


An Experimental Study on the Frictional Behavior of Ultrathin Metal Sheets at Elevated Temperatures

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Friction Tests
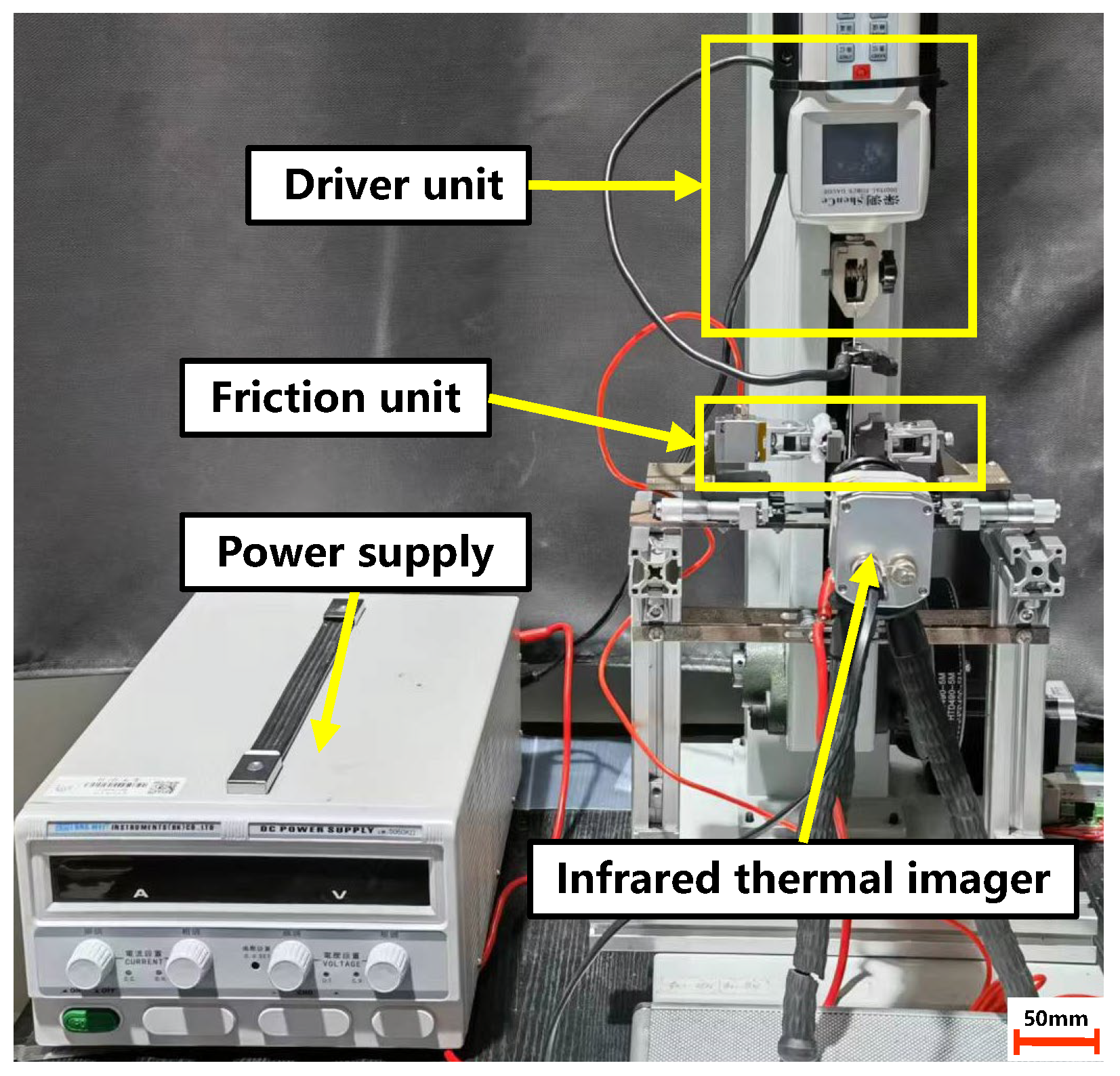
2.2.1. Testing Apparatus
2.2.2. Testing Specimen
2.2.3. Testing Procedure
3. Results and Discussion
