
Suppress Austenite Grain Coarsening by Nb Alloying in High–Temperature–Pseudo–Carburized Bearing Steel


Abstract
1. Introduction
2. Materials and Methods
3. Results
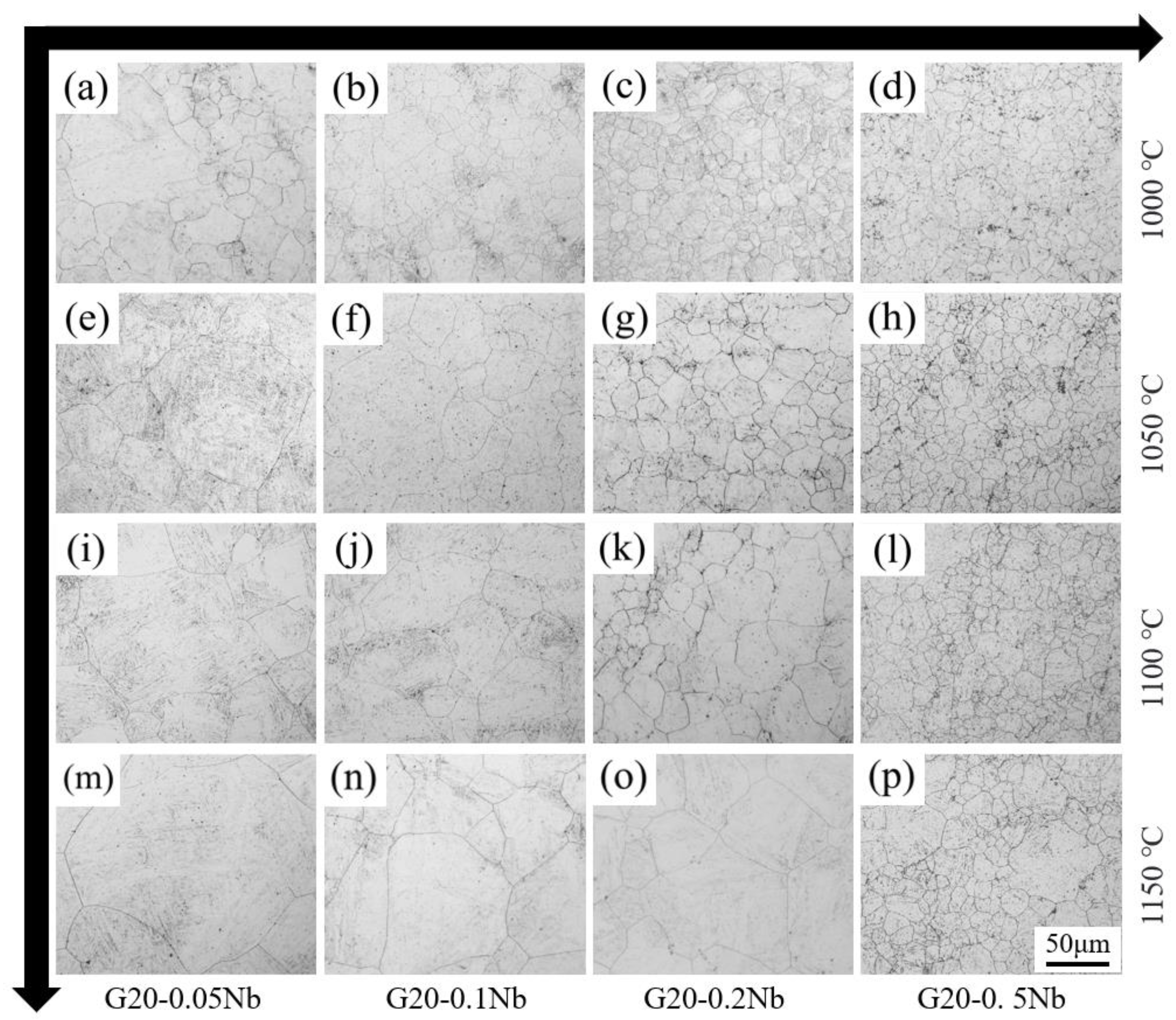
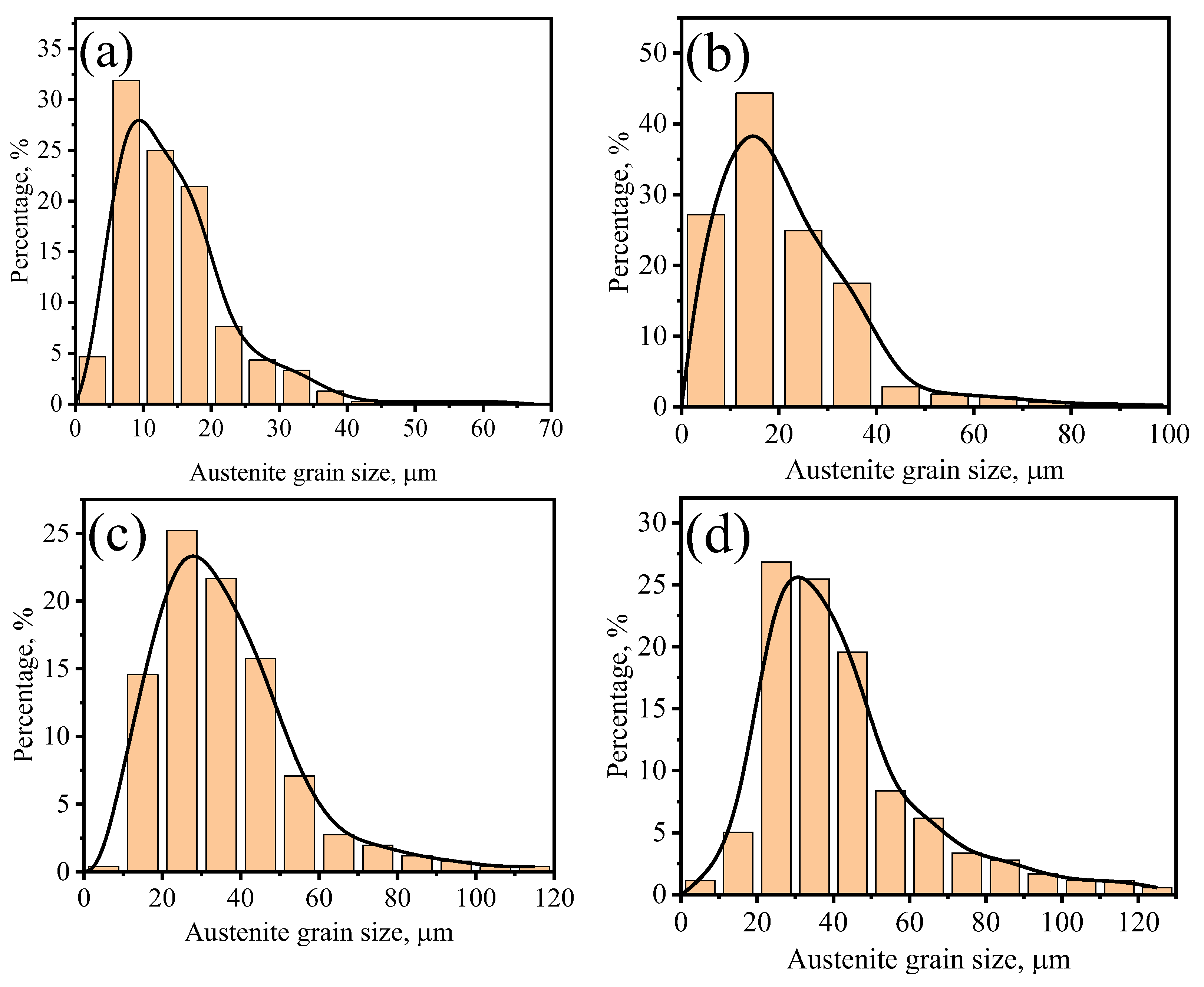
3.1. Effect of Nb Alloying on PAG Size
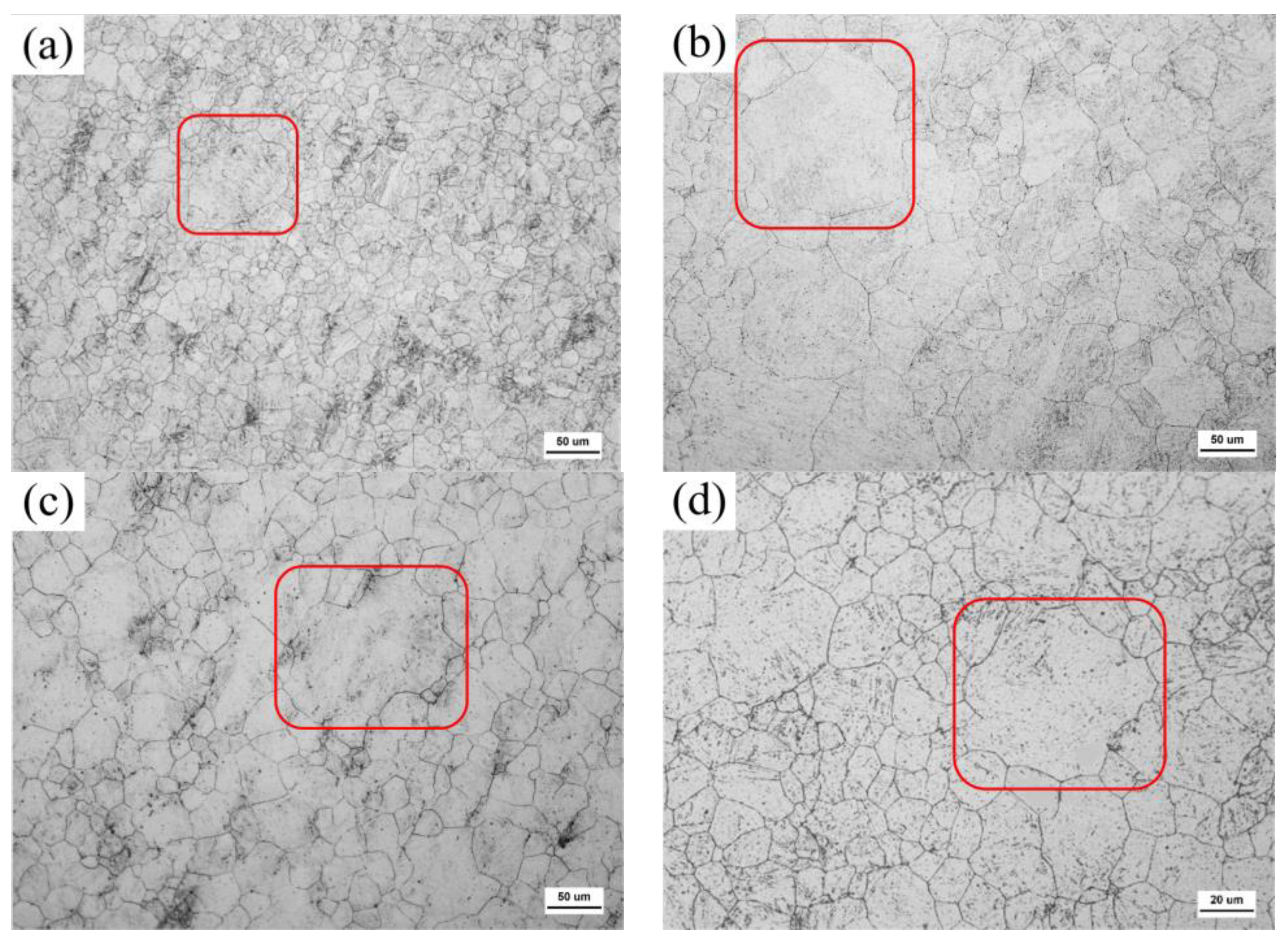
3.2. The Appearance of Abnormally Large Grains
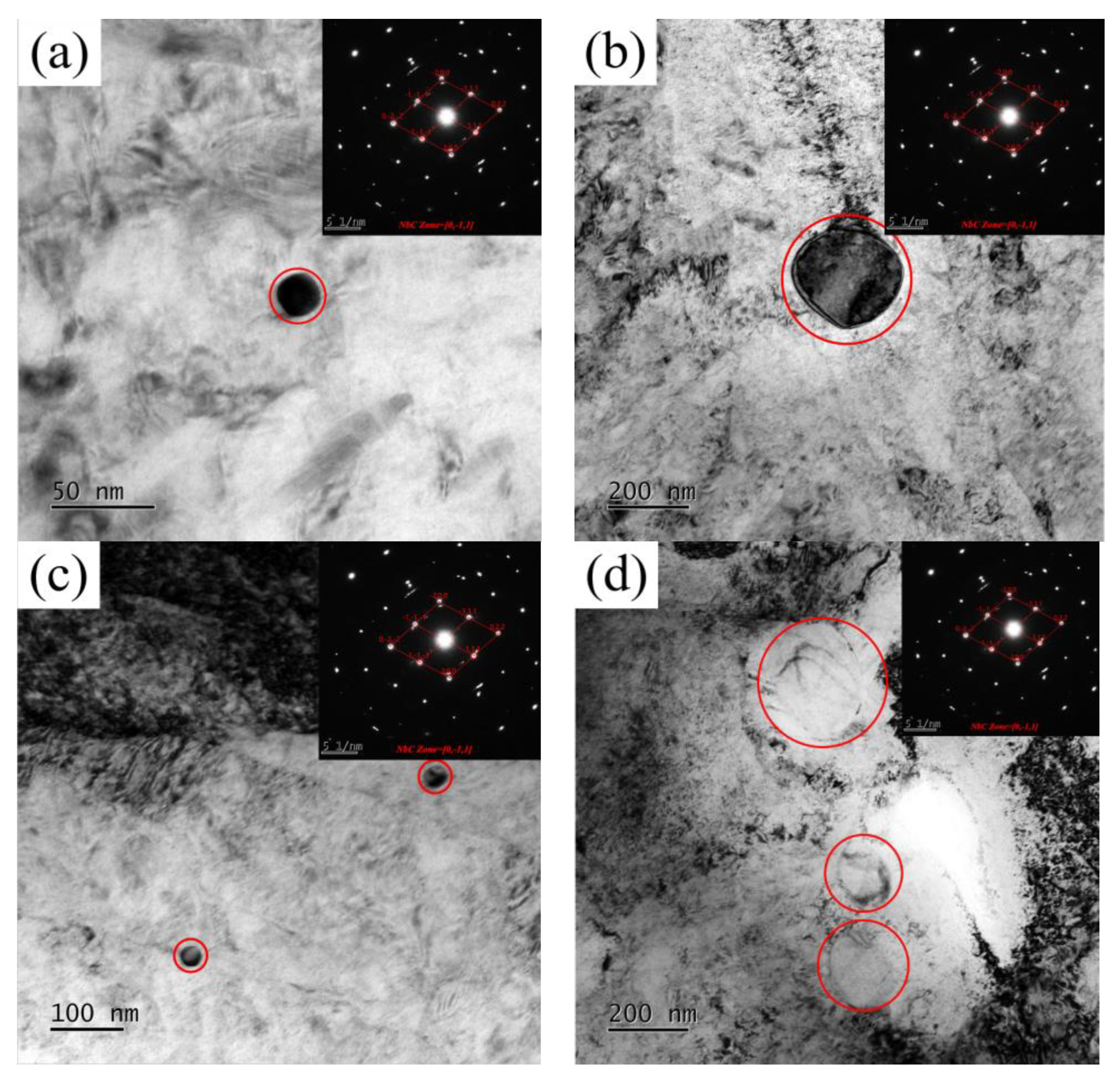
3.3. MC Carbides
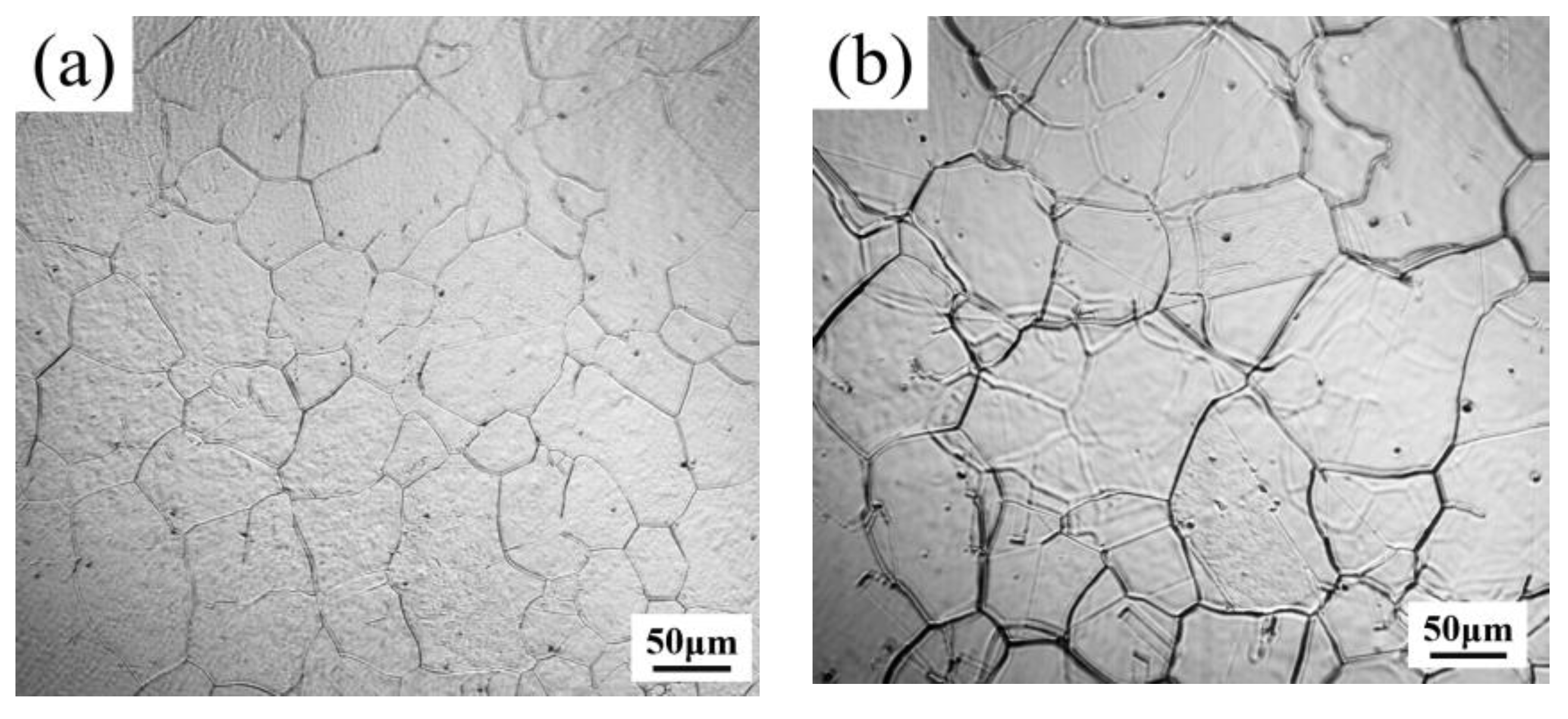
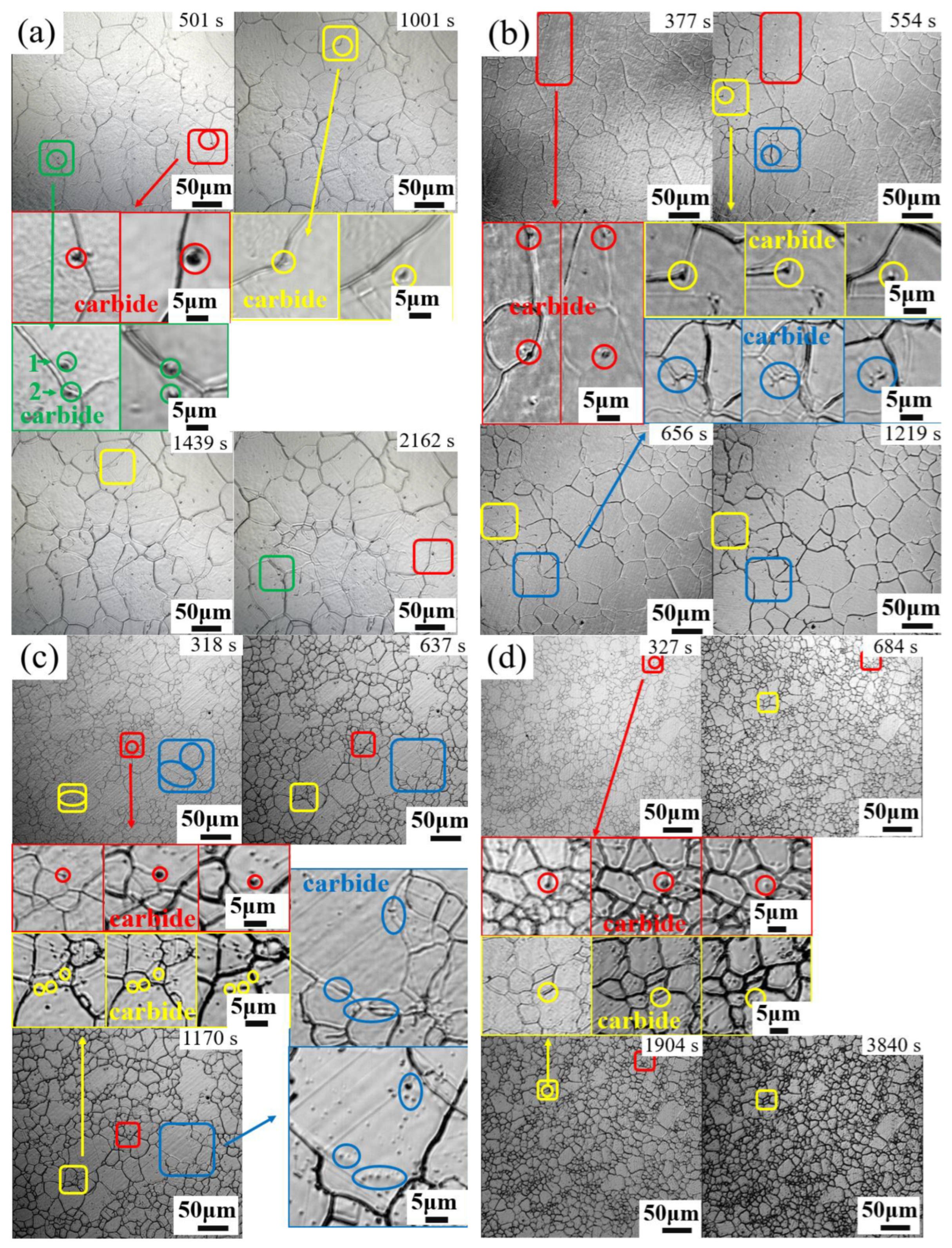
3.4. In Situ Observation of Grain Boundary Unpinning Processes from Carbides
4. Discussion
4.1. The Appearance and Causes of Abnormally Grown PAGs
4.2. Relationship between Nb Content and Refining Ability
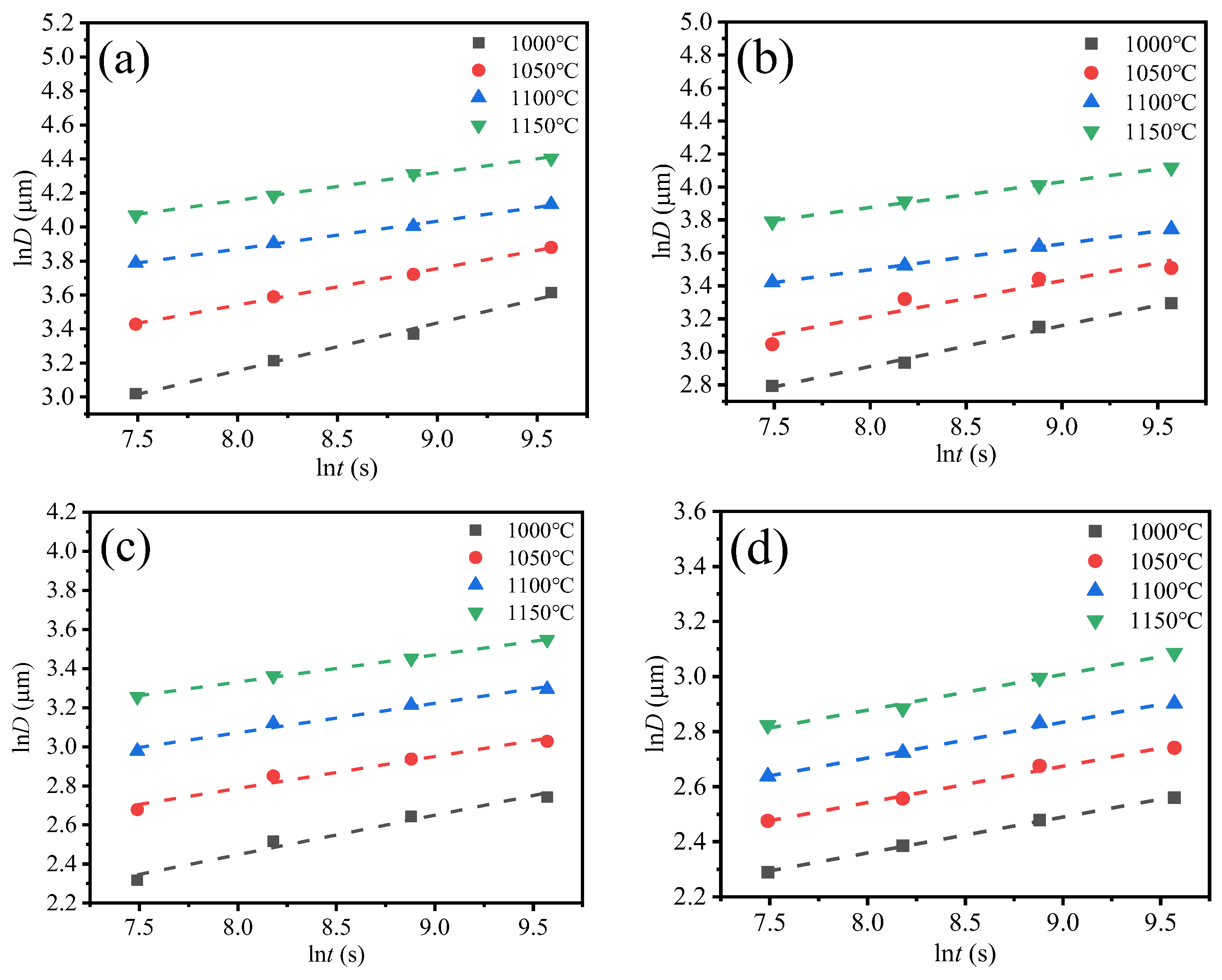
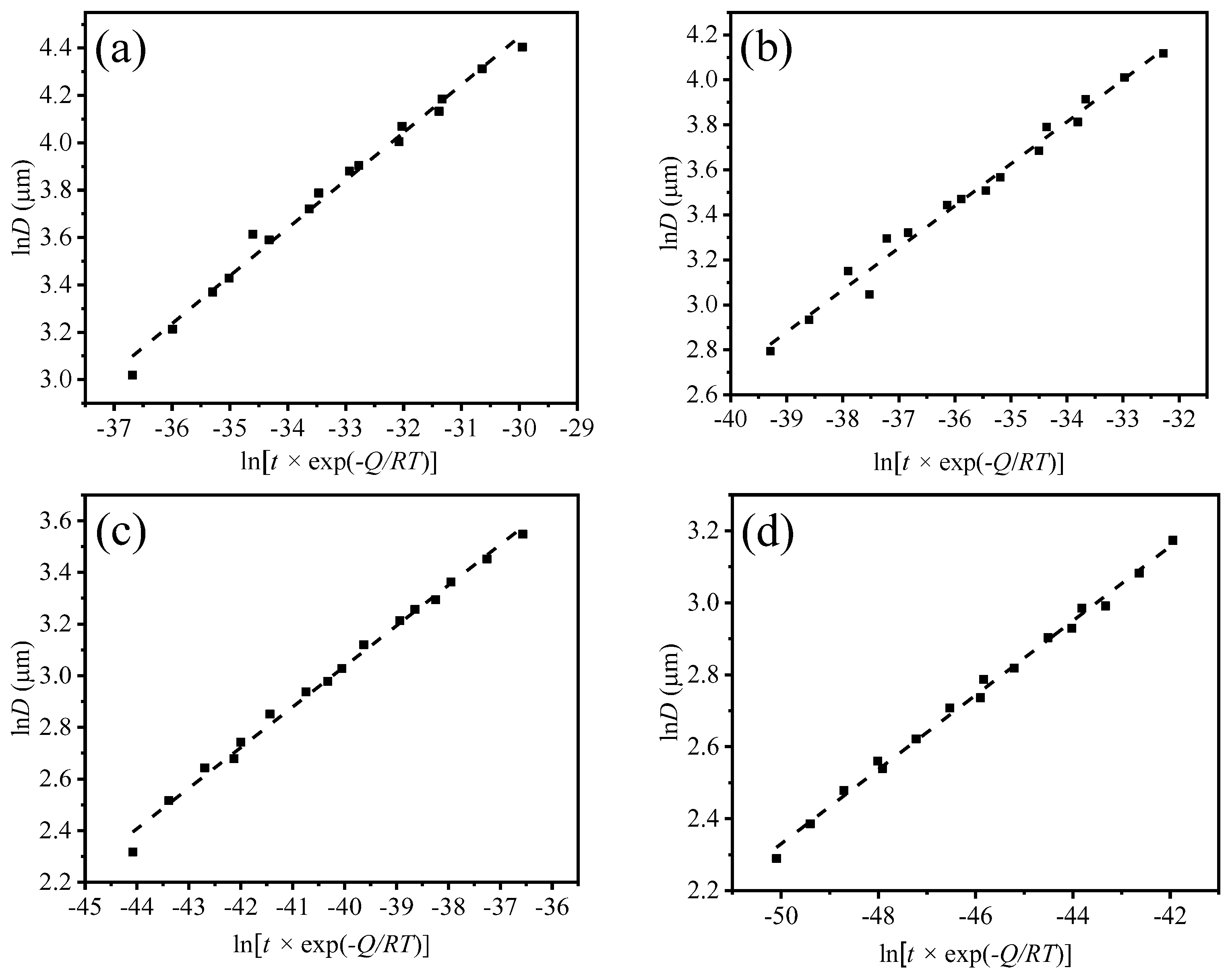
4.3. Dynamics of Grain Growth
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhadeshia, H.K.D.H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar]
