
Analysis of the Microstructure and Mechanical Performance of Resistance Spot-Welding of Ti6Al4V to DP600 Steel Using Copper/Gold Cold-Sprayed Interlayers

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Experimental Procedure
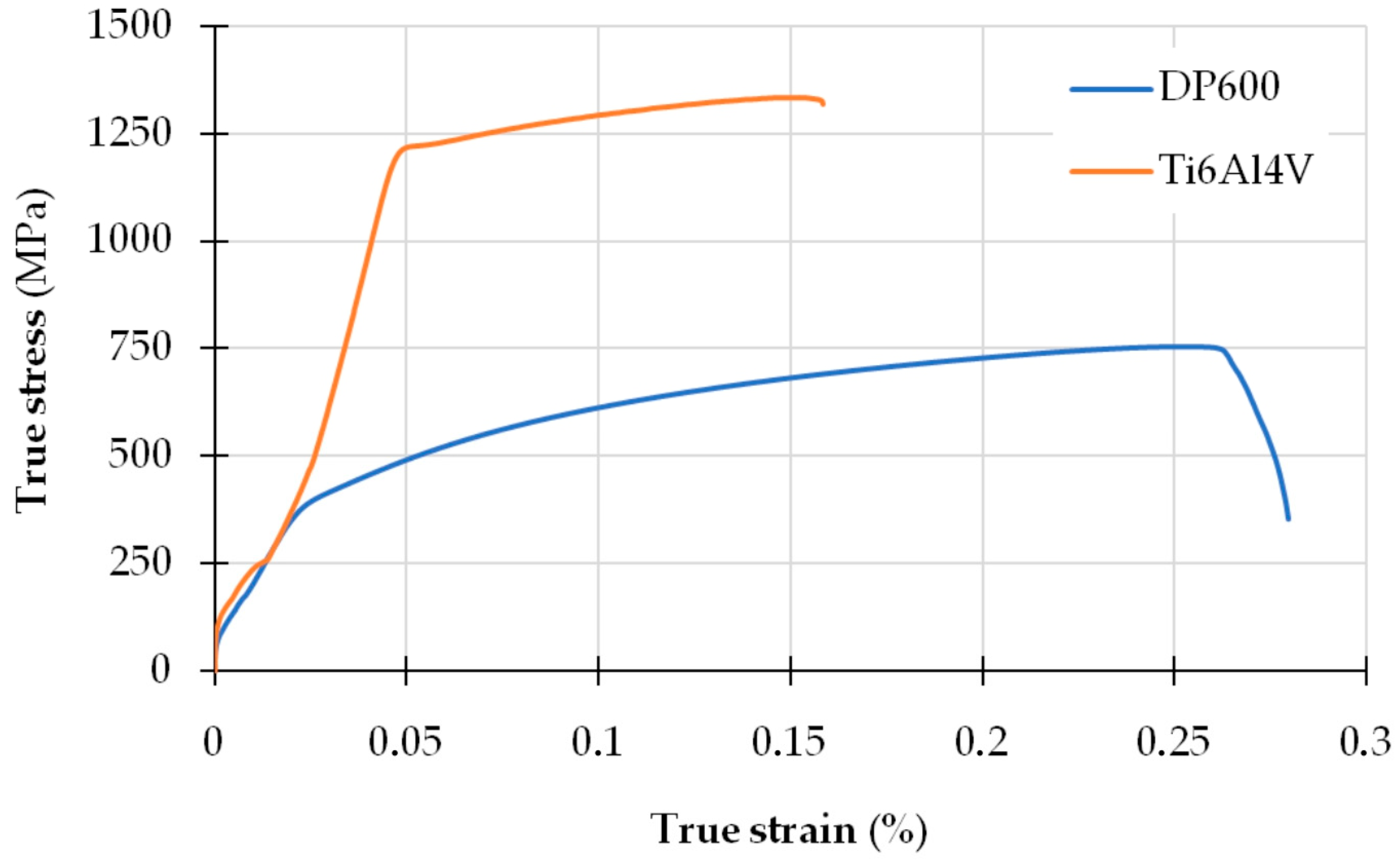
