
Evaluation of Bio-Rejuvenator and Compaction Conditions on Stiffness Modulus and Indirect Tensile Strength of Recycled Hot Mix Asphalt

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Plan
- ‘M’ for bituminous mixture;
- ‘0’, ‘25’ and ‘50’—the RAP material amount in percentage;
- ‘R’ for rejuvenator;
- ‘0’, ‘1’, ‘2’, ‘3’, which represent the dose of the rejuvenator, where ‘0’ corresponds to 0% rejuvenator, ‘1’ corresponds to 0.20% rejuvenator, ‘2’ corresponds to 0.40% rejuvenator, and ‘3’ corresponds to 0.60% rejuvenator by the mass of RAP material.
2.2. Bituminous Mixture Production
2.3. Specimen Fabrication
- Marshall compaction or impact compaction by which cylindrical specimens with a diameter of 100 mm were compacted by using 50 blows/each side, according to SR EN 12697-30 [49]. A total of 108 Marshall samples were produced and tested;
- cored cylindrical specimens from slabs compacted in the laboratory by using a steel roller compactor according to SR EN 12697-33 [50]. A total of 18 slabs of 305 mm × 400 mm, two for each type of bituminous mixture, were compacted by using 25 kg weight of mixture and identical level of compaction of 39 passes, as follows: 2 passes with 0.50 kN compaction load, followed by 4 × 1.00 kN, 8 × 2.00 kN, 8 × 3.00 kN, 8 × 7.00 kN and 9 × 11.00 kN. After compaction, the slabs were kept for 10 h at ambient temperature, then each slab was demolded. All slabs were maintained for 72 h at 25 ± 5 °C before coring. From each slab, six cylindrical specimens with a diameter of 100 mm were obtained (a total of 108 cored samples). After the coring process, all samples were washed and kept for 72 h at ambient temperature before testing;