- Cao, Z.; Liu, T.; Yu, F.; Cao, W.; Zhang, X.; Weng, Y. Carburization induced extra–long rolling contact fatigue life of high carbon bearing steel. Int. J. Fatigue 2020, 131, 105351. [Google Scholar] [CrossRef]
- Shi, Z.; Xu, H.; Wang, C.; Liang, J.; Shang, C.; Zhang, X.; Godfrey, A.; Cao, W. Crack initiation induced by twin–martensite and inclusion in rotatory bending fatigue of a high nitrogen martensite bearing steel. Mater. Sci. Eng. A 2022, 861, 144402. [Google Scholar] [CrossRef]
- Walvekar, A.A.; Sadeghi, F. Rolling contact fatigue of case carburized steels. Int. J. Fatigue 2017, 95, 264–281. [Google Scholar] [CrossRef]
- Mallipeddi, D.; Norell, M.; Naidu VM, S.; Zhang, X.; Näslund, M.; Nyborg, L. Micropitting and microstructural evolution during gear testing—From initial cycles to failure. Tribol. Int. 2021, 156, 106820. [Google Scholar] [CrossRef]
- Yang, Y.H.; Wang, M.Q.; Chen, J.C.; Dong, H. Microstructure and Mechanical Properties of Gear Steels after High Temperature Carburization. J. Iron Steel Res. Int. 2013, 20, 140–145. [Google Scholar] [CrossRef]
