
Research on the Welding Process and Weld Formation in Multiple Solid-Flux Cored Wires Arc Hybrid Welding Process for Q960E Ultrahigh-Strength Steel

Abstract
1. Introduction
2. Materials and Methods
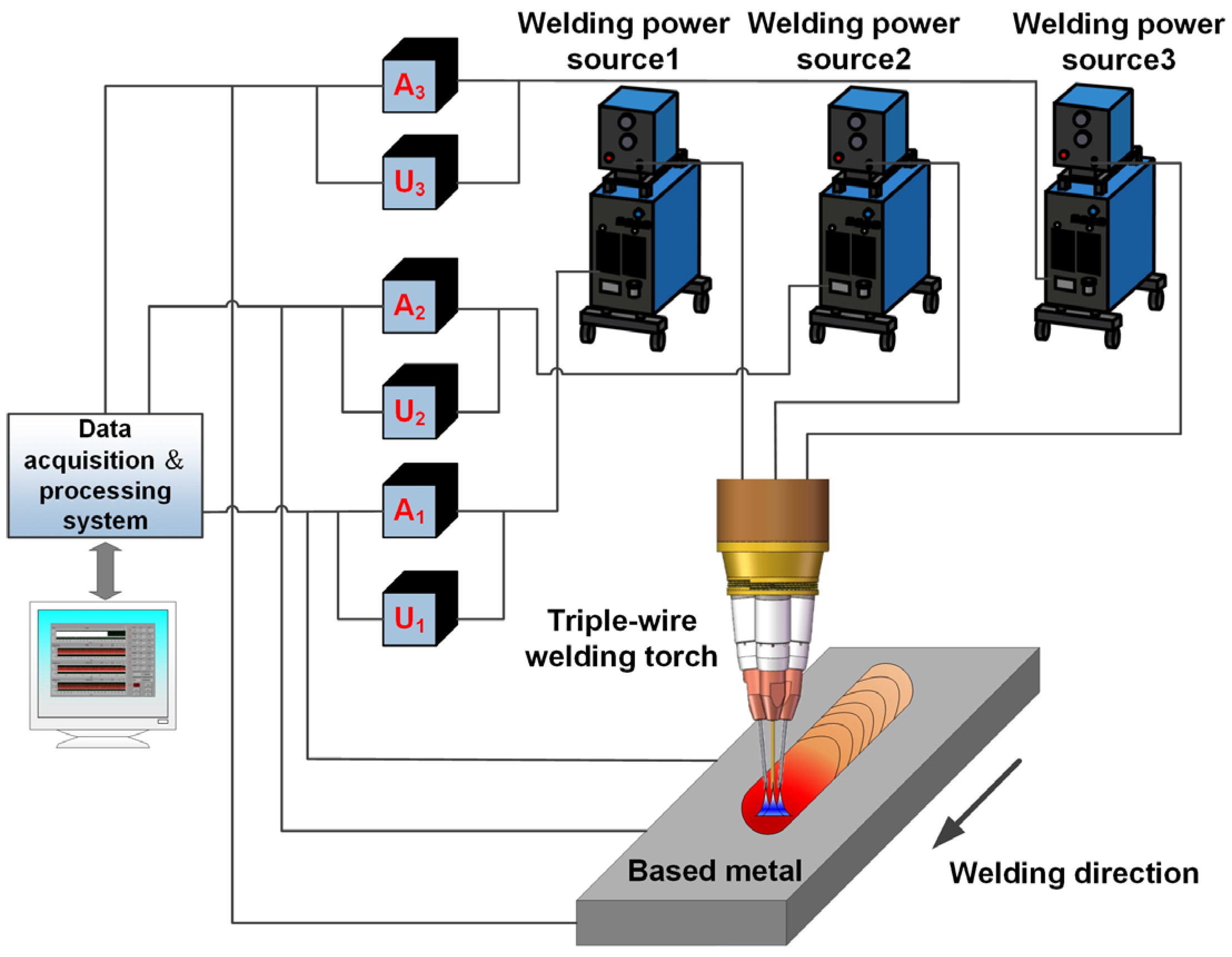
2.1. Welding Consumables and Equipment
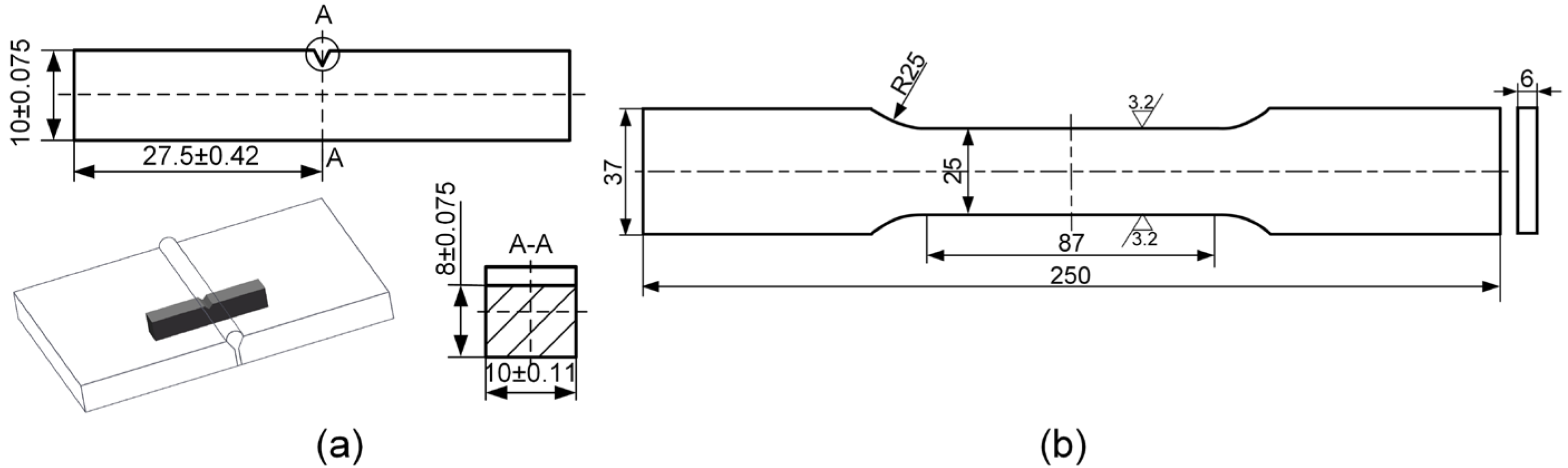
2.2. Metallographic Analysis and Mechanical Property Test
3. Results and Discussion
3.1. Effects of Electrical Parameters on Metal Transfer and Arc Behavior
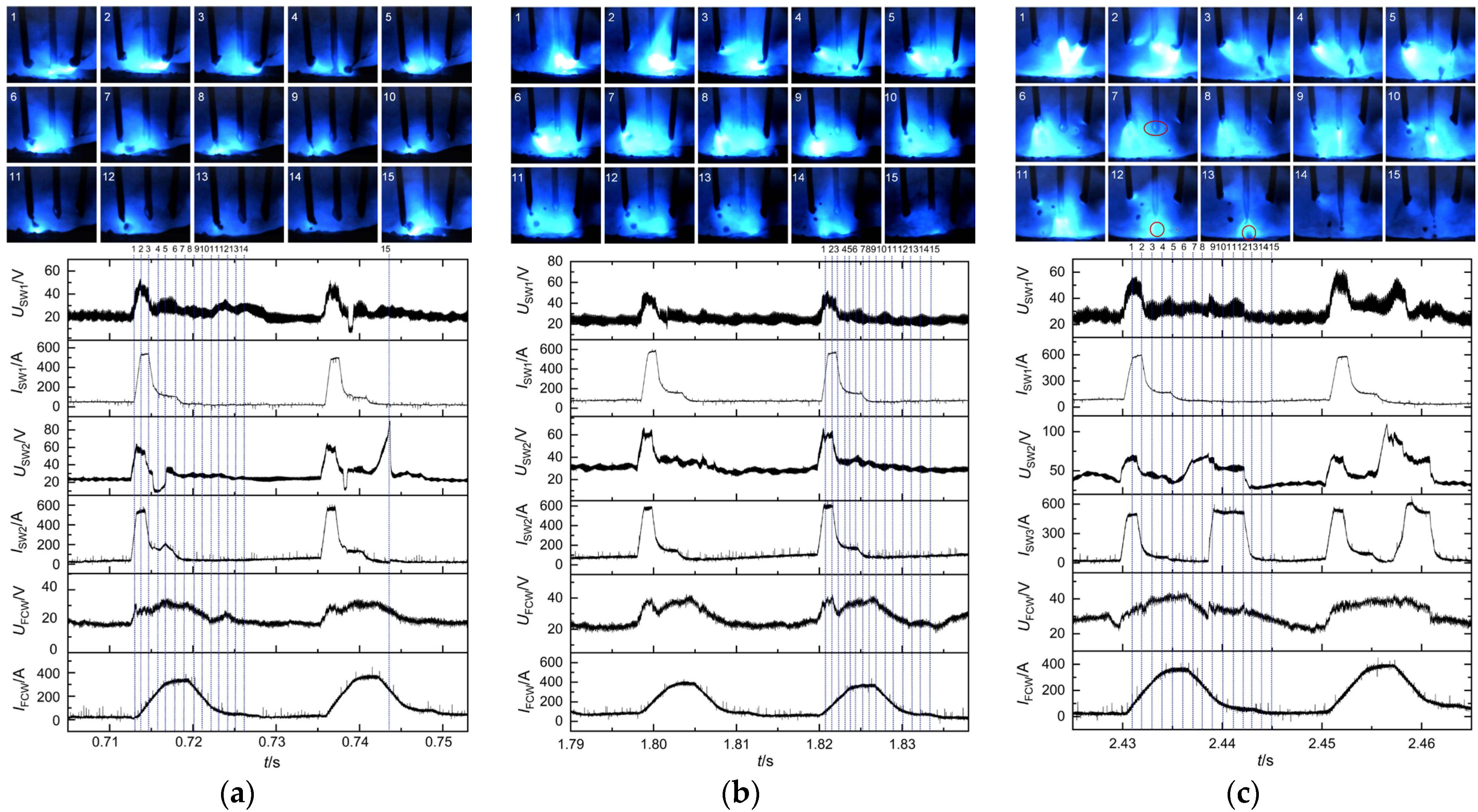