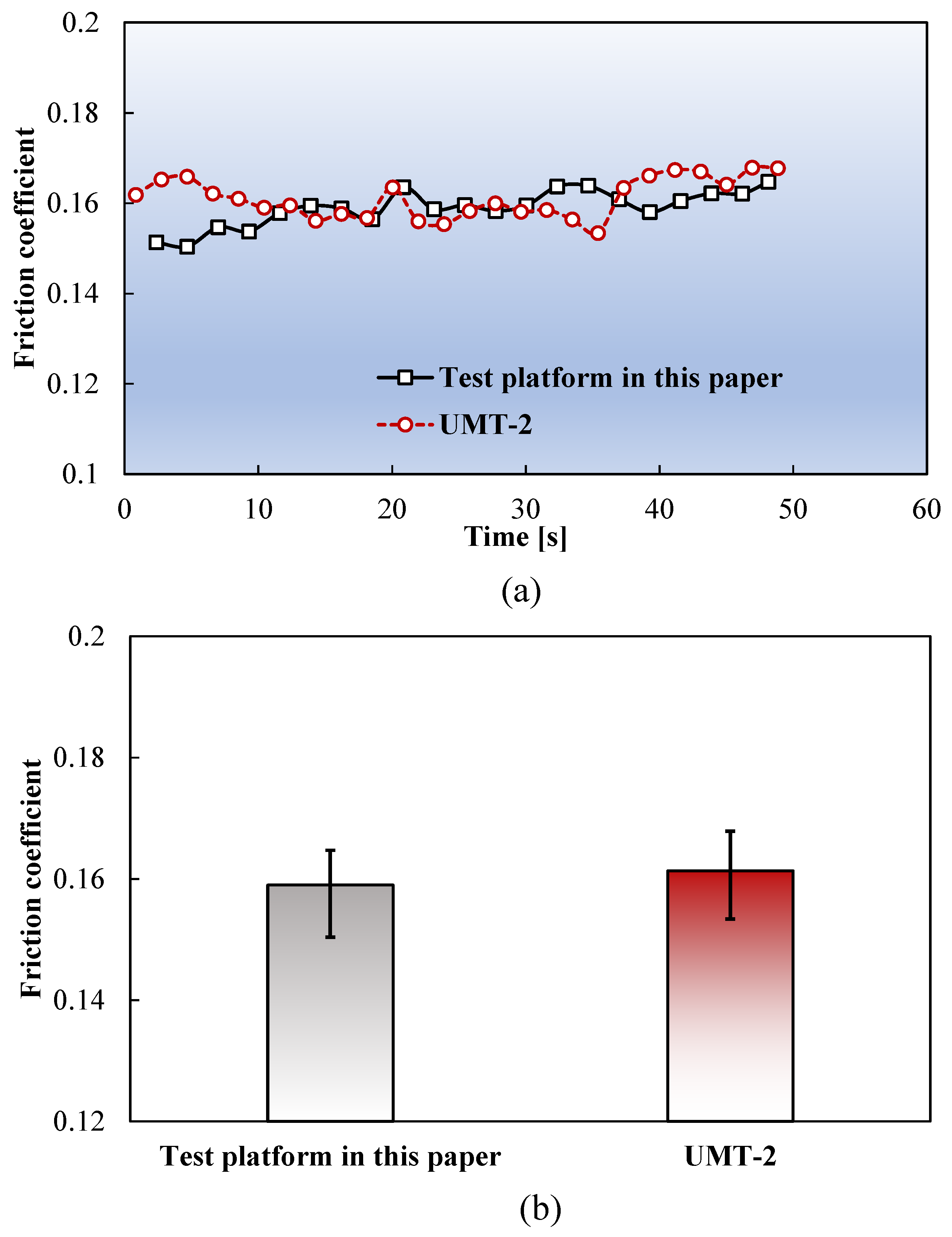
3.1. Validation of the Testing Apparatus
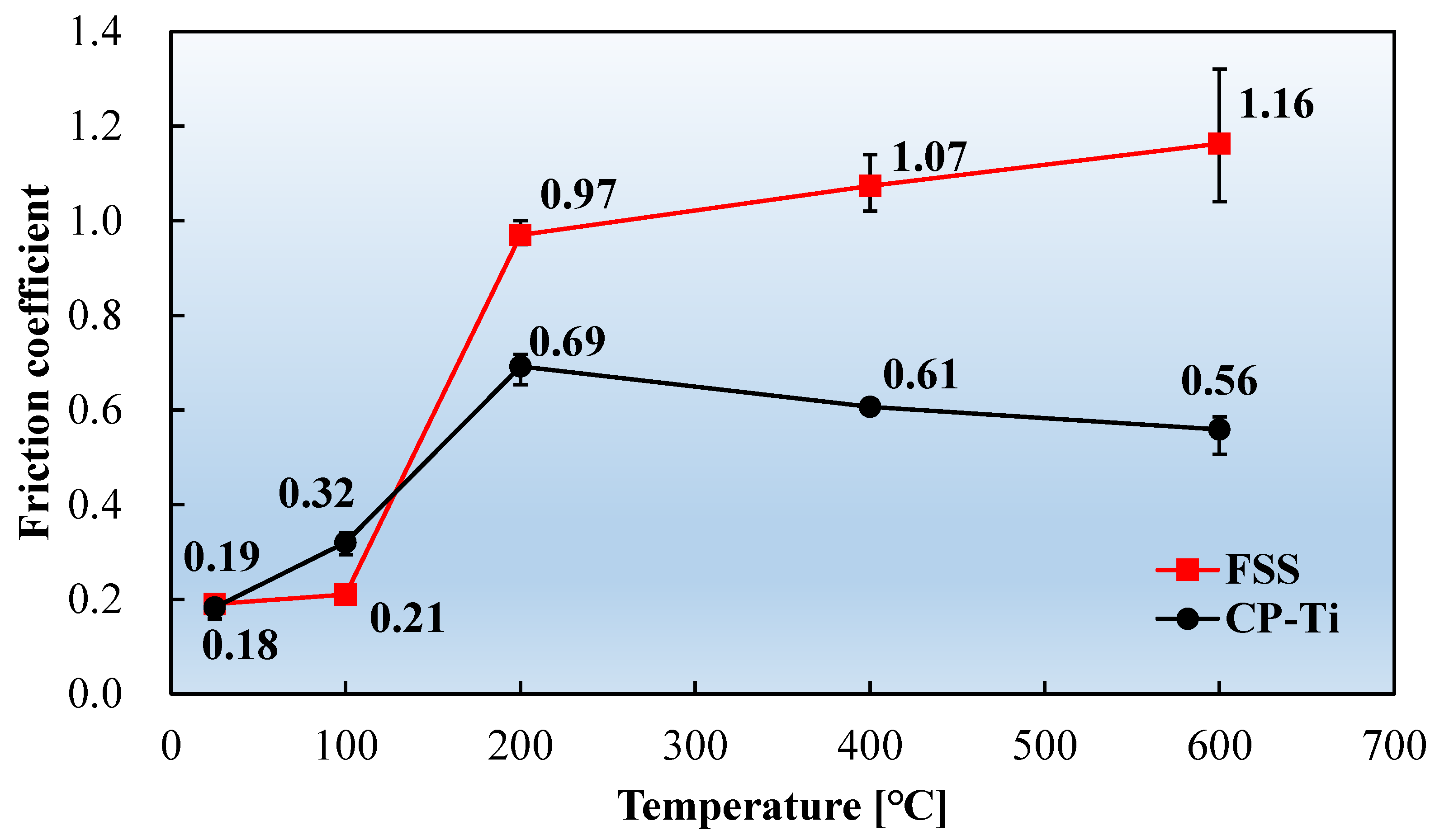
3.2. Effect of Temperature on the Friction Coefficient
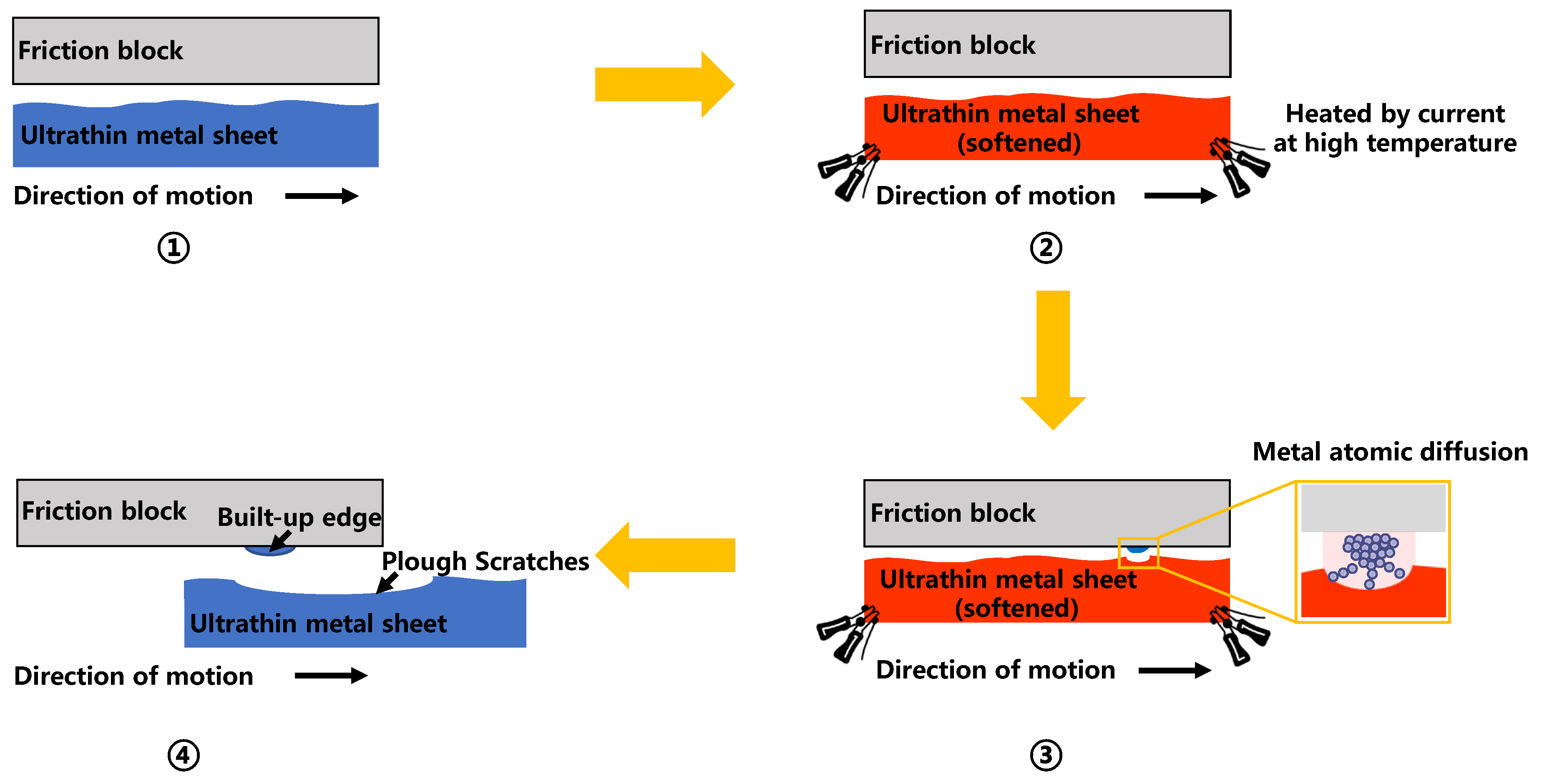
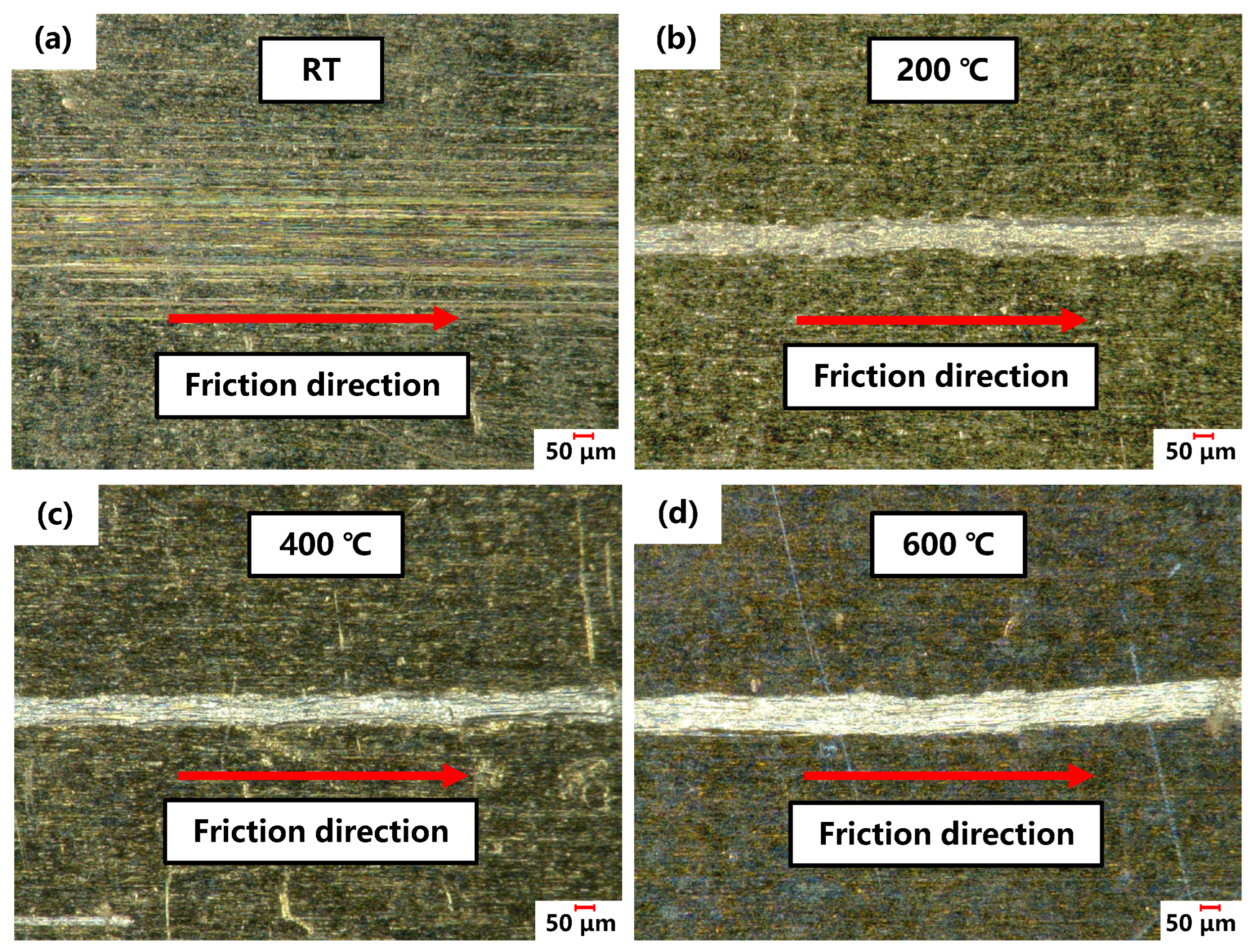
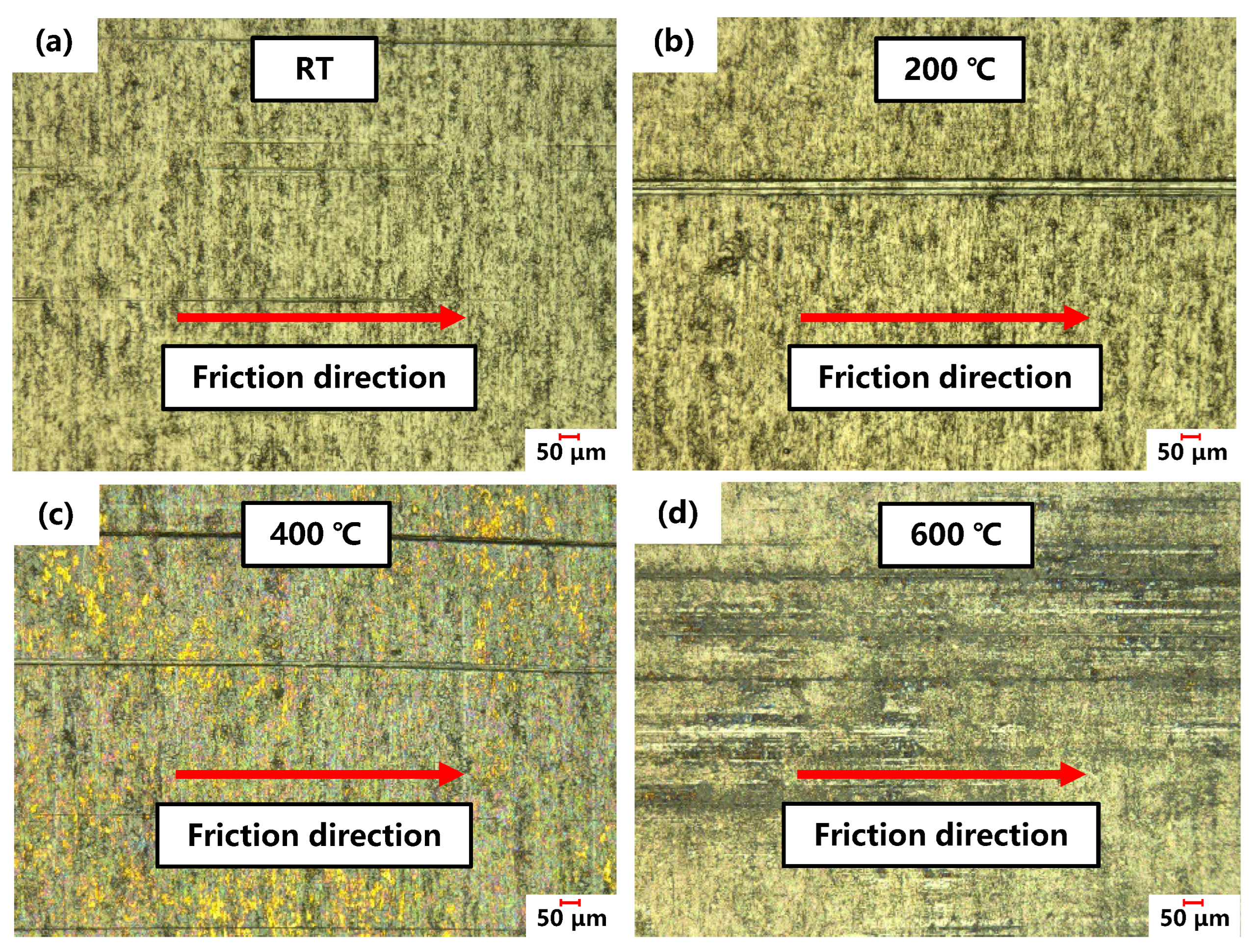
3.3. Mechanisms of High-Temperature Friction in Ultrathin Metal Sheets
4. Conclusions
- Temperature significantly affected the friction coefficients of both the FSS and CP-Ti sheets. These coefficients were 0.19 and 0.18, respectively, at RT, and notably increased to 0.97 and 0.69, respectively, at 200 °C, corresponding to increases of 411 and 283%. The friction coefficient of the FSS sheet continuously increased with temperature, whereas that of the CP-Ti sheet slightly decreased with temperature.
- The friction coefficient was significantly influenced by the atomic transfer between the friction pair and the oxide layer formed on the metal sheet surface. The FSS sheet experienced a higher rate of atomic transfer, owing to its compositional similarity with the friction block, leading to the formation of built-up edges and a significant increase in the friction coefficient.
- The lower friction coefficient of the CP-Ti sheet at elevated temperatures, compared to that of the FSS sheet, was attributed to minimal atomic transfer and the formation of a self-lubricating TiO2 layer. Furthermore, the formation of a thicker oxide layer with increasing temperature led to a decrease in the friction coefficient of CP-Ti.
