
Research on the Relative Placement Angle of the Induction Heater and the Channel in a Four-Channel Induction-Heating Tundish
Abstract
:1. Introduction
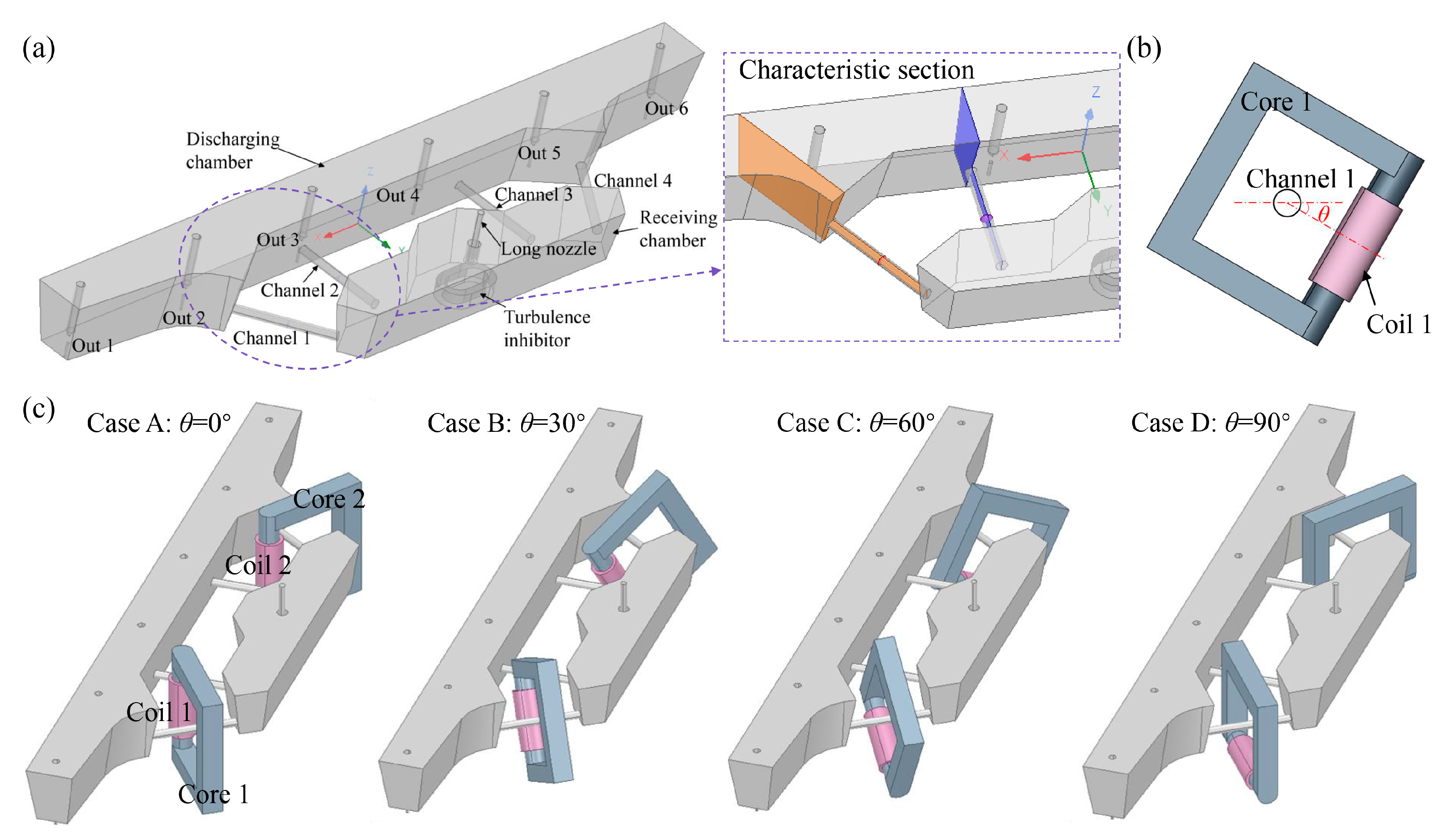
2. Model Description
3. Results
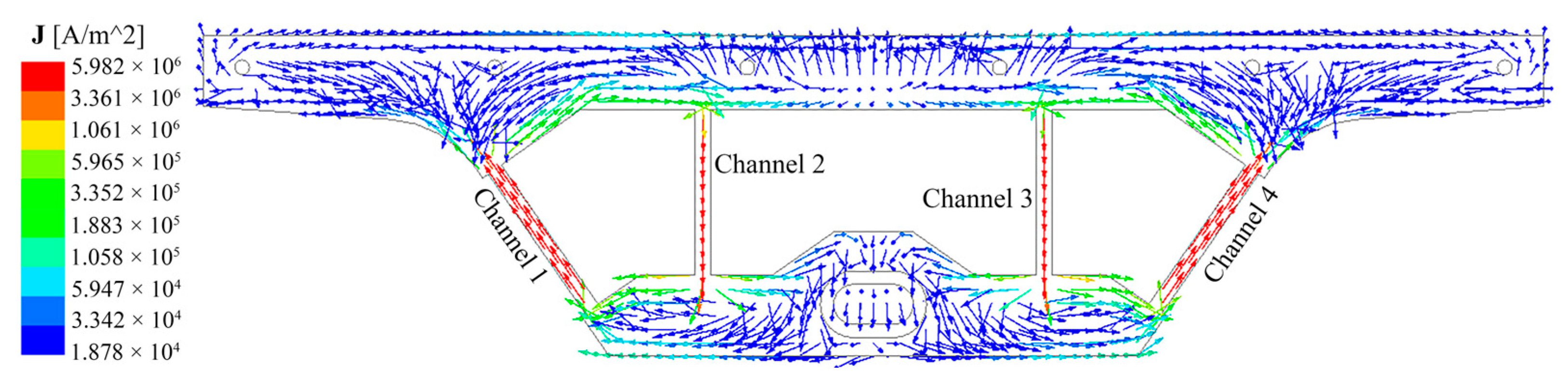
