
FEM-Based Conductive Heat Transfer Analytical Description of Solidification Rate and Temperature Gradient during Lateral Laser Beam Oscillation Welding of Aluminum Alloy

Abstract
:1. Introduction
2. Experimental Procedure
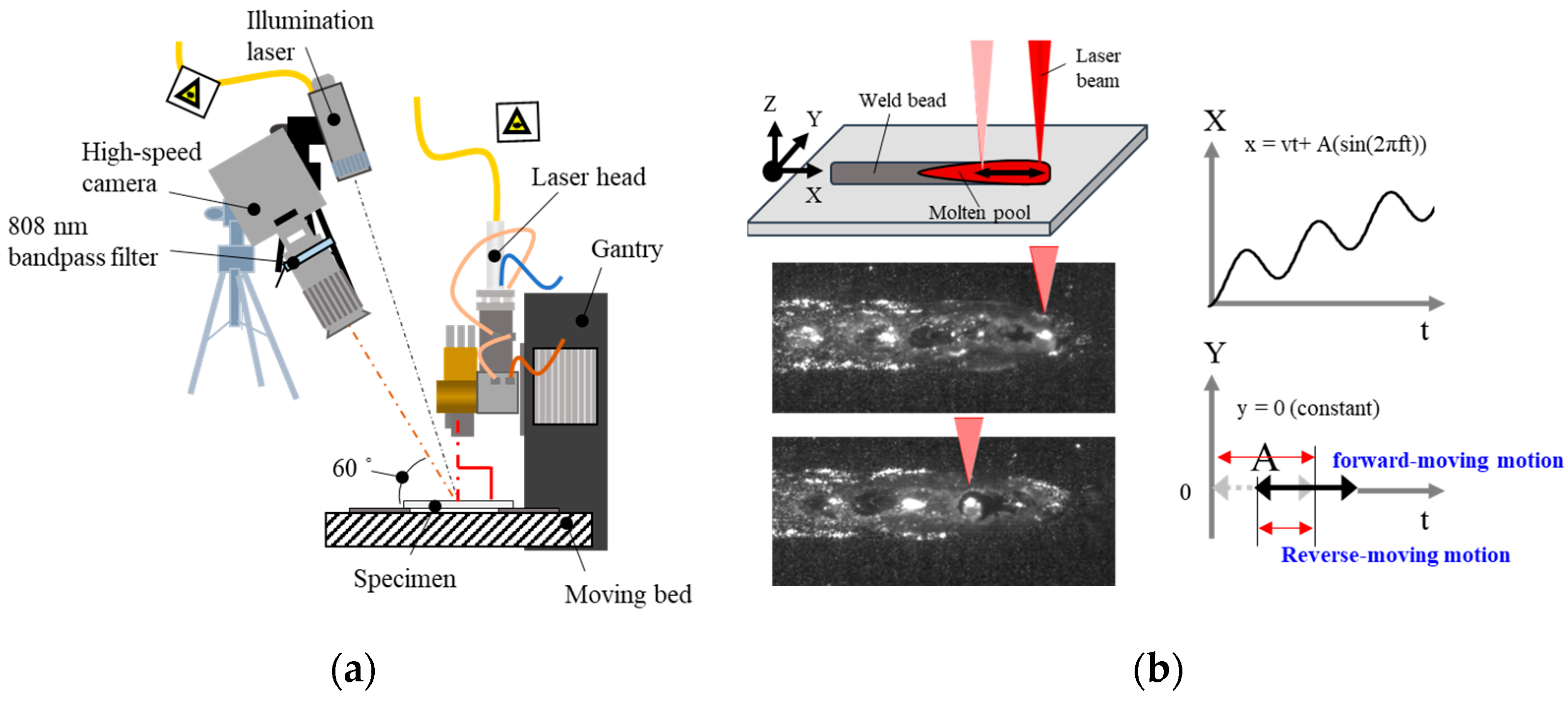
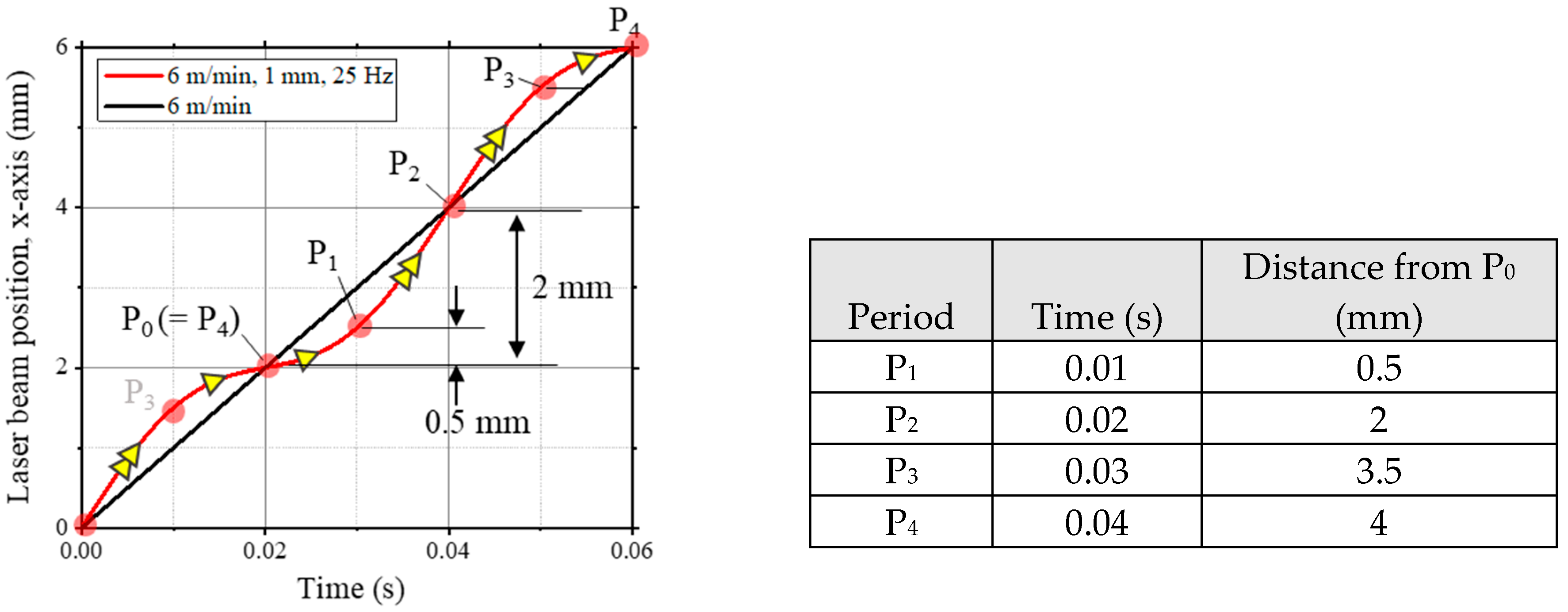
2.1. Laser Beam Oscillation Welding
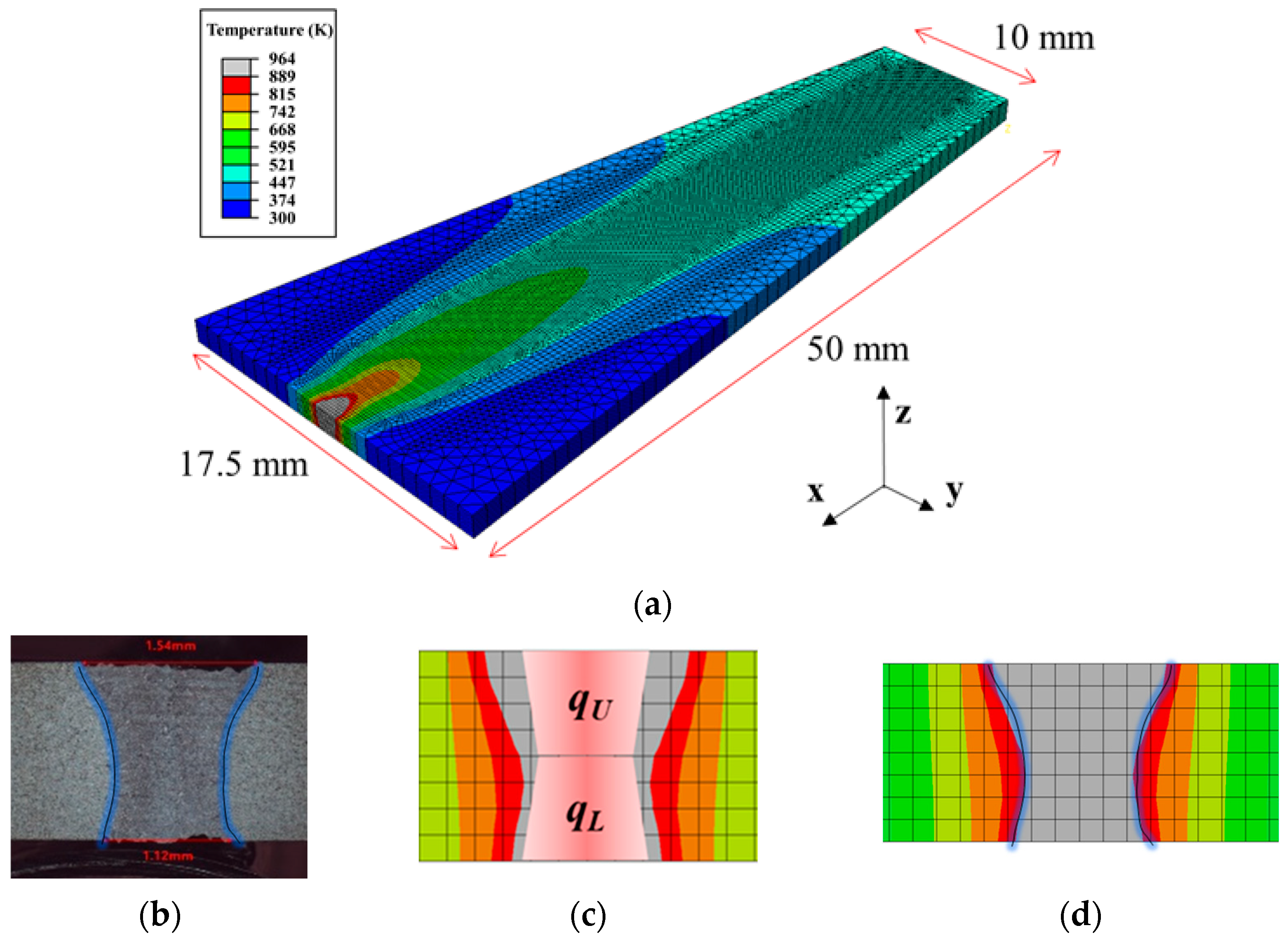
2.2. Computation Model
