Surface Treatments’ Influence on the Interfacial Bonding between Glass Fibre Reinforced Elium® Composite and Polybutylene Terephthalate

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Materials Used for the RTM Process
2.1.2. Materials Used for Injection Overmoulding Process
2.2. Optimisation of Elium® Composite Insert Manufacturing
2.2.1. Resin Transfer-Moulded Elium® Sheet Production
2.2.2. Surface Pre-Treatment of Elium® Inserts
- (a)
- Solvent-induced swelling—The bonding parts of the Elium® inserts were immersed in toluene as an etching solution for 25 min. The treated inserts were then rinsed with distilled water and dried at room temperature for 10 min. During the 25-min immersion period, the toluene penetrates the surface of the Elium® composite, causing controlled swelling. This swelling results in an increase in the thickness of the material. The solvent interacts with the polymer matrix, promoting molecular expansion and changing the structure of the surface. To assess the effectiveness of solvent-induced swelling, the thickness of the composites was measured both before and after the process. The measurements showed an increase in thickness between 0.11 mm and 0.125 mm, indicating the extent of swelling and modification achieved through the solvent treatment.
- (b)
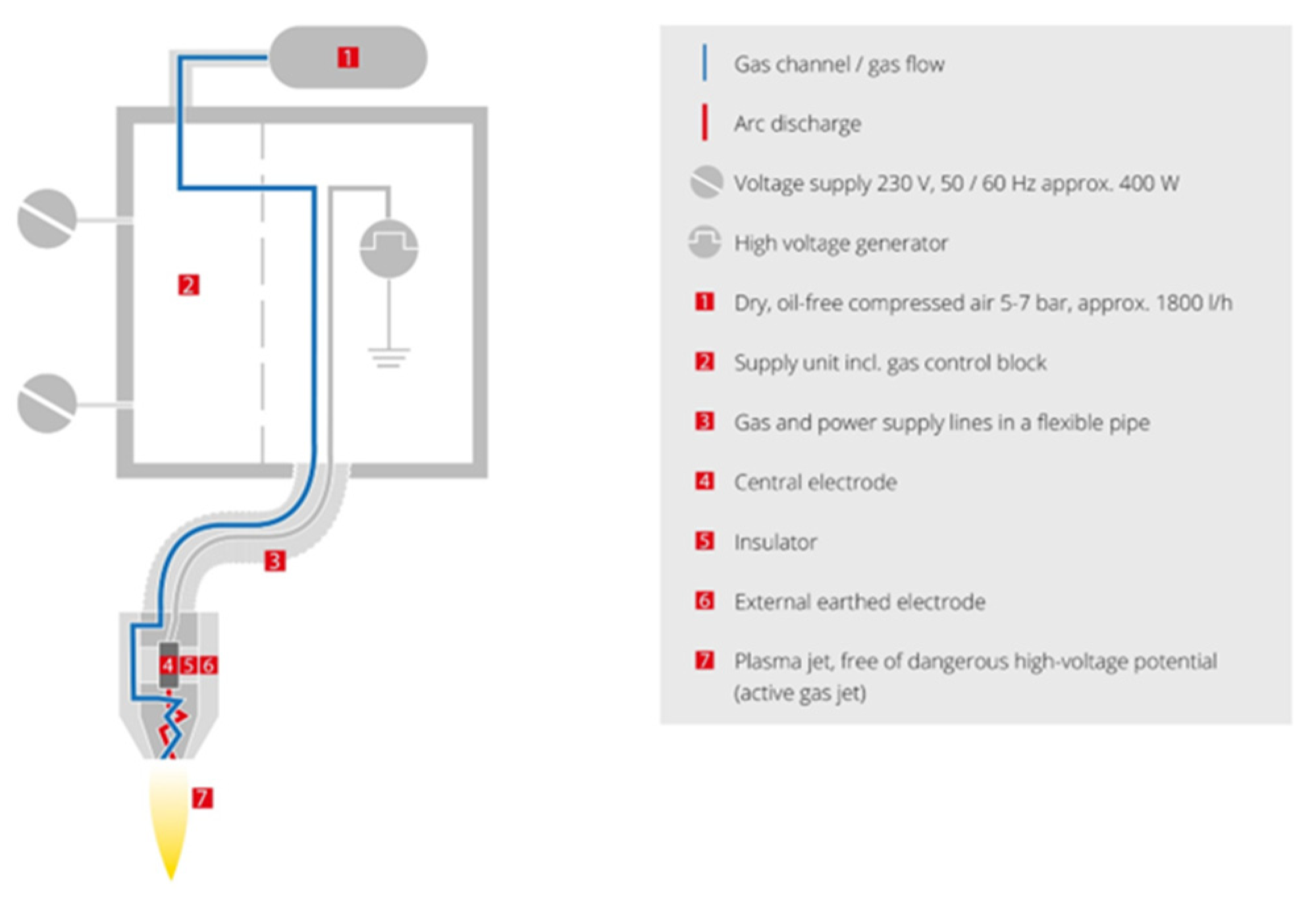
- Atmospheric plasma treatment—In this process, the Elium® composite inserts were treated with a plasma jet to activate and clean the bonding surface. The Plasma Beam PC (Diener Electronics GmbH, Ebhausen, Germany) was used at ambient temperature and atmospheric pressure. In this case, the use of two nozzles with