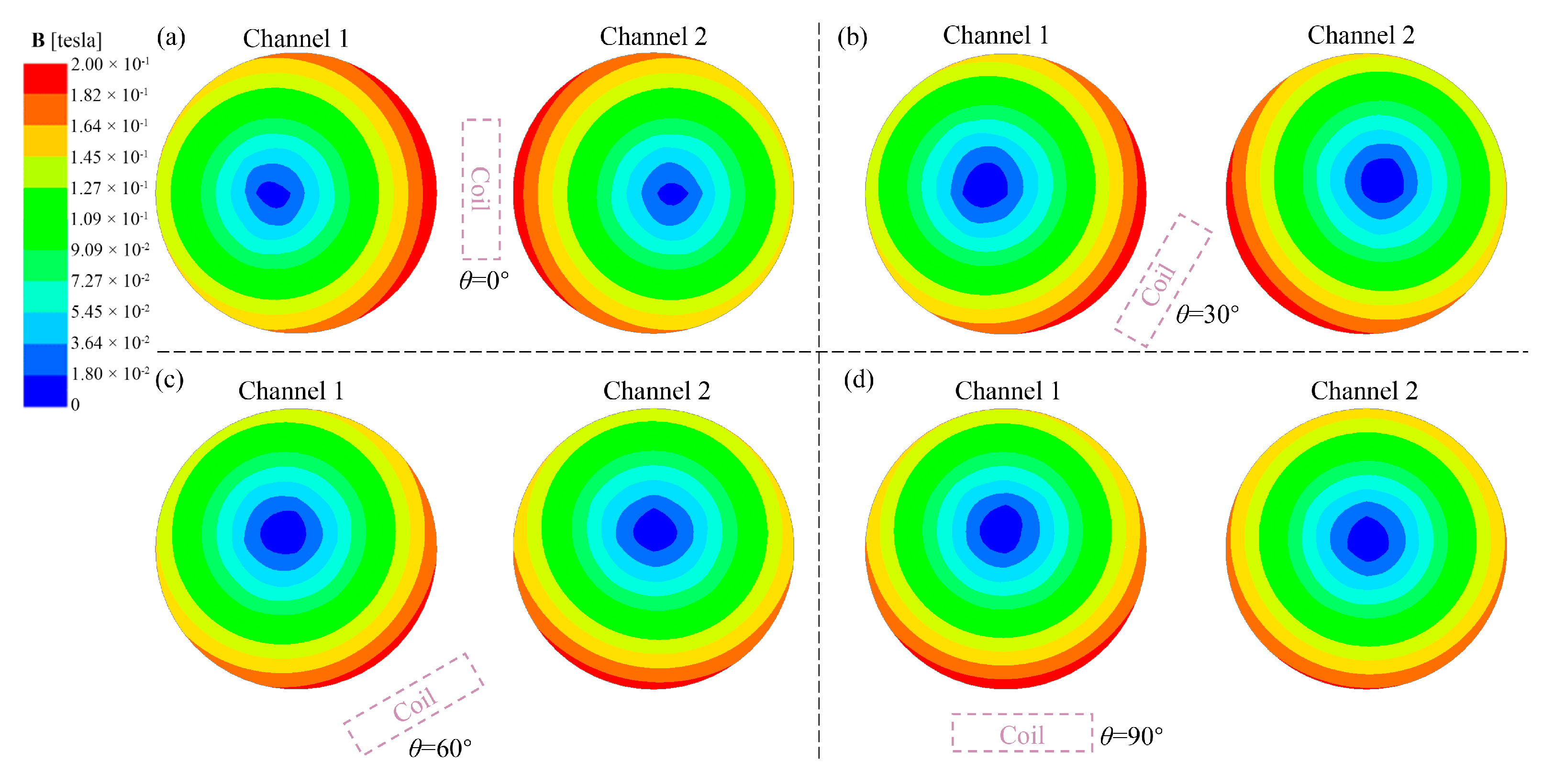
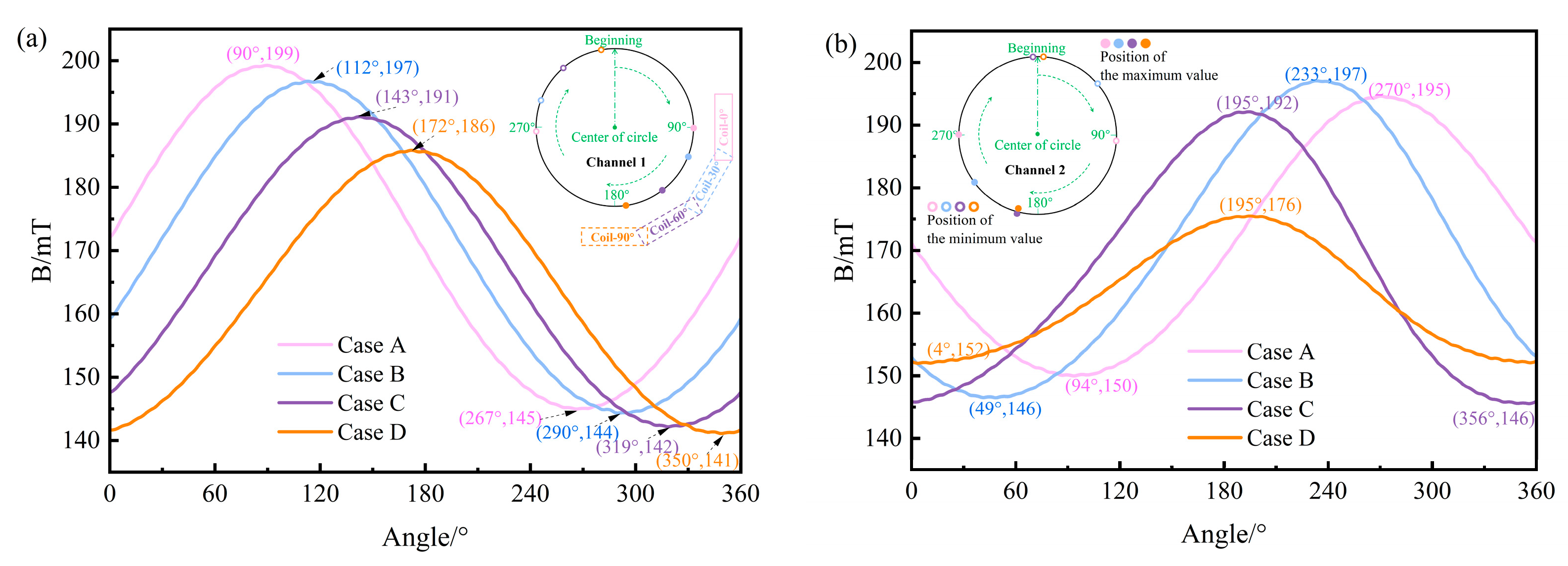
3.1. Excitation Magnetic Field Law
3.2. Electromagnetic Field Effects
4. Conclusions
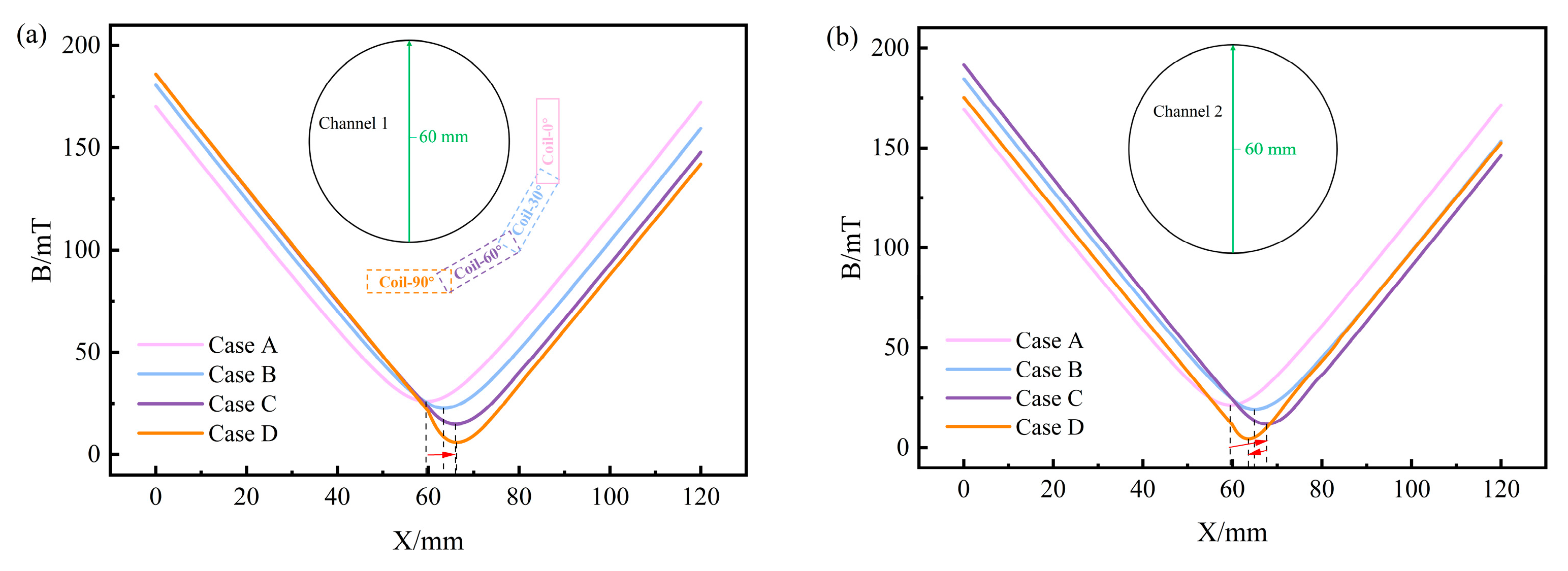
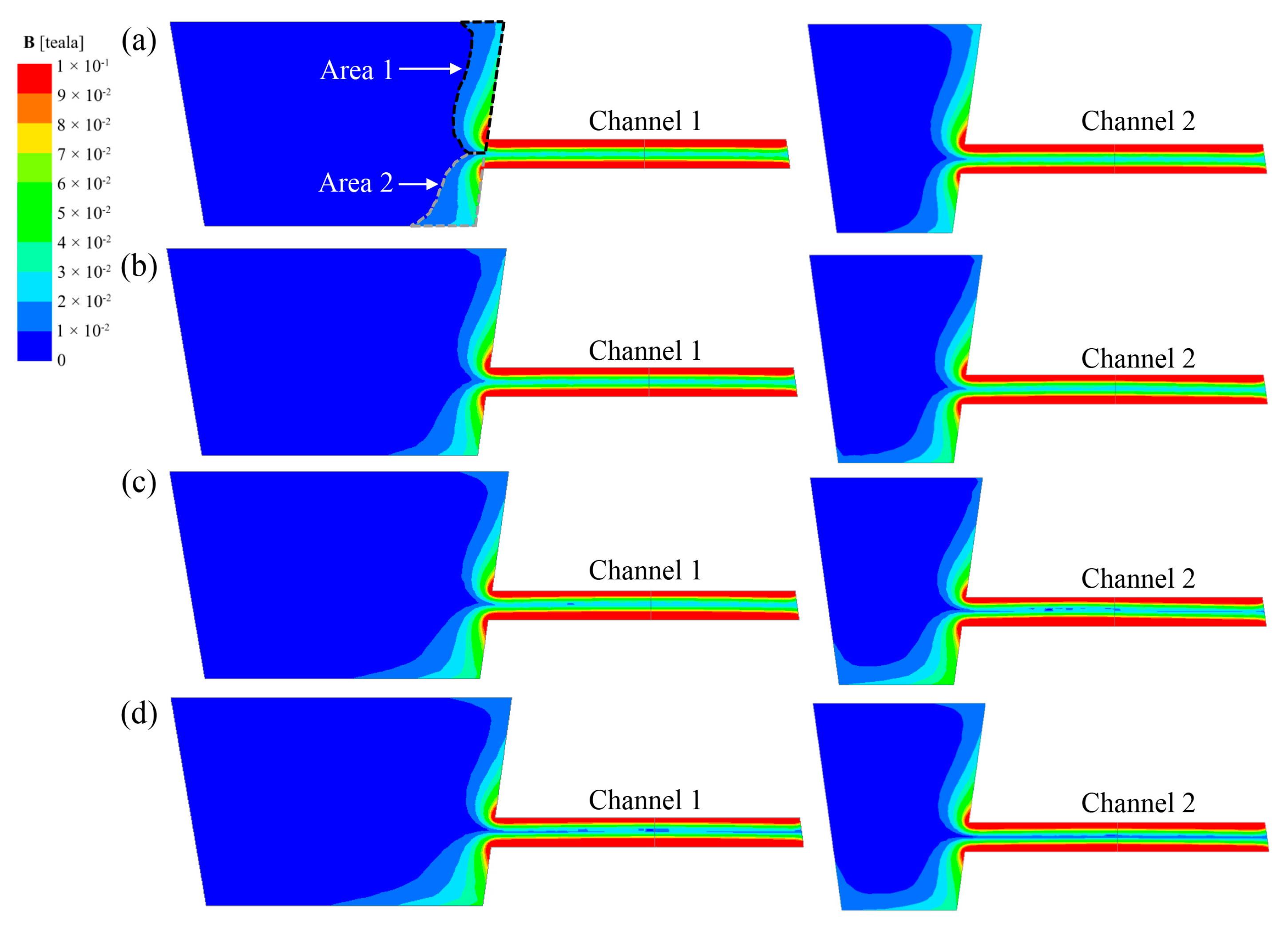
