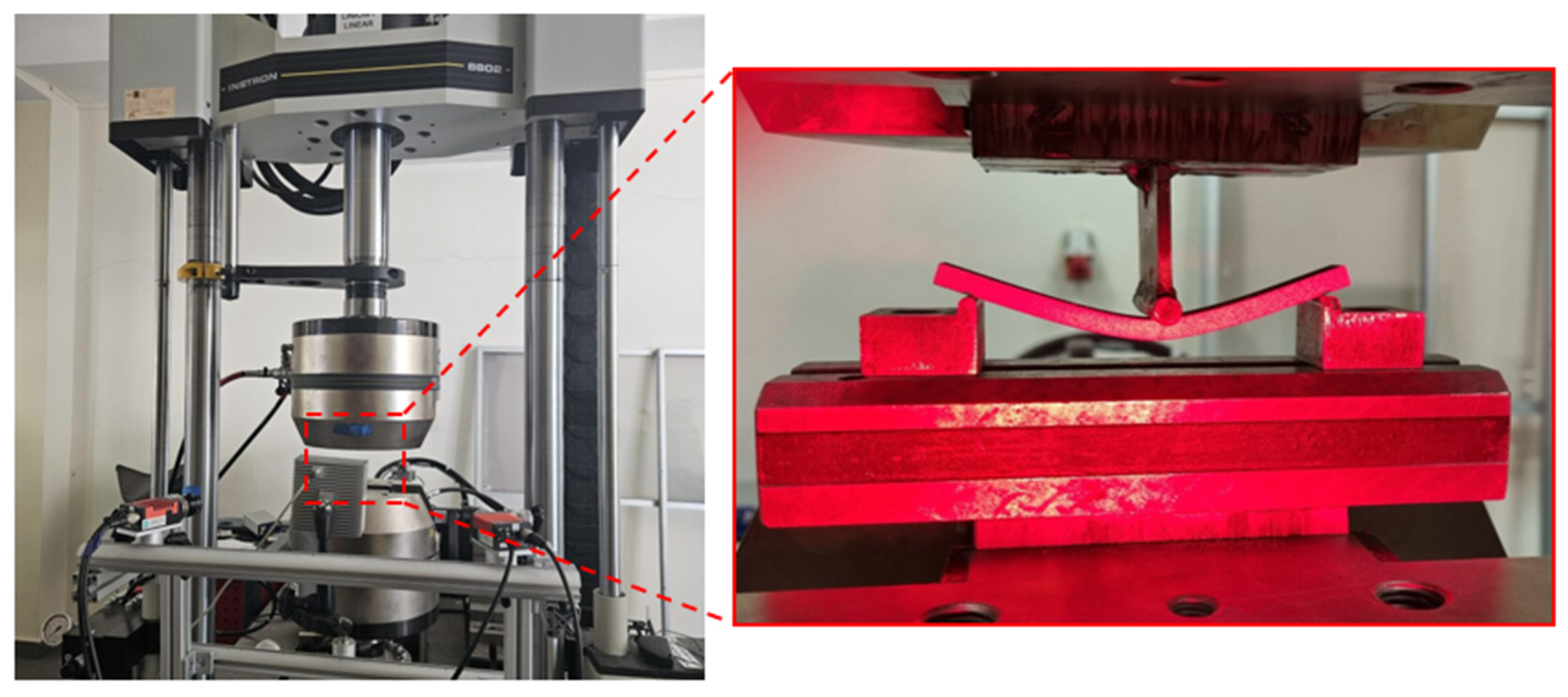
3.1. Flexural Properties—Bending Test
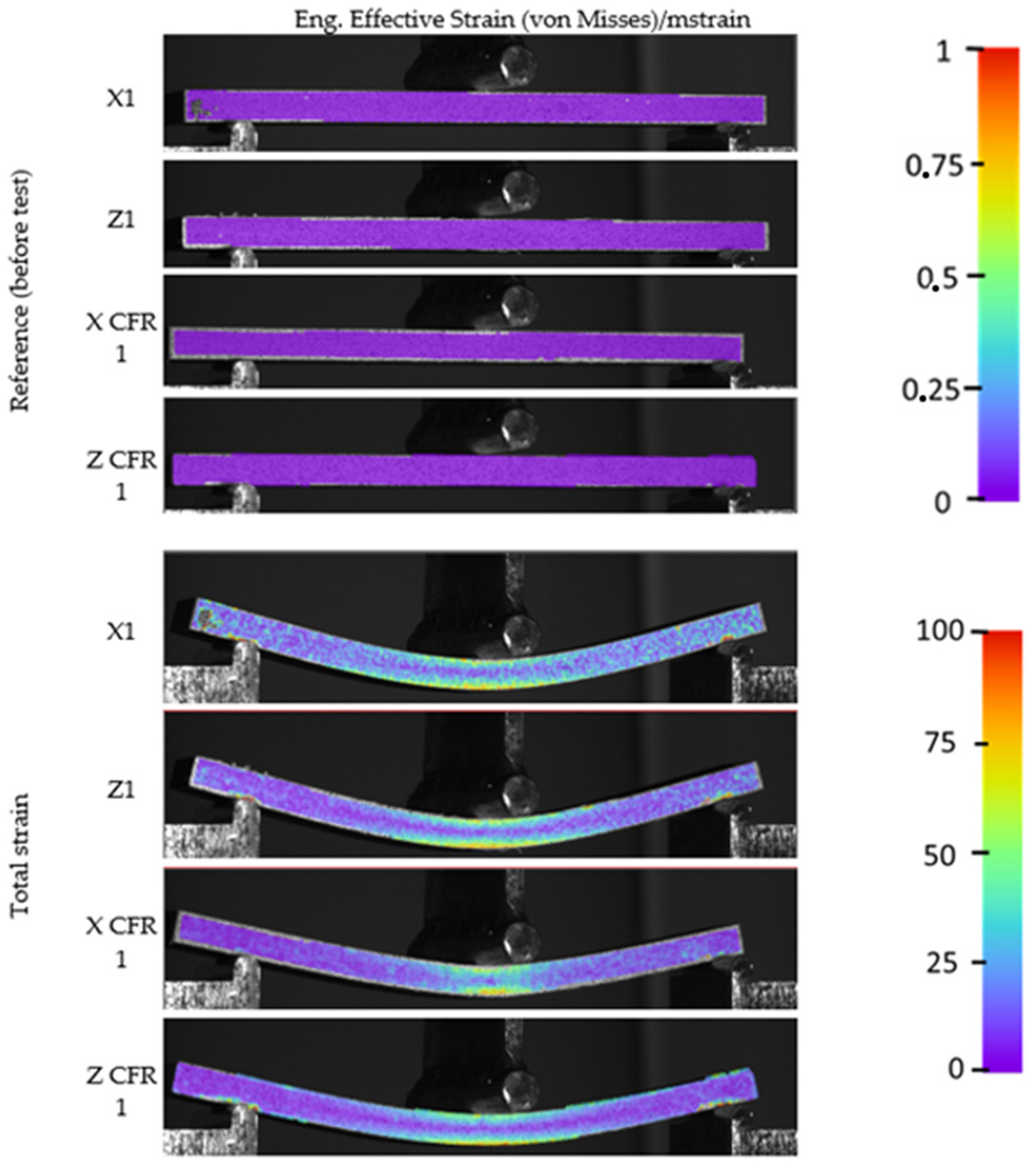
3.2. Digital Image Correlation
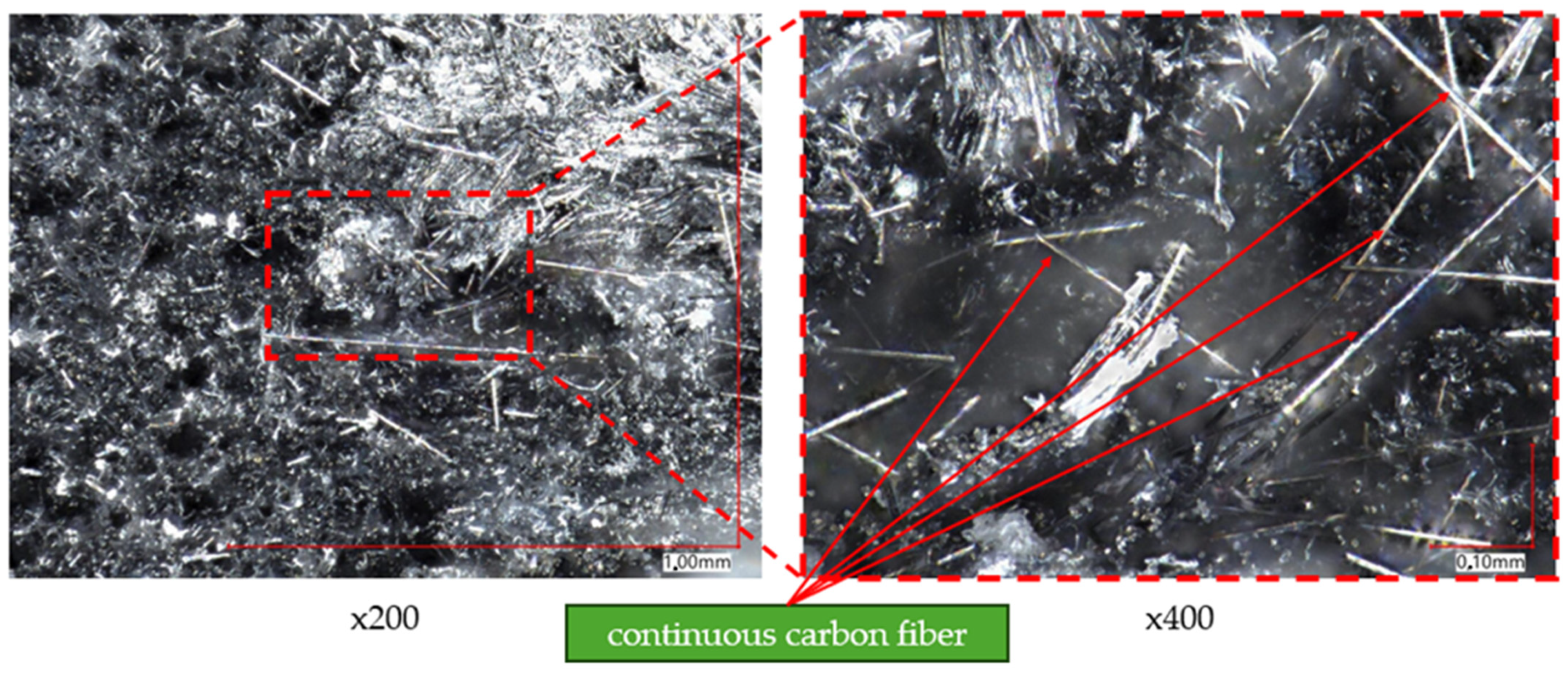
3.3. Fracture Analysis
4. Conclusions
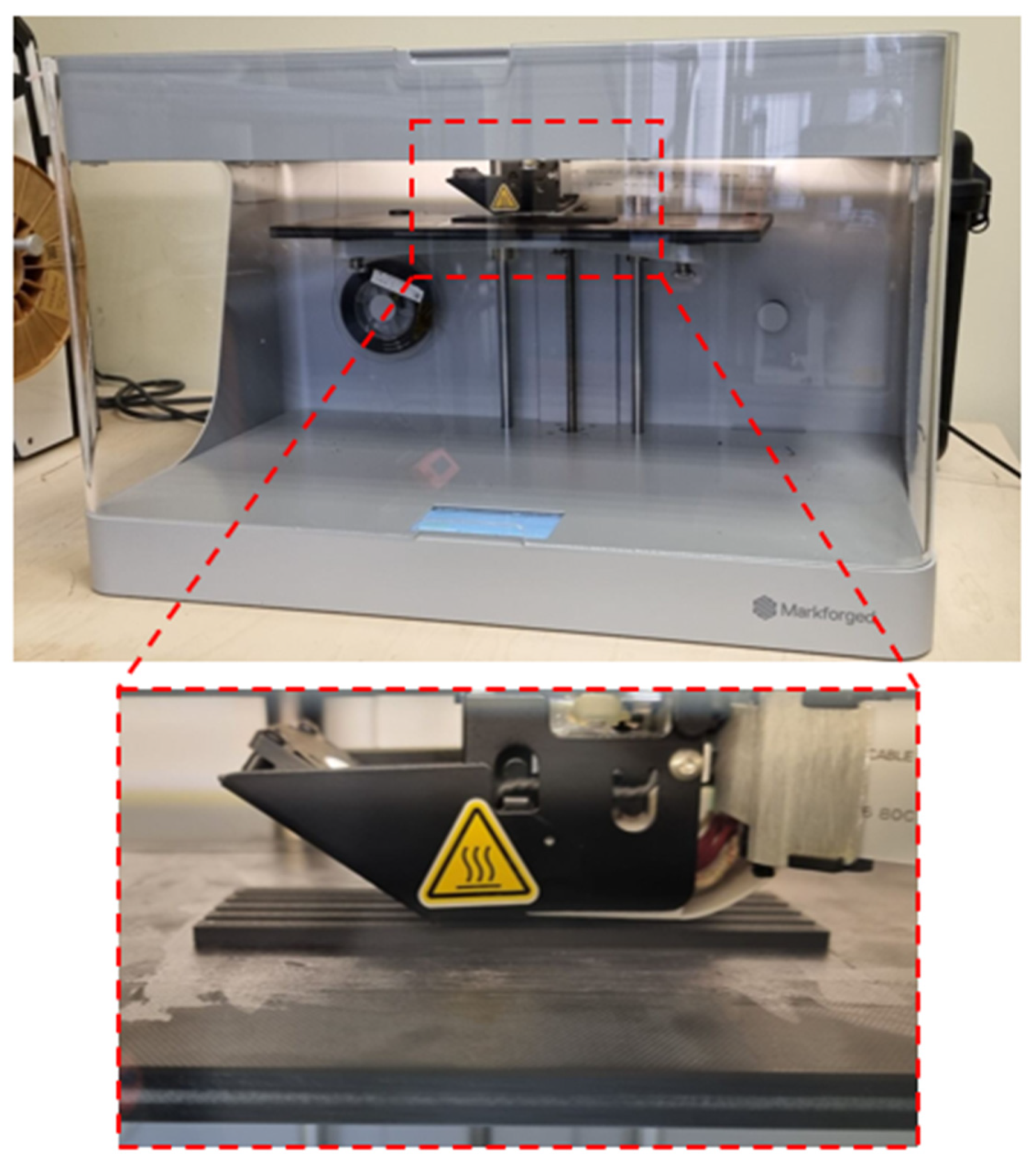
- Utilizing the Markforged Mark Two device allowed for the production of specimens reinforced with continuous carbon fiber.
- Static bending tests revealed that reinforcement with continuous carbon fiber results in increased material strength. However, the direction of printing and application of subsequent material layers play a significant role. In the case of printing along the X-axis, reinforcement