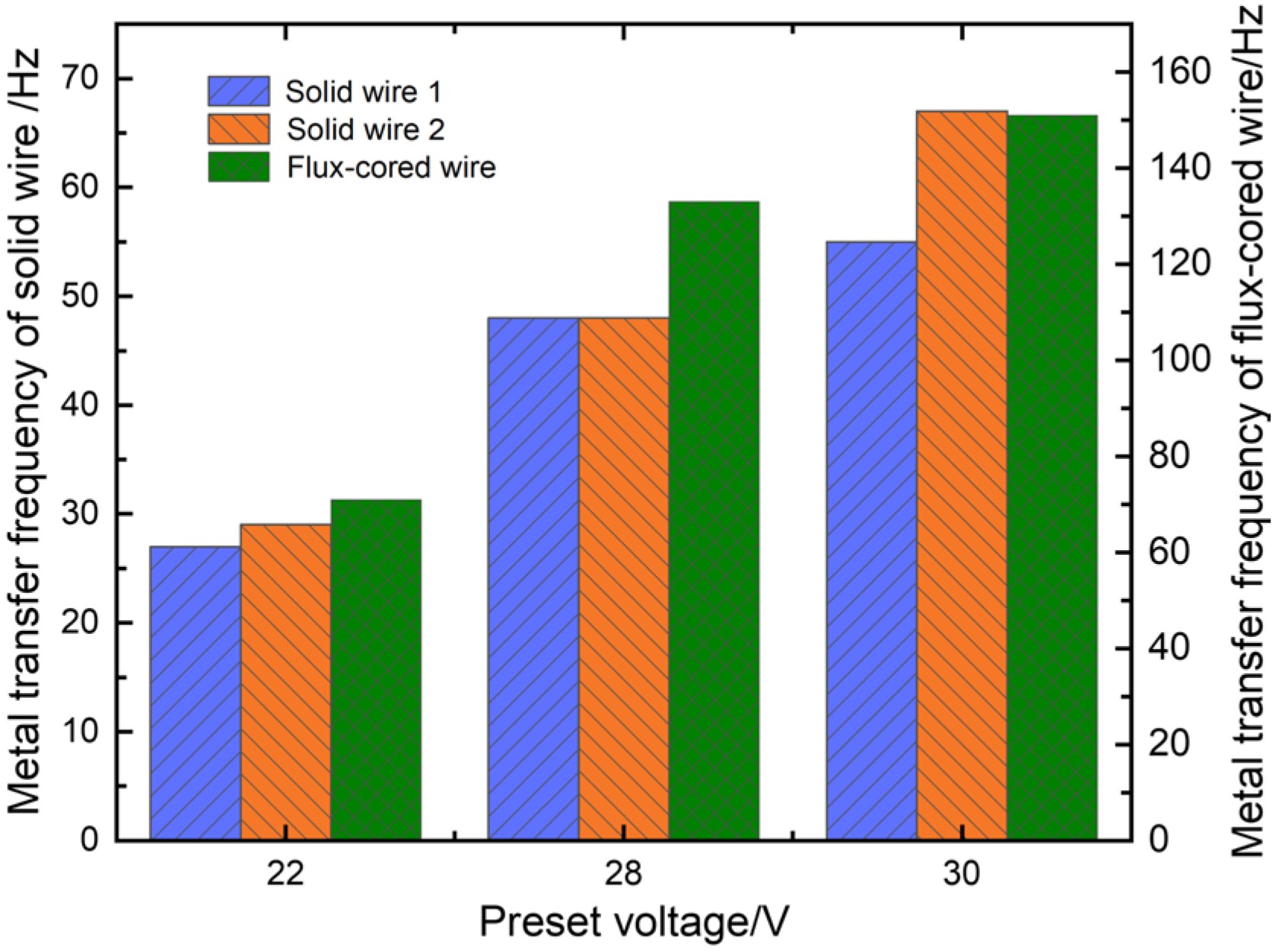
3.1.1. Effects of Preset Voltage on Metal Transfer and Arc Behavior
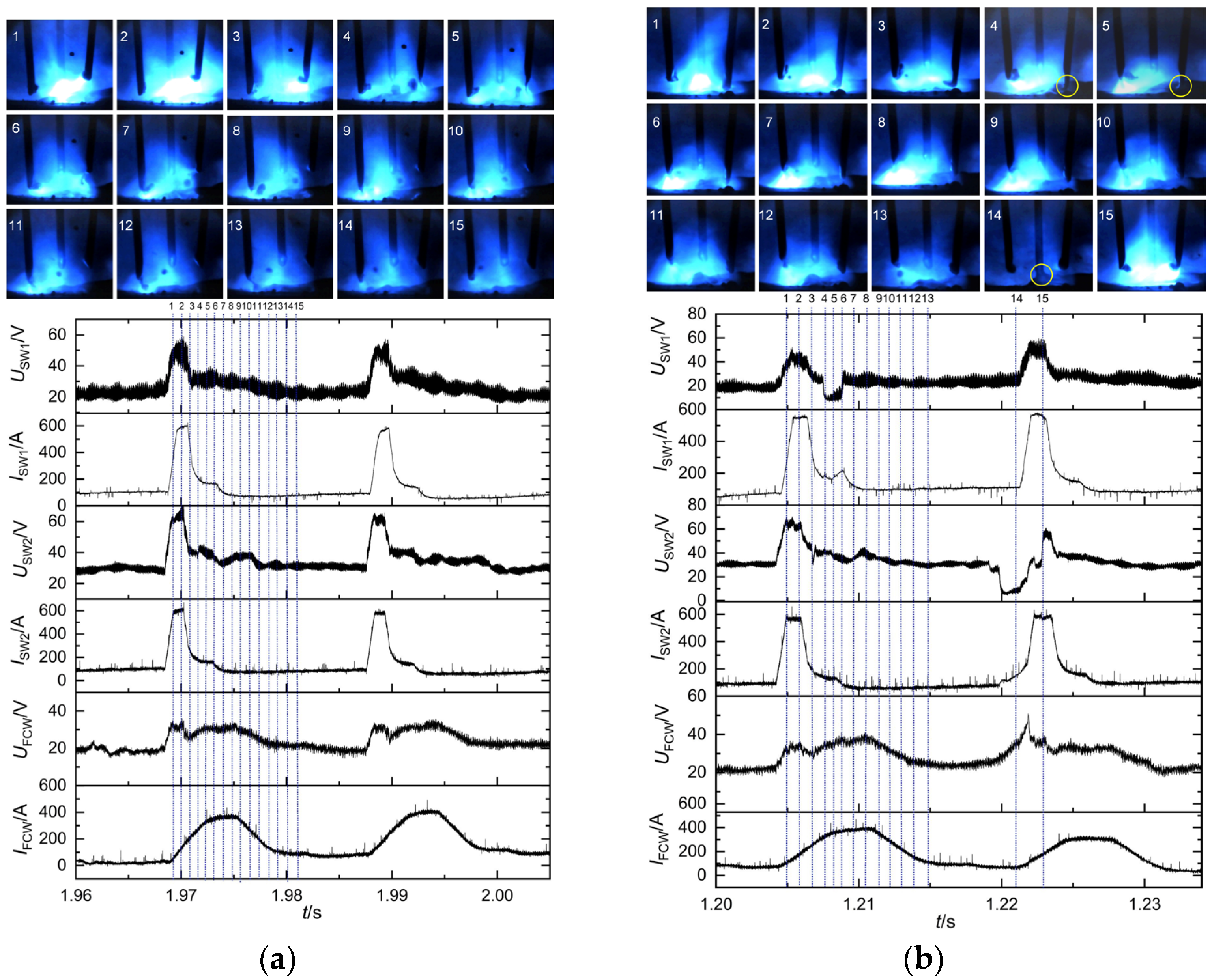
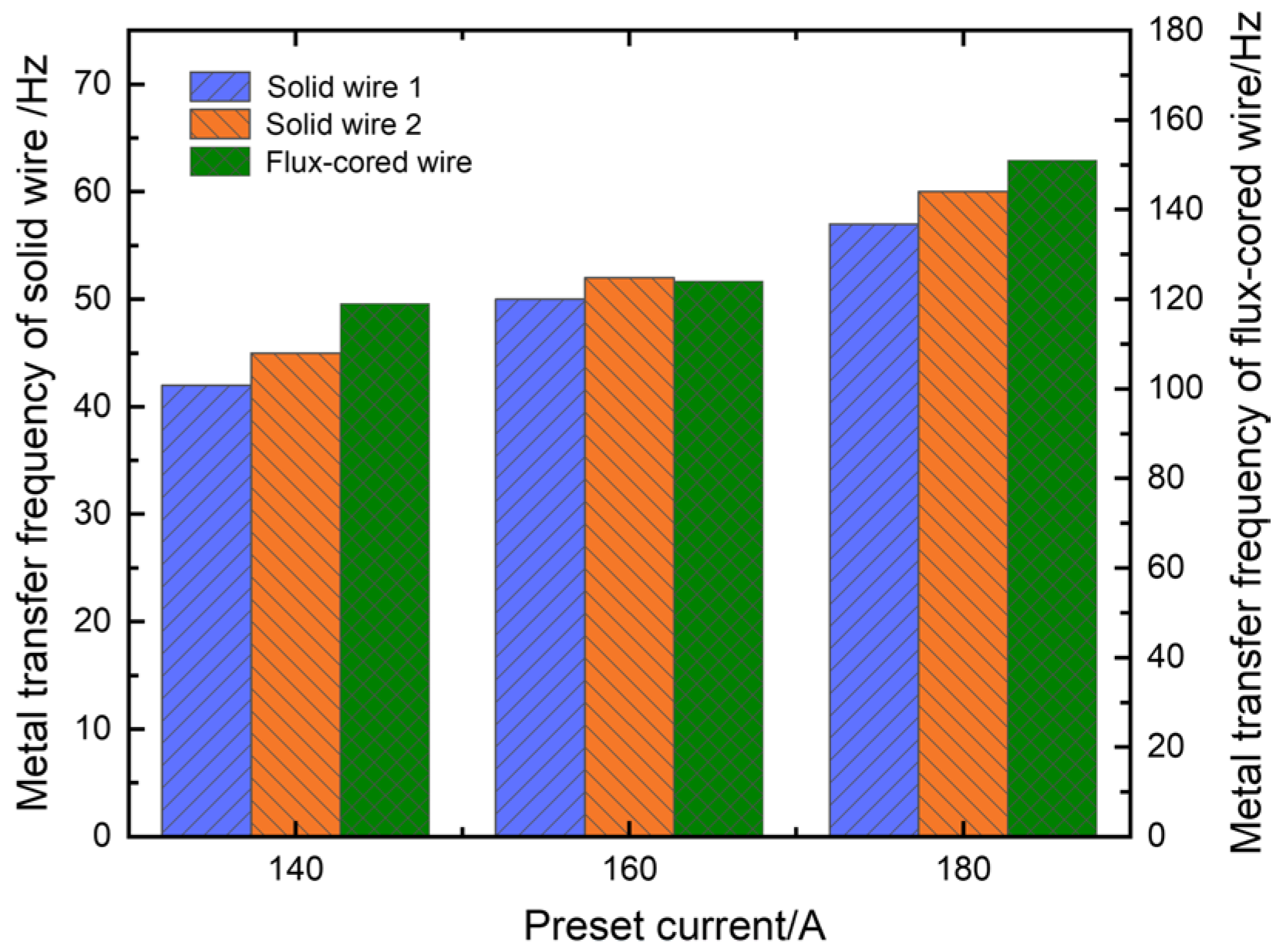
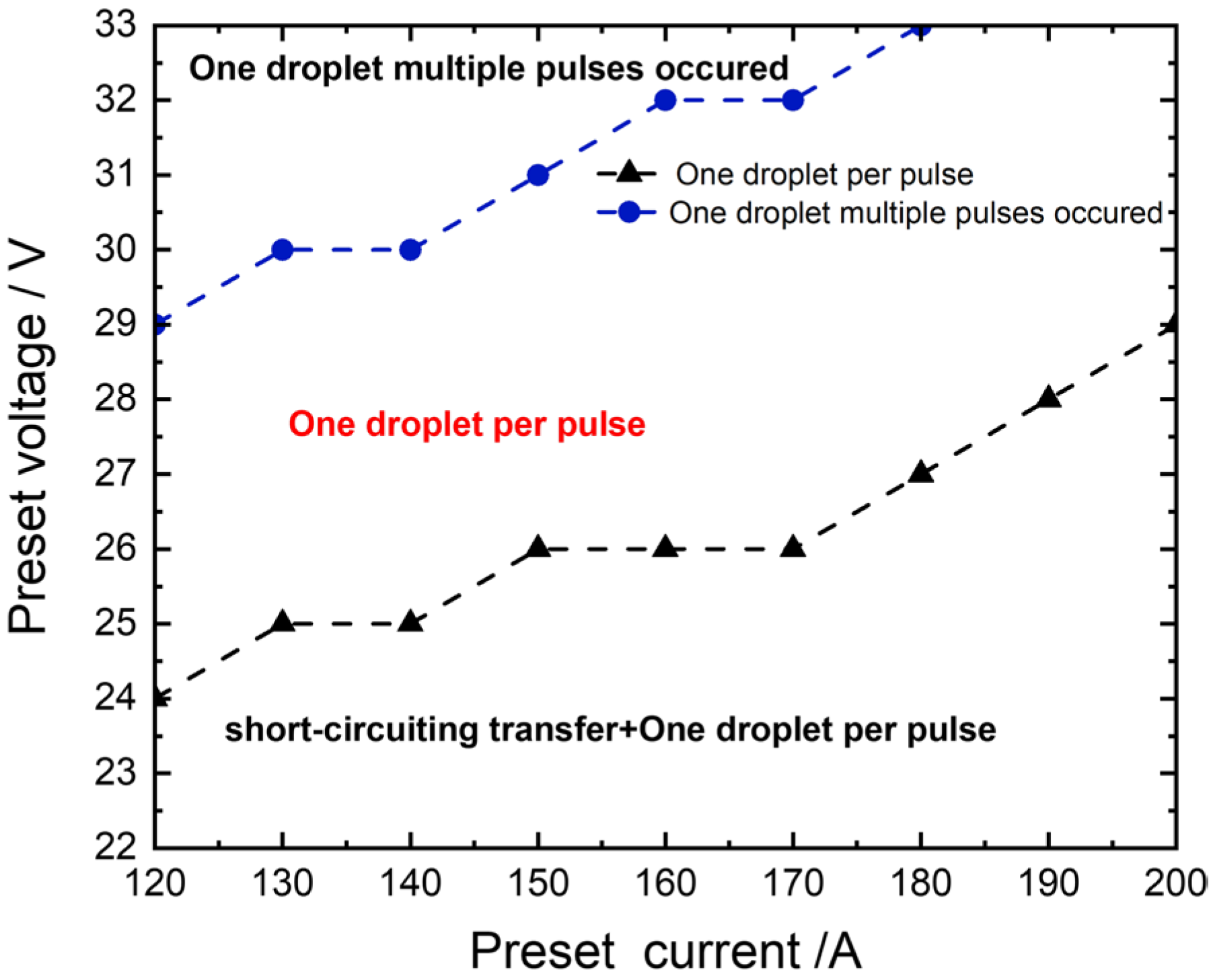
3.1.2. Effects of Preset Current on Metal Transfer and Arc Behavior
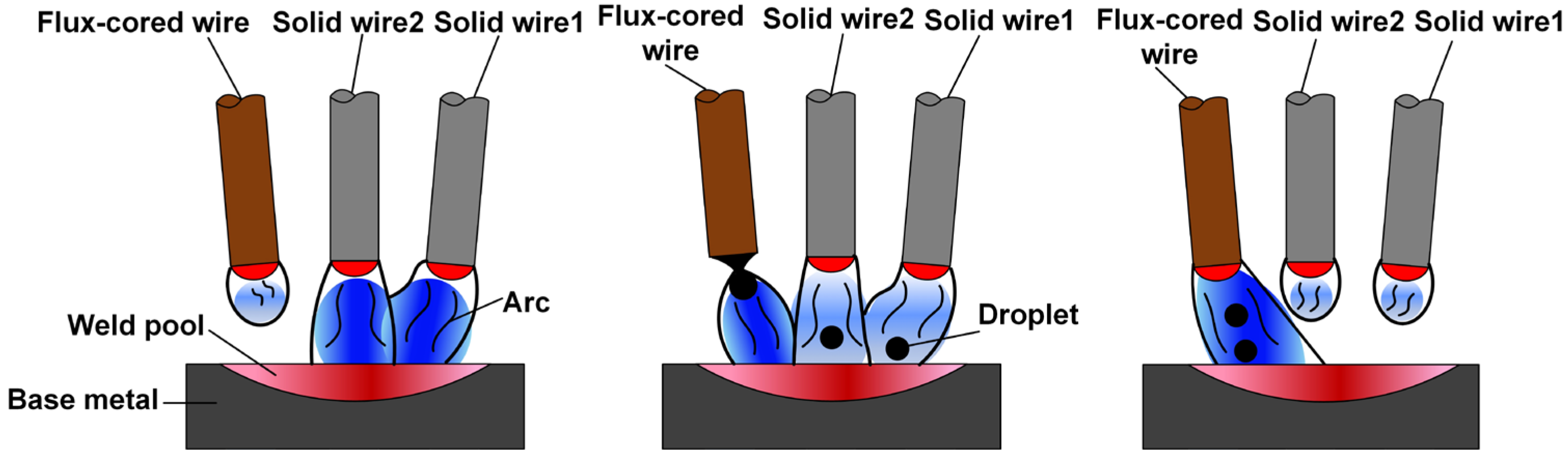
3.2. Arcing and Metal Transfer Modes of Multiple Solid-Flux Cored Wires Arc Hybrid Welding
3.3. Effects of Electrical Parameters on Weld Formation