2.1. Material
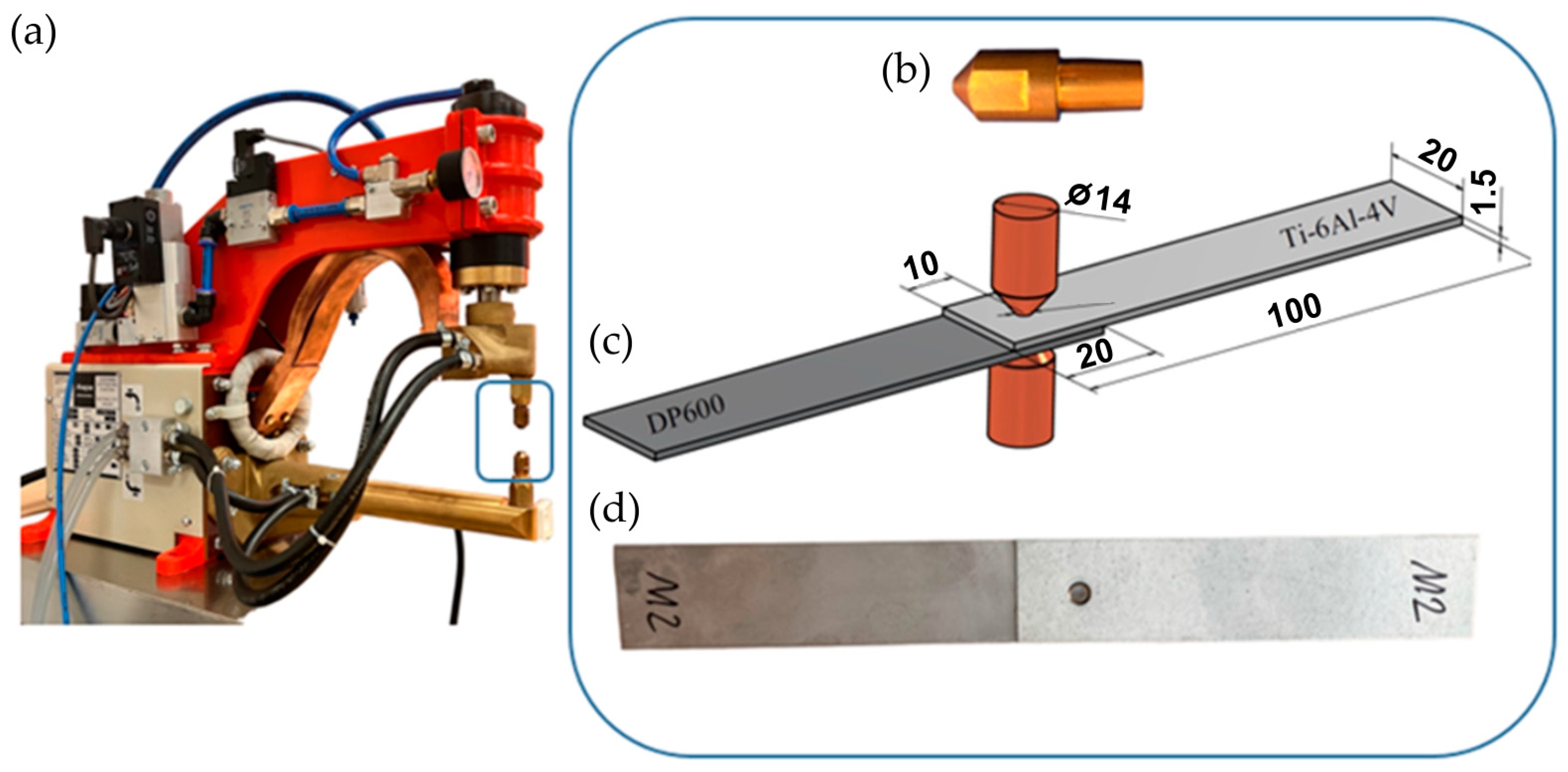
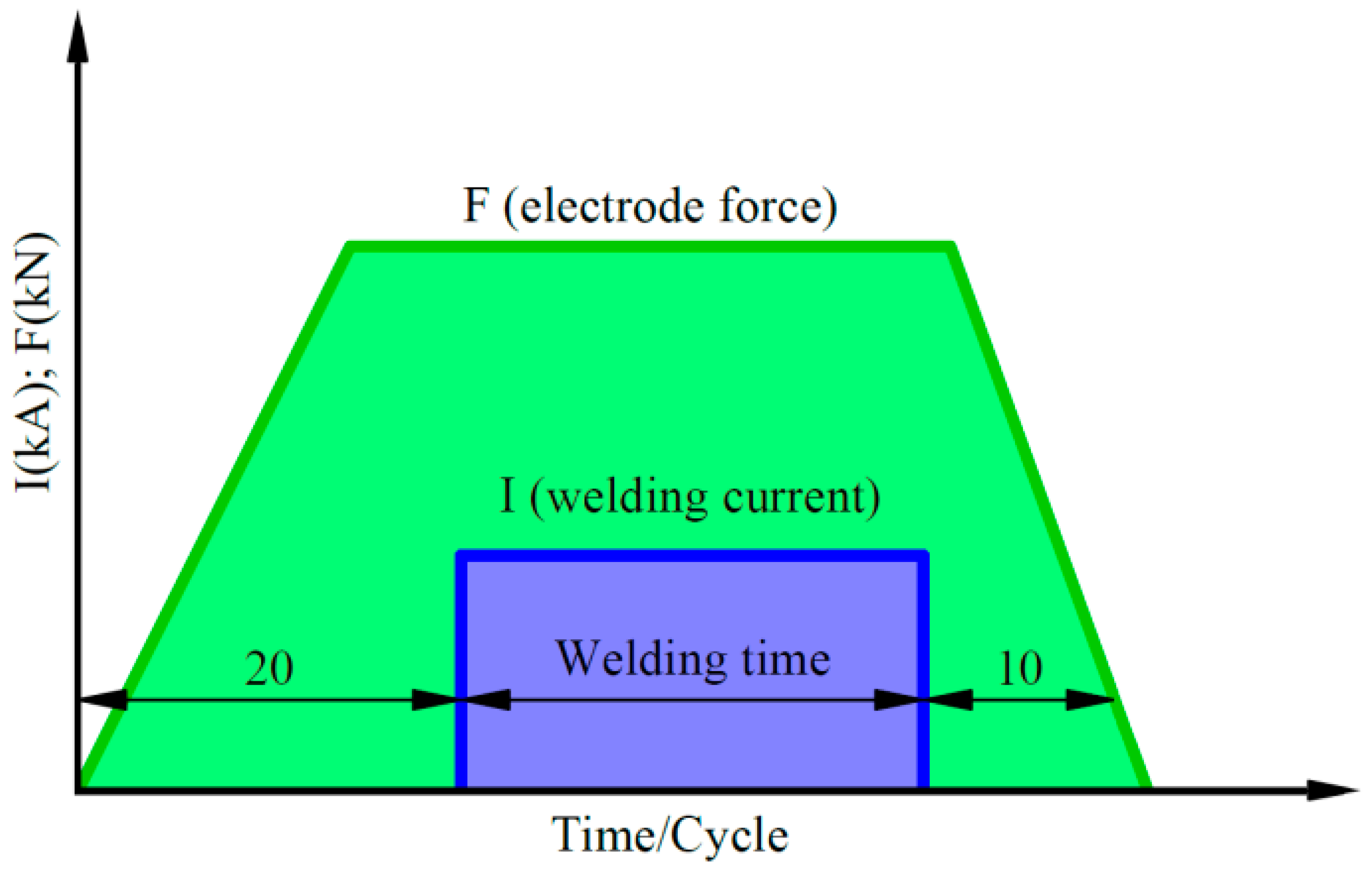
2.2. Methodology of the Resistance Spot-Welding Process
3. Results and Discussion
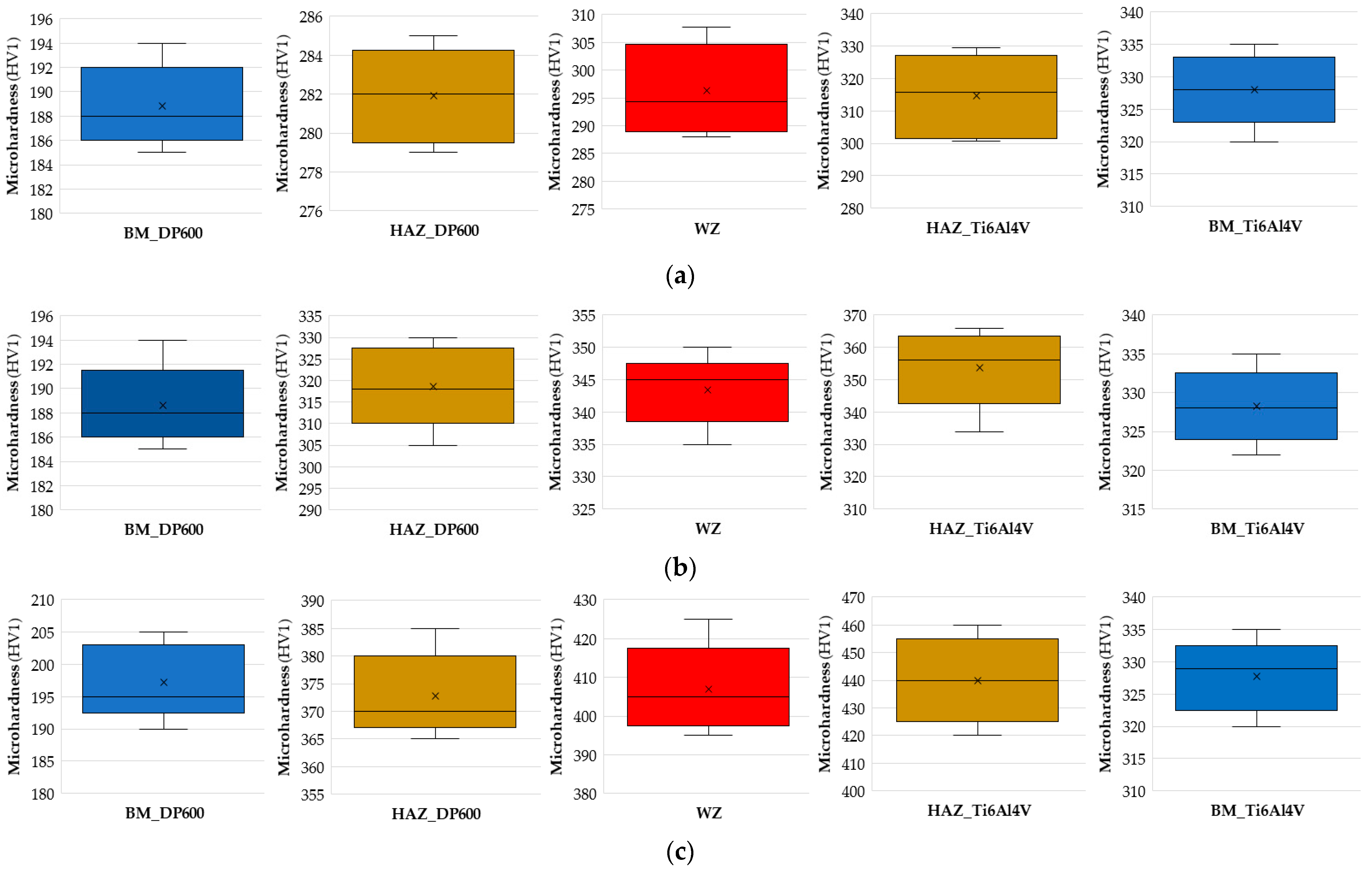
3.1. Hardness of the RSW Joint
3.2. Tensile Properties of RSW Joints