- Regardless of the relative placement angle between the heater and the channel, the distribution of B at the center circular cross-section of the channels is consistently eccentric. As the heater rotates towards the bottom of the tundish around channel 1, the distribution of B at the center circular cross-section of the channels transitions from a horizontal eccentricity to a vertical eccentricity.
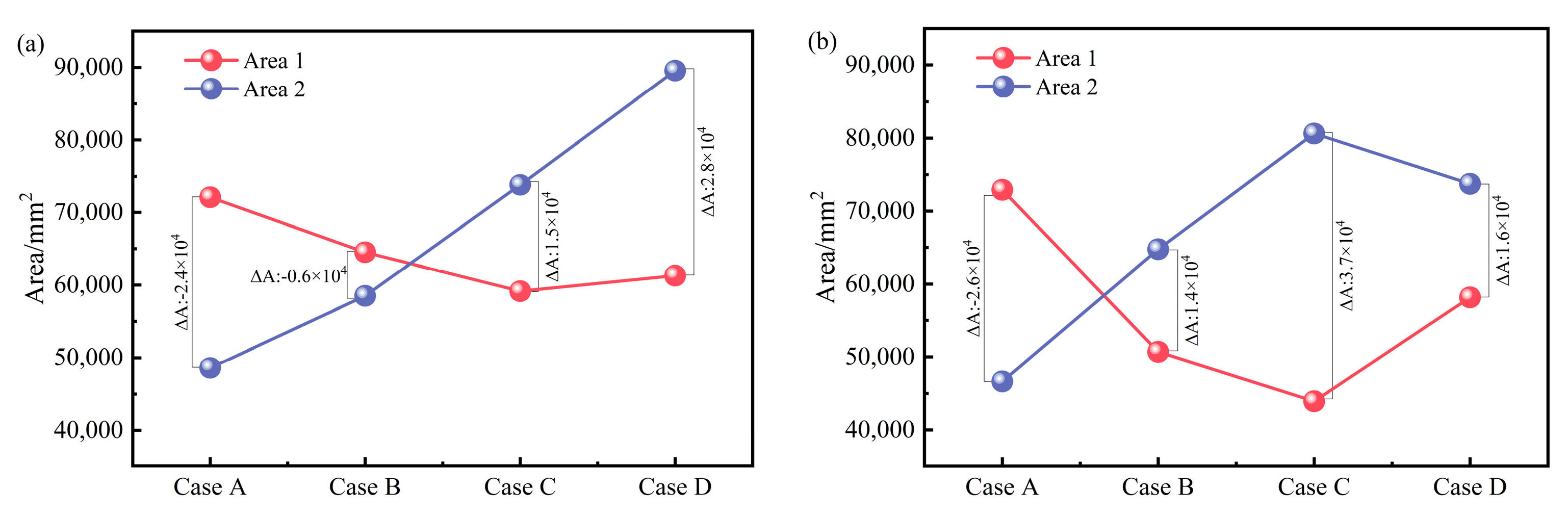
- As the heater rotates towards the bottom of the tundish around channel 1, the ΔAB of channel 1 gradually increases from −2.4 × 104 mm2 to 2.8 × 104 mm2, while the ΔAB of channel 2 has a maximum value of 3.7 × 104 mm2 at θ = 60°. At the same time, the distribution pattern of the vertical electromagnetic force along the centerline of the channels aligns with the pattern of ΔAB.