- The application of BN lubricant notably reduced the friction coefficients of both FSS and CP-Ti ultrathin metal sheets at high temperatures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Qin, Y.; Brockett, A.; Ma, Y.; Razali, A.; Zhao, J.; Harrison, C.; Pan, W.; Dai, X.; Loziak, D. Micro-manufacturing: Research, technology outcomes and development issues. Int. J. Adv. Manuf. Technol. 2010, 47, 821–837. [Google Scholar] [CrossRef]
- Fülöp, T.; Brekelmans, W.; Geers, M. Size effects from grain statistics in ultra-thin metal sheets. J. Mater. Process. Technol. 2006, 174, 233–238. [Google Scholar] [CrossRef]
- Tawfik, H.; Hung, Y.; Mahajan, D. Metal bipolar plates for PEM fuel cell—A review. J. Power Sources 2007, 163, 755–767. [Google Scholar] [CrossRef]
- Fu, M.; Chan, W.L. A review on the state-of-the-art microforming technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 2411–2437. [Google Scholar] [CrossRef]
- Leng, Y.; Ming, P.; Yang, D.; Zhang, C. Stainless steel bipolar plates for proton exchange membrane fuel cells: Materials, flow channel design and forming processes. J. Power Sources 2020, 451, 227783. [Google Scholar] [CrossRef]
- Mahabunphachai, S.; Cora, Ö.N.; Koç, M. Effect of manufacturing processes on formability and surface topography of proton exchange membrane fuel cell metallic bipolar plates. J. Power Sources 2010, 195, 5269–5277. [Google Scholar] [CrossRef]
- Esmaeili, S.; Hosseinipour, S.J. Experimental investigation of forming metallic bipolar plates by hot metal gas forming (HMGF). SN Appl. Sci. 2019, 1, 187. [Google Scholar] [CrossRef]
- Guo, N.; Zhang, X.; Hou, Z.; Wang, W.; Yang, D.; Min, J.; Ming, P.; Zhang, C. Hot stamping of ultra-thin stainless steel sheets for bipolar plates. J. Mater. Process. Technol. 2023, 317, 117987. [Google Scholar] [CrossRef]
- Modanloo, V.; Alimirzaloo, V.; Elyasi, M. Manufacturing of titanium bipolar plates using warm stamping process. Arab. J. Sci. Eng. 2020, 45, 9661–9667. [Google Scholar] [CrossRef]
- Zheng, Q.; Shimizu, T.; Yang, M. Finite element analysis of springback behavior in resistance heating assisted microbending process. Mech. Eng. J. 2015, 2, 14–00413. [Google Scholar] [CrossRef]
- Zhang, X.; Guo, N.; Wang, W.; Yan, Z.; Yang, D.; Min, J.; Ming, P.; Zhang, C. Improving Formability of Titanium Bipolar Plate via Hot Stamping. In Proceedings of the 14th International Conference on the Technology of Plasticity—Current Trends in the Technology of Plasticity, Mandelieu-La, France, 24–29 September 2023. [Google Scholar]
- Ravi Narayan, L.R. Forming of Ferritic Stainless Steel Bipolar Plates. Master’s Thesis, University of Windsor, Ontario, Canada, 10 April 2012. [Google Scholar]
- Littlewood, M.; Wallace, J. The effect of surface finish and lubrication on the friction variation involved in the sheet-metal-forming process. Sheet Met. Ind. 1964, 41, 925–930. [Google Scholar]
- Duncan, J.L.; Shabel, B.; Gerbase Filho, J. A tensile strip test for evaluating friction in sheet metal forming. In Proceedings of the SAE Automotive Engineering Congress and Exposition, Warrendale, PA, USA, 27 February 1978. [Google Scholar]
- Neis, P.; Ferreira, N.; Da Silva, F. Comparison between methods for measuring wear in brake friction materials. Wear 2014, 319, 191–199. [Google Scholar] [CrossRef]
- Wojtowicz, W. Sliding friction test for metalworking lubricants. Lubr. Eng. 1955, 11, 174–177. [Google Scholar]
- Venema, J.; Matthews, D.T.A.; Hazrati, J.; Wörmann, J.; van den Boogaard, A.H. Friction and wear mechanisms during hot stamping of AlSi coated press hardening steel. Wear 2017, 380, 137–145. [Google Scholar] [CrossRef]