a surface distance of approximately 12 mm was chosen as appropriate on the basis of preliminary tests. Figure 2 shows the schematic of the nozzle plasma system. It is possible to achieve completely clean and oxide-free surfaces by subjecting them to chemical attack with oxygen or air. The Elium® composite surface was exposed to the plasma jet for periods of 5, 10, 15, and 30 s.
- (c)
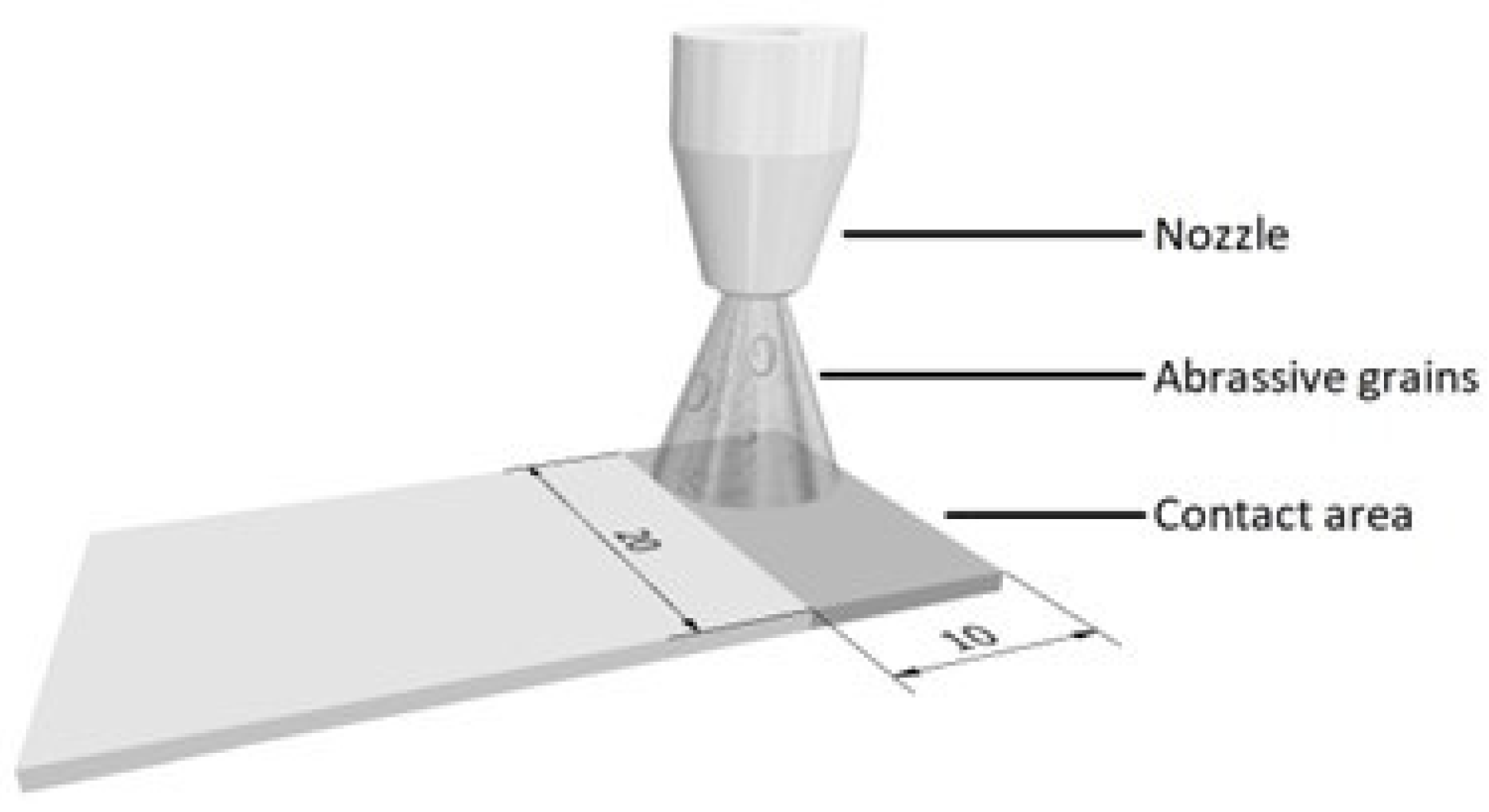
- Sandblasting—A surface modification process in which abrasive particles are propelled against the surface of a treated substrate to alter its surface properties and improve adhesion for subsequent processes, such as coating or bonding. Here, an SBC420 instrument (Reno-Tech s.r.o., Kaznejov, Czech Republic) was used to perform comprehensive abrasive treatment on the Elium® substrate. The abrasive material used was slag (composition 30% SiO2, 40% AlO3;, and 30% CaO), with an average grain size of 120 µm (Sandblasting II) and an average grain size of 400–500 µm (Sandblasting I). The process was carried out at a pressure of approximately 0.2 MPa, with a substrate-to-nozzle distance of 8–10 cm at a perpendicular angle to the substrate surface for 30–40 s. The process is illustrated in Figure 3. The aim was to achieve variations in surface roughening, modification of mechanical interlock, and enhanced adhesion.
2.2.3. Elium® Insert Surface Characterization
- (a)
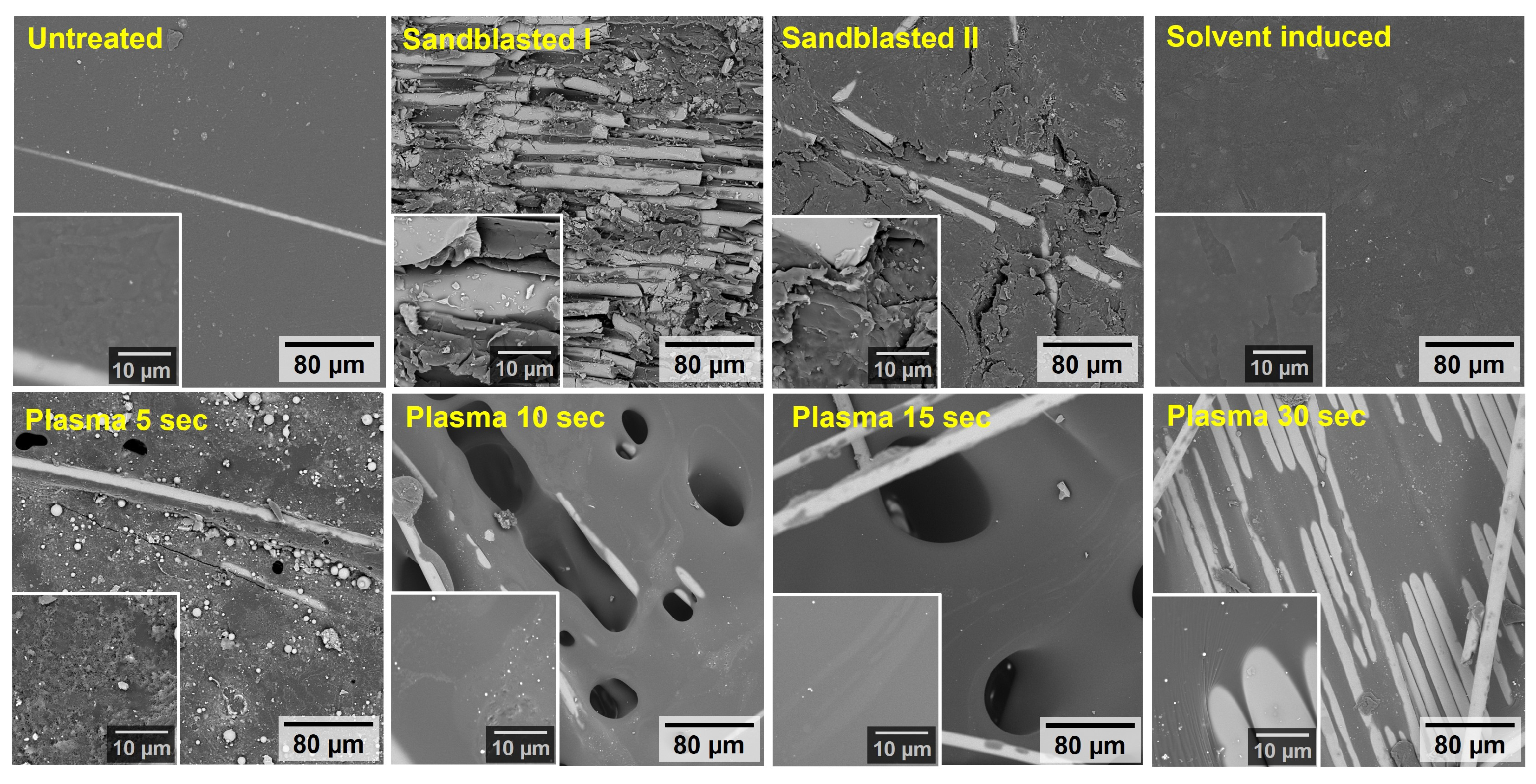
- Scanning Electron Microscopy (SEM)—The surface of the substrate was observed using a Phenom XL G2 scanning electron microscope (Thermo Fisher Scientific, Waltham, MA, USA). Samples were analysed at an acceleration voltage of 10 kV in backscattered and secondary electron modes (50% mix).