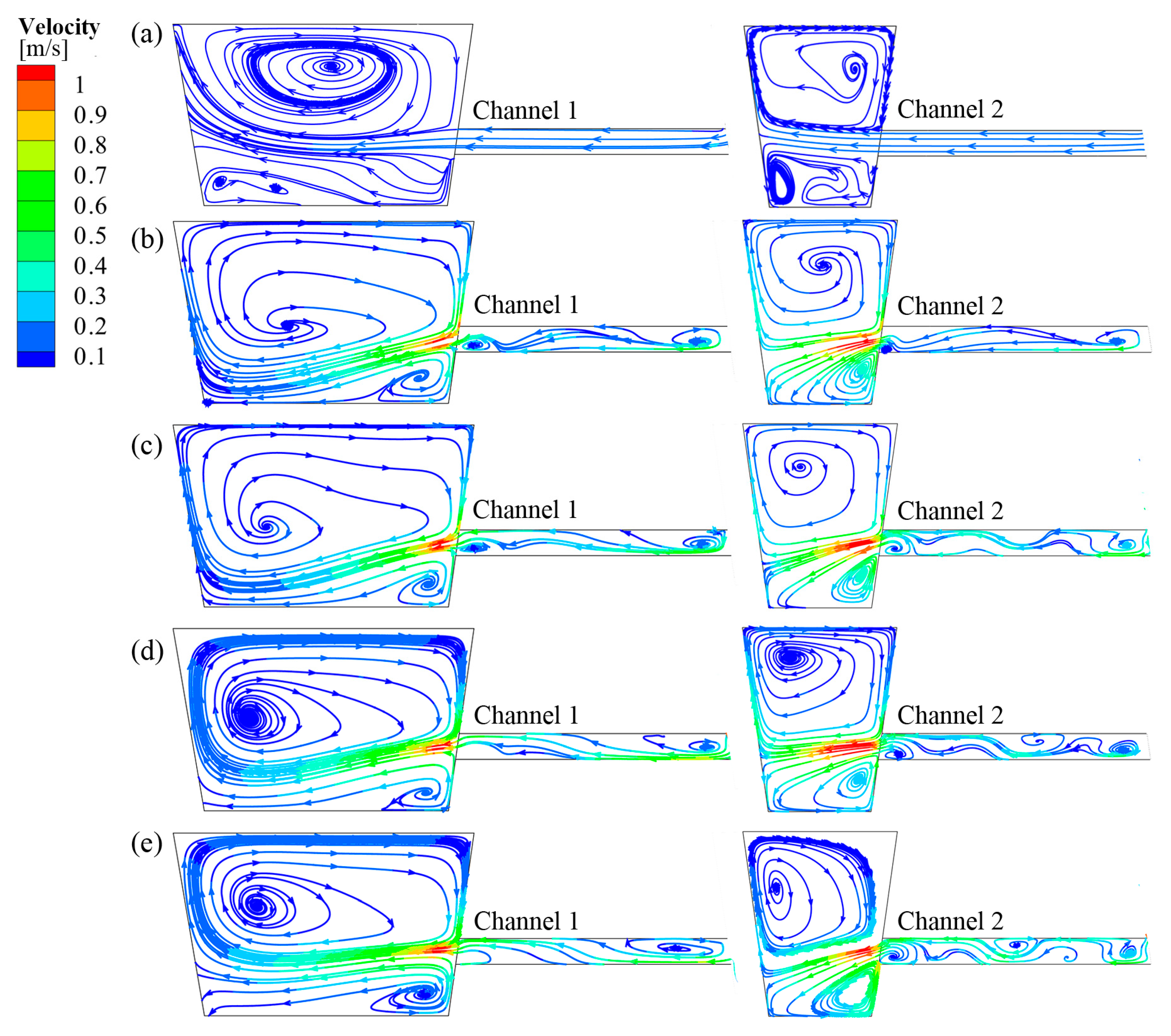
- Compared to the conventional placement of the heater, when the heater rotation angle is 60°, the channel 1 and channel 2 outlet cross-sectional flow velocities are decreased by 15% and 12%, respectively, while the channel 2 outlet temperature is increased by 1.96 K. The molten steel outflow from channel 2 no longer exhibits significant downward flow, which is more conducive to reducing scouring at the bottom of the tundish channels and discharging chamber. At the same time, it enables a more effective utilization of the induction heater for heating the molten steel inside the channels.