- gyratory compaction by which cylindrical specimens with a diameter of 100 mm were compacted according to SR EN 12697-31 [51] by using a constant number of 80 gyrations for all types of mixes, thus assuring similar constant compaction energy. For each sample compaction, similar conditions were applied: the load of 600 kPa, internal angle of 0.820°, speed of 30 rpm and compaction stop after 80 gyrations. Thus, a total of 108 gyratory samples were produced and tested.
2.4. Hydrostatic Measurements
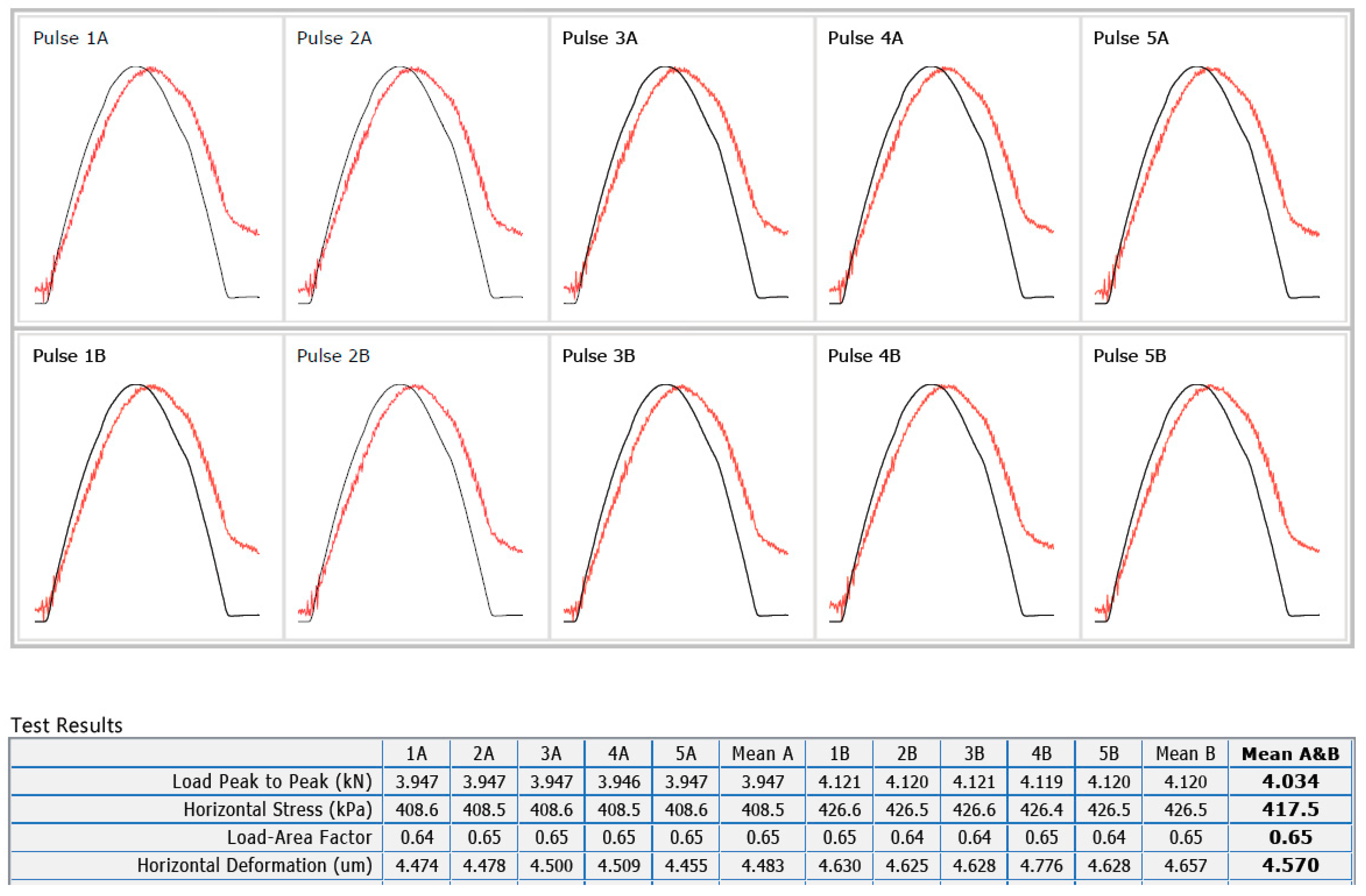
2.5. IT-CY Test
2.6. ITS Test
3. Results and Discussion
3.1. Volumetric Measurements
3.2. Stiffness Modulus Test Results
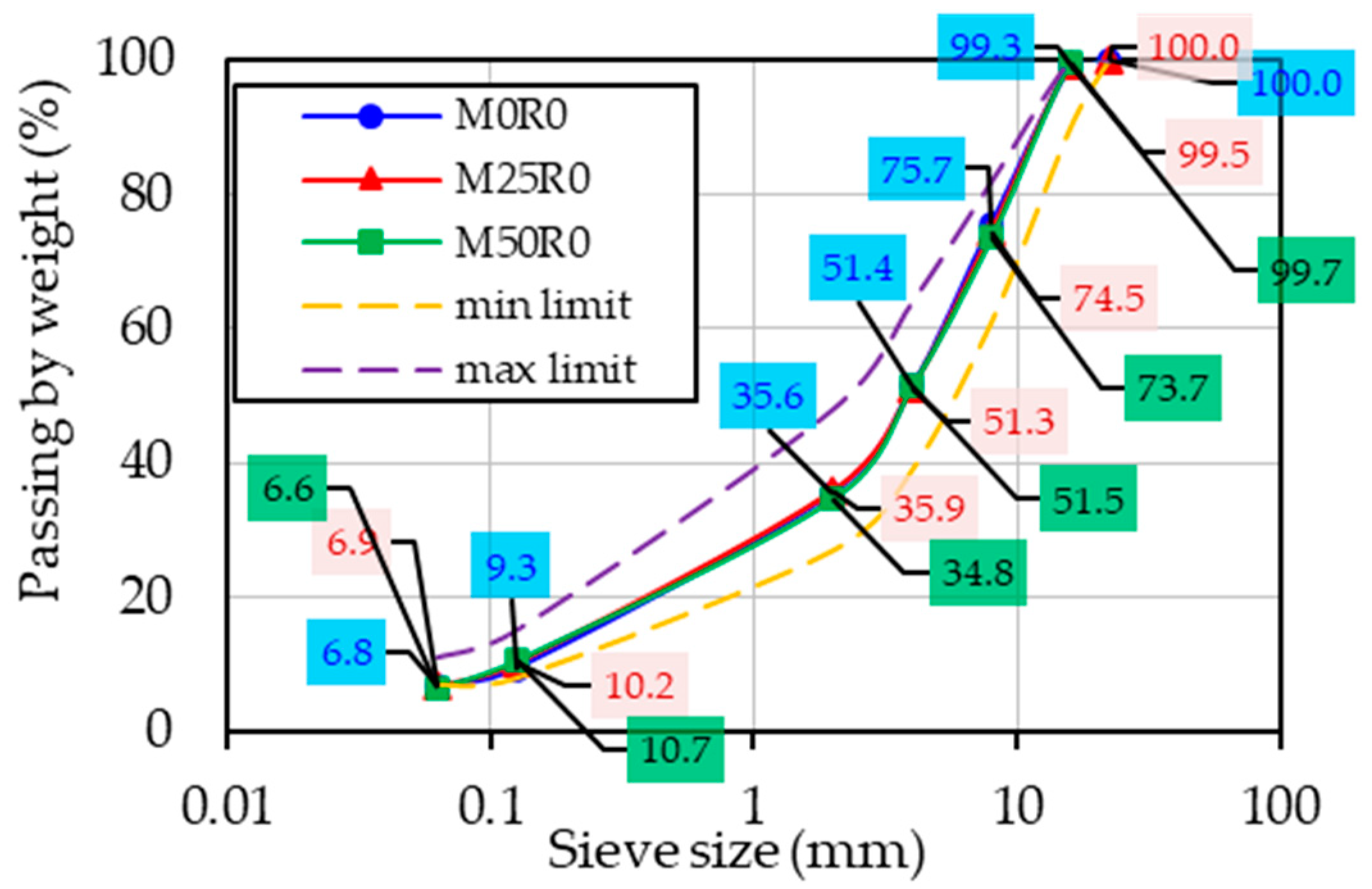
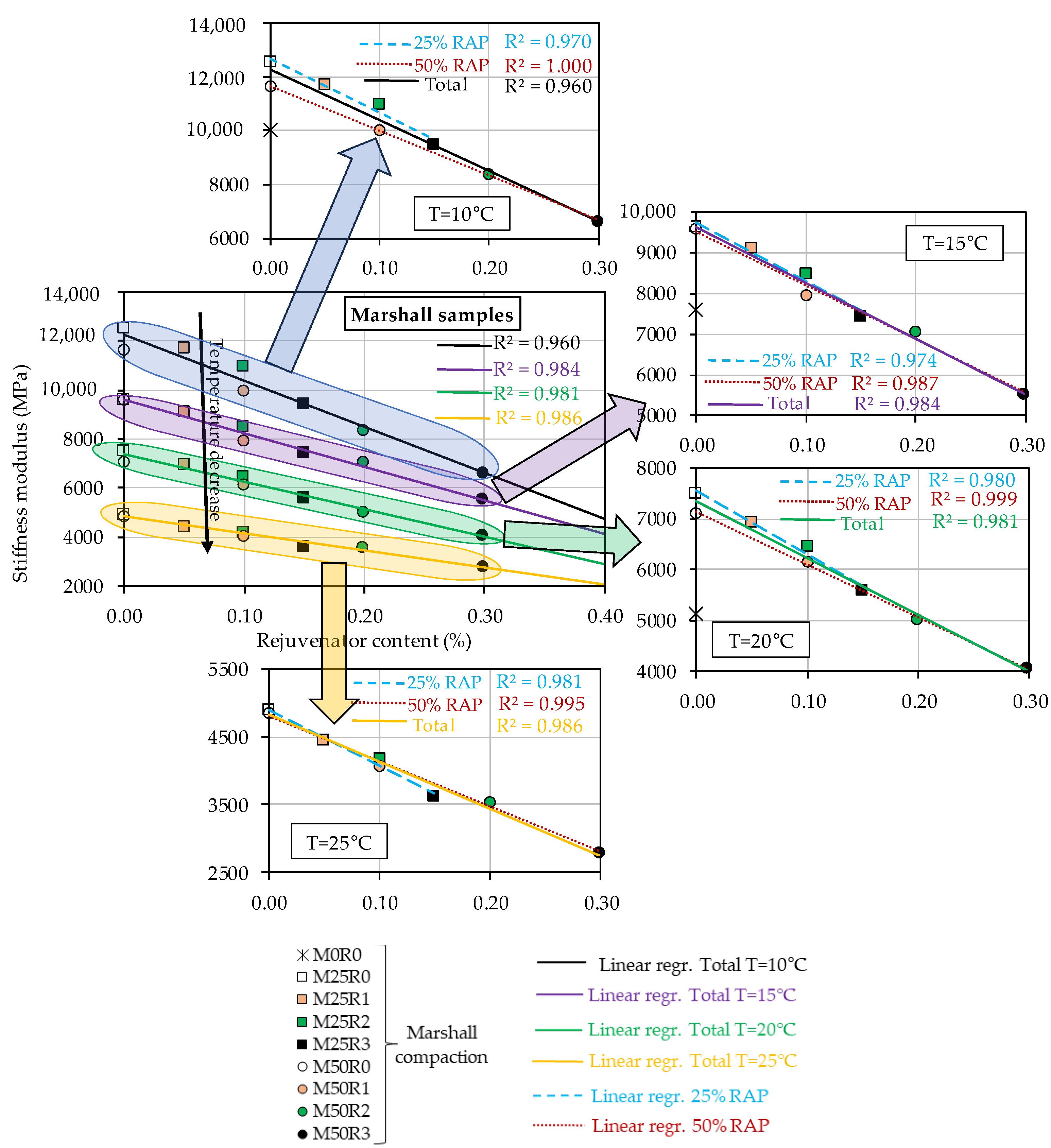
- the differences between the grading curves of mixtures. As presented in Section 2.2, all mixes were designed by imposing a similar 5.60% total bitumen content (without the rejuvenator) and the same RAP material proportion of 25% RAP 0–8 mm + 75% RAP 8–22.4 mm in order to design a grading curve similar/closer to the one used for the reference mix. However, the use of RAP material leads to a change in the grading curves of the final mixes. Therefore, for the mixes produced with the same RAP material content (25% or 50%), some strong linear relationships with the increase in the rejuvenator content were observed;