- (b)
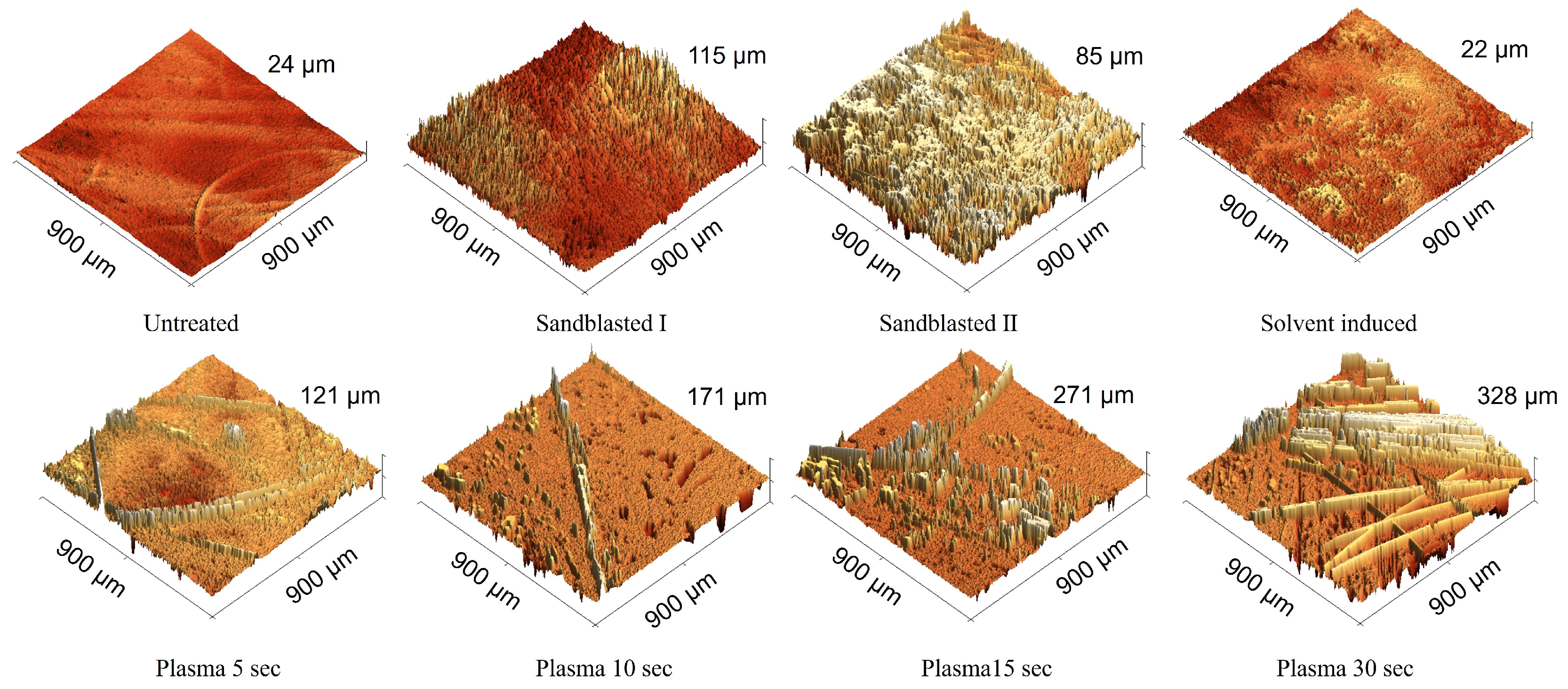
- Optical profilometry—Surface topographies were characterised using a 3D optical microscope, the Contour GT-K (Bruker Corporation, Billerica, MA, USA), based on white light interferometry with the use of 20× objective lenses. The resulting 2D and 3D topography maps were processed in the Gwyddion 2.55 software. Surface roughness values (Sa) and maximum height changes (Sz) were determined from five individual measurements.
- (c)
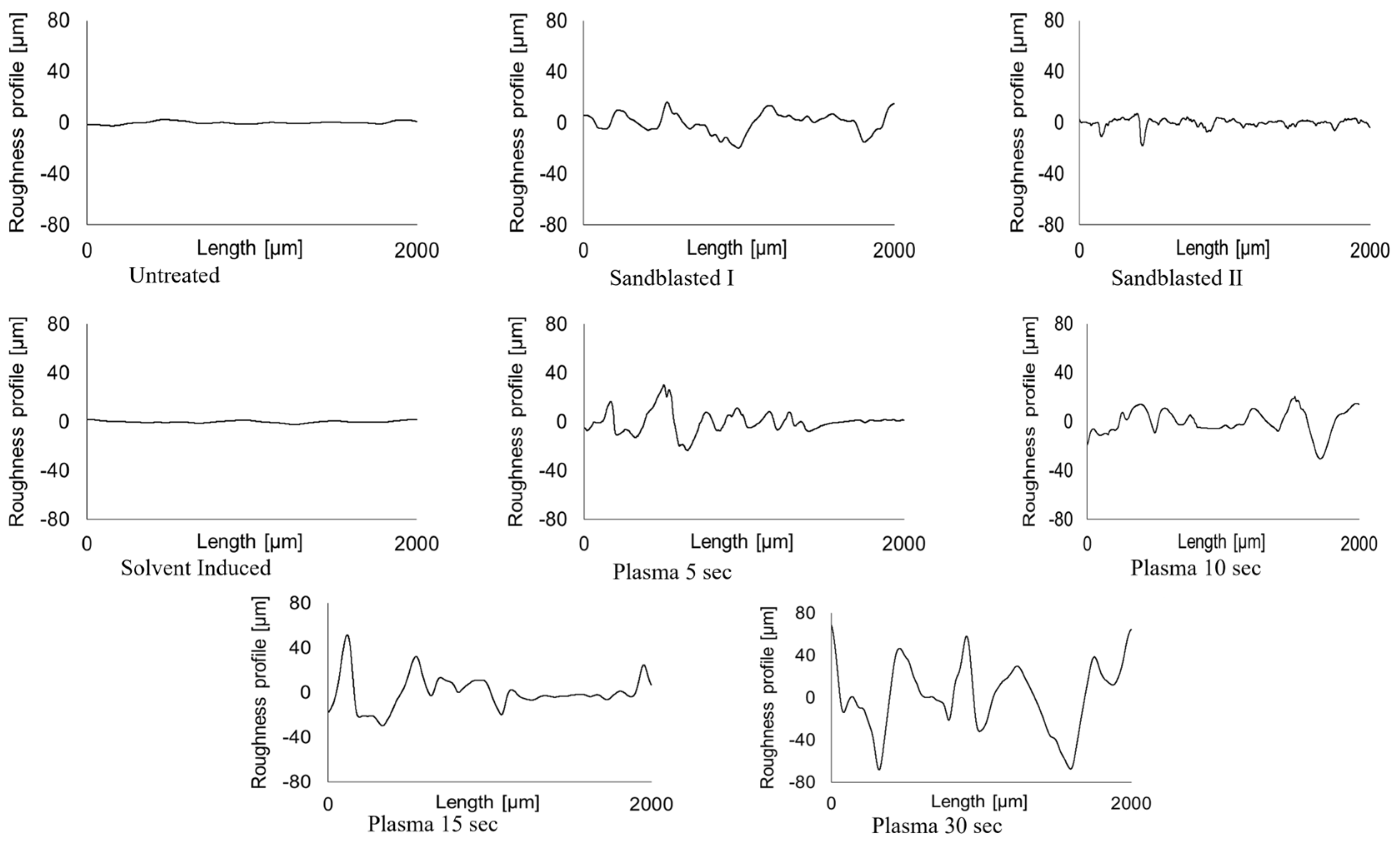
- Contact profilometry—The surface topography and roughness of all substrates were characterised using a DektaXT contact profilometer (Bruker Corporation, USA). A tip with a radius of curvature of 2 µm and a pressure equivalent to 3 mg was used. Surface roughness values (Ra) and maximum height changes (Rz) were determined from five individual measurements according to the SME B46.1 standard.
2.3. Optimisation of Overmoulded Composite Specimen Manufacturing
2.3.1. Injection Insert Moulding of Two-Component Specimens
2.3.2. Mechanical Performance of Overmoulding Joining
3. Results and Discussion
3.1. Surface Characterisation of Elium® Inserts
3.1.1. Scanning Electron Microscopy
3.1.2. Surface Roughness Analysis
3.2. Mechanical Performance of PBT Overmoulded Elium® Inserts
3.2.1. Evaluation of Mould Temperature Influence
3.2.2. Evaluation of Surface Modification Effect
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Manas, L.; Sedlacik, M.; Ovsik, M. Influence of Composite Lay-Up and Cyclic Load Parameters on the Fatigue Behaviour of Flexible Composite Elements. Materials 2024, 17, 2402. [Google Scholar] [CrossRef] [PubMed]
