
Continuous Drive Friction Welded Al/Cu Joints Produced Using Short Welding Time, Elevated Rotational Speed, and High Welding Pressures
 , , , , , and
, , , , , and
Abstract
:1. Introduction
2. Materials and Methods
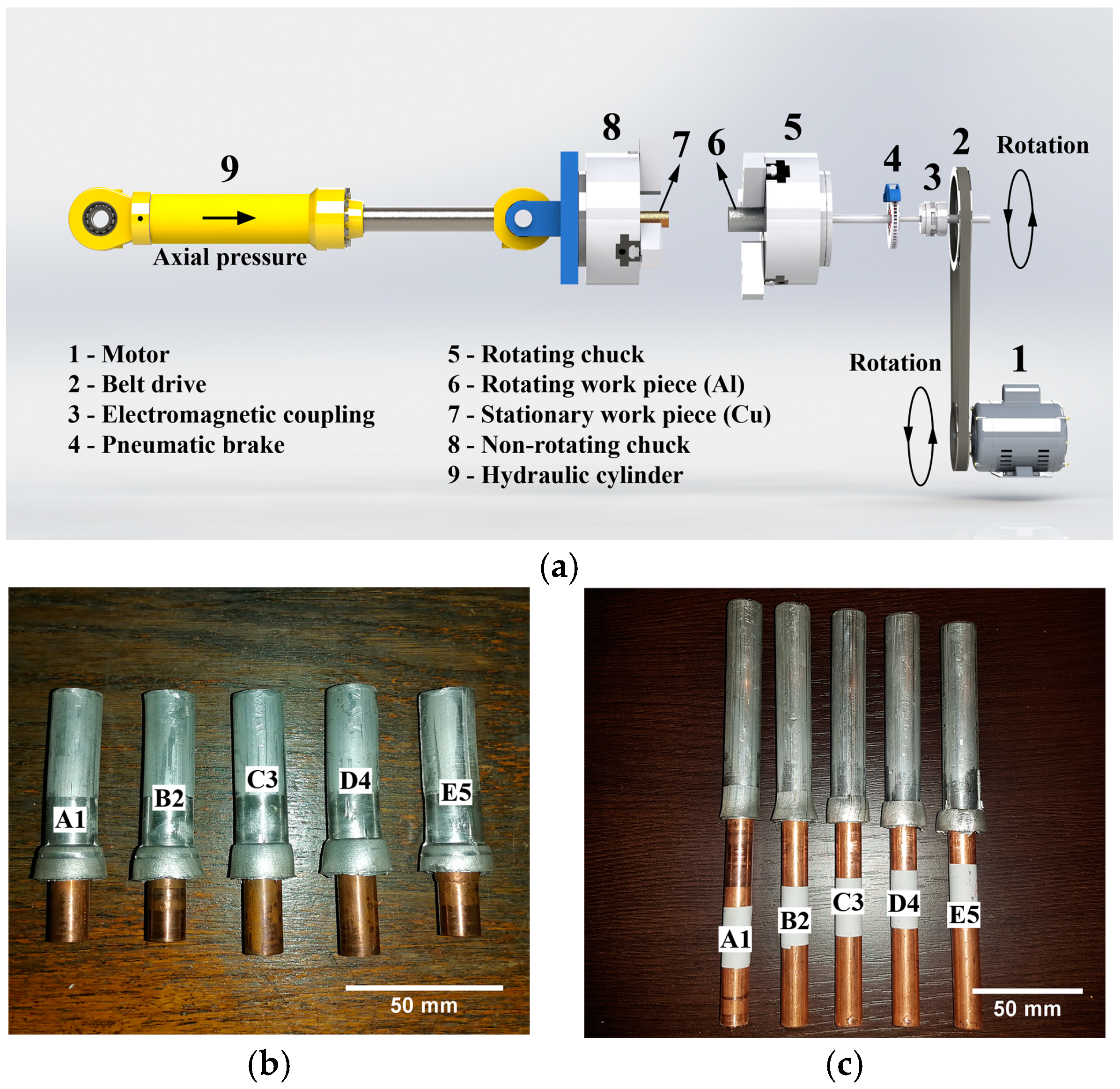
2.1. Preparation of As-Received Base Materials, the CDFW Process, and Thermal Imaging