led to a significant increase in bending strength from 77.34 MPa to 147.03 MPa, achieving the highest value among all tested configurations. For prints along the Z-axis, the bending strength increased from 128.10 MPa to 143.38 MPa. Conducting five tests allowed us to obtain repeatable results.
- The use of DIC allowed for the identification of areas in the specimens that experienced the greatest deformation during bending tests.
- A microscopic analysis of fractures allowed for the identification of components in the material structure, both in the Onyx composite and continuous carbon fiber.
- Continuous carbon fiber (CCF) remains a composite material very similar to the Onyx composite. Both materials essentially consist of chopped carbon fiber particles embedded in polyamide (nylon). The difference lies in the content of chopped fiber in both materials. In the case of CCF, it is several times higher than in Onyx material, resulting in a significant increase in the strength and stiffness of specimens containing continuous carbon fiber reinforcement.
- The MEX-CFR (material extrusion with Carbon Fiber Reinforcement) technique has its specific advantages and disadvantages, both in terms of the process and the resulting composite of carbon fiber-reinforced polyamide. Compared to the simple MEX technique, it offers significant benefits such as increased mechanical strength, high stiffness, and a lower coefficient of thermal expansion. However, the drawbacks of this technique include higher material costs, process complexity, and shorter tool lifespan (e.g., extrusion nozzles) due to the abrasive properties of carbon fibers.
- The application of carbon fiber reinforcement in polyamide-based composites not only enhances flexural strength and stiffness but also significantly affects many other material properties. The fiber improves fatigue strength, wear resistance, and chemical resistance and reduces weight, enhances damping properties, and maintains high surface aesthetics.