- Han, L.; Song, Y.; Qi, H.; Yang, J.-S.; Li, S.; Liu, P.-A. A Comparative Study on the Mechanical Properties of Open-Hole Carbon Fiber-Reinforced Thermoplastic and Thermosetting Composite Materials. Polymers 2023, 15, 4468. [Google Scholar] [CrossRef]
- Campos, B.M.; Bourbigot, S.; Fontaine, G.; Bonnet, F. Thermoplastic matrix-based composites produced by resin transfer molding: A review. Polym. Compos. 2022, 43, 2485–2506. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Alsuhybani, M.S.; Almushaikeh, A.M.; Alotaibi, B.M.; Alenad, A.M.; Alqahtani, N.B.; Alharbi, A.G. Comprehensive Review of the Properties and Modifications of Carbon Fiber-Reinforced Thermoplastic Composites. Polymers 2021, 13, 2474. [Google Scholar] [CrossRef]
- Valente, M.; Rossitti, I.; Sambucci, M. Different Production Processes for Thermoplastic Composite Materials: Sustainability versus Mechanical Properties and Processes Parameter. Polymers 2023, 15, 242. [Google Scholar] [CrossRef] [PubMed]
- Conejo, L.d.S.; Neto, H.R.d.M.; de Oliveira, J.B.; Santos, L.F.d.P.; Nakazato, R.Z.; Hein, L.R.d.O.; Kok, W.; Botelho, E.C. Production and characterization of carbon/carbon composites from thermoplastic matrices. J. Polym. Res. 2021, 28, 1–11. [Google Scholar] [CrossRef]
- Pantelakis, S.; Tserpes, K. Revolutionizing Aircraft Materials and Processes, 1st ed.; Springer: Cham, Switzerland, 2020; ISBN 9783030353469. [Google Scholar]
- Karakaya, N.; Papila, M.; Özkoç, G. Overmolded hybrid composites of polyamide-6 on continuous carbon and glass fiber/epoxy composites: ‘An assessment of the interface’. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105771. [Google Scholar] [CrossRef]