3. Results
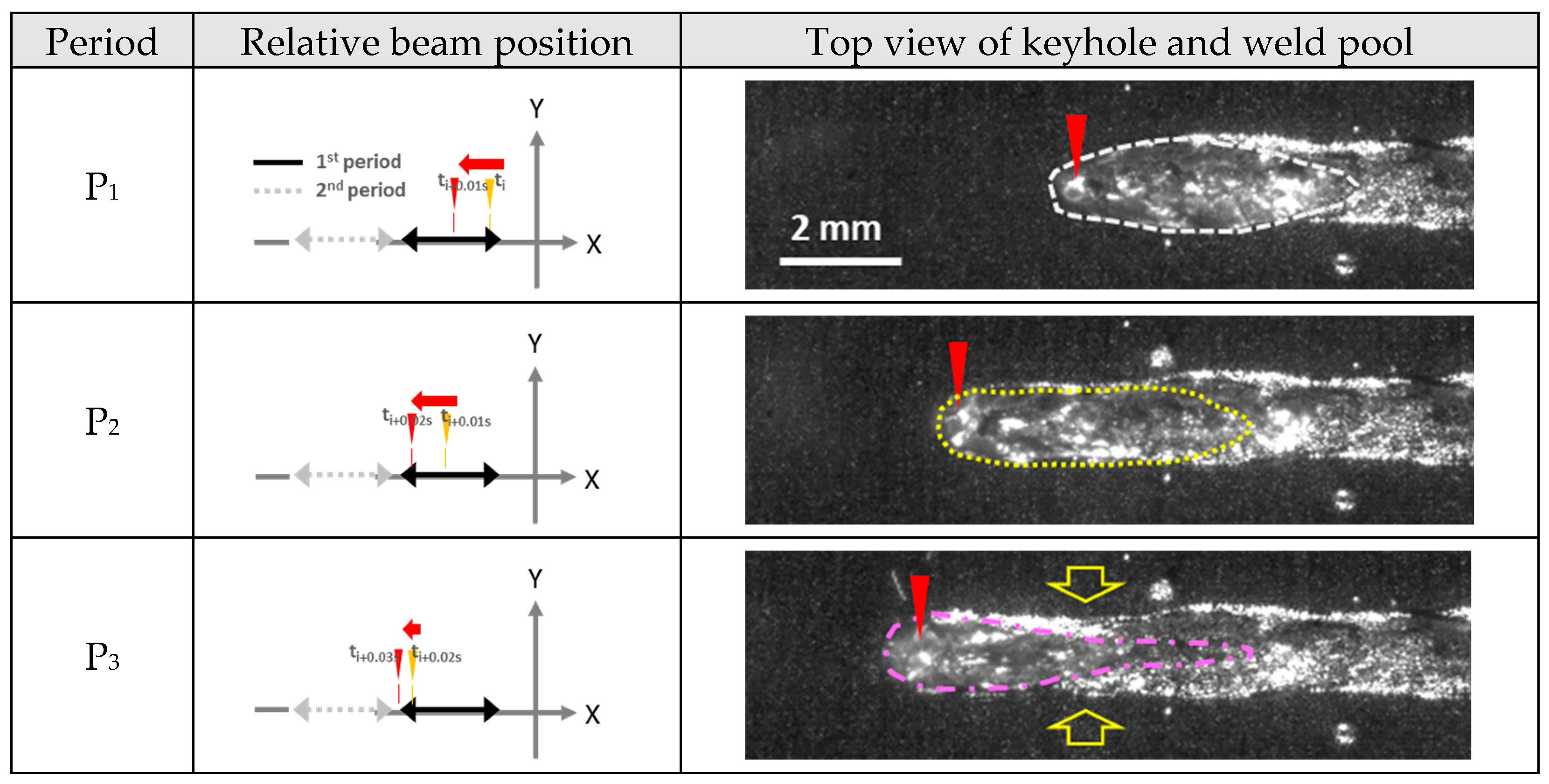
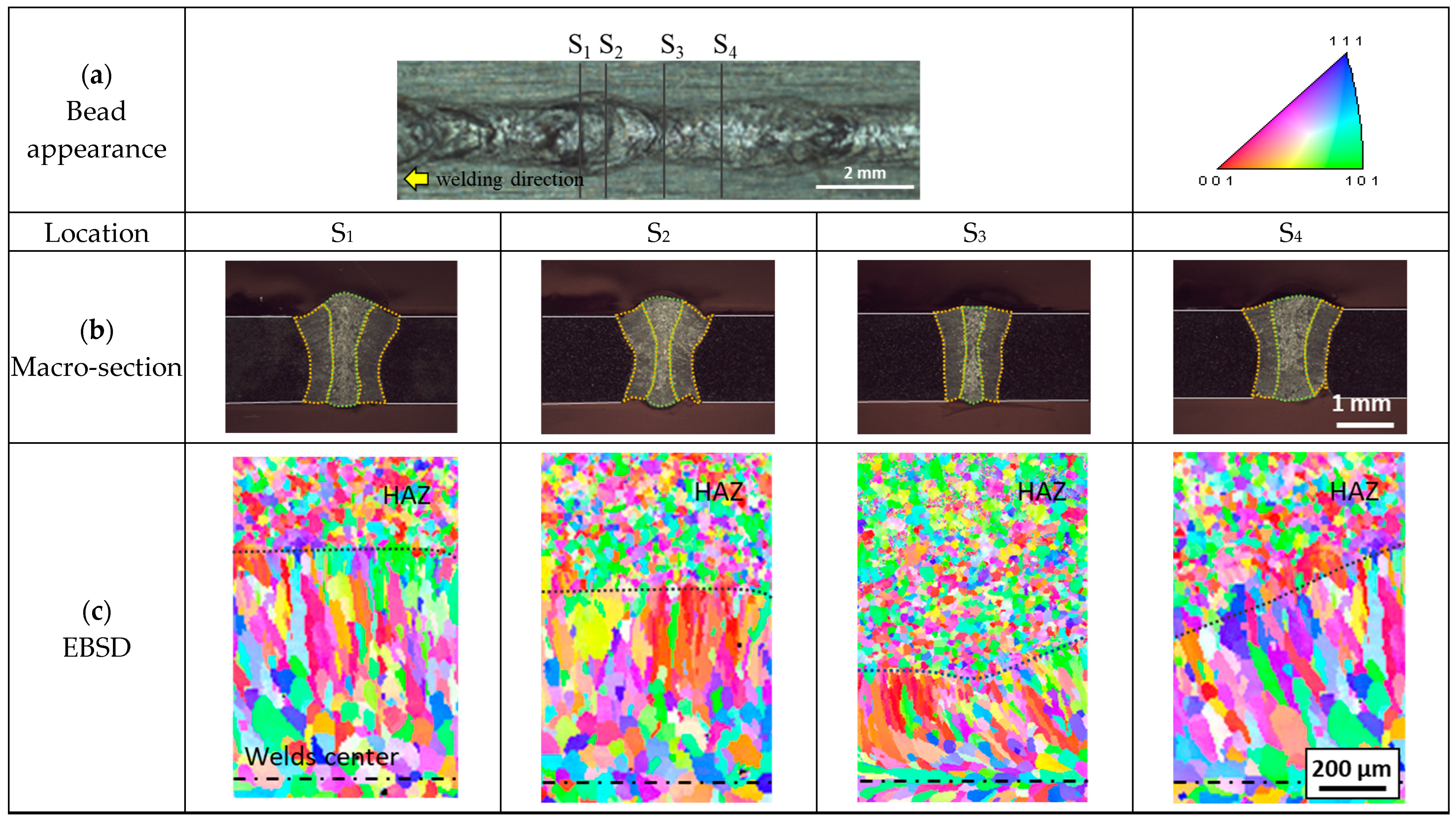
3.1. Molten Pool Behavior during Laser Welding and Microstructure Observation
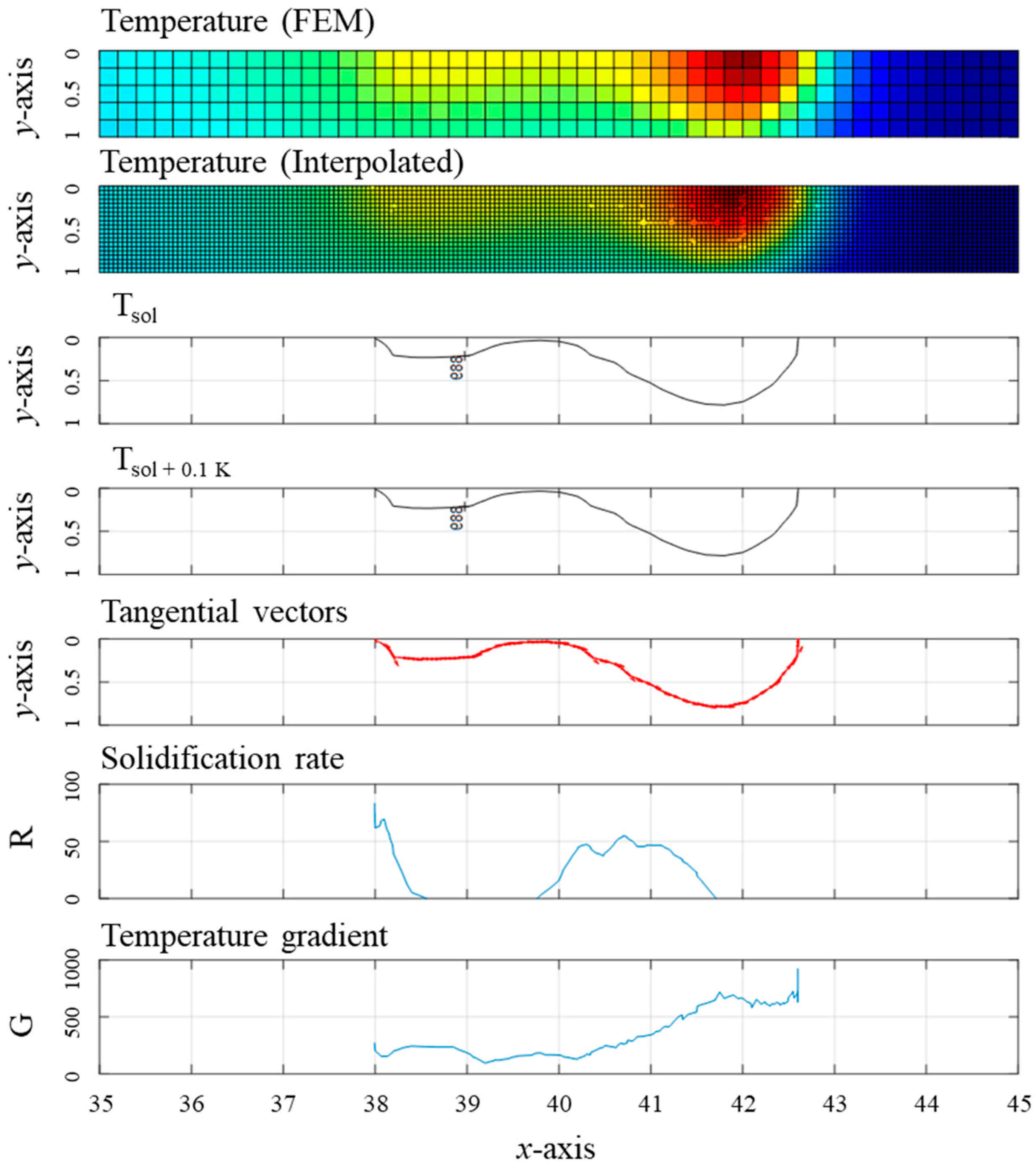