- The results of the MEX-CFR research have potential applications in high-performance industries such as aerospace, automotive, and sports equipment, where enhanced mechanical properties and reduced weight are crucial. These findings can also be applied in the development of durable and lightweight consumer products. Future research should focus on optimizing the processing techniques to further improve the material’s performance and reduce manufacturing costs. Additionally, investigating the long-term environmental impact and recyclability of MEX-CFR composites will be essential for sustainable development.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sarzyński, B.; Śnieżek, L.; Grzelak, K. Metal Additive Manufacturing (MAM) Applications in Production of Vehicle Parts and Components—A Review. Metals 2024, 14, 195. [Google Scholar] [CrossRef]
- Kluczyński, J.; Jasik, K.; Łuszczek, J.; Sarzyński, B.; Grzelak, K.; Dražan, T.; Joska, Z.; Szachogłuchowicz, I.; Płatek, P.; Małek, M. A Comparative Investigation of Properties of Metallic Parts Additively Manufactured through MEX and PBF-LB/M Technologies. Materials 2023, 16, 5200. [Google Scholar] [CrossRef]
- Sarzyński, B.; Kluczyński, J.; Łuszczek, J.; Grzelak, K.; Szachogłuchowicz, I.; Torzewski, J.; Śnieżek, L. Process Parameter Investigation and Torsional Strength Analysis of the Additively Manufactured 3D Structures Made of 20MnCr5 Steel. Materials 2023, 16, 1877. [Google Scholar] [CrossRef] [PubMed]
- Careri, F.; Khan, R.H.U.; Todd, C.; Attallah, M.M. Additive manufacturing of heat exchangers in aerospace applications: A review. Appl. Therm. Eng. 2023, 235, 121387. [Google Scholar] [CrossRef]
- Kanishka, K.; Acherjee, B. A systematic review of additive manufacturing-based remanufacturing techniques for component repair and restoration. J. Manuf. Process. 2023, 89, 220–283. [Google Scholar] [CrossRef]
- Ramírez, I.S.; Márquez, F.P.G.; Papaelias, M. Review on additive manufacturing and non-destructive testing. J. Manuf. Syst. 2023, 66, 260–286. [Google Scholar] [CrossRef]
- Sawczuk, P.; Kluczyński, J.; Sarzyński, B.; Szachogłuchowicz, I.; Jasik, K.; Łuszczek, J.; Grzelak, K.; Płatek, P.; Torzewski, J.; Małek, M. Regeneration of the Damaged Parts with the Use of Metal Additive Manufacturing—Case Study. Materials 2023, 16, 3772. [Google Scholar] [CrossRef] [PubMed]
- Nazir, A.; Gokcekaya, O.; Billah, K.M.M.; Ertugrul, O.; Jiang, J.; Sun, J.; Hussain, S. Multi-material additive manufacturing: A systematic review of design, properties, applications, challenges, and 3D printing of materials and cellular metamaterials. Mater. Des. 2023, 226, 111661. [Google Scholar] [CrossRef]
- Grzejda, R. Study of the distribution of bolt forces in a multi-bolted system under operational normal loads. AIP Conf. Proc. 2019, 2078, 020011. [Google Scholar] [CrossRef]
- Grzejda, R. Impact of nonlinearity of the contact layer between elements joined in a preloaded bolted flange joint on operational forces in the bolts. Mech. Mech. Eng. 2017, 21, 541–548. [Google Scholar]
- Grzejda, R. Modelling nonlinear preloaded multi-bolted systems on the operational state. Eng. Trans. 2016, 64, 525–531. [Google Scholar] [CrossRef]
- Uyen, T.M.T.; Minh, P.S.; Nguyen, V.-T.; Do, T.T.; Nguyen, V.T.; Le, M.-T.; Nguyen, V.T.T. Trajectory Strategy Effects on the Material Characteristics in the WAAM Technique. Micromachines 2023, 14, 827. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, V.-T.; Minh, P.S.; Uyen, T.M.T.; Do, T.T.; Ngoc, H.V.T.; Le, M.-T.; Nguyen, V.T.T. WAAM Technique: Process Parameters Affecting the Mechanical Properties and Microstructures of Low-Carbon Steel. Metals 2023, 13, 873. [Google Scholar] [CrossRef]