- Sauer, B.B.; Kampert, W.G.; Wakeman, M.D.; Yuan, S. Screening method for the onset of bonding of molten polyamide resin layers to continuous fiber reinforced laminate sheets. Compos. Sci. Technol. 2016, 129, 166–172. [Google Scholar] [CrossRef]
- Aliyeva, N.; Sas, H.S.; Saner Okan, B. Recent developments on the overmolding process for the fabrication of thermoset and thermoplastic composites by the integration of nano/micron-scale reinforcements. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106525. [Google Scholar] [CrossRef]
- Amend, P.; Frick, T.; Schmidt, M. Experimental Studies on Laser-based Hot-melt Bonding of thermosetting Composites and Thermoplastics. Phys. Procedia 2011, 12, 166–173. [Google Scholar] [CrossRef]
- Xie, L.; Liu, H.; Wu, W.; Abliz, D.; Duan, Y.; Li, D. Fusion bonding of thermosets composite structures with thermoplastic binder co-cure and prepreg interlayer in electrical resistance welding. Mater. Des. 2016, 98, 143–149. [Google Scholar] [CrossRef]
- Roy, S.; Yue, C.Y. Surface Modification of COC Microfluidic Devices: A Comparative Study of Nitrogen Plasma Treatment and its Advantages Over Argon and Oxygen Plasma Treatments. Plasma Process. Polym. 2011, 8, 432–443. [Google Scholar] [CrossRef]
- Bodaghi, M.; Park, C.H.; Krawczak, P. Reactive Processing of Acrylic-Based Thermoplastic Composites: A Mini-Review. Front. Mater. 2022, 9, 931338. [Google Scholar] [CrossRef]
- Khalili, P.; Blinzler, B.; Kádár, R.; Bisschop, R.; Försth, M.; Blomqvist, P. Flammability, Smoke, Mechanical Behaviours and Morphology of Flame Retarded Natural Fibre/Elium® Composite. Materials 2019, 12, 2648. [Google Scholar] [CrossRef] [PubMed]