- Shisode, M.; Hazrati, J.; Mishra, T.; de Rooij, M.; ten Horn, C.; van Beeck, J.; van den Boogaard, T. Modeling boundary friction of coated sheets in sheet metal forming. Tribol. Int. 2021, 153, 106554. [Google Scholar] [CrossRef]
- Bastovansky, R.; Tropp, M.; Lukac, M.; Brumercik, F. Molybdenum sheet metal test device. Commun.-Sci. Lett. Univ. Zilina 2017, 19, 124–127. [Google Scholar] [CrossRef]
- Zhang, X.; Guo, N.; Hou, Z.; Chen, B.; Yang, D.; Min, J.; Ming, P.; Zhang, C. A novel multistage forming process with intermediate annealing for PEMFC titanium bipolar plates with fine flow channels. Int. J. Hydrogen Energy 2024, 50, 1362–1372. [Google Scholar] [CrossRef]
- He, Z.; Ming, P.; Guo, N.; Hou, Z.; Yang, D.; Lin, J.; Min, J. Heating methods for hot stamping of ultra-thin stainless steel metal. In Proceedings of the AWMFT & APSTP 2021, Shanghai, China, 3–6 November 2021. [Google Scholar]
- Bowden, F.P.; Tabor, D. The Friction and Lubrication of Solids; Reprint; Oxford University Press: Oxford, UK, 2001. [Google Scholar]
- Hutchings, I.; Shipway, P. Tribology: Friction and Wear of Engineering Materials, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Bhushan, B.; Ko, P.L. Introduction to tribology. Appl. Mech. Rev. 2003, 56, B6–B7. [Google Scholar] [CrossRef]
- Venema, J. Tribological Interactions and Modelling of Friction in Hot Stamping. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 25 September 2019. [Google Scholar]
- Wang, L. Modelling of Friction for High Temperature Extrusion of Aluminium Alloys. Ph.D. Thesis, TU Delft, Delft, The Netherlands, 6 February 2012. [Google Scholar]
- Huang, M.; Fu, Y.; Qiao, X.; Chen, P. Investigation into Friction and Wear Characteristics of 316L Stainless-Steel Wire at High Temperature. Materials 2022, 16, 213. [Google Scholar] [CrossRef]
- Wei, D.; Huang, J.; Zhang, A.; Jiang, Z.; Tieu, A.K.; Shi, X.; Jiao, S. The effect of oxide scale of stainless steels on friction and surface roughness in hot rolling. Wear 2011, 271, 2417–2425. [Google Scholar] [CrossRef]
- Bailey, R.; Sun, Y. Unlubricated sliding friction and wear characteristics of thermally oxidized commercially pure titanium. Wear 2013, 308, 61–70. [Google Scholar] [CrossRef]
- Arslan, E.; Totik, Y.; Demirci, E.; Alsaran, A. Influence of surface roughness on corrosion and tribological behavior of CP-Ti after thermal oxidation treatment. J. Mater. Eng. Perform. 2010, 19, 428–433. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Ni | Mn | Mo | Co | Nb | Fe | Others |
|---|---|---|---|---|---|---|---|---|---|
| Comp. (wt. %) | 0.02 | 27.32 | 1.84 | 0.19 | 3.64 | 0.02 | 0.35 | 66.28 | Bal. |
| Element | Fe | Mg | Na | Ni | Si | Ti | Others |
|---|---|---|---|---|---|---|---|
| Comp. (wt. %) | 0.04 | 0.08 | 0.23 | 0.02 | 0.02 | 99.5 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, Y.; Hou, Z.; Tan, J.; Wang, W.; Guo, N.; Min, J. An Experimental Study on the Frictional Behavior of Ultrathin Metal Sheets at Elevated Temperatures. Materials 2024, 17, 3009. https://doi.org/10.3390/ma17123009
Xia Y, Hou Z, Tan J, Wang W, Guo N, Min J. An Experimental Study on the Frictional Behavior of Ultrathin Metal Sheets at Elevated Temperatures. Materials. 2024; 17(12):3009. https://doi.org/10.3390/ma17123009
Chicago/Turabian StyleXia, Yuhang, Zeran Hou, Jinjun Tan, Wenyao Wang, Nan Guo, and Junying Min. 2024. "An Experimental Study on the Frictional Behavior of Ultrathin Metal Sheets at Elevated Temperatures" Materials 17, no. 12: 3009. https://doi.org/10.3390/ma17123009