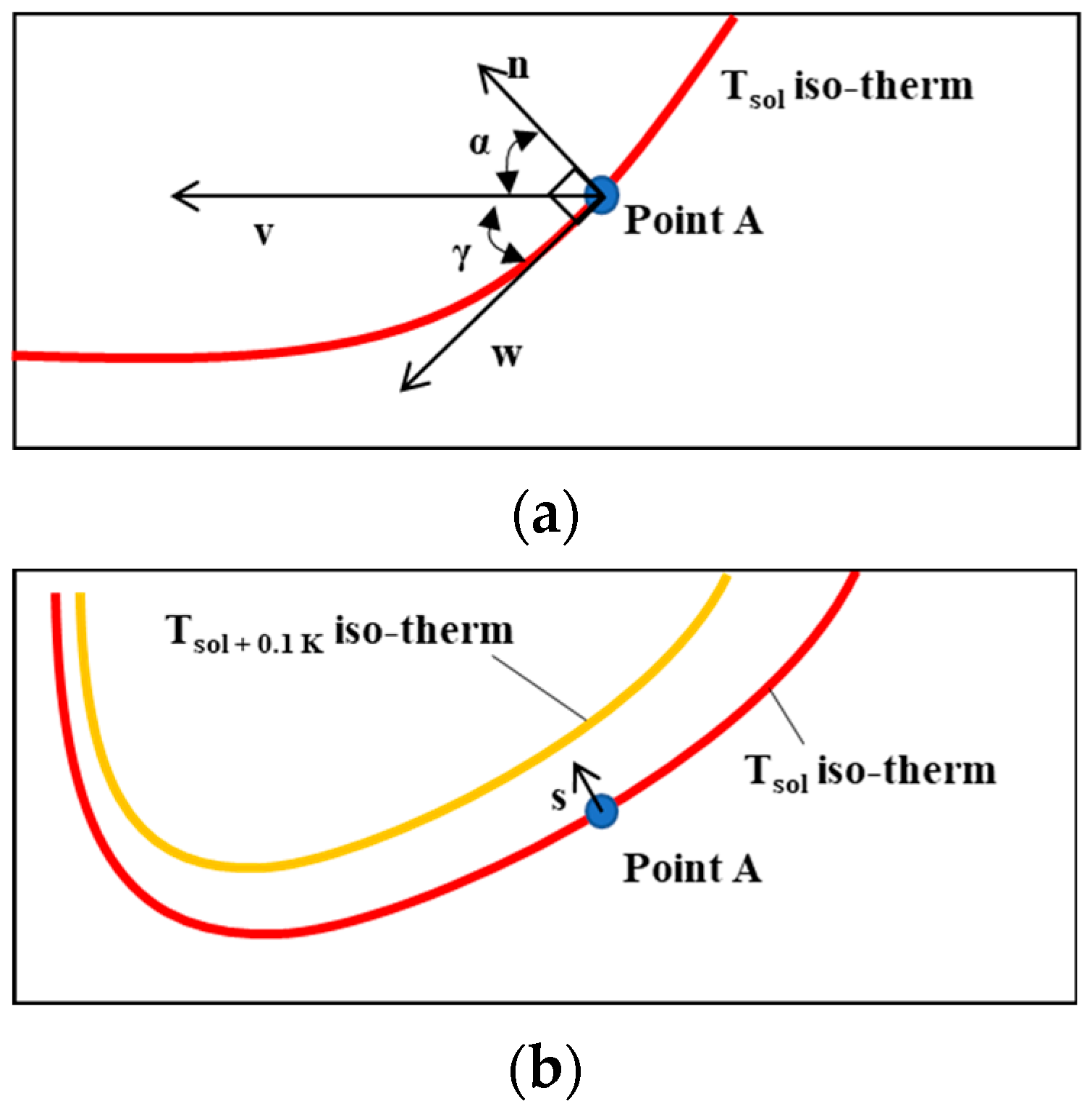
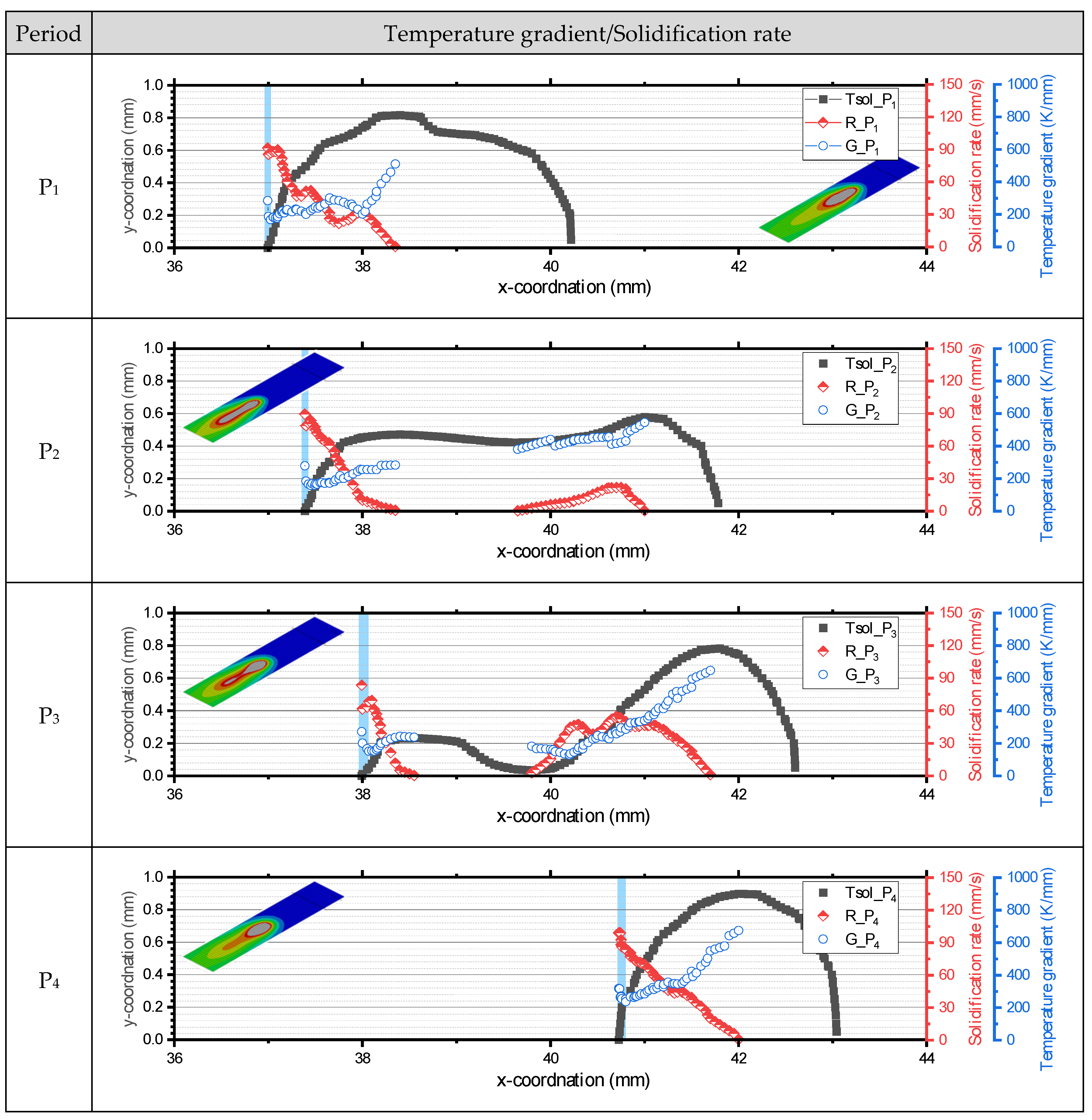
3.2. Simulation of Laser Beam Oscillation Welding
4. Discussion
5. Conclusions
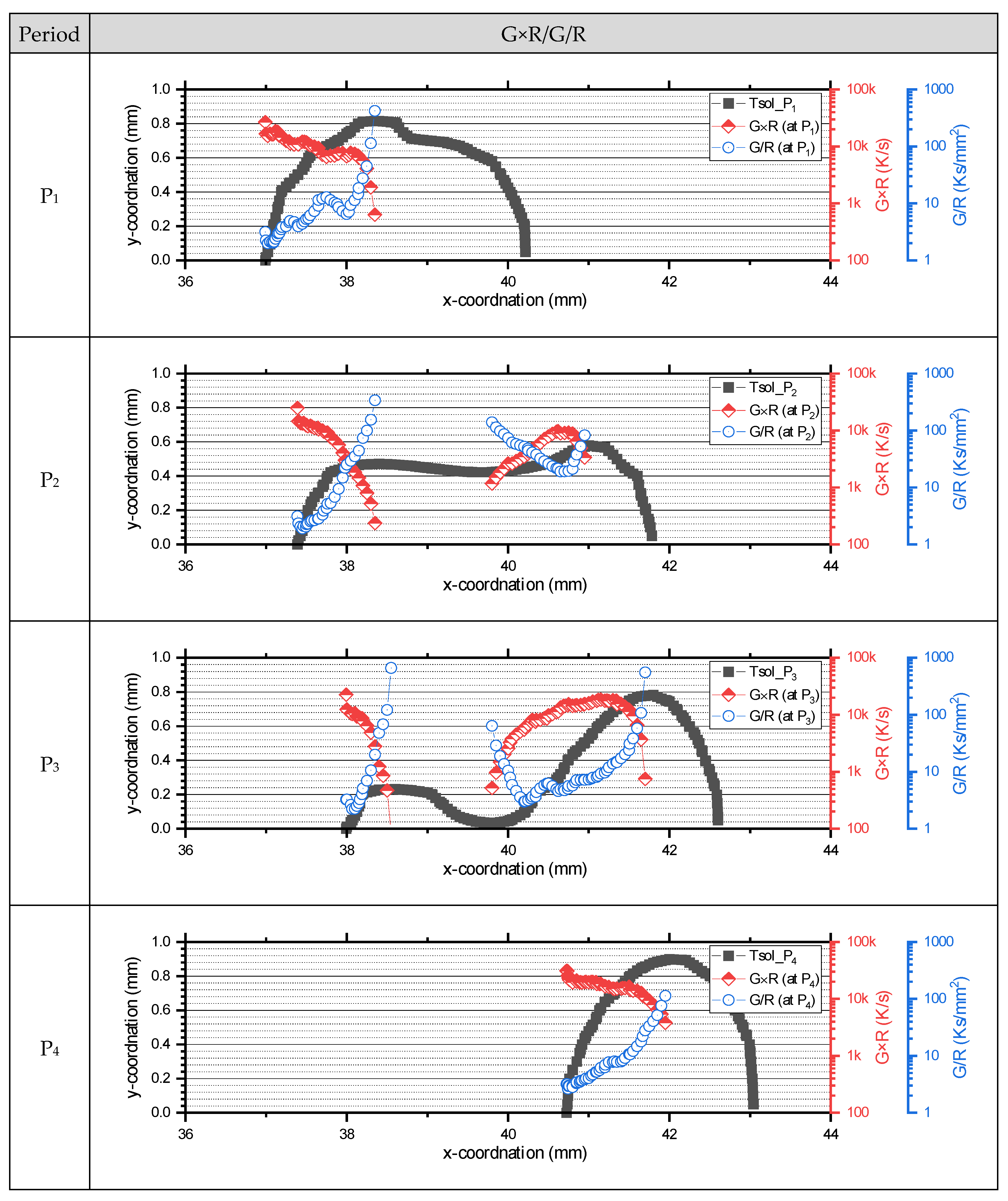
- Observations from high-speed camera images indicated that the changing dimensions of the molten pool, driven by keyhole movement, critically affected the solidification rate and temperature gradient.