- Ciardiello, R.; Fiumarella, D.; Belingardi, G. Enhancement of the Mechanical Performance of Glass-Fibre-Reinforced Composites through the Infusion Process of a Thermoplastic Recyclable Resin. Polymers 2023, 15, 3160. [Google Scholar] [CrossRef]
- Kazemi, M.; Shanmugam, L.; Lu, D.; Wang, X.; Wang, B.; Yang, J. Mechanical properties and failure modes of hybrid fiber reinforced polymer composites with a novel liquid thermoplastic resin, Elium®. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105523. [Google Scholar] [CrossRef]
- Zoller, A.; Escalé, P.; Gérard, P. Pultrusion of Bendable Continuous Fibers Reinforced Composites with Reactive Acrylic Thermoplastic ELIUM® Resin. Front. Mater. 2019, 6, 290. [Google Scholar] [CrossRef]
- Bhudolia, S.K.; Gohel, G.; Kantipudi, J.; Leong, K.F.; Barsotti, R.J.B., Jr. Ultrasonic Welding of Novel Carbon/Elium® Thermoplastic Composites with Flat and Integrated Energy Directors: Lap Shear Characterisation and Fractographic Investigation. Materials 2020, 13, 1634. [Google Scholar] [CrossRef]
- Khalili, P.; Kádár, R.; Skrifvars, M.; Blinzler, B. Impregnation behaviour of regenerated cellulose fabric Elium® composite: Experiment, simulation and analytical solution. J. Mater. Res. Technol. 2021, 10, 66–73. [Google Scholar] [CrossRef]
- Bonpain, B.; Stommel, M. Influence of surface roughness on the shear strength of direct injection molded plastic-aluminum hybrid-parts. Int. J. Adhes. Adhes. 2018, 82, 290–298. [Google Scholar] [CrossRef]