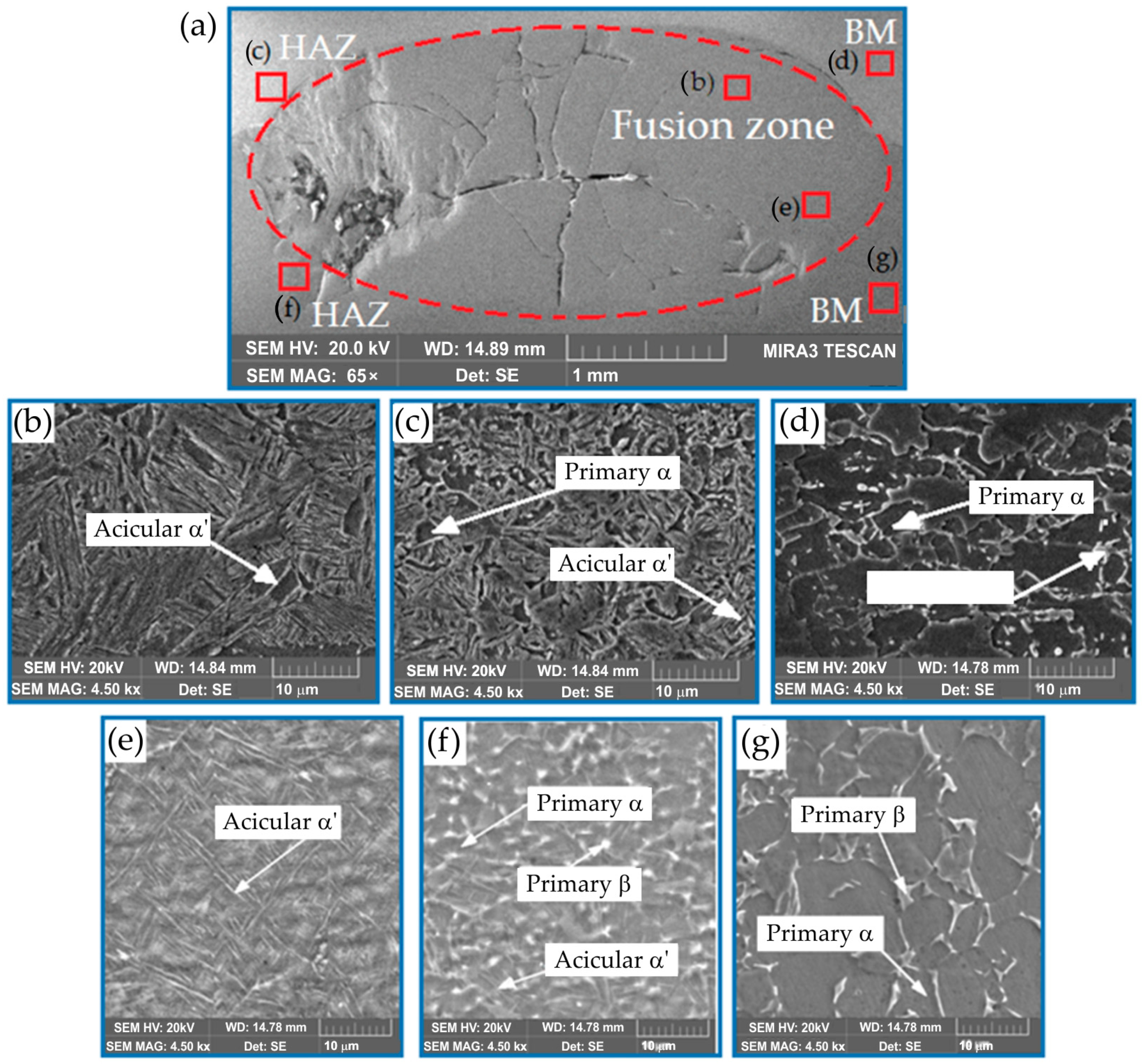
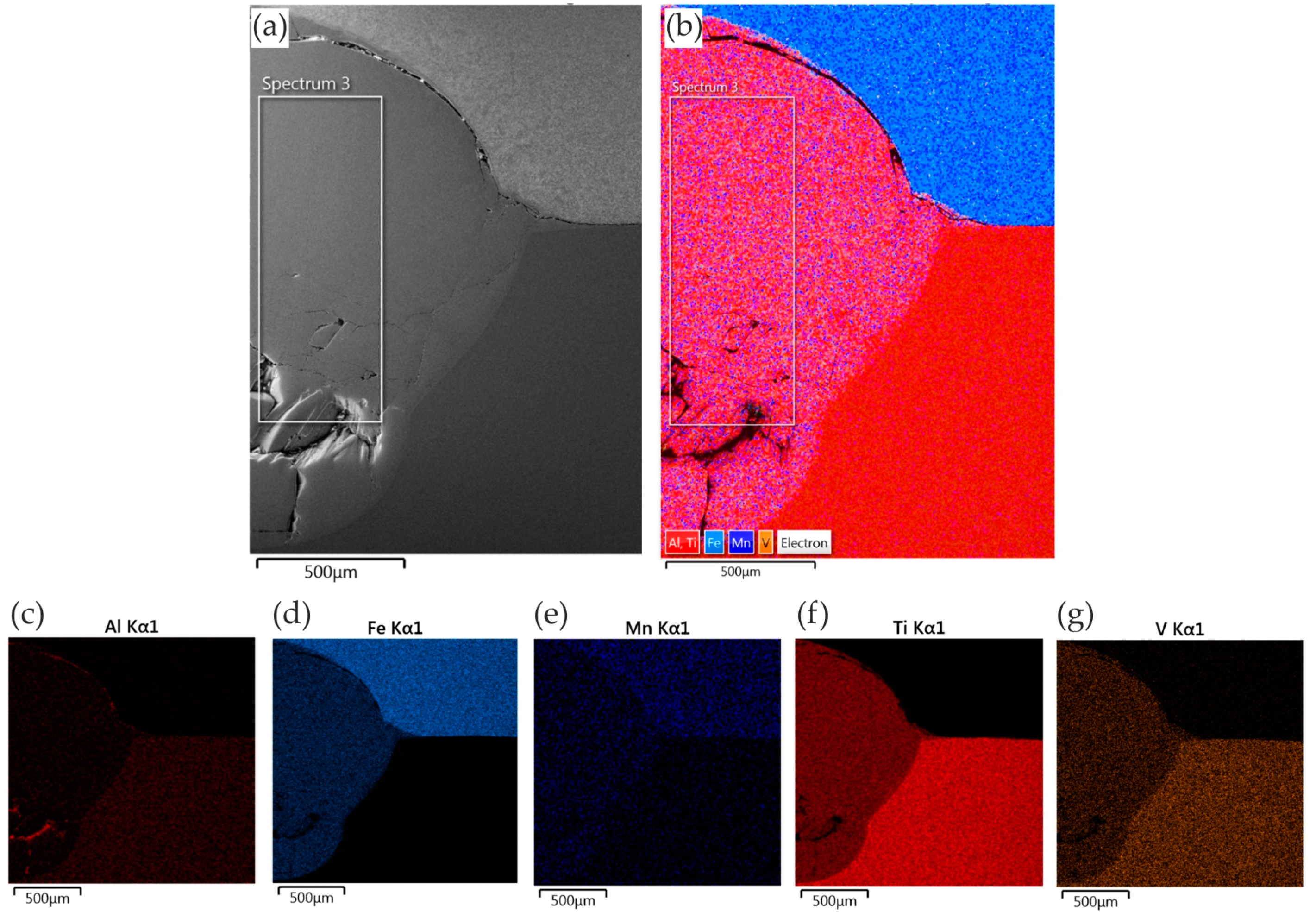
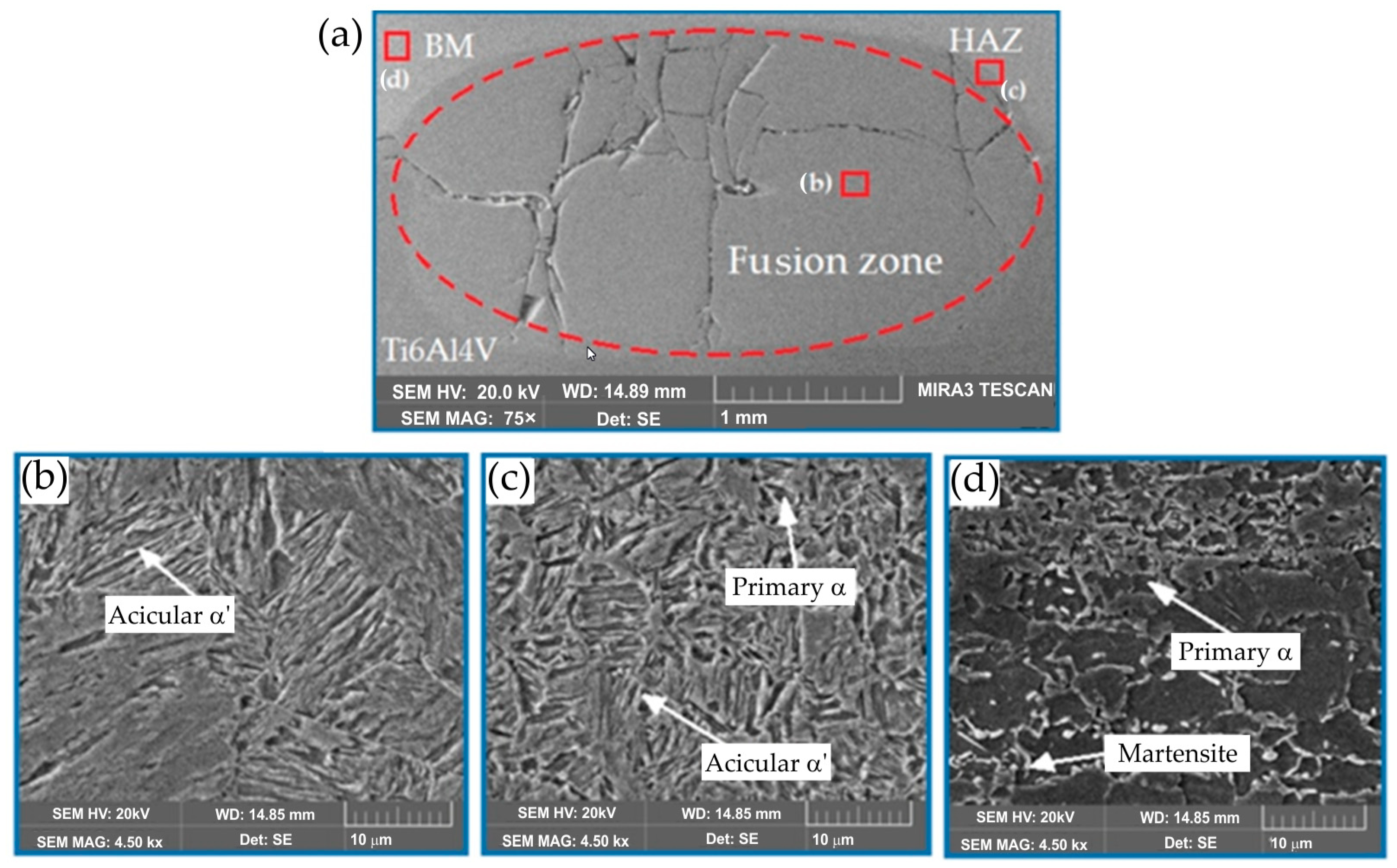
3.3. Macroscopic Characteristics of Welded Joints
3.3.1. Ti6Al4V/DP600 Joints without Interlayer
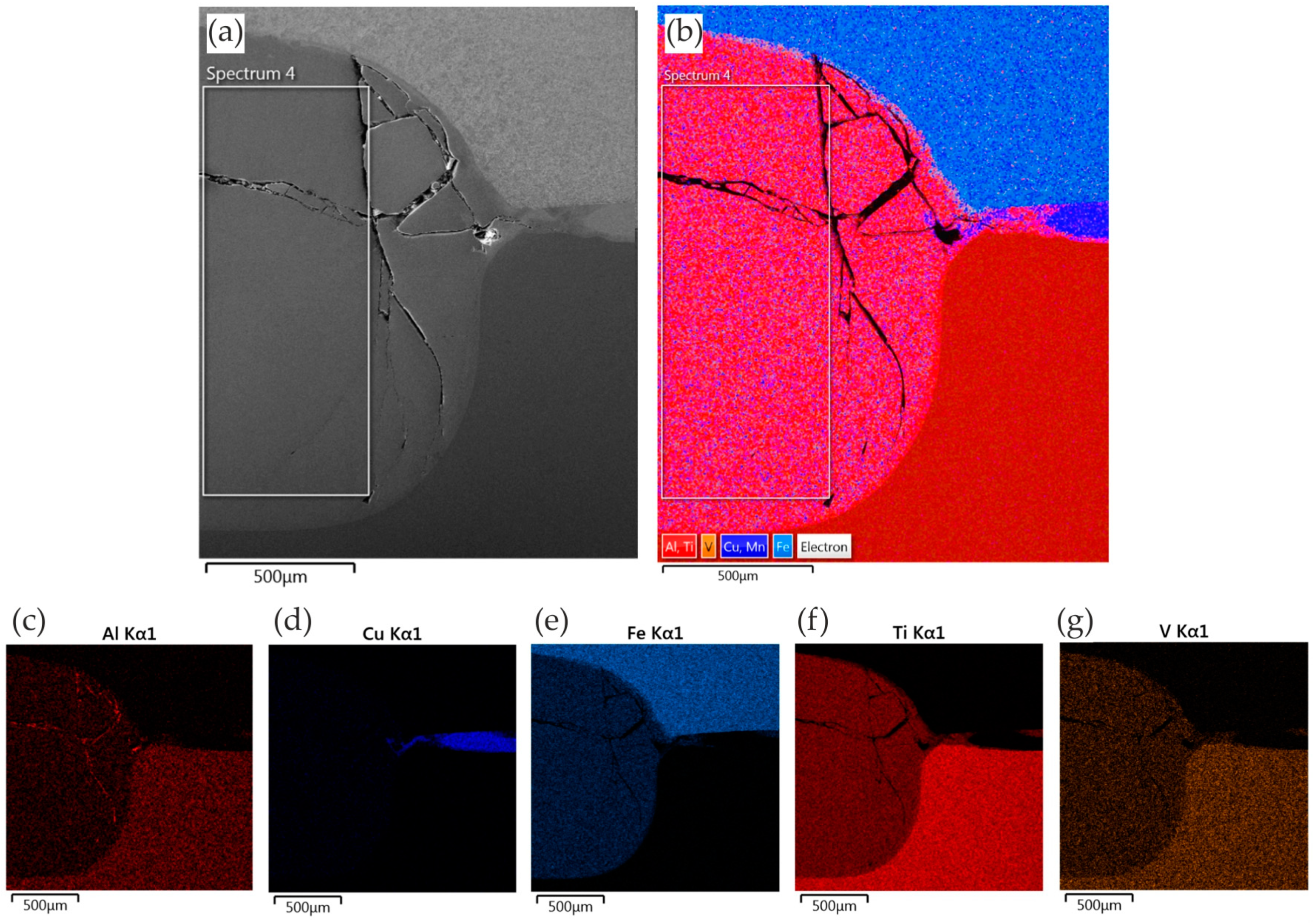