3.3.1. Effect of Preset Voltage on Weld Formation
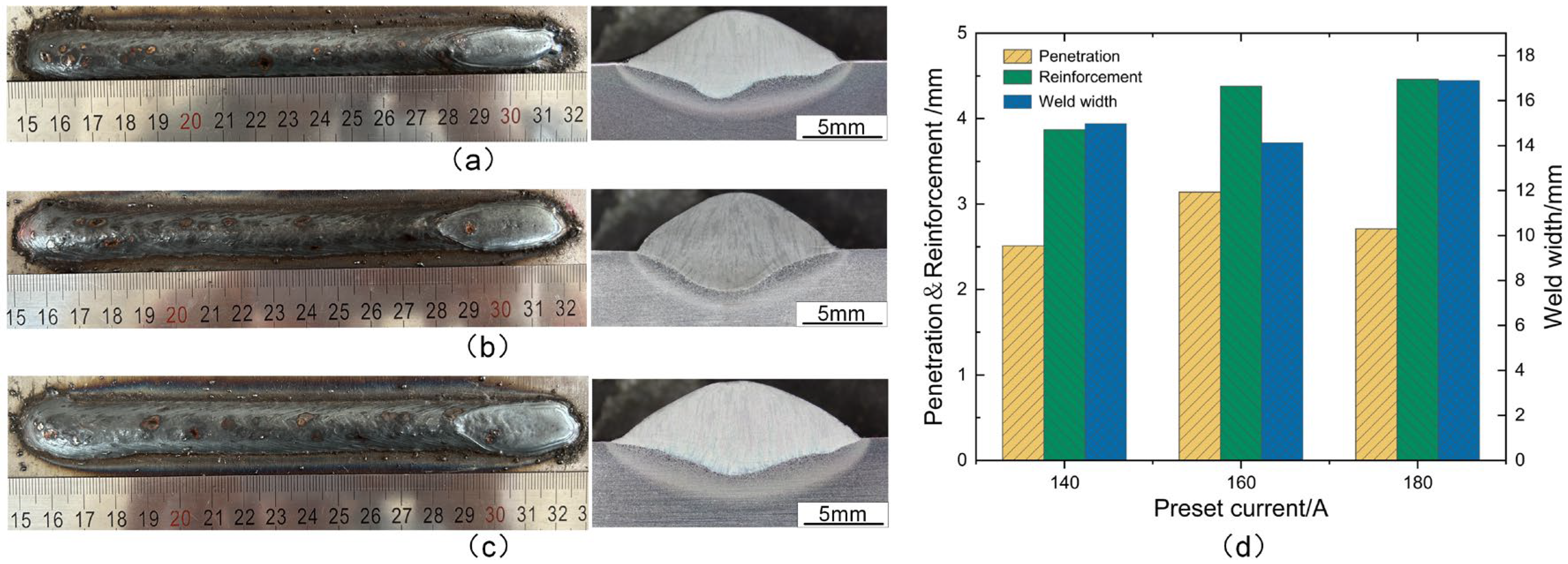
3.3.2. Effect of Preset Current on Weld Formation
3.4. Optimal Parameter Window for the Welding Process
3.5. Analysis of Joint Microstructure and Mechanical Properties
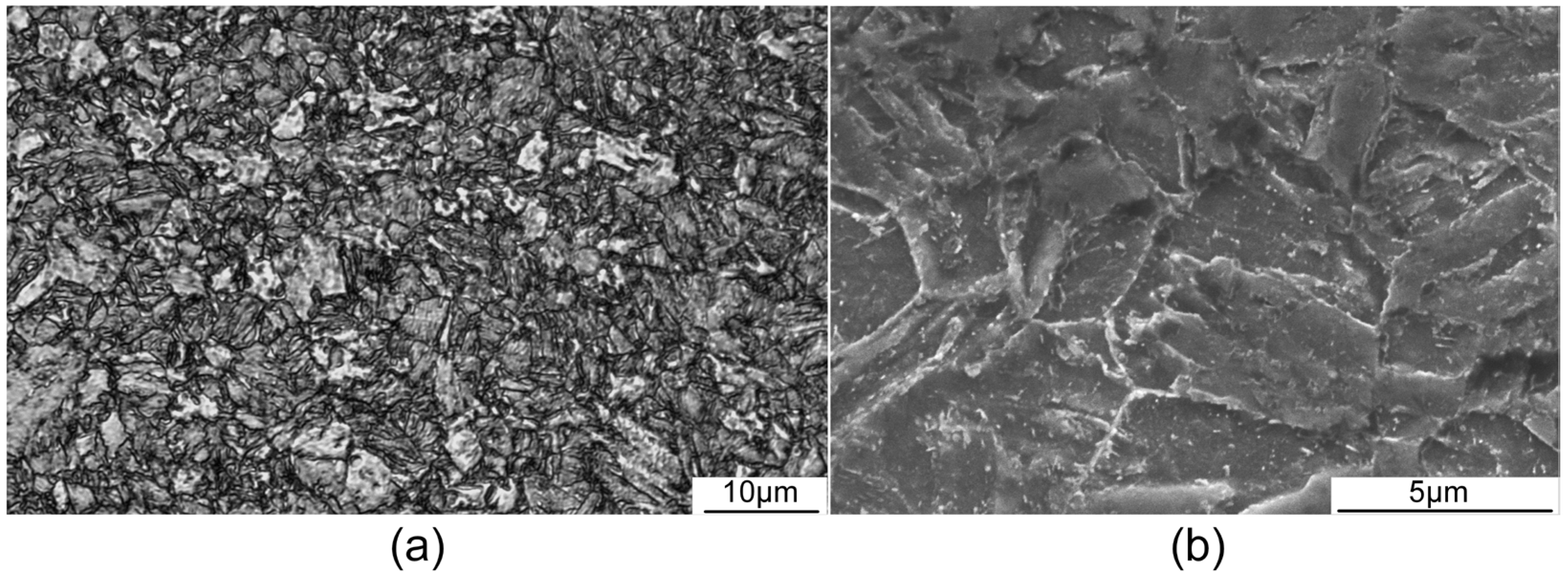
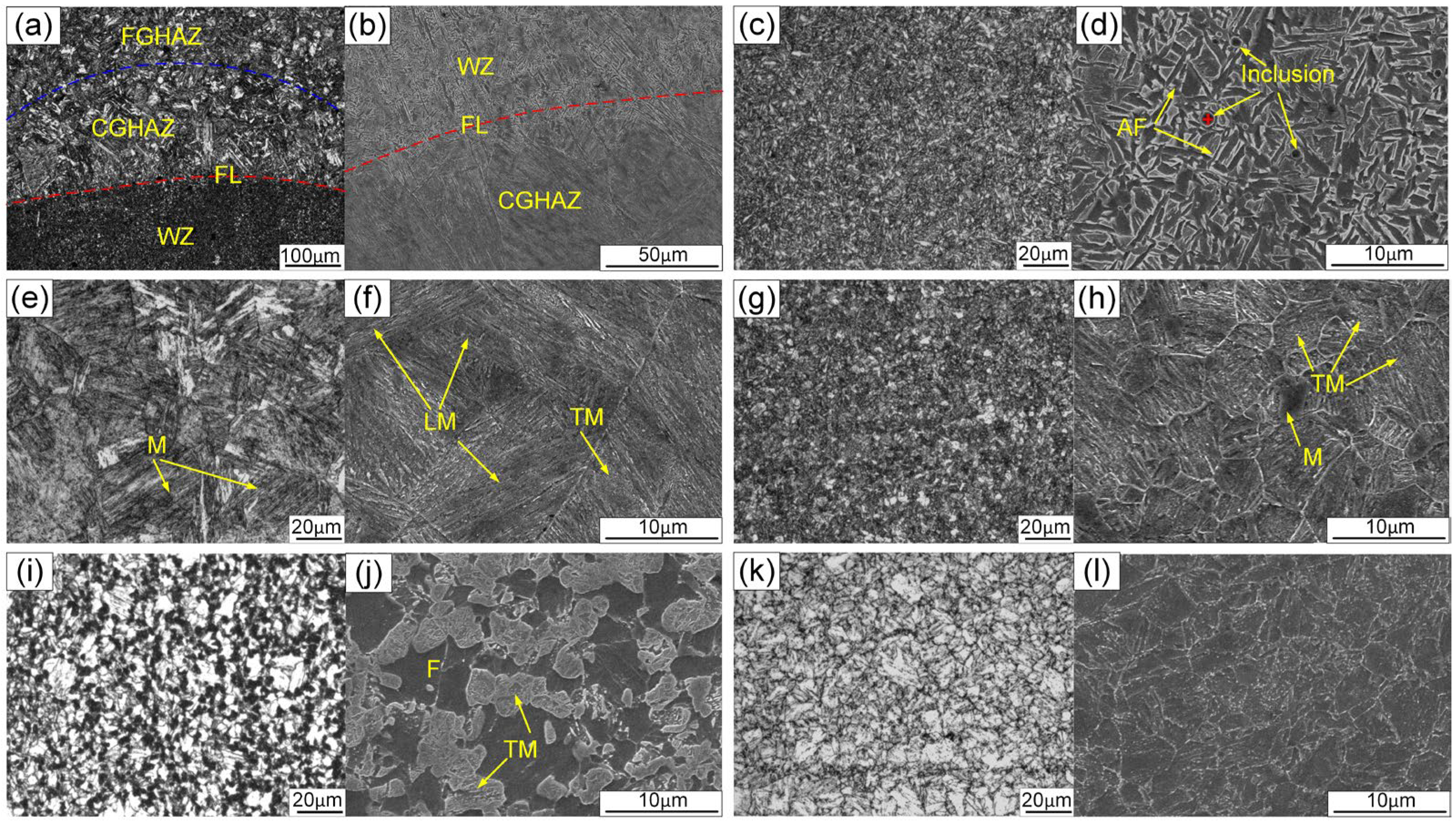
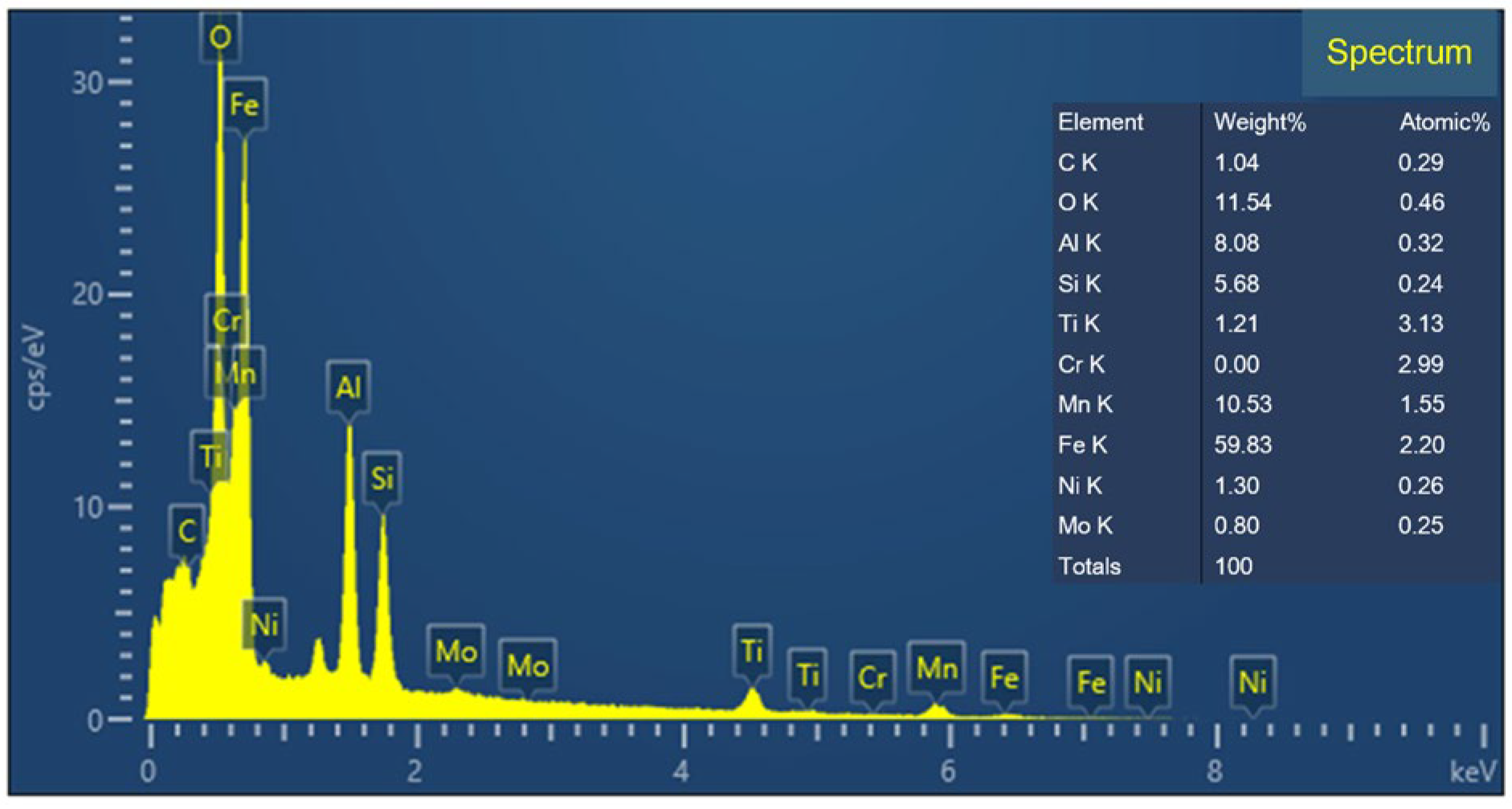
Analysis of Microstructure Characteristics
3.6. Analysis of Joint Mechanical Properties
3.6.1. Microhardness
3.6.2. Tensile Property
3.6.3. Low-Temperature Impact Toughness