- Choudhury, I.; Shirley, S. Laser cutting of polymeric materials: An experimental investigation. Opt. Laser Technol. 2009, 42, 503–508. [Google Scholar] [CrossRef]
- Matta, A.; Sedlacek, T.; Kadleckova, M.; Lengalova, A. The Effect of Surface Substrate Treatments on the Bonding Strength of Aluminium Inserts with Glass-Reinforced Poly(phenylene) Sulphide. Materials 2022, 15, 1929. [Google Scholar] [CrossRef] [PubMed]
- Iqbal, H.; Bhowmik, S.; Benedictus, R. Study on the effect of surface morphology on adhesion properties of polybenzimidazole adhesive bonded composite joints. Int. J. Adhes. Adhes. 2017, 72, 43–50. [Google Scholar] [CrossRef]
- Islam, A.; Hansen, H.N.; Bondo, M. Experimental investigation of the factors influencing the polymer–polymer bond strength during two-component injection moulding. Int. J. Adv. Manuf. Technol. 2010, 50, 101–111. [Google Scholar] [CrossRef]
- Grujicic, M.; Sellappan, V.; Omar, M.A.; Seyr, N.; Obieglo, A.; Erdmann, M.; Holzleitner, J. An overview of the polymer-to-metal direct-adhesion hybrid technologies for load-bearing automotive components. J. Mater. Process. Technol. 2008, 197, 363–373. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Injection speed | 80 mm/s |
| Injection pressure | 80 MPa |
| Injection unit temperature | 220–260 °C |
| Nozzle temperature | 260 °C |
| Holding pressure | 50 MPa |
| Holding time | 10 s |
| Cooling time | 25 s |
| Mould temperature | 40–120 °C |
| Surface Treatment | Sa (µm) | Sz (µm) | Ra (µm) | Rz (µm) |
|---|---|---|---|---|
| Untreated | 1.2 ± 0.2 | 18 ± 3 | 0.47 ± 0.05 | 2.9 ± 0.5 |
| Sandblasting I | 8 ± 0.5 | 100 ± 4 | 6 ± 0.3 | 27 ± 2 |
| Sandblasting II | 7.8 ± 0.4 | 123 ± 7 | 2.7 ± 0.03 | 18 ± 2 |