- Asi, O.; Can, A.C.; Pineault, J.; Belassel, M. The effect of high temperature gas carburization on bending fatigue strength of SAE 8620 steel. Mater. Des. 2009, 30, 1792–1797. [Google Scholar] [CrossRef]
- Pacheco, J.L.; Krauss, G. Microstructure and high bending fatigue strength in carburized steel. J. Heat Treat. 1989, 7, 77–86. [Google Scholar] [CrossRef]
- Zhang, L.C.; Wen, X.L.; Liu, Y.Z. Effect of precipitates on austenite grain growth behavior in a low–carbon Nb–V microalloyed steel. Mater. Sci. Forum 2017, 898, 783–790. [Google Scholar] [CrossRef]
- Zhang, G.Q.; He, X.F.; Zhang, Q.Z.; Wang, W.J.; Wang, M.Q. Comparison of microstructure and heat treatment distortion of gear steels with and without Nb addition. J. Iron Steel Res. Int. 2021, 28, 488–495. [Google Scholar] [CrossRef]
- Alogab, K.A.; Matlock, D.K.; Speer, J.G. The influence of niobium microalloying on austenite grain coarsening behavior of Ti–modified SAE8620 steel. ISIJ Int. 2007, 47, 307–316. [Google Scholar] [CrossRef]
- Feng, H.; Wang, L.; Cui, S.; Hansen, N.; Fang, F.; Zhang, X. Microstructure and Strengthening Mechanisms of Nanolamellar Structures in Ultrastrong Drawn Iron Wires. Scr. Mater. 2021, 200, 113906. [Google Scholar] [CrossRef]