- Sarabia-Vallejos, M.A.; Rodríguez-Umanzor, F.E.; González-Henríquez, C.M.; Rodríguez-Hernández, J. Innovation in Additive Manufacturing Using Polymers: A Survey on the Technological and Material Developments. Polymers 2022, 14, 1351. [Google Scholar] [CrossRef] [PubMed]
- Ikram, H.; Al Rashid, A.; Koç, M. Additive manufacturing of smart polymeric composites: Literature review and future perspectives. Polym. Compos. 2022, 43, 6355–6380. [Google Scholar] [CrossRef]
- Alghamdi, S.S.; John, S.; Choudhury, N.R.; Dutta, N.K. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 753. [Google Scholar] [CrossRef] [PubMed]
- García-Collado, A.; Blanco, J.M.; Gupta, M.K.; Dorado-Vicente, R. Advances in polymers based Multi-Material Additive-Manufacturing Techniques: State-of-art review on properties and applications. Addit. Manuf. 2022, 50, 102577. [Google Scholar] [CrossRef]
- Salifu, S.; Desai, D.; Ogunbiyi, O.; Mwale, K. Recent development in the additive manufacturing of polymer-based composites for automotive structures—A review. Int. J. Adv. Manuf. Technol. 2022, 119, 6877–6891. [Google Scholar] [CrossRef]
- Chyr, G.; DeSimone, J.M. Review of high-performance sustainable polymers in additive manufacturing. Green Chem. 2022, 25, 453–466. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Luan, C.; Wang, Z.; Yao, X.; Fu, J. Additive Manufacturing of Polyamide 66: Effect of Process Parameters on Crystallinity and Mechanical Properties. J. Mater. Eng. Perform. 2022, 31, 191–200. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, L.; Zhou, L.; Li, Y. Microstructure and mechanical properties of reinforced polyamide 12 composites prepared by laser additive manufacturing. Rapid Prototyp. J. 2019, 25, 1127–1134. [Google Scholar] [CrossRef]
- Kikuchi, B.C.; Bussamra, F.L.D.S.; Donadon, M.V.; Ferreira, R.T.L.; Sales, R.D.C.M. Moisture effect on the mechanical properties of additively manufactured continuous carbon fiber-reinforced Nylon-based thermoplastic. Polym. Compos. 2020, 41, 5227–5245. [Google Scholar] [CrossRef]
- Abas, M.; Al Awadh, M.; Habib, T.; Noor, S. Analyzing Surface Roughness Variations in Material Extrusion Additive Manufacturing of Nylon Carbon Fiber Composites. Polymers 2023, 15, 3633. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Purssell, C.; Mao, K.; Leigh, S. A physical investigation of wear and thermal characteristics of 3D printed nylon spur gears. Tribol. Int. 2020, 141, 105953. [Google Scholar] [CrossRef]
- IBuj-Corral; Zayas-Figueras, E.E. Comparative study about dimensional accuracy and form errors of FFF printed spur gears using PLA and Nylon. Polym. Test. 2023, 117, 107862. [Google Scholar] [CrossRef]
- Rosso, S.; Meneghello, R.; Biasetto, L.; Grigolato, L.; Concheri, G.; Savio, G. In-depth comparison of polyamide 12 parts manufactured by Multi Jet Fusion and Selective Laser Sintering. Addit. Manuf. 2020, 36, 101713. [Google Scholar] [CrossRef]
- Šafka, J.; Ackermann, M.; Véle, F.; Macháček, J.; Henyš, P. Mechanical properties of polypropylene: Additive manufacturing by multi jet fusion technology. Materials 2021, 14, 2165. [Google Scholar] [CrossRef] [PubMed]
- Amithesh, S.R.; Shanmugasundaram, B.; Kamath, S.; Adhithyan, S.S.; Murugan, R. Analysis of dimensional quality in FDM printed Nylon 6 parts. Prog. Addit. Manuf. 2023. [Google Scholar] [CrossRef]
- Kechagias, J.; Chaidas, D.; Vidakis, N.; Salonitis, K.; Vaxevanidis, N.M. Key parameters controlling surface quality and dimensional accuracy: A critical review of FFF process. Mater. Manuf. Process. 2022, 37, 963–984. [Google Scholar] [CrossRef]