| Solvent-induced | 2.3 ± 0.4 | 65 ± 3 | 0.6 ± 0.03 | 2.6 ± 0.3 |
| Plasma 5 s | 7 ± 2 | 117 ± 12 | 6.7 ± 0.4 | 36 ± 2 |
| Plasma 10 s | 8.2 ± 0.7 | 172 ± 4 | 10 ± 2 | 50 ± 8 |
| Plasma 15 s | 10 ± 2 | 210 ± 17 | 12 ± 2 | 67 ± 9 |
| Plasma 30 s | 28 ± 2 | 303 ± 18 | 27 ± 4 | 131 ± 19 |
| Mould Temperature (°C) | Mean Shear Strength (MPa) |
|---|---|
| 40 | 0.9 ± 0.5 |
| 80 | 1.1 ± 0.5 |
| 120 | 1.8 ± 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matta, A.; Yadavalli, V.R.; Manas, L.; Kadleckova, M.; Pavlinek, V.; Sedlacek, T. Surface Treatments’ Influence on the Interfacial Bonding between Glass Fibre Reinforced Elium® Composite and Polybutylene Terephthalate. Materials 2024, 17, 3276. https://doi.org/10.3390/ma17133276
Matta A, Yadavalli VR, Manas L, Kadleckova M, Pavlinek V, Sedlacek T. Surface Treatments’ Influence on the Interfacial Bonding between Glass Fibre Reinforced Elium® Composite and Polybutylene Terephthalate. Materials. 2024; 17(13):3276. https://doi.org/10.3390/ma17133276
Chicago/Turabian StyleMatta, Ashish, Venkat Reddy Yadavalli, Lukas Manas, Marketa Kadleckova, Vladimir Pavlinek, and Tomas Sedlacek. 2024. "Surface Treatments’ Influence on the Interfacial Bonding between Glass Fibre Reinforced Elium® Composite and Polybutylene Terephthalate" Materials 17, no. 13: 3276. https://doi.org/10.3390/ma17133276
APA StyleMatta, A., Yadavalli, V. R., Manas, L., Kadleckova, M., Pavlinek, V., & Sedlacek, T. (2024). Surface Treatments’ Influence on the Interfacial Bonding between Glass Fibre Reinforced Elium® Composite and Polybutylene Terephthalate. Materials, 17(13), 3276. https://doi.org/10.3390/ma17133276