- the rejuvenator content was established as a function of the mass of the RAP material; therefore, the total ‘binder’ content (fresh binder + RAP binder + rejuvenator) was increasing with the increase in RAP material. This aspect could impact the compaction process of specimens and the experimental results for the stiffness modulus. Also, the diffusion and dispersion of the rejuvenator in the mass of the mix could be a factor that may cause these trends;
- the differences between the density of the virgin aggregates, the fresh ones, and the RAP aggregates. The mixes with higher concentrations of rejuvenator and RAP material became denser;
- the use of the same compaction energy. This final explanation, combined with all the above possible explanations, could be the reason why the bituminous mixtures produced with similar levels of RAP content presented good linear relations between the stiffness modulus values and the rejuvenator content.
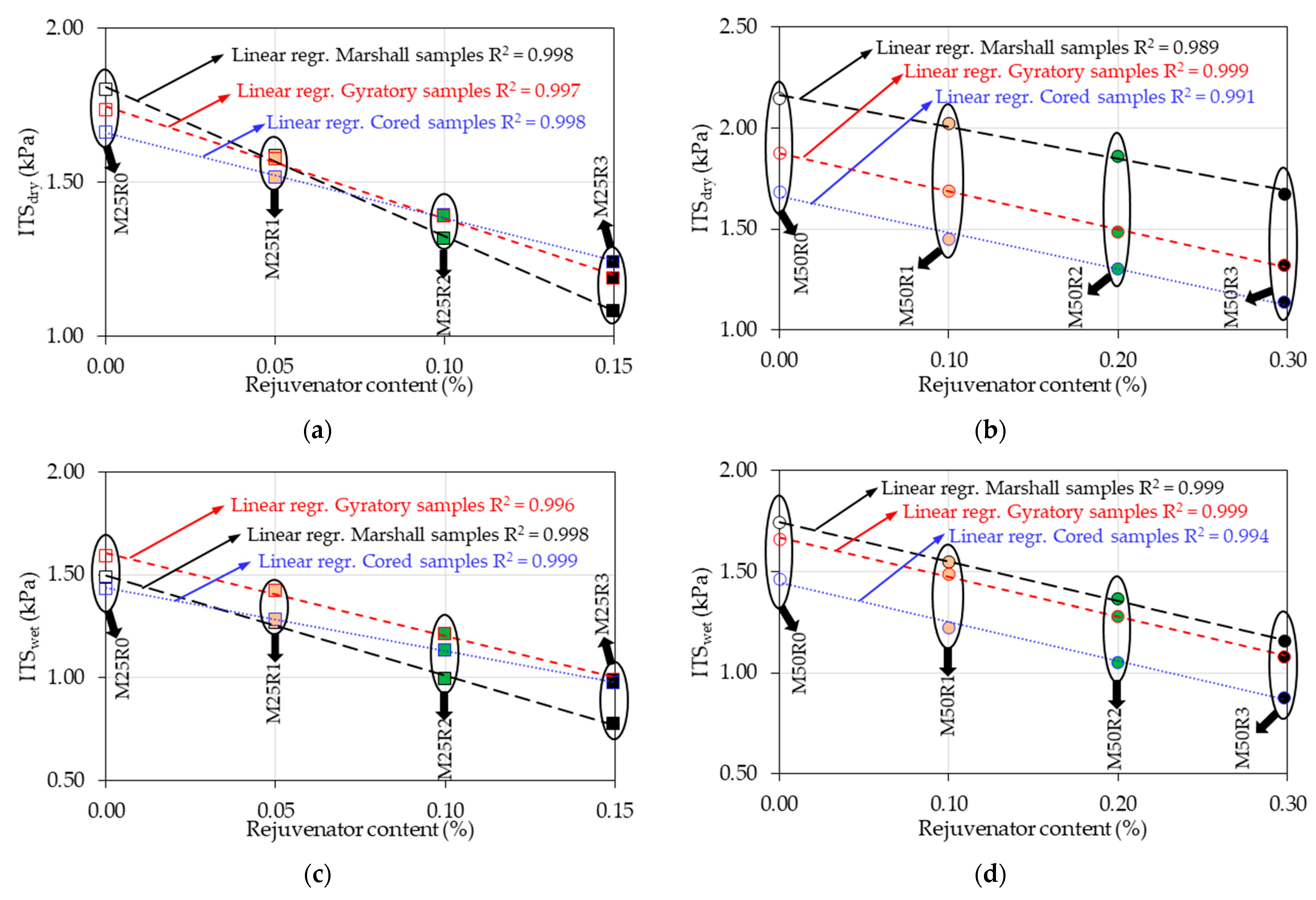
3.3. Indirect Tensile Strength Test Results
3.4. Integration of ITS, Penetration vs. Stiffness Moduli Results
- A global regression for all eight analyzed mixes could not be performed with good results, considering that the use of the RAP led to a shift in the grading curves of the mixes, the use of similar compaction energy for all mixes, and a possible difference between perfect binder blends investigated in previous studies [20,21,22,23,24,25,45] and the blends from the tested bituminous mixtures.