- Pal, A.K.; Mohanty, A.K.; Misra, M. Additive manufacturing technology of polymeric materials for customized products: Recent developments and future prospective. RSC Adv. 2021, 11, 36398–36438. [Google Scholar] [CrossRef]
- Mendricky, R.; Fris, D. Analysis of the accuracy and the surface roughness of fdm/fff technology and optimisation of process parameters. Teh. Vjesn. 2020, 27, 1166–1173. [Google Scholar] [CrossRef]
- Atakok, G.; Kam, M.; Koc, H.B. Tensile, three-point bending and impact strength of 3D printed parts using PLA and recycled PLA filaments: A statistical investigation. J. Mater. Res. Technol. 2022, 18, 1542–1554. [Google Scholar] [CrossRef]
- Birosz, M.T.; Ledenyák, D.; Andó, M. Effect of FDM infill patterns on mechanical properties. Polym. Test. 2022, 113, 107654. [Google Scholar] [CrossRef]
- Mazurkiewicz, M.; Kluczyński, J.; Jasik, K.; Sarzyński, B.; Szachogłuchowicz, I.; Łuszczek, J.; Torzewski, J.; Śnieżek, L.; Grzelak, K.; Małek, M. Bending Strength of Polyamide-Based Composites Obtained during the Fused Filament Fabrication (FFF) Process. Materials 2022, 15, 5079. [Google Scholar] [CrossRef] [PubMed]
- Nath, S.D.; Nilufar, S. An overview of additive manufacturing of polymers and associated composites. Polymers 2020, 12, 2719. [Google Scholar] [CrossRef] [PubMed]
- Werken, N.V.D.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Hu, Y.; Lin, Y.; Yang, L.; Wu, S.; Tang, D.; Yan, C. Additive Manufacturing of Carbon Fiber-reinforced Composites: A Review. Appl. Compos. Mater. 2024, 31, 353–398. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Zhuang, Y.; Wang, X.; Feng, Z.; Liu, Q. Effect of printing design and forming thermal environment on pseudo-ductile behavior of continuous carbon/glass fibers reinforced nylon composites. Compos. Struct. 2023, 322, 117362. [Google Scholar] [CrossRef]
- Alarifi, I.M. A performance evaluation study of 3d printed nylon/glass fiber and nylon/carbon fiber composite materials. J. Mater. Res. Technol. 2022, 21, 884–892. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Zhuang, Y.; Wang, X.; Li, L.; Liu, J. Hybrid layout and additive manufacturing of continuous carbon/glass fibers reinforced composites, and its effect on mechanical properties. Compos. Struct. 2023, 319, 117133. [Google Scholar] [CrossRef]
- Hadi, A.; Kadauw, A.; Zeidler, H. The effect of printing temperature and moisture on tensile properties of 3D printed glass fiber reinforced nylon 6. Mater. Today Proc. 2023, 91, 48–55. [Google Scholar] [CrossRef]
- León-Becerra, J.; Hidalgo-Salazar, M.Á.; Correa-Aguirre, J.P.; González-Estrada, O.A.; Pertuz, A.D. Additive manufacturing of short carbon filled fiber nylon: Effect of build orientation on surface roughness and viscoelastic behavior. Int. J. Adv. Manuf. Technol. 2024, 130, 425–435. [Google Scholar] [CrossRef]
- Adil, S.; Lazoglu, I. A review on additive manufacturing of carbon fiber-reinforced polymers: Current methods, materials, mechanical properties, applications and challenges. J. Appl. Polym. Sci. 2023, 140, e53476. [Google Scholar] [CrossRef]
- O’Connor, H.J.; Dowling, D.P. Low-pressure additive manufacturing of continuous fiber-reinforced polymer composites. Polym. Compos. 2019, 40, 4329–4339. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, L.; Zhou, K. Improvement in the mechanical performance of Multi Jet Fusion–printed aramid fiber/polyamide 12 composites by fiber surface modification. Addit. Manuf. 2022, 51, 102576. [Google Scholar] [CrossRef]
- Zang, C.G.; Zhu, X.D.; Jiao, Q.J. Enhanced mechanical and electrical properties of nylon-6 composite by using carbon fiber/graphene multiscale structure as additive. J. Appl. Polym. Sci. 2015, 132, 41968. [Google Scholar] [CrossRef]