4. Conclusions
- (1)
- The metal transfer modes of solid wires were mainly determined by welding electrical parameters. In contrast, the flux-cored wire consistently maintained multiple droplets per pulse due to the longer duration of the pulse peak phase. When the preset voltage was lower or the preset current was higher, the solid wire easily generated short-circuiting transfer, which not only decreased the welding stability but also caused a “sawtooth-shaped” weld formation. Furthermore, when the preset voltage increased to a certain value, the solid wire would generate the metal transfer of one droplet multiple pulses, and abnormal arc ignition frequently occurred. This led to decreased welding stability and weld offset towards one side with more spatters. The electrical parameters corresponding to one droplet per pulse were identified as the optimal parameter window.
- (2)
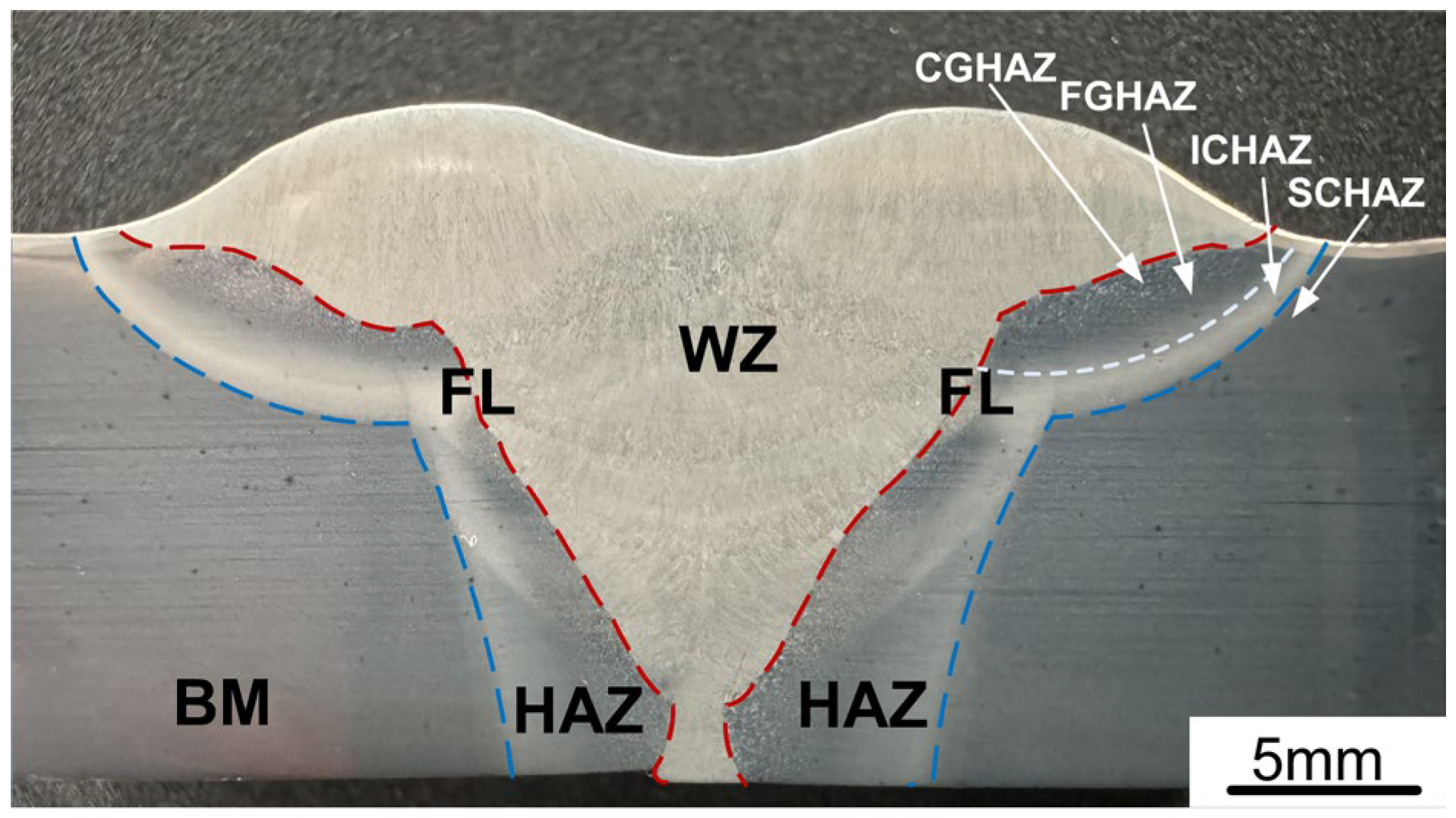
- The presence of oxides in the WZ facilitated the nucleation of AF; thus, the WZ was predominantly composed of AF, which offered an optimal combination of high strength and good toughness. The microstructure of the CGHAZ consisted of LM and TM with larger grain sizes, leading to increased microhardness up to a maximum value of 380 HV. The microstructure of the FGHAZ mainly consisted of fine-grained TM mixed with some M. The ICHAZ underwent incomplete phase transformation; as a result, the microstructure consisted of untransformed F and TM, which exhibited the lowest microhardness of 296 HV.