4. Conclusions
- the use of RAP without bio-rejuvenator in the production of mixes leads to an increase in the volumetric measurements, stiffness modulus and indirect tensile strength values (except for the results) independently of the compaction mode used. The use of the rejuvenator leads to a reverse effect;
- for the M50R2 mix (gyratory compaction), the stiffness modulus and ITS results at 20 °C are comparable/closer (under 5% relative difference) to those obtained for the reference mix. This finding is consistent with the conclusions of previous studies performed on the corresponding binder blends in which the use of 10% rejuvenator by mass of the RAP binder, corresponding to 0.40% rejuvenator by mass of the RAP material, led to a behavior similar/closer to the one observed in the case of fresh binder, in terms of thermomechanical properties. This finding highlights the rejuvenation capacity of this bio-rejuvenator;
- the stiffness modulus and ITS results showed strong linear correlations with the increase in rejuvenator content;
- these results could be explained by several factors: the differences between the grading curves of the mixtures; the rejuvenator content, its diffusion and dispersion; the difference between the density of the virgin aggregates and the RAP aggregates and the use of the same compaction energy;
- for the gyratory compaction, only the M50R3 mix produced with the highest amount of rejuvenator and RAP did not satisfy the minimum conditions imposed by AND 605 (min 4000 MPa for gyratory compaction). This finding was confirmed by the behavior of a binder blend corresponding to this mix investigated in previous studies [20,21,22,23,24,25];
- strong linear relations were observed between and values, with values higher than 0.972. These results also have a practical implication by taking into consideration that stiffness is related to the elastic capacity of a mix and the strength linked to its permanent deformation and fracture;
- strong linear correlations were observed between of the mixes and the penetration values of the corresponding binder blends, with values higher than 0.977;
- the best correlations between and and penetration, with values always higher than 0.997, were obtained for the gyratory compaction regardless of the analyzed series of mixes;
- the conclusions of this study are based on the results from the nine tested mixes. Therefore, an investigation on a wider range of materials, including different types and doses of rejuvenators and RAP materials, and a wider experimental campaign that includes the investigation of rutting, fatigue, low-temperature behavior, etc., would be a complementary step that could provide possible directions for improving the modeling and design of recycled hot mix asphalt with rejuvenator.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Noferini, L.; Simone, A.; Sangiorgi, C.; Mazzotta, F. Investigation on performances of asphalt mixtures made with Reclaimed Asphalt Pavement: Effects of interaction between virgin and RAP bitumen. Int. J. Pavement Res. Technol. 2017, 10, 322–332. [Google Scholar] [CrossRef]
- Yousefi, A.A.; Haghshenas, H.F.; Shane Underwood, B.; Harvey, J.; Blankenship, P. Performance of warm asphalt mixtures containing reclaimed asphalt pavement, an anti-stripping agent, and recycling agents: A study using a balanced mix design approach. Constr. Build. Mater. 2023, 363, 129633. [Google Scholar] [CrossRef]
- Cadar, R.D.; Boitor, R.M.; Dragomir, M.L. An Analysis of Reclaimed Asphalt Pavement from a Single Source-Case Study: A Secondary Road in Romania. Sustainability 2022, 14, 7057. [Google Scholar] [CrossRef]
- Chenic, A.Ș.; Cretu, A.I.; Burlacu, A.; Moroianu, N.; Vîrjan, D.; Huru, D.; Stanef-Puica, M.R.; Enachescu, V. Logical Analysis on the Strategy for a Sustainable Transition of the World to Green Energy-2050. Smart Cities and Villages Coupled to Renewable Energy Sources with Low Carbon Footprint. Sustainability 2022, 14, 8622. [Google Scholar] [CrossRef]
- Dimulescu, C.; Burlacu, A. Industrial Waste Materials as Alternative Fillers in Asphalt Mixtures. Sustainability 2021, 13, 8068. [Google Scholar] [CrossRef]
- Almusawi, A.; Shoman, S.; Lupanov, A.P. Assessment of the effectiveness and the initial cost efficiency of hot recycled asphalt using polymer modified bitumen. Case Stud. Constr. Mat. 2023, 18, e02145. [Google Scholar] [CrossRef]
- Goli, A. The study of the feasibility of using recycled steel slag aggregate in hot mix asphalt. Case Stud. Constr. Mat. 2022, 16, e00861. [Google Scholar] [CrossRef]
- Saltan, M.; Khaliqi, M.H. Effects of utilization of rejuvenator in asphalt mixtures containing recycled asphalt pavement at high ratios. Case Stud. Constr. Mat. 2024, 20, e03095. [Google Scholar] [CrossRef]
- Pradhan, S.K. Short-term and long-term aging effect of the rejuvenation on RAP binder and mixes for sustainable pavement construction. Int. J. Transp. Sci. Technol. 2023, 12, 937–954. [Google Scholar] [CrossRef]