- Lin, K.; Zhou, L.; Juul Jensen, D.; Zhang, X. Dislocation Mechanisms and Local Strength with a View towards Sleeper Screw Failures. Crystals 2023, 13, 656. [Google Scholar] [CrossRef]
- Pan, H.; He, Y.; Zhang, X. Interactions between Dislocations and Boundaries during Deformation. Materials 2021, 14, 1012. [Google Scholar] [CrossRef] [PubMed]
- Zhou, L.; Fang, F.; Kumagai, M.; Pickering, E.; Zhang, X. A modified pearlite microstructure to overcome the strength–plasticity trade–off of heavily drawn pearlitic wire. Scr. Mater. 2022, 206, 114236. [Google Scholar] [CrossRef]
- Feng, H.; Cai, L.; Wang, L.; Zhang, X.; Fang, F. Microstructure and strength in ultrastrong cold–drawn medium carbon steel. J. Mater. Sci. Technol. 2022, 97, 89–100. [Google Scholar] [CrossRef]
- Zhang, X.D. Quantitative Investigation of Microstructural Evolution during the Cold Wire–Drawing of a Pearlitic Steel Wire and Its Relationship with Mechanical Properties. Ph.D. Thesis, Tsinghua University, Beijing, China, 2009. [Google Scholar]