- (3)
- Despite the higher welding heat input, the welded joint still showed excellent mechanical properties, especially toughness. The average tensile strength of the joint could reach 928 MPa, which was approximately 88% of the base material strength. Additionally, the welded joint exhibited improved impact toughness at low temperatures of −40 °C, with impact absorbed energy values of both WZ and HAZ reaching 54 J and 126 J, respectively. This was because the microstructures of WZ and HAZ were composed of AF and TM, respectively, both of which exhibited excellent strength and toughness.
- (4)
- A medium-thickness plate of UHSS was primarily welded using a single electrode; as a result, welding efficiency remained somewhat limited. Significant improvement in welding efficiency could be achieved through the simultaneous arcing of three wires. When the welding heat input was kept constant, the application of triple-wire welding for UHSS demonstrated a significant enhancement in post-weld deposition rate, with an increase of 106% and 38% compared to single-wire and twin-wire welding techniques, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cui, L.N. Features of the Green and Low-Carbon New System for Developing Modern Industries in China. In Proceedings of the Second International Symposium-Management, Innovation and Development, Xi’an, China, 12–13 December 2015; Kuek, M., Zhang, W.S., Zhao, R., Eds.; St Plum-Blossom Press Pty Ltd.: Dockland, Australia, 2015; pp. 836–840. Available online: https://www.webofscience.com/wos/woscc/full-record/WOS:000380575700131 (accessed on 29 March 2024).
- Lesch, C.; Kwiaton, N.; Klose, F.B. Advanced high strength steels (AHSS) for automotive applications−tailored properties by smart microstructural adjustments. Steel Res. Int. 2017, 88, 1700210. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Avila, J.A.; Santos, T.G.; Miranda, R.M.; Oliveira, J.P. Wire and Arc Additive Manufacturing of HSLA Steel: Effect of Thermal Cycles on Microstructure and Mechanical Properties. Addit. Manuf. 2019, 27, 440–450. [Google Scholar] [CrossRef]
- Abe, Y.; Kato, T.; Mori, K.; Nishino, S. Mechanical Clinching of Ultra-High Strength Steel Sheets and Strength of Joints. J. Mater. Process. Technol. 2014, 214, 2112–2118. [Google Scholar] [CrossRef]
- Aguiari, M.; Palombo, M.; Rizzo, C.M. Performance characterization of high-strength steel and quenched and tempered steels and their joints for structural applications. Weld. World 2021, 65, 289–300. [Google Scholar] [CrossRef]
- Hai, L.T.; Sun, F.F.; Zhao, C.; Li, G.Q.; Wang, Y.B. Experimental cyclic behavior and constitutive modeling of high strength structural steels. Constr. Build. Mater. 2018, 189, 1264–1285. [Google Scholar] [CrossRef]
- Tumer, M.; Schneider-Broskamp, C.; Enzinger, N. Fusion Welding of Ultra-High Strength Structural Steels—A Review. J. Manuf. Process. 2022, 82, 203–229. [Google Scholar] [CrossRef]
- Atta-Agyemang, S.A.; Kesse, M.A.; Kah, P.; Martikainen, J. Improvement of Strength and Toughness: The Effect on the Weldability of High-Strength Steels Used in Offshore Structures. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 369–376. [Google Scholar] [CrossRef]
- Dunder, M.; Vuherer, T.; Samardzic, I. Weldability of microalloyed high strength steels TStE 420 and S960QL. Metalurgija 2014, 53, 335–338. [Google Scholar]
- Shao, Y.; Liu, C.X.; Yan, Z.S.; Li, H.J.; Liu, Y.C. Formation Mechanism and Control Methods of Acicular Ferrite in HSLA Steels: A Review. J. Mater. Sci. Technol. 2018, 34, 737–744. [Google Scholar] [CrossRef]
- Ai, X.Y.; Liu, Z.J.; Wu, D. Study on Improvement of Welding Technology and Toughening Mechanism of Zr on Weld Metal of Q960 Steel. Materials 2020, 13, 892. [Google Scholar] [CrossRef]
- Han, X.; Liu, Z.J.; Wu, D.; Liang, X.W. Study on Toughening Mechanism of Ti on Weld Metal of High Strength Steel. Mater. Res. Express 2021, 8, 046509. [Google Scholar] [CrossRef]
- Jorge, J.C.F.; de Souza, L.F.G.; Mendes, M.C.; Bott, I.S.; Araújo, L.S.; dos Santos, V.R.; Rebello, J.M.A.; Evans, G.M. Microstructure Characterization and Its Relationship with Impact Toughness of C–Mn and High Strength Low Alloy Steel Weld Metals—A Review. J. Mater. Res. Technol. 2021, 10, 471–501. [Google Scholar] [CrossRef]
- Jorge, J.C.F.; Monteiro, J.L.D.; Gomes, A.J.D.; Bott, I.D.; de Souza, L.F.G.; Mendes, M.C.; Araujo, L.S. Influence of Welding Procedure and PWHT on HSLA Steel Weld Metals. J. Mater. Res. Technol. 2019, 8, 561–571. [Google Scholar] [CrossRef]
- Ramesh, R.; Dinaharan, I.; Ravikumar, R.; Akinlabi, E.T. Microstructural Characterization and Tensile Behavior of Nd: YAG Laser Beam Welded Thin High Strength Low Alloy Steel Sheets. Mater. Sci. Eng. A 2020, 780, 139178. [Google Scholar] [CrossRef]
- Wen, C.F.; Wang, Z.D.; Deng, X.T.; Wang, G.D.; Misra, R.D.K. Effect of Heat Input on the Microstructure and Mechanical Properties of Low Alloy Ultra-High Strength Structural Steel Welded Joint. Steel Res. Int. 2018, 89, 1700500. [Google Scholar] [CrossRef]
- Zhang, H.M.; Shi, Y.; Gu, Y.F.; Xie, J.L.; Li, C.K. Effects of electrode polarity on the droplet transfer mode in self-shielded flux-cored arc welding. J. Manuf. Process. 2020, 58, 478–488. [Google Scholar] [CrossRef]