- Albayati, A.; Al-Mosawe, H.; Sukhija, M.; Naidu, A.N.P. Appraising the synergistic use of recycled asphalt pavement and recycled concrete aggregate for the production of sustainable asphalt concrete. Case Stud. Constr. Mat. 2023, 19, e02237. [Google Scholar] [CrossRef]
- Zhang, X.; Ning, Y.; Zhou, X.; Xu, X.; Chen, X. Quantifying the rejuvenation effects of soybean-oil on aged asphalt-binder using molecular dynamics simulations. J. Clean. Prod. 2021, 317, 128375. [Google Scholar] [CrossRef]
- Nayak, P.; Sahoo, U.C. A rheological study on aged binder rejuvenated with Pongamia oil and Composite castor oil. Int. J. Pavement Eng. 2017, 18, 595–607. [Google Scholar] [CrossRef]
- Abdalla, A.; Faheem, A.; Ayranci, B. The Influence of a New Food Waste Bio-Oil (FWBO) Rejuvenating Agent on Cracking Susceptibility of Aged Binder and RAP. Sustainability 2022, 14, 3673. [Google Scholar] [CrossRef]
- Ali, A.W.; Mehta, Y.A.; Nolan, A.; Purdy, C.; Bennert, T. Investigation of the impacts of aging and RAP percentages on effectiveness of asphalt binder rejuvenators. Constr. Build. Mater. 2016, 110, 211–217. [Google Scholar] [CrossRef]
- Minervina Silva, I.; de Medeiros Melo Neto, O.; Lucena, L.C.d.F.L.; Mendonça, A.M.G.D.; Hu, J.W.; Youssef, A. Assessing the efficacy of alginate-encapsulated rejuvenators from soybean oil sludge and fatty acid for enhanced self-healing capacity of asphalt mixtures. Road Mater. Pavement Des. 2024, 1–25. [Google Scholar] [CrossRef]
- Liu, S.; Wang, H.; Yang, J.; Luo, S.; Liu, X.; Huang, W.; Hu, J.; Xu, G.; Min, Z. Biomass waste to produce bio oil as rejuvenator for asphalt based on pyrolysis technology. Int. J. Pavement Eng. 2024, 25, 2287695. [Google Scholar] [CrossRef]
- Jiang, Y.; Chen, X.; Xu, T. Development of sustainable compound bio-oil rejuvenator and its rejuvenation mechanism on long-term aged asphalt. J. Clean. Prod. 2023, 429, 139440. [Google Scholar] [CrossRef]
- Tabaković, A.; van Vliet, D.; Roetert-Steenbruggen, K.; Leegwater, G. Bio-Oils as Asphalt Bitumen Rejuvenators. Eng. Proc. 2023, 36, 27. [Google Scholar] [CrossRef]
- Forton, A.; Stirb, A.; Marc, P. Influence of Anti-Stripping Green Additives on Binder Performance. Sustainability 2023, 15, 4560. [Google Scholar] [CrossRef]
- Forton, A.; Mangiafico, S.; Sauzéat, C.; Di Benedetto, H.; Marc, P. Critical temperatures blending chart for binder blends produced with rap binder and rejuvenator. J. Test. Eval. 2022, 50, 186–204. [Google Scholar] [CrossRef]
- Forton, A.; Di Benedetto, H.; Mangiafico, S.; Sauzéat, C.; Marc, P. Rheological properties of fresh and RAP bitumen blends with or without regenerating agent. In Bituminous Mixtures and Pavements VII: Proceedings of the 7th International Conference on Bituminous Mixtures and Pavements, ICONFBMP 2019, 1st ed.; Nikolaides, A.F., Manthos, E., Eds.; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar] [CrossRef]
- Forton, A.; Mangiafico, S.; Sauzéat, C.; Di Benedetto, H.; Marc, P. Properties of blends of fresh and RAP binders with rejuvenator: Experimental and estimated results. Constr. Build. Mater. 2020, 236, 117555. [Google Scholar] [CrossRef]
- Forton, A.; Mangiafico, S.; Sauzéat, C.; Di Benedetto, H.; Marc, P. Behaviour of binder blends: Experimental results and modelling from LVE properties of pure binder, RAP binder and rejuvenator. Road Mater. Pavement Des. 2021, 22, S197–S213. [Google Scholar] [CrossRef]
- Forton, A.; Mangiafico, S.; Sauzéat, C.; Di Benedetto, H.; Marc, P. Steady shear viscosity of blends of fresh and RAP binders with rejuvenator: Experimental and estimated results. Constr. Build. Mater. 2021, 269, 121236. [Google Scholar] [CrossRef]
- Forton, A.; Mangiafico, S.; Sauzéat, C.; Di Benedetto, H.; Marc, P. Estimation of Complex Shear Modulus of Binder Blends Produced with RAP Binder and Rejuvenator. In Proceedings of the RILEM International Symposium on Bituminous Materials. ISBM 2020, RILEM Bookseries; Di Benedetto, H., Baaj, H., Chailleux, E., Tebaldi, G., Sauzéat, C., Mangiafico, S., Eds.; Springer: Cham, Switzerland, 2022; Volume 27. [Google Scholar] [CrossRef]
- Júnior, P.O.B.d.A.; Schuster, S.L.; Faccin, C.; Vestena, P.M.; Ilha, P.S.; Pires, G.M.; Müller, E.I.; da Silva Pereira, D.; Specht, L.P. Rheological, permanent deformation and fatigue analysis for calibration of the recovery process of bitumens in the rotary evaporator. Road Mater. Pavement Des. 2024, 25, 736–761. [Google Scholar] [CrossRef]
- Zhu, H.; Xu, G.; Gong, M.; Yang, J. Recycling long-term-aged asphalts using bio-binder/plasticizer-based rejuvenator. Constr. Build. Mater. 2017, 147, 117–129. [Google Scholar] [CrossRef]
- Jie, J.; Hui, Y.; Zhi, S.; Zhanping, Y.; Haoxin, L.; Shifa, X.; Lijun, S. Effectiveness of Vegetable Oils as Rejuvenators for Aged Asphalt Binders. J. Mater. Civ. Eng. 2017, 29, D4016003. [Google Scholar] [CrossRef]
- Koudelka, T.; Coufalik, P.; Fiedler, J.; Coufalikova, I.; Varaus, M.; Yin, F. Rheological evaluation of asphalt blends at multiple rejuvenation and aging cycles. Road Mater. Pavement Des. 2019, 20, S3–S18. [Google Scholar] [CrossRef]
- Guo, M.; Zhang, S.; Du, X.; Tan, Y.; Luo, D. Study on effect of various rejuvenators on virgin asphalt binders suffering various aging conditions and the unified evaluation index. Constr. Build. Mater. 2023, 397, 132331. [Google Scholar] [CrossRef]