- Heiser, J.A.; King, J.A.; Konell, J.P.; Miskioglu, I.; Sutter, L.L. Tensile and impact properties of carbon filled Nylon-6,6 based resins. J. Appl. Polym. Sci. 2004, 91, 2881–2893. [Google Scholar] [CrossRef]
- Heitkamp, T.; Hilbig, K.; Kuschmitz, S.; Girnth, S.; Waldt, N.; Klawitter, G.; Vietor, T. Design Principles and Restrictions for Continuous Fiber-Reinforced Additive Manufacturing. J. Mech. Des. 2024, 146, 062002-1. [Google Scholar] [CrossRef]
- ISO 178:2019; Plastics—Determination of Flexural Properties. ISO: Geneva, Switzerland, 2019.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Nylon | Onyx | Carbon Fiber |
|---|---|---|---|
| Density (g/cm3) | 1.1 | 1.2 | 1.4 |
| Tensile strength (MPa) | 36 | 37 | 800 |
| Tensile strain at break (%) | 150 | 25 | 1.5 |
| Tensile modulus (GPa) | 1.7 | 2.4 | 60 |
| Parameter | Value |
|---|---|
| Sample infill | 100% |
| Bed heating | (unheated bed) |
| Nozzle temperature for Onyx filament | 280 °C |
| Nozzle temperature for carbon fiber | 260 °C |
| Layer thickness | 0.125 mm |
| Number of outer perimeters | 5 |
| Sample | Flexural Strength σfM [MPa] | Flexural Strain εfB [%] | Young’s Modulus E [MPa] | |
|---|---|---|---|---|
| “X” | 1 | 71.47 | 4.46 | 2789 |
| 2 | 79.98 | 4.40 | 3639 | |
| 3 | 81.26 | 4.16 | 4022 | |
| 4 | 75.61 | 4.47 | 3362 | |
| 5 | 78.39 | 4.36 | 4113 | |
| “X CFR” | 1 | 146.30 | 2.08 | 8852 |
| 2 | 146.31 | 1.89 | 8646 | |
| 3 | 128.30 | 2.40 | 8040 | |
| 4 | 154.67 | 2.45 | 9317 | |
| 5 | 159.55 | 2.51 | 8851 | |
| “Z” | 1 | 133.59 | 4.36 | 6868 |
| 2 | 128.33 | 4.33 | 5095 | |
| 3 | 131.52 | 4.39 | 6372 | |
| 4 | 132.53 | 4.27 | 6933 | |
| 5 | 114.50 | 4.27 | 5733 | |
| “Z CFR” | 1 | 146.58 | 3.85 | 6998 |
| 2 | 148.73 | 4.04 | 6989 | |
| 3 | 136.14 | 4.20 | 6155 | |
| 4 | 143.77 | 4.02 | 6766 | |
| 5 | 141.65 | 3.64 | 6815 | |
| Samples | Average of Flexural Strength σfM [MPa] | Standard Deviation Δ σfM [MPa] | Average of Flexural Strain εfB [%] | Standard Deviation ΔεfB [%] | Young’s Modulus E [GPa] | Standard Deviation ΔE [GPa] |
|---|---|---|---|---|---|---|
| “X” | 77.34 | 3.49 | 4.38 | 0.11 | 3.56 | 0.48 |
| “X” CFR | 147.03 | 10.64 | 2.27 | 0.24 | 8.74 | 0.41 |
| “Z” | 128.10 | 7.02 | 4.34 | 0.04 | 6.20 | 0.70 |
| “Z” CFR | 143.38 | 4.35 | 3.95 | 0.19 | 6.74 | 0.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łakomy, M.; Kluczyński, J.; Sarzyński, B.; Jasik, K.; Szachogłuchowicz, I.; Łuszczek, J. Bending Strength of Continuous Fiber-Reinforced (CFR) Polyamide-Based Composite Additively Manufactured through Material Extrusion. Materials 2024, 17, 2937. https://doi.org/10.3390/ma17122937
Łakomy M, Kluczyński J, Sarzyński B, Jasik K, Szachogłuchowicz I, Łuszczek J. Bending Strength of Continuous Fiber-Reinforced (CFR) Polyamide-Based Composite Additively Manufactured through Material Extrusion. Materials. 2024; 17(12):2937. https://doi.org/10.3390/ma17122937
Chicago/Turabian StyleŁakomy, Maciej, Janusz Kluczyński, Bartłomiej Sarzyński, Katarzyna Jasik, Ireneusz Szachogłuchowicz, and Jakub Łuszczek. 2024. "Bending Strength of Continuous Fiber-Reinforced (CFR) Polyamide-Based Composite Additively Manufactured through Material Extrusion" Materials 17, no. 12: 2937. https://doi.org/10.3390/ma17122937
APA StyleŁakomy, M., Kluczyński, J., Sarzyński, B., Jasik, K., Szachogłuchowicz, I., & Łuszczek, J. (2024). Bending Strength of Continuous Fiber-Reinforced (CFR) Polyamide-Based Composite Additively Manufactured through Material Extrusion. Materials, 17(12), 2937. https://doi.org/10.3390/ma17122937