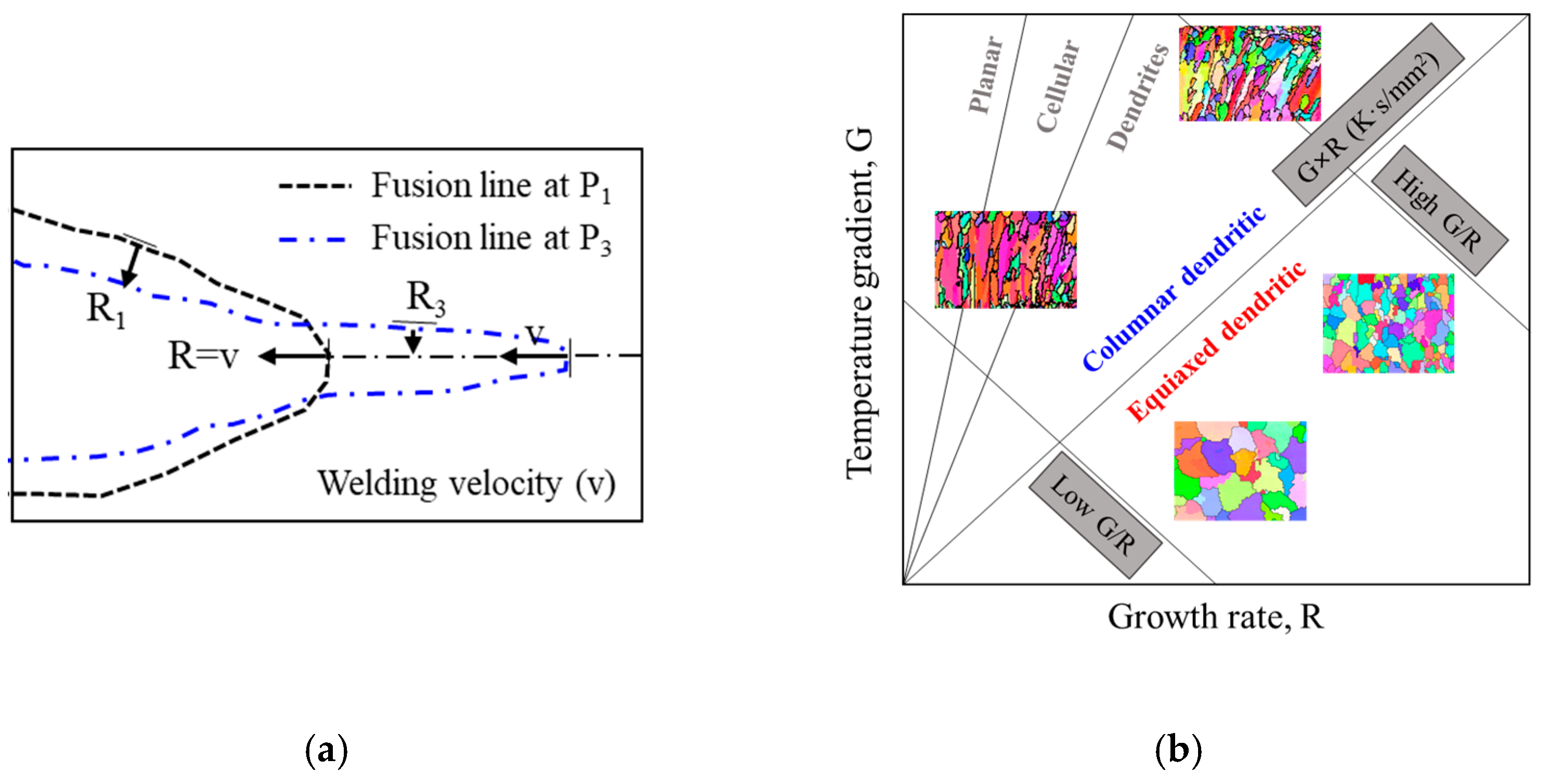
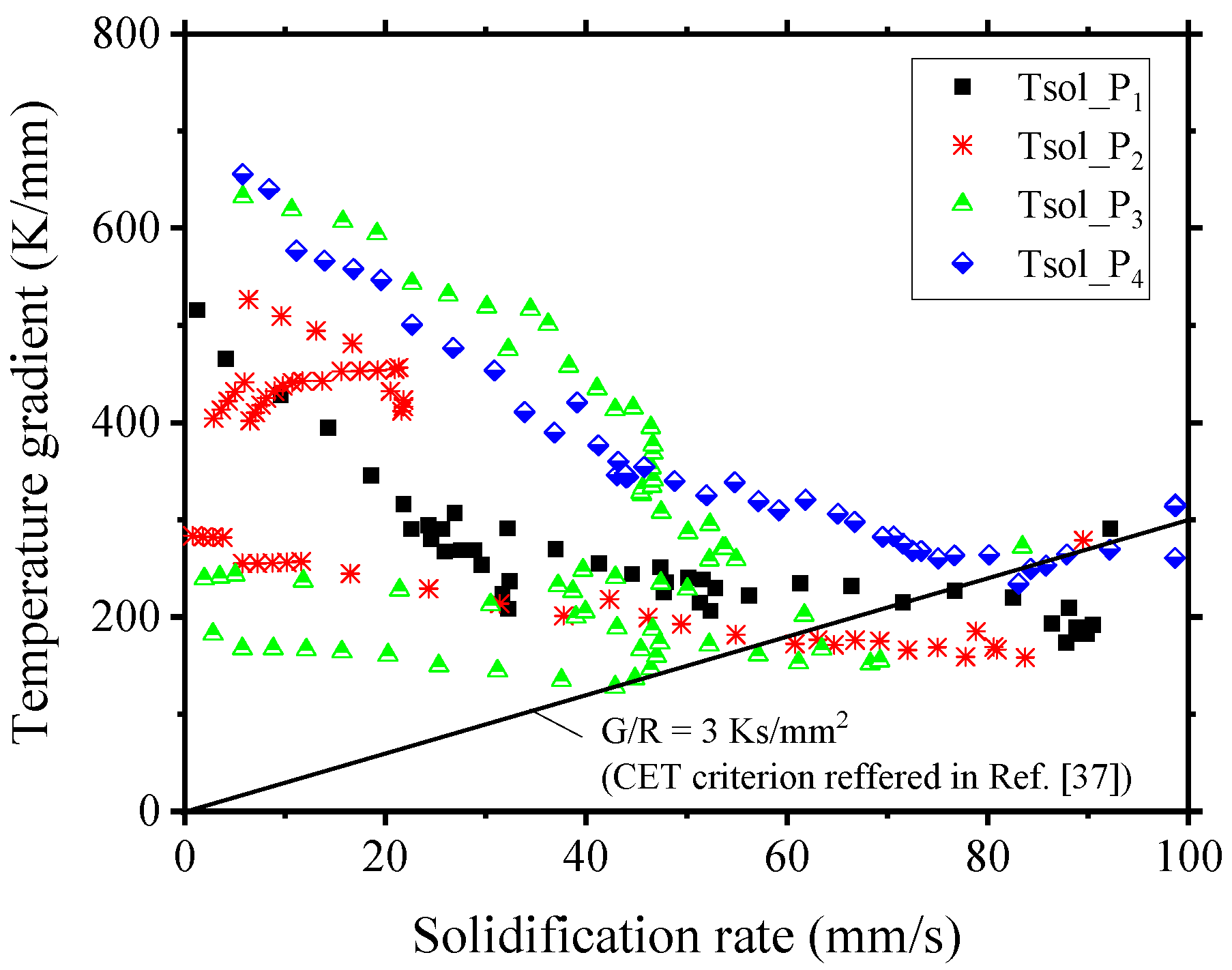
- Although the simulated temperature gradient and solidification rate values were higher than those reported in the literature, the trends in solidification indices such as G/R, G×R, and G3/R were consistent with previously published findings.