3.3.2. Ti6Al4V/DP600 Joints with Cu Interlayer
3.3.3. Ti6Al4V/DP600 Joints with Au Interlayer
4. Conclusions
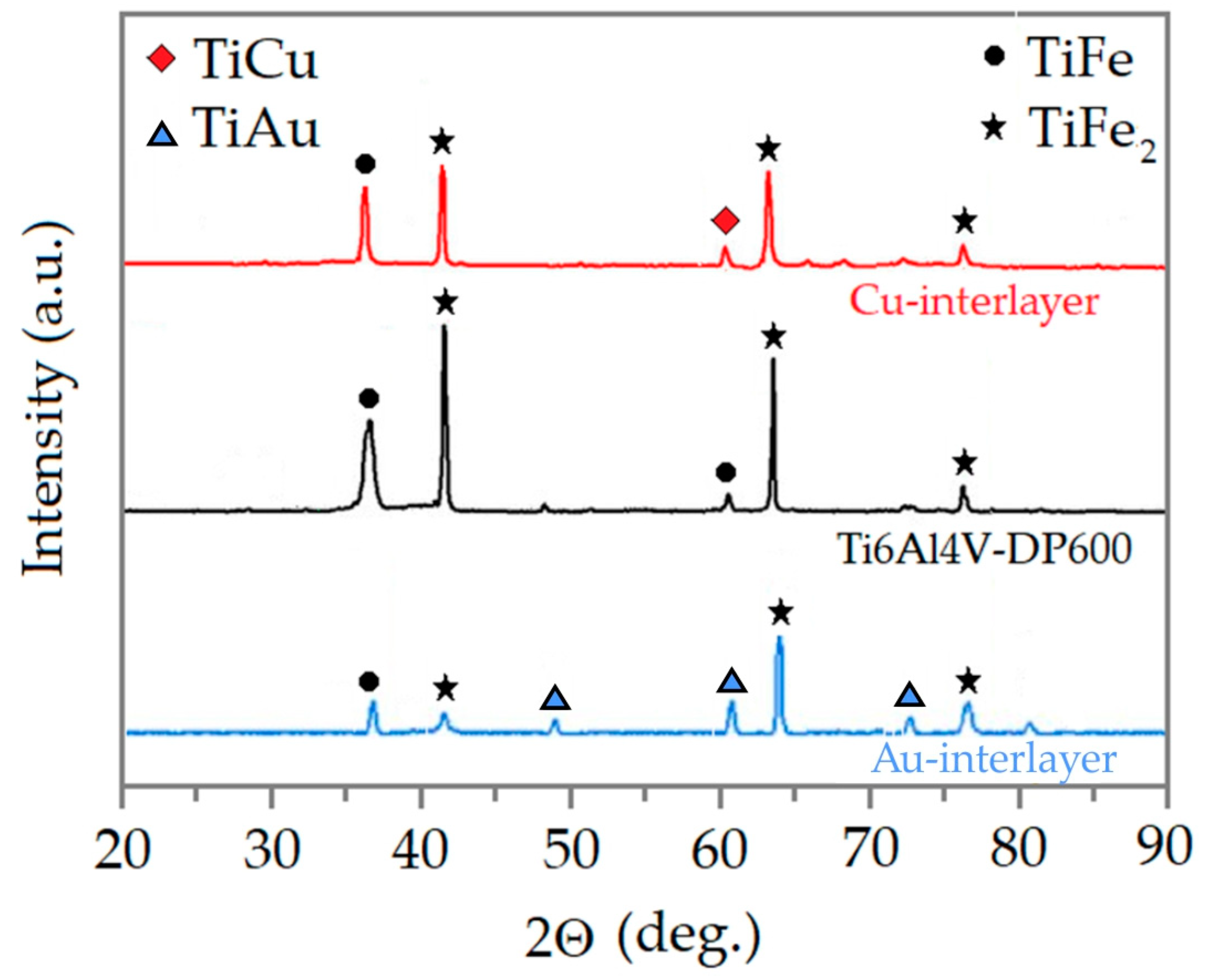
- A typical fracture mode of Ti6Al4V/DP600 joints made without the use of an interlayer is brittle fracture. The fracture surface of the resulting joints consist mainly of the intermetallic phase FeTi and Fe2Ti. The microstructure of the Ti6Al4V/Au/DP600 joint contained intermetallic phases Ti3Au, TiAu, and TiAu4, while the microstructure of the Ti6Al4V/Cu/DP600 joint contained intermetallic phases TiCu and FeCu.