- This study did not consider the spatial constraints of the heaters and the tundish body in practical applications. Installation issues will be addressed in actual use, and further design of the heater’s geometry will be undertaken to fit the available space on-site.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Velička, M.; Pyszko, R.; Machů, M.; Burda, J.; Kubín, T.; Ovčačíková, H.; Rigo, D. Research on Solid Shell Growth during Continuous Steel Casting. Materials 2023, 16, 5302. [Google Scholar] [CrossRef] [PubMed]
- Guthrie, R.I.; Isac, M.M. Continuous casting practices for steel: Past, present and future. Metals 2022, 12, 862. [Google Scholar] [CrossRef]
- Mazumdar, D. Review, analysis, and modeling of continuous casting tundish systems. Steel Res. Int. 2019, 90, 1800279. [Google Scholar] [CrossRef]
- Sahai, Y. Tundish technology for casting clean steel: A review. Metall. Mater. Trans. B 2019, 47, 2095–2106. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Q.; Yang, S.; Chen, Z.; Li, J.; Jiang, Z. Advances in ladle shroud as a functional device in tundish metallurgy: A review. ISIJ Int. 2019, 59, 1167–1177. [Google Scholar] [CrossRef]
- Zhang, Q.; Xu, G.; Iwai, K. Optimization of the Circular Channel Size and the AC Magnetic Field Parameters for Application in a Channel-Type Induction-Heating Tundish. Metals 2024, 14, 420. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, S.; Dong, A.; Gao, J.; Damoah, L.N.W. Application of electromagnetic (EM) separation technology to metal refining processes: A review. Metall. Mater. Trans. B 2014, 45, 2153–2185. [Google Scholar] [CrossRef]
- Yoshii, Y.; Nozaki, T.; Habu, Y.; Ueda, T.; Harita, A.; Sakurai, M. Decreasing non-metallic inclusions in molten steel by use of tundish heating system in continuous casting. Tetsu Hagane 1985, 71, 1474–1481. [Google Scholar] [CrossRef]
- Yue, Y.; Xu, Q.; Guo, P.; Luo, A. Constant temperature control of tundish induction heating power supply for metallurgical manufacturing. Front. Energy Res. 2019, 13, 16–26. [Google Scholar] [CrossRef]
- Wang, Z.; Li, Y.; Wang, X.; Li, X.; Yue, Q.; Xiao, H. Channel-Type Induction Heating Tundish Technology for Continuous Casting: A Review. Materials 2024, 16, 493. [Google Scholar] [CrossRef]
- Xing, F.; Zheng, S.; Zhu, M. Channel parameter optimization of one-strand slab induction heating tundish with double channels. High Temp. Mater. Process. 2024, 43, 20220312. [Google Scholar] [CrossRef]
- Dou, W.; Yang, Z.; Wang, Z.; Yue, Q. Molten steel flow, heat transfer and inclusion distribution in a single-strand continuous casting tundish with induction heating. Metals 2021, 11, 1536. [Google Scholar] [CrossRef]
- Yi, B.; Zhang, G.; Jiang, Q.; Yan, P.; Feng, Z.; Tian, N. Simulation Study on the Influence of Different Molten Steel Temperatures on Inclusion Distribution under Dual-Channel Induction-Heating Conditions. Materials 2023, 16, 7556. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Li, B.; Tsukihashi, F. Modeling of a thermo-electromagneto-hydrodynamic problem in continuous casting tundish with channel type induction heating. ISIJ Int. 2014, 54, 311–320. [Google Scholar] [CrossRef]
- Wang, Q.; Qi, F.; Li, B.; Tsukihashi, F. Behavior of non-metallic inclusions in a continuous casting tundish with channel type induction heating. ISIJ Int. 2014, 54, 2796–2805. [Google Scholar] [CrossRef]
- Yue, Q.; Zhang, C.B.; Pei, X.H. Magnetohydrodynamic flows and heat transfer in a twin-channel induction heating tundish. Ironmak. Steelmak. 2017, 44, 227–236. [Google Scholar] [CrossRef]
- Yue, Q.; Pei, X.; Zhang, C.; Wang, X. Magnetohydrodynamic calculation on double-loop channel induction tundish. Arch. Metall. Mater. 2018, 63, 329–336. [Google Scholar]