- Bang, K.S.; Jung, D.H.; Park, C.; Chang, W.-S. Effects of Welding Parameters on Tensile Strength of Weld Metal in Flux Cored Arc Welding. Sci. Technol. Weld. Join. 2008, 13, 509–514. [Google Scholar] [CrossRef]
- Zhang, T.; Li, Z.; Ma, S.; Kou, S.; Jing, H. High Strength Steel (600–900 MPa) Deposited Metals: Microstructure and Mechanical Properties. Sci. Technol. Weld. Join. 2016, 21, 186–193. [Google Scholar] [CrossRef]
- Smolentsev, A.S.; Votinova, E.B.; Veselova, V.E.; Balin, A.N. Study of Microstructure and Properties of High-Strength Alloy Steel Welded Joints Made with Austenitic Flux-Cored Wire with Nitrogen. Metallurgist 2023, 67, 928–937. [Google Scholar] [CrossRef]
- Wang, X.; Yang, Z.B.; Du, L.Z. Research on the Microstructure and Properties of a Flux-Cored Wire Gas-Shielded Welded Joint of A710 Low-Alloy High-Strength Steel. Crystals 2023, 13, 484. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Pal, T.K. Effect of Shielding Gas Mixture on Gas Metal Arc Welding of HSLA Steel Using Solid and Flux-Cored Wires. Int. J. Adv. Manuf. Technol. 2006, 29, 262–268. [Google Scholar] [CrossRef]
- Zou, Z.X.; Liu, Z.J.; Ai, X.Y.; Wu, D. Effect of aluminum on microstructure and mechanical properties of weld metal of Q960 steel. Crystals 2022, 12, 26. [Google Scholar] [CrossRef]
- Bhole, S.D.; Nemade, J.B.; Collins, L.; Liu, C. Effect of nickel and molybdenum additions on weld metal toughness in a submerged arc welded HSLA line-pipe steel. J. Mater. Process. Technol. 2006, 173, 92–100. [Google Scholar] [CrossRef]
- Tusek, J. A Mathematical Model for the Melting Rate in Welding with a Multiple-Wire Electrode. J. Phys. D Appl. Phys. 1999, 32, 1739–1744. [Google Scholar] [CrossRef]
- Krauss, G. Tempering of Lath Martensite in Low and Medium Carbon Steels: Assessment and Challenges. Steel Res. Int. 2017, 88, 1700038. [Google Scholar] [CrossRef]
- Gwoździk, M.; Motylenko, M.; Rafaja, D. Microstructure changes responsible for the degradation of the 10CrMo9-10 and 13CrMo4-5 steels during long-term operation. Mater. Res. Express 2020, 7, 016515. [Google Scholar] [CrossRef]
- GB/T2651-2023; Destructive Tests on Welds in Metallic Materials—Transverse Tensile Test. Standards Press of China: Beijing, China, 2023.
- GB/T229-2020; Metallic Materials—Charpy Pendulum Impact Test Method. Standards Press of China: Beijing, China, 2020.
- GB/T2650-2022; Destructive Tests on Welds in Metallic Materials—Impact Tests. Standards Press of China: Beijing, China, 2022.
- Shim, J.H.; Byun, J.S.; Cho, Y.W.; Oh, Y.J.; Shim, J.D.; Lee, D.N. Effects of Si and Al on Acicular Ferrite Formation in C-Mn Steel. Metall. Mater. Trans. A 2001, 32, 75–83. [Google Scholar] [CrossRef]
- Guo, W.; Li, L.; Dong, S.Y.; Crowther, D.; Thompson, A. Comparison of Microstructure and Mechanical Properties of Ultra-Narrow Gap Laser and Gas-Metal-Arc Welded S960 High Strength Steel. Opt. Lasers Eng. 2017, 91, 1–15. [Google Scholar] [CrossRef]
- Guo, W.; Crowther, D.; Francis, J.A.; Thompson, A.; Liu, Z.; Li, L. Microstructure and Mechanical Properties of Laser Welded S960 High Strength Steel. Mater. Des. 2015, 85, 534–548. [Google Scholar] [CrossRef]
- Guo, W.; Li, L.; Crowther, D.; Dong, S.Y.; Francis, J.A.; Thompson, A. Laser Welding of High Strength Steels (S960 and S700) with Medium Thickness. J. Laser Appl. 2016, 28, 022425. [Google Scholar] [CrossRef]
- Qi, X.N.; Di, H.S.; Wang, X.N.; Liu, Z.G.; Misra, R.D.K.; Huan, P.C.; Gao, Y. Effect of Secondary Peak Temperature on Microstructure and Toughness in ICCGHAZ of Laser-Arc Hybrid Welded X100 Pipeline Steel Joints. J. Mater. Res. Technol. 2020, 9, 7838–7849. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | C | Mn | Si | S | P | Ni | Mo | Cr | Ti | Cu | V | Al | Nb |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Q960E | 0.15 | 1.11 | 0.29 | 0.0018 | 0.007 | 0.31 | 0.55 | 0.20 | 0.022 | 0.04 | 0.049 | 0.049 | 0.02 |
| JQ·MG90-G | ≤0.11 | 1.6~1.9 | 0.4~0.8 | ≤0.025 | ≤0.025 | 2~2.5 | 0.5~0.8 | 0.2~0.6 | ≤0.12 | ≤0.5 | - | - | - |
| JQ·YJ80ML | 0.063 | 1.72 | 0.47 | 0.004 | 0.007 | 2.58 | 0.49 | 0.021 | 0.024 | - | - | - | - |
| Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Impact Toughness at −40 °C (J) |
|---|---|---|---|
| 1060 | 1032 | 15 | 71 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiang, T.; Zhang, M.; Ma, Q.; Fang, Z.; Li, H.; Wang, H. Research on the Welding Process and Weld Formation in Multiple Solid-Flux Cored Wires Arc Hybrid Welding Process for Q960E Ultrahigh-Strength Steel. Materials 2024, 17, 3178. https://doi.org/10.3390/ma17133178
Xiang T, Zhang M, Ma Q, Fang Z, Li H, Wang H. Research on the Welding Process and Weld Formation in Multiple Solid-Flux Cored Wires Arc Hybrid Welding Process for Q960E Ultrahigh-Strength Steel. Materials. 2024; 17(13):3178. https://doi.org/10.3390/ma17133178
Chicago/Turabian StyleXiang, Ting, Mingrui Zhang, Qiang Ma, Zhenlong Fang, Huan Li, and Hao Wang. 2024. "Research on the Welding Process and Weld Formation in Multiple Solid-Flux Cored Wires Arc Hybrid Welding Process for Q960E Ultrahigh-Strength Steel" Materials 17, no. 13: 3178. https://doi.org/10.3390/ma17133178
APA StyleXiang, T., Zhang, M., Ma, Q., Fang, Z., Li, H., & Wang, H. (2024). Research on the Welding Process and Weld Formation in Multiple Solid-Flux Cored Wires Arc Hybrid Welding Process for Q960E Ultrahigh-Strength Steel. Materials, 17(13), 3178. https://doi.org/10.3390/ma17133178