- During the solidification process, the metal is unable to fill the molten cavity after crystallization due to local stresses and strains. As a result, pores are formed in the welded joint. This is because the coefficient of linear expansion of titanium alloy is different from that of DP600 steel; the shrinkage rate of the two materials is different when the temperature is lowered. The interlayers consisting of high-ductility metals (Cu and Au) reduce the number of cracks and pores and thus significantly improve the tensile/shear strength of the joints.
- Based on the tensile/shear strength of Ti6Al4V/DP600 joints without an interlayer and Ti6Al4V/DP600 joints with the presence of Cu and Au interlayers, it can be concluded that the Cu and Au interlayers cause a significant increase in the strength of the RSW joints. For the joint with the Cu interlayer, the maximum tensile/shear strength reaches 65.8 MPa; this is 100% higher than that of a joint obtained without an interlayer. The joint produced with the presence of the Au interlayer exhibits a tensile/shear strength of 108.3 MPa; this is 300% higher than that of the joint obtained without the interlayer. This is mainly due to the change in microstructure in the contact zone caused by the addition of Cu or Au and the precipitation of metallic phases based on Cu and Au, which replaced part of the TiFe metallic phase.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stavropoulos, P.; Sabatakakis, K. Quality Assurance in Resistance Spot Welding: State of Practice, State of the Art, and Prospects. Metals 2024, 14, 185. [Google Scholar] [CrossRef]
- Al-Mukhtar, A.M. Review of Resistance Spot Welding Sheets: Processes and Failure Mode. Adv. Eng. Forum 2016, 17, 31–57. [Google Scholar] [CrossRef]
- Zhou, K.; Yao, P. Review of Application of the Electrical Structure in Resistance Spot Welding. IEEE Access 2017, 5, 25741–25749. [Google Scholar] [CrossRef]
- Mezher, M.T.; Pereira, A.; Trzepieciński, T.; Acevedo, J. Artificial neural networks and experimental analysis of the resistance spot welding parameters effect on the welded joint quality of AISI 304. Materials 2024, 17, 2167. [Google Scholar] [CrossRef] [PubMed]
- Mezher, M.T.; Carou, D.; Pereira, A. Exploring resistance spot welding for grade 2 titanium alloy: Experimental investigation and artificial neural Network modeling. Metals 2024, 14, 308. [Google Scholar] [CrossRef]
- Klimpel, A. Technologie Zgrzewania Metali i Tworzyw Termoplastycznych; Wydawnistwo Politechniki Śląskiej: Gliwice, Poland, 1999. [Google Scholar]
- Bharaj, A.B.; Kewati, A.; Shukla, S.; Gedam, S.; Kukde, R.; Verulkar, S. Study of resistant spot welding and its effect on the metallurgical and mechanical properties_a review. Mater. Today Proc. 2023, 2214–7853. [Google Scholar] [CrossRef]
- Papkala, H. Zgrzewanie Oporowe Metali; Wydawnictwo KaBe: Krosno, Poland, 2003. [Google Scholar]
- Mallaradhya, H.; Kumar, M.V.; Ranganatha, R.; Darshan, S. Lochan, Resistance Spot Welding, A Review. Int. J. Mech. Prod. Eng. Res. Dev. 2018, 8, 403–418. [Google Scholar]
- Soomro, I.A.; Pedapati, S.R.; Awang, M. A review of advances in resistance spot welding of automotive sheet steels: Emerging methods to improve joint mechanical performance. Int. J. Adv. Manuf. Technol. 2022, 118, 1335–1366. [Google Scholar] [CrossRef]
- Rajalingam, P.; Rajakumar, S.; Sonar, T.; Kavitha, S. A comparative study on resistance spot and laser beam spot welding of ultra-high strength steel for automotive applications. Int. J. Lightweight Mater. Manuf. 2024, 1–28. [Google Scholar] [CrossRef]
- Williams, N.T.; Parker, J.D. Review of resistance spot welding of steel sheets Part 1 Modelling and control of weld nugget formation. Int. Mater. Rev. 2004, 49, 45–75. [Google Scholar] [CrossRef]
- Banga, H.K.; Kalra, P.; Kumar, R.; Singh, S.; Pruncu, C.I. Optimization of the cycle time of robotics resistance spot welding for automotive applications. J. Adv. Manuf. Process. 2021, 3, e10084. [Google Scholar] [CrossRef]
- Matusiak, J.; Wycislik, J.; Krztoń, H.; Szłapa, P.; Szdzuj, J. Zagrożenia w środowisku Pracy Przy Zgrzewaniu Rezystancyjnym, Tarciowym z Mieszaniem Materiału Zgrzeiny Oraz Zgrzewaniu Ultradźwiękowym i Wibracyjnym; Wydawnictwo Instytut Spawalnictwa: Gliwice, Poland, 2012. [Google Scholar]
- Jaber, H.L.; Pouranvari, M.; Salim, R.K.; Hashim, F.A.; Marashi, S.P.H. Peak load and energy absorption of DP600 advanced steel resistance spot welds. Ironmak. Steelmak 2016, 44, 699–706. [Google Scholar] [CrossRef]
- Papkala, H.; Pietras, A.; Zadroga, L. Zgrzewanie rezystancyjne punktowe blach ocynkowanych. Przegląd Spaw. 2004, 5–7, 51–57. [Google Scholar]
- Niemiro-Maźniak, J. The effect of the resistance spot welding current on weld quality and joint strength. Zesz. Nauk. Politech. Częstochowskiej-Bud. 2020, 26, 114–119. [Google Scholar] [CrossRef]
- Ariyanto; Renreng, I.; Arsyad, H.; Syahid, M. Optimization Parameter Resistance Spot Welding Dissimilar Material–A Review; AIP Publishing: Long Island, NY, USA, 2023; Volume 2630, p. 030002. [Google Scholar]
- Jia, X.; Wei, S.; Lu, S. Softening mechanism and failure behavior of 9Cr oxide dispersion strengthened steel resistance spot welded joint. J. Manuf. Process. 2024, 118, 331–340. [Google Scholar] [CrossRef]
- Mishra, D.; Rajanikanth, K.; Shunmugasundaram, M.; Kumar, A.P.; Maneiah, D. Dissimilar resistance spot welding of mild steel and stainless steel metal sheets for optimum weld nugget size. Mater. Today Proc. 2021, 46, 919–924. [Google Scholar] [CrossRef]
- Lu, Y.; Mayton, E.; Song, H.; Kimchi, M.; Zhang, W. Dissimilar metal joining of aluminum to steel by ultrasonic plus resistance spot welding-Microstructure and mechanical properties. Mater. Des. 2019, 165, 107585. [Google Scholar] [CrossRef]
- Wang, S.; Li, Y.; Yang, Y.; Manladan, S.M.; Luo, Z. Resistance element welding of 7075 aluminum alloy to Ti6Al4V titanium alloy. J. Manuf. Process. 2021, 70, 300–306. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Najm, S.M. Current Trends in Metallic Materials for Body Panels and Structural Members Used in the Automotive Industry. Materials 2024, 17, 590. [Google Scholar] [CrossRef]
- The Automotive and Transportation Market Research Report. Available online: https://mobilityforesights.com/product/automotive-ahss-market/ (accessed on 31 May 2024).