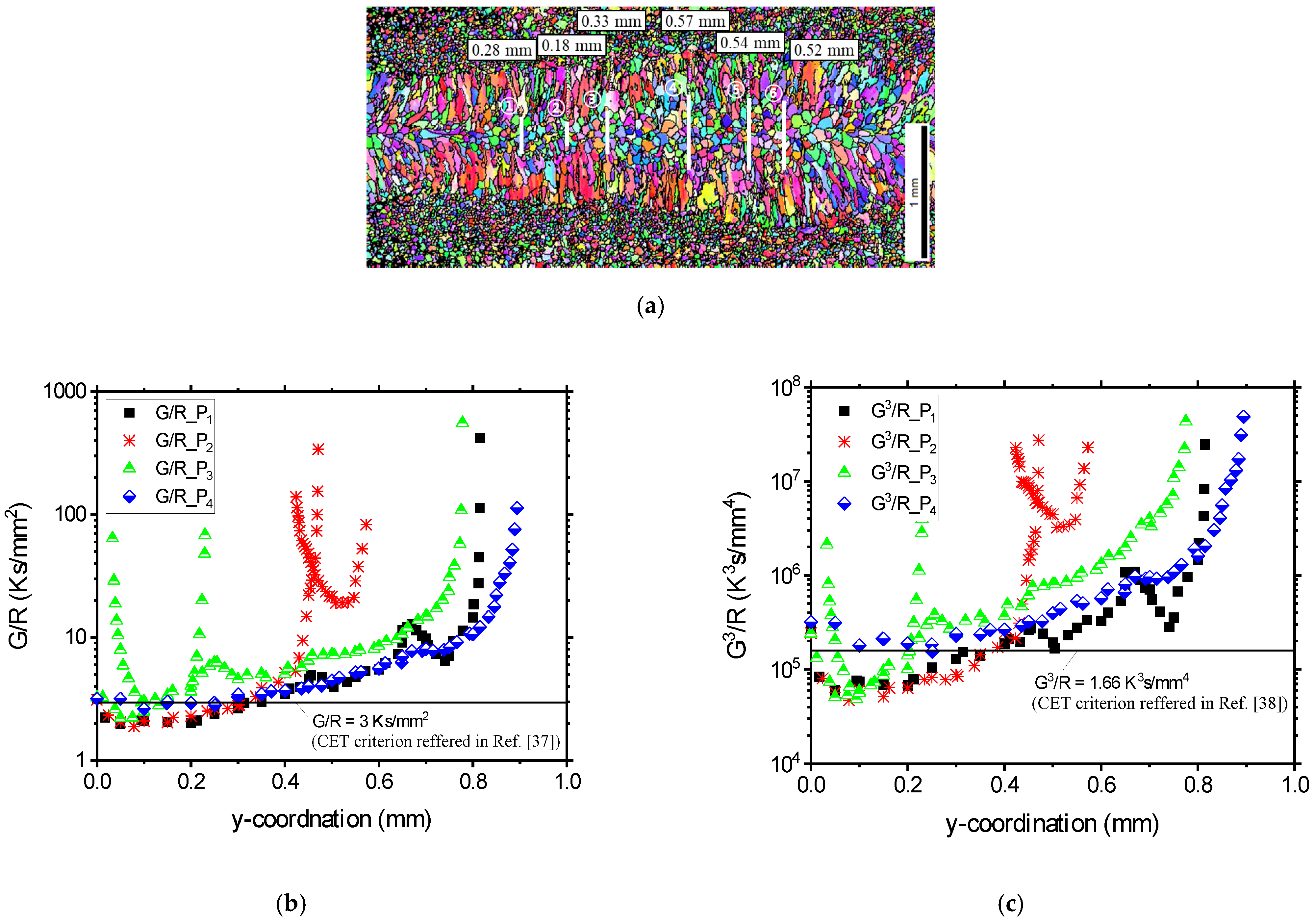
- The application of G/R and G3/R thresholds enabled accurate predictions of transitions from columnar to equiaxed structures. The G/R threshold, in particular, aligned more closely with EBSD observations compared to G3/R.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ke, W.; Zeng, Z.; Oliveira, J.P.; Peng, B.; Shen, J.; Tan, C.; Song, X.; Yan, W. Heat transfer and melt flow of keyhole, transition and conduction modes in laser beam oscillating welding. Int. J. Heat Mass Transf. 2023, 203, 123821. [Google Scholar] [CrossRef]
- Hirsch, J. Aluminium in innovative light-weight car design. Mater. Trans. 2011, 52, 818–824. [Google Scholar] [CrossRef]
- Pamarthi, V.V.; Sun, T.; Das, A.; Franciosa, P. Strain-based investigation on solidification crack susceptibility of 6005 aluminium using adjustable ring mode (ARM) laser welding. Procedia CIRP 2022, 111, 425–430. [Google Scholar] [CrossRef]
- Nakata, K.; Matsuda, F. Ductility characteristics of commercial aluminium alloys between liquidus and solidus temperatures during welding and evaluation of weld solidification cracking susceptibility. Weld. Int. 1995, 9, 706–716. [Google Scholar] [CrossRef]
- Eskin, D.; Katgerman, L. Mechanical properties in the semi-solid state and hot tearing of aluminium alloys. Prog. Mater. Sci. 2004, 49, 629–711. [Google Scholar] [CrossRef]
- Cross, C. On the origin of weld solidification cracking. In Hot Cracking Phenomena in Welds; Springer: Berlin/Heidelberg, Germany, 2005. [Google Scholar]
- Zhao, H.; White, D.; DebRoy, T. Current issues and problems in laser welding of automotive aluminium alloys. Int. Mater. Rev. 1999, 44, 238–266. [Google Scholar] [CrossRef]
- Huang, C.; Kou, S. Liquation cracking in partial-penetration aluminum welds: Effect of penetration oscillation and backfilling. Weld. J. 2003, 82, 184–194. [Google Scholar]
- Fetzer, F.; Jarwitz, M.; Stritt, P.; Weber, R.; Graf, T. Fine-tuned remote laser welding of aluminum to copper with local beam oscillation. Phys. Procedia 2016, 83, 455–462. [Google Scholar] [CrossRef]
- Dittrich, D.; Jahn, A.; Standfuss, J.; Beyer, E. Laser beam welding of atmosphere aluminum die cast material using high frequency beam oscillation and brilliant beam sources. J. Laser Appl. 2017, 29, 022425. [Google Scholar] [CrossRef]
- Sommer, M.; Weberpals, J.-P.; Müller, S. Utilization of laser beam oscillation to enhance the process efficiency for deep-penetration welding in aluminum. J. Laser Appl. 2017, 29, 022404. [Google Scholar] [CrossRef]
- Sommer, M.; Weberpals, J.-P.; Müller, S.; Berger, P.; Graf, T. Advantages of laser beam oscillation for remote welding of aluminum closely above the deep-penetration welding threshold. J. Laser Appl. 2017, 29, 012001. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2002. [Google Scholar]
- Wei, H.; Elmer, J.; DebRoy, T. Crystal growth during keyhole mode laser welding. Acta Mater. 2017, 133, 10–20. [Google Scholar] [CrossRef]
- Komerla, K.; Gach, S.; Vossel, T.; Schwedt, A.; Bührig-Polaczek, A.; Reisgen, U.; Bleck, W. The effect of beam oscillations on the microstructure and mechanical properties of electron beam welded steel joints. Int. J. Adv. Manuf. Technol. 2019, 102, 2919–2931. [Google Scholar] [CrossRef]
- Wang, L.; Gao, M.; Zhang, C.; Zeng, X. Effect of beam oscillating pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy. Mater. Des. 2016, 108, 707–717. [Google Scholar] [CrossRef]
- Hagenlocher, C.; Sommer, M.; Fetzer, F.; Weber, R.; Graf, T. Optimization of the solidification conditions by means of beam oscillation during laser beam welding of aluminum. Mater. Des. 2018, 160, 1178–1185. [Google Scholar] [CrossRef]
- Lu, Y.; Deng, Y.; Shi, L.; Jiang, L.; Gao, M. Numerical simulation of thermal flow dynamics in oscillating laser welding of aluminum alloy. Opt. Laser Technol. 2023, 159, 109003. [Google Scholar] [CrossRef]
- Chukkan, J.R.; Vasudevan, M.; Muthukumaran, S.; Kumar, R.R.; Chandrasekhar, N. Simulation of laser butt welding of AISI 316L stainless steel sheet using various heat sources and experimental validation. J. Mater. Process. Technol. 2015, 219, 48–59. [Google Scholar] [CrossRef]
- Bu, H.; Zhan, X.; Yang, H.; Wang, F.; Ma, W. Numerical simulation of thermal distribution and residual stress characteristic for laser wobble joining of CFRTP and Ti-6Al-4V alloy. J. Manuf. Process. 2022, 79, 562–575. [Google Scholar] [CrossRef]
- Ai, Y.; Yan, Y.; Han, S. Numerical analysis of the effect of energy distribution on weld width during oscillating laser welding of aluminum alloy. J. Laser Appl. 2023, 35, 042014. [Google Scholar] [CrossRef]
- Ai, Y.; Yan, Y.; Yu, L.; Cheng, J. The analysis of energy distribution characteristics of molten pool in welding of aluminum alloy with oscillating laser. Sustainability 2023, 15, 6868. [Google Scholar] [CrossRef]