- Xiao, Y.; Li, C.; Wan, M.; Zhou, X.; Wang, Y.; Wu, S. Study of the Diffusion of Rejuvenators and Its Effect on Aged Bitumen Binder. Appl. Sci. 2017, 7, 397. [Google Scholar] [CrossRef]
- Hajj, E.Y.; Souliman, M.I.; Alavi, M.Z.; Salazar, L.G.L. Influence of Hydrogreen Bioasphalt on Viscoelastic Properties of Reclaimed Asphalt Mixtures. Transp. Res. Rec. 2013, 2371, 13–22. [Google Scholar] [CrossRef]
- Moon, B.; “David” Lee, H.; Ledtje, P.; Williams, C. Evaluating effect of rejuvenators on high RAP mixtures through laboratory performance tests and construction of field test sections. Constr. Build. Mater. 2022, 340, 127698. [Google Scholar] [CrossRef]
- Im, S.; Zhou, F.; Lee, R.; Scullion, T. Impacts of rejuvenators on performance and engineering properties of asphalt mixtures containing recycled materials. Constr. Build. Mater. 2014, 53, 596–603. [Google Scholar] [CrossRef]
- Xie, Z.; Tran, N.; Taylor, A.J.; Turnera, P. Laboratory Evaluation of Effect of Addition Methods of Rejuvenators on Properties of Recycled Asphalt Mixtures. J. Mater. Civ. Eng. 2020, 32, 04020101. [Google Scholar] [CrossRef]
- Grenfell, J.; Ahmad, N.; Liu, Y.; Apeagyei, A.; Large, D.; Airey, G. Assessing asphalt mixture moisture susceptibility through intrinsic adhesion, bitumen stripping and mechanical damage. Road Mater. Pavement Des. 2014, 15, 131–152. [Google Scholar] [CrossRef]
- Liu, Y.; Apeagyei, A.; Ahmad, N.; Grenfell, J.; Airey, G. Examination of moisture sensitivity of aggregate–bitumen bonding strength using loose asphalt mixture and physico-chemical surface energy property tests. Int. J. Pavement Eng. 2014, 15, 657–670. [Google Scholar] [CrossRef]
- Lee, H.; Mokhtari, A.; Williams, C. Development of Quality Standards for Inclusion of High Recycled Asphalt Pavement Content in Asphalt Mixtures—Phase III; Iowa Department of Transportation: Ames, IA, USA, 2018. [CrossRef]
- Blanchette, A.; Lee, S.T.; Wood, T. Asphalt Mix Rejuvenators Synthesis. A Pooled Fund Project Administered by the Minnesota Department of Transportation; Report No. NRRA202002; Minnesota Department of Transportation: St. Paul, MN, USA, 2020.
- Çelik, O.N.; Atiş, C.D. Compactibility of hot bituminous mixtures made with crumb rubber-modified binders. Constr. Build. Mater. 2008, 22, 1143–1147. [Google Scholar] [CrossRef]
- Forton, A.; Ciutina, A.; Marc, P. Environmental impact of bituminous mixtures produced with reclaimed asphalt pavement and rejuvenator. In IOP Conference Series: Earth and Environmental Science; IOPScience: Bristol, UK, 2021; Volume 664, p. 012010. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Poulikakos, L.; Frank, R. Influence of six rejuvenators on the performance properties of Reclaimed Asphalt Pavement (RAP) binder and 100% recycled asphalt mixtures. Constr. Build. Mater. 2014, 71, 538–550. [Google Scholar] [CrossRef]
- Zhan, Y.; Wu, H.; Song, W.; Xu, Z. Determining meso-parameters of hot mix asphalt with reclaimed asphalt pavement based on workability. Constr. Build. Mater. 2022, 359, 129512. [Google Scholar] [CrossRef]
- Tang, W.; Yu, X.; Li, N.; Dong, F.; Wang, Z.; Zhang, Y. Effect of Rejuvenators on the Workability and Performances of Reclaimed Asphalt Mixtures. Materials 2021, 14, 6385. [Google Scholar] [CrossRef]
- Forton, A. Thermomechanical Behaviour of Bituminous Materials Including RAP and Rejuvenator and Environmental Impact of Their Fabrication Process. Ph.D. Thesis, Université de Lyon/Universitatea Politehnica Timisoara, Timisoara, Romania, 2021. [Google Scholar]
- SR EN 13108-8; Bituminous Mixtures-Material Specifications-Part 8: Reclaimed Asphalt. Romanian Standard, ASRO: Bucharest, Romania, 2016.
- AND 605; Hot Mix Asphalt. Technical Conditions Regarding Design, Production and Implementation. Matrix Rom: Bucharest, Romania, 2016.
- SR EN 12697-35; Bituminous Mixtures-Test Methods-Part 35: Laboratory Mixing. Romanian Standard, ASRO: Bucharest, Romania, 2016.
- SR EN 12697-30; Bituminous Mixtures-Test Methods-Part 30: Specimen Preparation by Impact Compactor. Romanian Standard, ASRO: Bucharest, Romania, 2019.
- SR EN 12697-33; Bituminous Mixtures-Test Method-Part 33: Specimen Prepared by Roller Compactor. Romanian Standard, ASRO: Bucharest, Romania, 2023.
- SR EN 12697-31; Bituminous Mixtures-Test Methods-Part 31: Specimen Preparation by Gyratory Compactor. Romanian Standard, ASRO: Bucharest, Romania, 2019.
- SR EN 12697-6; Bituminous Mixtures-Test Methods-Part 6: Determination of Bulk Density of Bituminous Specimens. Romanian Standard, ASRO: Bucharest, Romania, 2020.
- SR EN 12697-8; Bituminous Mixtures-Test Methods-Part 8: Determination of Void Characteristics of Bituminous Specimens. Romanian Standard, ASRO: Bucharest, Romania, 2019.
- SR EN 12697-26; Bituminous Mixtures-Test Methods-Part 26: Stiffness. Romanian Standard, ASRO: Bucharest, Romania, 2022.
- SR EN 12697-23; Bituminous Mixtures-Test Methods-Part 23: Determination of the Indirect Tensile Strength of Bituminous Specimens. Romanian Standard, ASRO: Bucharest, Romania, 2018.