- Zhang, X.; Liu, W.; Godfrey, A.; Liu, Q. The effect of long–time austenization on the wear resistance and thermal fatigue properties of a high–speed steel roll. Metall. Mater. Trans. A 2009, 40, 2171–2177. [Google Scholar] [CrossRef]
- Show, B.K.; Veerababu, R.; Balamurali Krishnan, R. Effect of vanadium and titanium modification on the microstructure and mechanical properties of a microalloyed HSLA steel. Mater. Sci. Eng. A 2010, 527, 1595–1604. [Google Scholar] [CrossRef]
- DeMorais, R.F.; Reguly, A.; DeAlmeida, L.H. Transmission electron microscopy characterization of an Nb microalloyed steel for carburizing at high temperatures. J. Mater. Eng. Perform. 2006, 15, 494–498. [Google Scholar] [CrossRef]
- Cahn, J.W. The impurity–drag effect in grain boundary motion Die bremswirkung von verunreinigungen auf die korngrenzenwanderung. Acta Metall. 1962, 10, 789–798. [Google Scholar] [CrossRef]
- Hillert, M.; Sundman, B.O. A treatment of the solute drag on moving grain boundaries and phase interfaces in binary alloys. Acta Metall. 1976, 24, 731–743. [Google Scholar] [CrossRef]
- Mullins, W.W.; Shewmon, P.G. The kinetics of grain boundary grooving in copper. Acta Metall. 1959, 7, 163–170. [Google Scholar] [CrossRef]
- Uemori, R.; Chijiiwa, R.; Tamehiro, H.; Morikawa, H. AP–FIM study on the effect of Mo addition on microstructure in Ti–Nb steel. Appl. Surf. Sci. 1994, 76, 255–260. [Google Scholar] [CrossRef]
- Tang, E.; Yuan, Q.; Zhang, R.; Zhang, Z.; Mo, J.; Liang, W.; Xu, G. On the grain coarsening behavior of 20CrMnTi gear steel during pseudo carburizing: A comparison of Nb–Ti–Mo versus Ti–Mo microalloyed steel. Mater. Charact. 2023, 203, 113138. [Google Scholar] [CrossRef]
- Saito, G.; Zhang, T.L.; Sakaguchi, N.; Ohno, M.; Matsuura, K.; Takeuchi, M.; Sano, T.; Minoguch, K.; Yamaoka, T. In situ observation of abnormal grain growth in a low–alloyed carbon steel using SEM–EBSD. Material 2021, 15, 100985. [Google Scholar] [CrossRef]