- Pushp, P.; Dasharath, S.M.; Arati, C. Classification and applications of titanium and its alloys. Mater. Today Proc. 2022, 54, 537–542. [Google Scholar] [CrossRef]
- Sajjadi-Nikoo, S.; Pouranvari, M.; Abedi, A.; Ghaderi, A.A. In situ postweld heat treatment of transformation induced plasticity steel resistance spot welds. Sci. Technol. Weld. Join. 2017, 23, 71–78. [Google Scholar] [CrossRef]
- Soomro, I.A.; Pedapati, S.R.; Awang, M. Double Pulse Resistance Spot Welding of Dual Phase Steel: Parametric Study on Microstructure, Failure Mode and Low Dynamic Tensile Shear Properties. Materials 2021, 14, 802. [Google Scholar] [CrossRef]
- Shichalin, O.O.; Buravlev, I.Y.; Portnyagin, A.S.; Dvornik, M.I.; Mikhailenko, E.A.; Golub, A.V.; Zakharenko, A.M.; Sukhorada, A.E.; Talskikh, K.Y.; Buravleva, A.A.; et al. SPS Hard Metal Alloy WC-8Ni-8Fe Fabrication Based on Mechanochemical Synthetic Tungsten Carbide Powder. J. Alloys Compd. 2020, 816, 152547. [Google Scholar] [CrossRef]
- Jiang, C.; Chen, J.; Zhu, Z. Novel structured spark plasma sintered thermal barrier coatings with high strain tolerance and oxidation resistance. Ceram. Int. 2022, 48, 12271–12280. [Google Scholar] [CrossRef]
- Papynov, E.K.; Belov, A.A.; Shichalin, O.O.; Buravlev, I.Y.; Azon, S.A.; Golub, A.V.; Gerasimenko, A.V.; Parotkina, Y.A.; Zavjalov, A.P.; Tananaev, I.G.; et al. SrAl2Si2O8 Ceramic Matrices for 90Sr Immobilization Obtained via Spark Plasma Sintering-Reactive Synthesis. Nucl. Eng. Technol. 2021, 53, 2289–2294. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Medkov, M.A.; Grishchenko, D.N.; Tkachenko, I.A.; Fedorets, A.N.; Pechnikov, V.S.; Golub, A.V.; Buravlev, I.Y.; Tananaev, I.G.; et al. Spark Plasma Sintering of Special-Purpose Functional Ceramics Based on UO2, ZrO2, Fe3O4/α-Fe2O3. Glas. Phys. Chem. 2018, 44, 632–640. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Buravlev, I.Y.; Belov, A.A.; Portnyagin, A.S.; Fedorets, A.N.; Azarova, Y.A.; Tananaev, I.G.; Sergienko, V.I. Spark Plasma Sintering-Reactive Synthesis of SrWO4 Ceramic Matrices for 90Sr Immobilization. Vacuum 2020, 180, 109628. [Google Scholar] [CrossRef]
- Simonenko, E.P.; Simonenko, N.P.; Nikolaev, V.A.; Papynov, E.K.; Shichalin, O.O.; Gridasova, E.A.; Maiorov, V.Y.; Grishin, A.V.; Sevastyanov, V.G.; Kuznetsov, N.T. Sol–Gel Synthesis of Functionally Graded SiC–TiC Ceramic Material. Russ. J. Inorg. Chem. 2019, 64, 1456–1463. [Google Scholar] [CrossRef]
- Shichalin, O.O.; Papynov, E.K.; Buravlev, I.Y.; Buravleva, A.A.; Chuklinov, S.V.; Gridasova, E.A.; Pogodaev, A.V.; Nepomnyushchaya, V.A.; Kornakova, Z.E.; Lembikov, A.O.; et al. Functionally Gradient Material Fabrication Based on Cr, Ti, Fe, Ni, Co, Cu Metal Layers via Spark Plasma Sintering. Coatings 2023, 13, 138. [Google Scholar] [CrossRef]
- Abedi, M.; Sovizi, S.; Azarniya, A.; Giuntini, D.; Seraji, M.E.; Hosseini, H.R.M.; Amutha, C.; Ramakrishna, S.; Mukasyan, A. An analytical review on Spark Plasma Sintering of metals and alloys: From processing window, phase transformation, and property perspective. Crit. Rev. Solid State Mater. Sci. 2023, 48, 169–214. [Google Scholar] [CrossRef]
- Kumar, D.B.; Babu, B.S.; Jerrin, K.M.A.; Joseph, N.; Jiss, A. Review of spark plasma sintering process. IOP Conf. Ser. Mater. Sci. Eng. 2020, 993, 012004. [Google Scholar] [CrossRef]
- Taufiqurrahman, I.; Ginta, T.L.; Mustapha, M. The effect of holding time on dissimilar resistance spot welding of stainless steel 316L and Ti6Al4V titanium alloy with aluminum interlayer. Mater. Today Proc. 2021, 46, 1563–1568. [Google Scholar] [CrossRef]
- Taufiqurrahmana, I.; Gintaa, T.L.; Ahmada, A.; Mustaphaa, M.; Fatmahardia, I.; Shoziba, I.A. The effect of aluminum interlayer on weld strength, microstructure analysis, and welding parameters optimization in resistance spot welding of stainless steel 316L and Ti6Al4V titanium alloy. Eng. Solid Mech. 2022, 10, 165–178. [Google Scholar] [CrossRef]
- Tu1, Y.; Qiu1, R.; Shi1, H.; Zhang, X.; Zhang, K. Resistance spot welding between titanium and stainless steel with an aluminum alloy insert. Adv. Mater. Res. 2011, 291–294, 964–967. [Google Scholar]
- Li, D.; Qiu, R.; Wang, N.; He, Y. Microstructure and mechanical property of resistance spot welded joint between pure titanium and stainless steel with interlayer of Nb. Adv. Intell. Syst. Res. 2017, 6, 524–527. [Google Scholar]
- Yu, J.; Zhang, H.; Wang, B.; Du, R.; Fan, Y.; He, P. Interfacial evolution behavior and mechanical properties of Ti/steel joint via ultrasonic seam assisted resistance spot welding with Cu interlayer. J. Manuf. Process. 2023, 95, 535–550. [Google Scholar] [CrossRef]
- Das, T.; Paul, J. Interlayers in Resistance Spot-Welded Lap Joints: A Critical Review. Metallogr. Microstruct. Anal. 2021, 10, 3–24. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, C. Effects of Interlayer on the Microstructure and Mechanical Properties of Resistance Spot Welded Titanium/Steel Joints: A Short Review. Metals 2024, 14, 429. [Google Scholar] [CrossRef]
- Tey, C.F.; Tan, X.; Sing, S.L.; Yeong, W.Y. Additive manufacturing of multiple materials by selective laser melting: Ti-alloy to stainless steel via a cu-alloy interlayer. Addit. Manuf. 2020, 31, 100970. [Google Scholar] [CrossRef]
- Li, P.; Li, J.; Xiong, J.; Zhang, F.; Raza, S.H. Diffusion bonding titanium to stainless steel using Nb/Cu/Ni multi-interlayer. Mater. Charact. 2012, 68, 82–87. [Google Scholar] [CrossRef]
- Zhao, B.; Jian, D.; Ma, L.; Ding, Y.; Zhou, L. Precipitation of intermetallic compounds in brazing of titanium and steel using brass filler. J. Am. Acad. Dermatol. 2020, 285, 116730. [Google Scholar] [CrossRef]
- Yu, M.; Xiaoyan, G.; Meng, C.; Xiaopeng, G.; Xiaohui, Z. Laser assisted diffusion bonding of TC4 titanium alloy to 301 stainless steel using a Ni interlayer. J. Mater. Res. Technol. 2022, 21, 739–748. [Google Scholar]
- Angshuman, C.; Gopinath, M.; Sagar, S.; Vikranth, R.; Kumar, N.A. Mitigation of cracks in laser welding of titanium and stain-less steel by in-situ nickel interlayer deposition. J. Mater. Process. Tech. 2022, 300, 117403. [Google Scholar]
- Chu, Q.; Zhang, M.; Li, J.; Yan, C.; Qin, Z. Influence of vanadium filler on the properties of titanium and steel TIG welded joints. J. Mater. Process. Tech. 2016, 240, 293–304. [Google Scholar] [CrossRef]
- Birsan, D.C.; Simion, G. Numerical modelling of thermo-mechanical effects developed in resistance spot welding of E304 steel with copper interlayer. Ann. "Dunarea De Jos" Univ. Galati Fascicle XII Weld. Equip. Technol. 2022, 33, 89–94. [Google Scholar] [CrossRef]
- Joshi, G.R.; Badheka, V.J.; Darji, R.S.; Oza, A.D.; Pathak, V.J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P.; Narwade, G.; Thirunavukarasu, G. The Joining of Copper to Stainless Steel by Solid-State Welding Processes: A Review. Materials 2022, 15, 7234. [Google Scholar] [CrossRef]
- ISO 6507-1:2018; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. International Organization for Standardization: London, UK, 2018.