- Wang, K.; Tie, Z.; Cai, S.; Wang, H.; Tang, H.; Zhang, J. Flow Control to a T-shaped Five-strand Tundish for Its Overall Enhanced Metallurgical Effects with an Approachable Identical Products Quality. ISIJ Int. 2023, 63, 1351–1359. [Google Scholar] [CrossRef]
- Xing, F.; Zheng, S.; Zhu, M. Motion and removal of inclusions in new induction heating tundish. Steel Res. Int. 2018, 89, 1700542. [Google Scholar] [CrossRef]
- Xing, F.; Zheng, S.; Liu, Z.; Zhu, M. Flow field, temperature field, and inclusion removal in a new induction heating tundish with bent channels. Metals 2019, 9, 561. [Google Scholar] [CrossRef]
- Yang, B.; Deng, A.Y.; Duan, P.F.; Kang, X.L.; Wang, E.G. “Power curve” key factor affecting metallurgical effects of an induction heating tundish. J. Iron Steel Res. Int. 2022, 29, 151–164. [Google Scholar] [CrossRef]
- Yang, B.; Deng, A.; Li, Y.; Wang, E. Exploration of the relationship between the electromagnetic field and the hydrodynamic phenomenon in a channel type induction heating tundish using a validated model. ISIJ Int. 2022, 62, 677–688. [Google Scholar] [CrossRef]
- Yang, B.; Lei, H.; Gou, D. Numerical Simulation of Inclusion Collision Growth and Removal in a Tundish with Intermittent Induction Heating. JOM 2024, 1–15. [Google Scholar] [CrossRef]
- Wang, P.; Xiao, H.; Chen, X.Q.; Li, X.S.; He, H.; Tang, H.Y.; Zhang, J.Q. Influence of dual-channel induction heating coil parameters on the magnetic field and macroscopic transport behavior in T-type tundish. Metall. Mater. Trans. B 2021, 52, 3447–3467. [Google Scholar] [CrossRef]
- Chen, X.; Wang, P.; Xiao, H.; Yi, B.; Tang, H.; Zhang, J. Dual optimization of the geometric design and inductor parameters of the induction heating tundish based on numerical simulations. J. Mater. Res. Technol. 2023, 24, 1410–1428. [Google Scholar] [CrossRef]
- Chen, X.; Xiao, H.; Wang, P.; He, H.; Tang, H.; Zhang, J. Magnetic-Flow-Thermal Characteristics of An Innovative Four-Channel Induction Heating Tundish. Steel Res. Int. 2022, 93, 2100839. [Google Scholar] [CrossRef]
- Yang, B.; Deng, A.Y.; Wang, E.G. Simulating the magnetic field/transfer phenomenon of the tundish with channel type inducting heating. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Volume 424, 9th International Symposium on Electromagnetic Processing of Materials (EPM2018), Hyogo, Japan, 14–18 October 2018; p. 012060. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values | Parameters | Values |
|---|---|---|---|
| Height of channel | 0.3 m | Relative permeability of each material | 1 |
| Diameters of channel | 0.12 m | Conductivity of molten steel | 7.14 × 105 S/m |
| Distance between the strands | 1.9 m | Viscosity of molten steel | 0.0055 kg/(m·s) |
| Melting depth in discharging chamber | 0.85 m | Density of molten steel | 8237–0.827 T |
| Length of channel 1 | 1.27 m | Thermal conductivity of molten steel | 35 W/(m·K) |
| Length of channel 2 | 1.24 m | Specific heat of molten steel | 824 J/(kg·K) |
| Ampere-turn numbers | 3.66 × 104 | Inlet velocity | 1.19 m/s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Wang, P.; Xiao, H.; Lei, S.; Tang, H.; Zhang, J. Research on the Relative Placement Angle of the Induction Heater and the Channel in a Four-Channel Induction-Heating Tundish. Materials 2024, 17, 3011. https://doi.org/10.3390/ma17123011
Chen X, Wang P, Xiao H, Lei S, Tang H, Zhang J. Research on the Relative Placement Angle of the Induction Heater and the Channel in a Four-Channel Induction-Heating Tundish. Materials. 2024; 17(12):3011. https://doi.org/10.3390/ma17123011
Chicago/Turabian StyleChen, Xiqing, Pu Wang, Hong Xiao, Siyan Lei, Haiyan Tang, and Jiaquan Zhang. 2024. "Research on the Relative Placement Angle of the Induction Heater and the Channel in a Four-Channel Induction-Heating Tundish" Materials 17, no. 12: 3011. https://doi.org/10.3390/ma17123011