- Ai, Y.; Yan, Y.; Dong, G.; Han, S. Investigation of microstructure evolution process in circular shaped oscillating laser welding of Inconel 718 superalloy. Int. J. Heat Mass Transf. 2023, 216, 124522. [Google Scholar] [CrossRef]
- Wu, D.; Li, Y.; Sun, T.; He, G.; Huo, Q.; Ma, N.; Ye, Y. High-speed synchrotron X-ray imaging and multi-physics modeling of molten pool and gas dynamics in laser additive manufacturing of a medium-entropy alloy. Weld. World 2024, 68, 1417–1425. [Google Scholar] [CrossRef]
- Pamarthi, V.V.; Sun, T.; Das, A.; Franciosa, P. A novel methodology for investigating the through-thickness molten pool shape during remote laser beam welding. Opt. Laser Technol. 2024, 175, 110794. [Google Scholar] [CrossRef]
- Zhang, C.; Li, X.; Gao, M. Effects of circular oscillating beam on heat transfer and melt flow of laser melting pool. J. Mater. Res. Technol. 2020, 9, 9271–9282. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Kang, M.; Han, H.N.; Kim, C. Microstructure and solidification crack susceptibility of Al 6014 molten alloy subjected to a spatially oscillated laser beam. Materials 2018, 11, 648. [Google Scholar] [CrossRef]
- Agarwal, G.; Gao, H.; Amirthalingam, M.; Hermans, M. Study of solidification cracking susceptibility during laser welding in an advanced high strength automotive steel. Metals 2018, 8, 673. [Google Scholar] [CrossRef]
- Wu, C.; Wang, H.; Zhang, Y. A new heat source model for keyhole plasma arc welding in FEM analysis of the temperature profile. Weld. J. 2006, 85, 284–291. [Google Scholar]
- ASM Handbook Committee. Metals Handbook Vol. 2: Properties and Selection: Nonferrous Alloys and Pure Metals, 9th ed.; American Society for Metals: Materials Park, OH, USA, 1978. [Google Scholar]
- Lho, T.; Na, S.-J. A study on three-dimensional transient heat flow in circumferential GTA welding of pipes using periodicity conditions. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1991, 205, 271–278. [Google Scholar] [CrossRef]
- Kou, S. A criterion for cracking during solidification. Acta Mater. 2015, 88, 366–374. [Google Scholar] [CrossRef]
- Kou, S.; Le, Y. Nucleation mechanism and grain refining of weld metal. Weld. J. 1986, 65, 305–313. [Google Scholar]
- Schempp, P.; Rethmeier, M. Understanding grain refinement in aluminium welding. Weld. World 2015, 59, 767–784. [Google Scholar] [CrossRef]
- Hagenlocher, C.; Weller, D.; Weber, R.; Graf, T. Reduction of the hot cracking susceptibility of laser beam welds in AlMgSi alloys by increasing the number of grain boundaries. Sci. Technol. Weld. Join. 2019, 24, 313–319. [Google Scholar] [CrossRef]
- Hagenlocher, C.; Fetzer, F.; Weller, D.; Weber, R.; Graf, T. Explicit analytical expressions for the influence of welding parameters on the grain structure of laser beam welds in aluminium alloys. Mater. Des. 2019, 174, 107791. [Google Scholar] [CrossRef]
- Geng, S.; Jiang, P.; Shao, X.; Guo, L.; Gao, X. Heat transfer and fluid flow and their effects on the solidification microstructure in full-penetration laser welding of aluminum sheet. J. Mater. Sci. Technol. 2020, 46, 50–63. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Laser power (kW) | 3 |
| Travel speed (m/min) | 6 |
| Focal position (mm) | 0 |
| Beam irradiating angle (°) | 90 |
| Beam pattern (-) | Lateral |
| Oscillation width (mm) | 1 |
| Oscillation frequency (Hz) | 25 |
| Shielding gas (-) | No |
| Properties | Unit | Value | Ref. |
|---|---|---|---|
| Density | kg/m3 | 2700 | [31] |
| Latent heat | J/kgK | 395,000 | [32] |
| Thermal conductivity (S) | J/mK | * | [32] |
| Thermal conductivity (L) | J/mK | * | [32] |
| Specific heat (S) | J/kgK | * | [32] |
| Specific heat (L) | J/kgK | * | [32] |
| Liquidus temperature | K | 927 | [31] |
| Solidus temperature | K | 889 | [31] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheon, J.; Kim, C.; Kang, S.; Kang, M. FEM-Based Conductive Heat Transfer Analytical Description of Solidification Rate and Temperature Gradient during Lateral Laser Beam Oscillation Welding of Aluminum Alloy. Materials 2024, 17, 3248. https://doi.org/10.3390/ma17133248
Cheon J, Kim C, Kang S, Kang M. FEM-Based Conductive Heat Transfer Analytical Description of Solidification Rate and Temperature Gradient during Lateral Laser Beam Oscillation Welding of Aluminum Alloy. Materials. 2024; 17(13):3248. https://doi.org/10.3390/ma17133248
Chicago/Turabian StyleCheon, Jason, Cheolhee Kim, Sanghoon Kang, and Minjung Kang. 2024. "FEM-Based Conductive Heat Transfer Analytical Description of Solidification Rate and Temperature Gradient during Lateral Laser Beam Oscillation Welding of Aluminum Alloy" Materials 17, no. 13: 3248. https://doi.org/10.3390/ma17133248