- EN ISO 6892-1; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2019.
- Buravleva, A.A.; Fedorets, A.N.; Vornovskikh, A.A.; Ognev, A.V.; Nepomnyushchaya, V.A.; Sakhnevich, V.N.; Lembikov, A.O.; Kornakova, Z.E.; Kapustina, O.V.; Tarabanova, A.E.; et al. Spark Plasma Sintering of WC-Based 10wt%Co Hard Alloy: A Study of Sintering Kinetics and Solid-Phase Processes. Materials 2022, 15, 1091. [Google Scholar] [CrossRef]
- Shichalin, O.O.; Yarusova, S.B.; Ivanov, N.P.; Papyanov, E.K.; Belov, A.A.; Azon, S.A.; Buravlev, I.Y.; Myagchilov, A.V.; Fedorets, A.N.; Rastorguev, V.L.; et al. Calcium silicate solid-state matrices from boric acid production waste for 60Co removal and immobilization by spark plasma sintering. J. Water Process Eng. 2024, 59, 105042. [Google Scholar] [CrossRef]
- Fernandes, F.A.O.; Gonçalves, J.J.M.; Pereira, A.B. Evaluation of Laser Lap Weldability between the Titanium Alloy Ti-6Al-4V and Aluminum Alloy 6060-T6. Crystals 2023, 13, 1448. [Google Scholar] [CrossRef]
- Murray, J.L. The Au-Ti (Gold-Titanium) system. Bull. Alloy Phase Diagr. 1983, 4, 278–283. [Google Scholar] [CrossRef]
- Fischer, M. Physico-Chemistry of Zirconia to Titanium Brazing Using Pure Gold: Wetting and Interfacial Reactivity. Ph.D. Thesis, Université Grenoble Alpes, Saint-Martin-d’Hères, France, 25 March 2022. [Google Scholar]
- Svanidze, E.; Besara, T.; Ozaydin, M.F.; Tiwary, C.S.; Wang, J.K.; Radhakrishnan, S.; Mani, S.; Xin, Y.; Han, K.; Liang, H.; et al. High hardness in the biocompatible intermetallic compound β-Ti3Au. Sci. Adv. 2016, 2, e1600319. [Google Scholar] [CrossRef] [PubMed]
- Siddiqui, M.; Jones, K. Resistance Brazing of Alumina Ceramic to Titanium Using Pure Gold. In Proceedings of the 44th International Symposium on Microelectronics, Long Beach, CA, USA, 9–13 October 2011; pp. 845–851. [Google Scholar]
- Karimia, A.; Cattin, C. Intermetallic β–Ti3Au hard thin films prepared by magnetron sputtering. Thin Solid Film. 2018, 646, 1–11. [Google Scholar] [CrossRef]
- Chiu, W.T.; Ishigaki, T.; Nohira, N.; Umise, A.; Tahara, M.; Inamura, T.; Hosoda, H. Influence of the precipitates on the shape memory effect and superelasticity of the near–eutectoid Ti–Au–Fe alloy towards biomaterial applications. Intermetallics 2021, 133, 07180. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | Cr | Al |
|---|---|---|---|---|---|---|
| Content (wt.%) | 0.11 | 0.26 | 1.46 | 0.02 | 0.45 | 0.01 |
| Rm, MPa | Rp0.2, MPa | A50, % | HV1 |
|---|---|---|---|
| 645 | 420 | 14 | 192 |
| Element | Al | O | Si | V | Fe | C | N | Ti |
|---|---|---|---|---|---|---|---|---|
| Content (wt.%) | 6.23 | 0.20 | 0.17 | 3.94 | 0.32 | 0.02 | 0.01 | Balance |
| Rm, MPa | Rp0.2, MPa | A50, % | HV0.5 |
|---|---|---|---|
| 865 | 817 | 15 | 320 |
| Welding Current, kA | Welding Time, s | Electrode Force, kN |
|---|---|---|
| 7 | 0.5 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szwajka, K.; Zielińska-Szwajka, J.; Szewczyk, M.; Mezher, M.T.; Trzepieciński, T. Analysis of the Microstructure and Mechanical Performance of Resistance Spot-Welding of Ti6Al4V to DP600 Steel Using Copper/Gold Cold-Sprayed Interlayers. Materials 2024, 17, 3251. https://doi.org/10.3390/ma17133251
Szwajka K, Zielińska-Szwajka J, Szewczyk M, Mezher MT, Trzepieciński T. Analysis of the Microstructure and Mechanical Performance of Resistance Spot-Welding of Ti6Al4V to DP600 Steel Using Copper/Gold Cold-Sprayed Interlayers. Materials. 2024; 17(13):3251. https://doi.org/10.3390/ma17133251
Chicago/Turabian StyleSzwajka, Krzysztof, Joanna Zielińska-Szwajka, Marek Szewczyk, Marwan T. Mezher, and Tomasz Trzepieciński. 2024. "Analysis of the Microstructure and Mechanical Performance of Resistance Spot-Welding of Ti6Al4V to DP600 Steel Using Copper/Gold Cold-Sprayed Interlayers" Materials 17, no. 13: 3251. https://doi.org/10.3390/ma17133251