- Enloe, C.M.; Findley, K.O.; Parish, C.M.; Miller, M.K.; De Cooman, B.C.; Speer, J.G. Compositional evolution of microalloy carbonitrides in a Mo–bearing microalloyed steel. Scr. Mater. 2013, 68, 55–58. [Google Scholar] [CrossRef]
- Kubota, M.; Ochi, T. Development of anti–coarsening steel for carburizing. Mater. Sci. Forum 2007, 539, 4855–4860. [Google Scholar] [CrossRef]
- Patterson, B.R.; Liu, Y. Relationship between grain boundary curvature and grainsize. Metall. Mater. Trans. A 1992, 23, 2481–2482. [Google Scholar] [CrossRef]
- Nes, E.; Ryum, N.; Hunderi, O. On the Zener drag. Acta Metall. 1985, 33, 11–22. [Google Scholar] [CrossRef]
- Yong, Q.L. Second Phase in Iron and Steel Materials; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | Cr | Ni | Cu | Nb | Mo |
|---|---|---|---|---|---|---|---|---|
| G20–0.05Nb | 0.18 | 0.29 | 0.61 | 0.52 | 1.80 | 0.11 | 0.046 | 0.25 |
| G20–0.1Nb | 0.18 | 0.31 | 0.61 | 0.50 | 1.80 | 0.11 | 0.094 | 0.25 |
| G20–0.2Nb | 0.18 | 0.31 | 0.57 | 0.50 | 1.81 | 0.11 | 0.19 | 0.26 |
| G20–0.5Nb | 0.18 | 0.30 | 0.57 | 0.51 | 1.80 | 0.12 | 0.45 | 0.26 |