- SR EN 12697-12; Bituminous Mixtures-Test Methods-Part 12: Determination of the Water Sensitivity of Bituminous Specimens. Romanian Standard, ASRO: Bucharest, Romania, 2018.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Mix Type + Base Material Proportions (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| M0R0 | M25R0 | M25R1 | M25R2 | M25R3 | M50R0 | M50R1 | M50R2 | M50R3 | |
| a. Binder content | 5.60 | 5.60 | 5.60 | 5.60 | 5.60 | 5.60 | 5.60 | 5.60 | 5.60 |
| ● Virgin fresh binder | 5.60 | 4.60 | 4.60 | 4.60 | 4.60 | 3.60 | 3.60 | 3.60 | 3.60 |
| ● RAP binder | - | 1.00 | 1.00 | 1.00 | 1.00 | 2.00 | 2.00 | 2.00 | 2.00 |
| b. Rejuvenator | - | - | 0.05 | 0.10 | 0.15 | - | 0.10 | 0.20 | 0.30 |
| c. Aggregate content | 94.40 | 94.40 | 94.35 | 94.30 | 94.25 | 94.40 | 94.30 | 94.20 | 94.10 |
| ● Crushed rock | 84.96 | 64.91 | 64.87 | 64.84 | 64.81 | 44.13 | 44.09 | 44.05 | 44.01 |
| ○ 8–16 | 23.60 | 16.10 | 16.09 | 16.08 | 16.07 | 8.02 | 8.02 | 8.01 | 8.00 |
| ○ 4–8 | 20.77 | 12.94 | 12.93 | 12.93 | 12.92 | 7.98 | 7.97 | 7.96 | 7.96 |
| ○ 0–4 | 40.59 | 35.87 | 35.85 | 35.83 | 35.82 | 28.13 | 28.10 | 28.08 | 28.05 |
| ● Natural sand | 2.83 | 0.87 | 0.87 | 0.87 | 0.87 | - | - | - | - |
| ● Limestone filler | 6.61 | 4.62 | 4.62 | 4.62 | 4.61 | 2.27 | 2.26 | 2.26 | 2.26 |
| ● RAP aggregates from RAP material 8–22.4 | - | 18.00 | 17.99 | 17.97 | 17.97 | 36.00 | 35.95 | 35.92 | 35.88 |
| ● RAP aggregates from RAP material 0–8 | - | 6.00 | 6.00 | 6.00 | 5.99 | 12.00 | 12.00 | 11.97 | 11.95 |
| Bituminous Mixture | (kg/m3) | (% vol.) | (%) | (%) | (%) |
|---|---|---|---|---|---|
| M0R0 | 2336 | 1.55 | 3.60 | 16.47 | 78.17 |
| M25R0 | 2391 | 1.68 | 2.17 | 15.25 | 85.76 |
| M25R1 | 2399 | 1.44 | 1.76 | 15.00 | 88.28 |
| M25R2 | 2402 | 1.31 | 1.65 | 15.03 | 89.02 |
| M25R3 | 2411 | 1.03 | 1.11 | 14.67 | 92.45 |
| M50R0 | 2365 | 1.88 | 4.07 | 16.90 | 75.90 |
| M50R1 | 2392 | 1.70 | 2.80 | 16.03 | 82.52 |
| M50R2 | 2365 | 1.56 | 2.54 | 16.03 | 84.13 |
| M50R3 | 2407 | 1.18 | 1.86 | 15.67 | 88.10 |
| Bituminous Mixture | (kg/m3) | (% vol.) | (%) | (%) | (%) |
|---|---|---|---|---|---|
| M0R0 | 2286 | 1.13 | 5.66 | 18.26 | 69.10 |
| M25R0 | 2301 | 1.31 | 5.84 | 18.43 | 68.38 |
| M25R1 | 2317 | 1.13 | 5.10 | 17.89 | 71.51 |
| M25R2 | 2331 | 1.03 | 4.56 | 17.54 | 74.05 |
| M25R3 | 2344 | 1.04 | 3.84 | 17.03 | 77.45 |
| M50R0 | 2324 | 1.83 | 6.95 | 19.39 | 64.19 |
| M50R1 | 2350 | 1.21 | 4.50 | 17.50 | 74.37 |
| M50R2 | 2359 | 1.16 | 3.98 | 17.27 | 76.94 |
| M50R3 | 2370 | 0.95 | 3.37 | 16.96 | 80.17 |
| Bituminous Mixture | (kg/m3) | (% vol.) | (%) | (%) | (%) |
|---|---|---|---|---|---|
| M0R0 | 2288 | 1.46 | 5.56 | 18.17 | 69.43 |
| M25R0 | 2374 | 1.54 | 3.37 | 16.40 | 79.46 |
| M25R1 | 2360 | 1.05 | 3.33 | 16.58 | 79.93 |
| M25R2 | 2287 | 0.83 | 2.85 | 15.84 | 82.00 |
| M25R3 | 2357 | 0.77 | 2.85 | 16.06 | 82.29 |
| M50R0 | 2350 | 1.62 | 4.68 | 17.43 | 73.17 |
| M50R1 | 2390 | 1.27 | 3.72 | 17.04 | 78.17 |
| M50R2 | 2366 | 1.04 | 3.31 | 16.91 | 80.43 |
| M50R3 | 2372 | 0.90 | 2.88 | 16.09 | 82.14 |
| MEASURED—Stiffness Modulus (MPa) | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bit. Mix. | Marshall Samples | Cored Samples | Gyratory Samples | ||||||||||||
| 10 °C | 15 °C | 20 °C | 25 °C | R2 | 10 °C | 15 °C | 20 °C | 25 °C | R2 | 10 °C | 15 °C | 20 °C | 25 °C | R2 | |
| M0R0 | 9616 | 7349 | 4903 | 3199 | 0.995 | 4913 | 4063 | 2719 | 1443 | 0.991 | 10,100 | 7282 | 5335 | 3779 | 0.982 |
| M25R0 | 12,184 | 9336 | 7259 | 4743 | 0.997 | 6764 | 5763 | 3930 | 2397 | 0.988 | 12,298 | 9267 | 6490 | 4658 | 0.989 |
| M25R1 | 11,306 | 8826 | 6703 | 4320 | 0.999 | 6414 | 5134 | 3561 | 2192 | 0.999 | 11,358 | 8581 | 5864 | 4160 | 0.989 |
| M25R2 | 10,545 | 8192 | 6265 | 3977 | 0.999 | 5944 | 4989 | 3236 | 1879 | 0.989 | 10,345 | 7923 | 5271 | 3638 | 0.991 |
| M25R3 | 9250 | 7276 | 5377 | 3466 | 1.000 | 5330 | 4313 | 2916 | 1513 | 0.995 | 9165 | 7218 | 4352 | 2966 | 0.984 |