| Linear Fitting Equation | Related Coefficient | |
|---|---|---|
| G20–0.05Nb | 0.98 | |
| G20–0.1Nb | 0.98 | |
| G20–0.2Nb | 0.99 | |
| G20–0.5Nb | 0.99 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
An, X.; Cao, W.; Zhang, X.; Yu, J. Suppress Austenite Grain Coarsening by Nb Alloying in High–Temperature–Pseudo–Carburized Bearing Steel. Materials 2024, 17, 2962. https://doi.org/10.3390/ma17122962
An X, Cao W, Zhang X, Yu J. Suppress Austenite Grain Coarsening by Nb Alloying in High–Temperature–Pseudo–Carburized Bearing Steel. Materials. 2024; 17(12):2962. https://doi.org/10.3390/ma17122962
Chicago/Turabian StyleAn, Xueliang, Wenquan Cao, Xiaodan Zhang, and Jinku Yu. 2024. "Suppress Austenite Grain Coarsening by Nb Alloying in High–Temperature–Pseudo–Carburized Bearing Steel" Materials 17, no. 12: 2962. https://doi.org/10.3390/ma17122962
APA StyleAn, X., Cao, W., Zhang, X., & Yu, J. (2024). Suppress Austenite Grain Coarsening by Nb Alloying in High–Temperature–Pseudo–Carburized Bearing Steel. Materials, 17(12), 2962. https://doi.org/10.3390/ma17122962