| M50R0 | 11,339 | 9044 | 6946 | 4689 | 1.000 | 8253 | 6897 | 4833 | 2807 | 0.995 | 12,748 | 9833 | 6979 | 4726 | 0.997 |
| M50R1 | 9932 | 7751 | 5942 | 3959 | 0.999 | 7047 | 5609 | 3767 | 2380 | 0.997 | 10,453 | 8166 | 5657 | 3889 | 0.997 |
| M50R2 | 8192 | 6854 | 4938 | 3392 | 0.996 | 5570 | 4476 | 2983 | 1671 | 0.997 | 8877 | 6665 | 4336 | 2919 | 0.990 |
| M50R3 | 6526 | 5407 | 3960 | 2701 | 0.998 | 4567 | 3633 | 2198 | 1223 | 0.993 | 7436 | 5253 | 3084 | 1983 | 0.980 |
| ADJUSTED—Stiffness Modulus (MPa) | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bit. Mix. | Marshall Samples | Cored Samples | Gyratory Samples | ||||||||||||
| 10 °C | 15 °C | 20 °C | 25 °C | R2 | 10 °C | 15 °C | 20 °C | 25 °C | R2 | 10 °C | 15 °C | 20 °C | 25 °C | R2 | |
| M0R0 | 10,000 | 7584 | 5113 | 3380 | 0.994 | 5114 | 4153 | 2884 | 1600 | 0.996 | 10,492 | 7495 | 5589 | 3974 | 0.978 |
| M25R0 | 12,539 | 9636 | 7490 | 4892 | 0.997 | 7015 | 5973 | 4143 | 2552 | 0.989 | 12,662 | 9623 | 6790 | 4890 | 0.989 |
| M25R1 | 11,690 | 9101 | 6934 | 4446 | 0.999 | 6596 | 5243 | 3724 | 2336 | 0.999 | 11,872 | 8915 | 6192 | 4428 | 0.988 |
| M25R2 | 10,963 | 8480 | 6466 | 4188 | 0.999 | 6111 | 5088 | 3420 | 2024 | 0.989 | 11,233 | 8235 | 5473 | 3837 | 0.991 |
| M25R3 | 9453 | 7448 | 5584 | 3620 | 1.000 | 5635 | 4447 | 3087 | 1639 | 0.998 | 9458 | 7466 | 4568 | 3131 | 0.985 |
| M50R0 | 11,643 | 9604 | 7099 | 4849 | 0.999 | 8572 | 7195 | 5113 | 2978 | 0.998 | 12,936 | 10,030 | 7235 | 4935 | 0.997 |
| M50R1 | 10,011 | 7945 | 6153 | 4065 | 0.997 | 7382 | 5794 | 3896 | 2590 | 0.996 | 10,612 | 8391 | 5830 | 3975 | 0.999 |
| M50R2 | 8390 | 7077 | 5024 | 3531 | 0.993 | 5858 | 4749 | 3253 | 1960 | 0.997 | 8897 | 6870 | 4682 | 3172 | 0.995 |
| M50R3 | 6644 | 5510 | 4051 | 2797 | 0.998 | 4811 | 3845 | 2362 | 1391 | 0.992 | 7662 | 5612 | 3584 | 2295 | 0.990 |
| Indirect Tensile Strength Results (kPa) | ||||||
|---|---|---|---|---|---|---|
| Bit. Mix. | Marshall Samples | Cored Samples | Gyratory Samples | |||
| Dry | Wet | Dry | Wet | Dry | Wet | |
| M0R0 | 1.556 | 1.275 | 1.388 | 1.166 | 1.419 | 1.255 |
| M25R0 | 1.801 | 1.486 | 1.664 | 1.433 | 1.735 | 1.591 |
| M25R1 | 1.588 | 1.272 | 1.516 | 1.285 | 1.578 | 1.423 |
| M25R2 | 1.319 | 0.997 | 1.396 | 1.134 | 1.390 | 1.215 |
| M25R3 | 1.084 | 0.776 | 1.241 | 0.977 | 1.190 | 0.993 |
| M50R0 | 2.145 | 1.745 | 1.686 | 1.465 | 1.878 | 1.662 |
| M50R1 | 2.026 | 1.551 | 1.455 | 1.227 | 1.692 | 1.488 |
| M50R2 | 1.866 | 1.368 | 1.305 | 1.055 | 1.489 | 1.282 |
| M50R3 | 1.675 | 1.158 | 1.139 | 0.877 | 1.320 | 1.081 |
| Bit. Mix. | ITSR (%) | ||
| Marshall Samples | Cored Samples | Gyratory Samples | |
| M0R0 | 81.94 | 84.01 | 88.44 |
| M25R0 | 82.51 | 86.12 | 91.70 |
| M25R1 | 80.10 | 84.76 | 90.18 |
| M25R2 | 75.59 | 81.23 | 87.41 |
| M25R3 | 71.59 | 78.73 | 83.45 |
| M50R0 | 81.35 | 86.89 | 88.50 |
| M50R1 | 76.55 | 84.33 | 87.94 |
| M50R2 | 73.31 | 80.84 | 86.10 |
| M50R3 | 69.13 | 77.00 | 81.89 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Forton, A.; Ciutina, A.; Stirb, A.; Marc, P.; Costescu, C.; Ciopec, A. Evaluation of Bio-Rejuvenator and Compaction Conditions on Stiffness Modulus and Indirect Tensile Strength of Recycled Hot Mix Asphalt. Materials 2024, 17, 3081. https://doi.org/10.3390/ma17133081
Forton A, Ciutina A, Stirb A, Marc P, Costescu C, Ciopec A. Evaluation of Bio-Rejuvenator and Compaction Conditions on Stiffness Modulus and Indirect Tensile Strength of Recycled Hot Mix Asphalt. Materials. 2024; 17(13):3081. https://doi.org/10.3390/ma17133081
Chicago/Turabian StyleForton, Andrei, Adrian Ciutina, Adelin Stirb, Paul Marc, Ciprian Costescu, and Alexandra Ciopec. 2024. "Evaluation of Bio-Rejuvenator and Compaction Conditions on Stiffness Modulus and Indirect Tensile Strength of Recycled Hot Mix Asphalt" Materials 17, no. 13: 3081. https://doi.org/10.3390/ma17133081