2.2. Local Chemical Analysis, Microstructural Examination, and Microhardness Measurements
2.2.1. Preparation of Al/Cu Samples
2.2.2. Examination of the Polished Surfaces of Al/Cu Joints
2.2.3. Examination of the Etched Surfaces of Al/Cu Joints
2.2.4. Microhardness Measurements
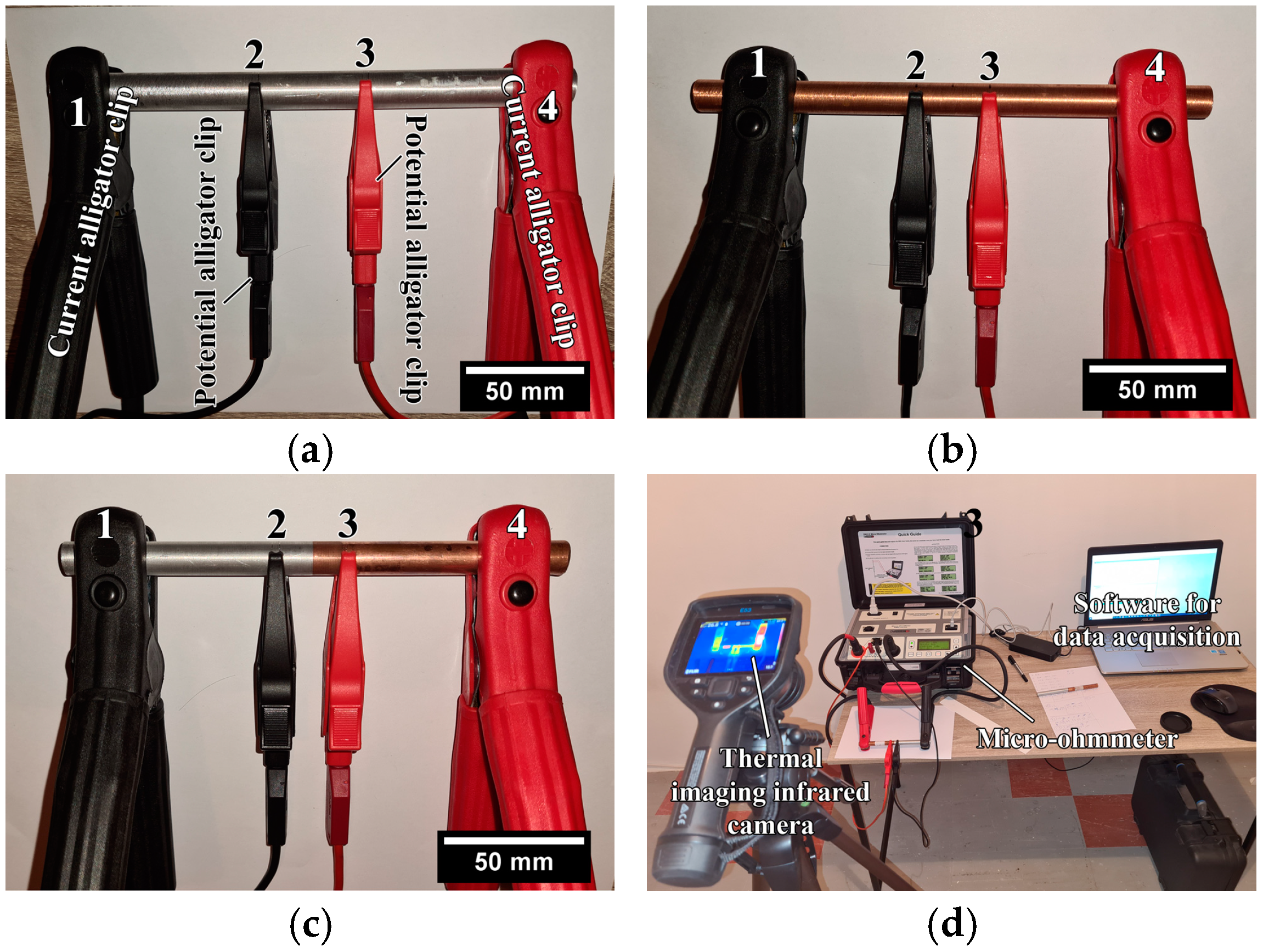
2.3. Electrical Conductivity Measurements and Thermal Imaging
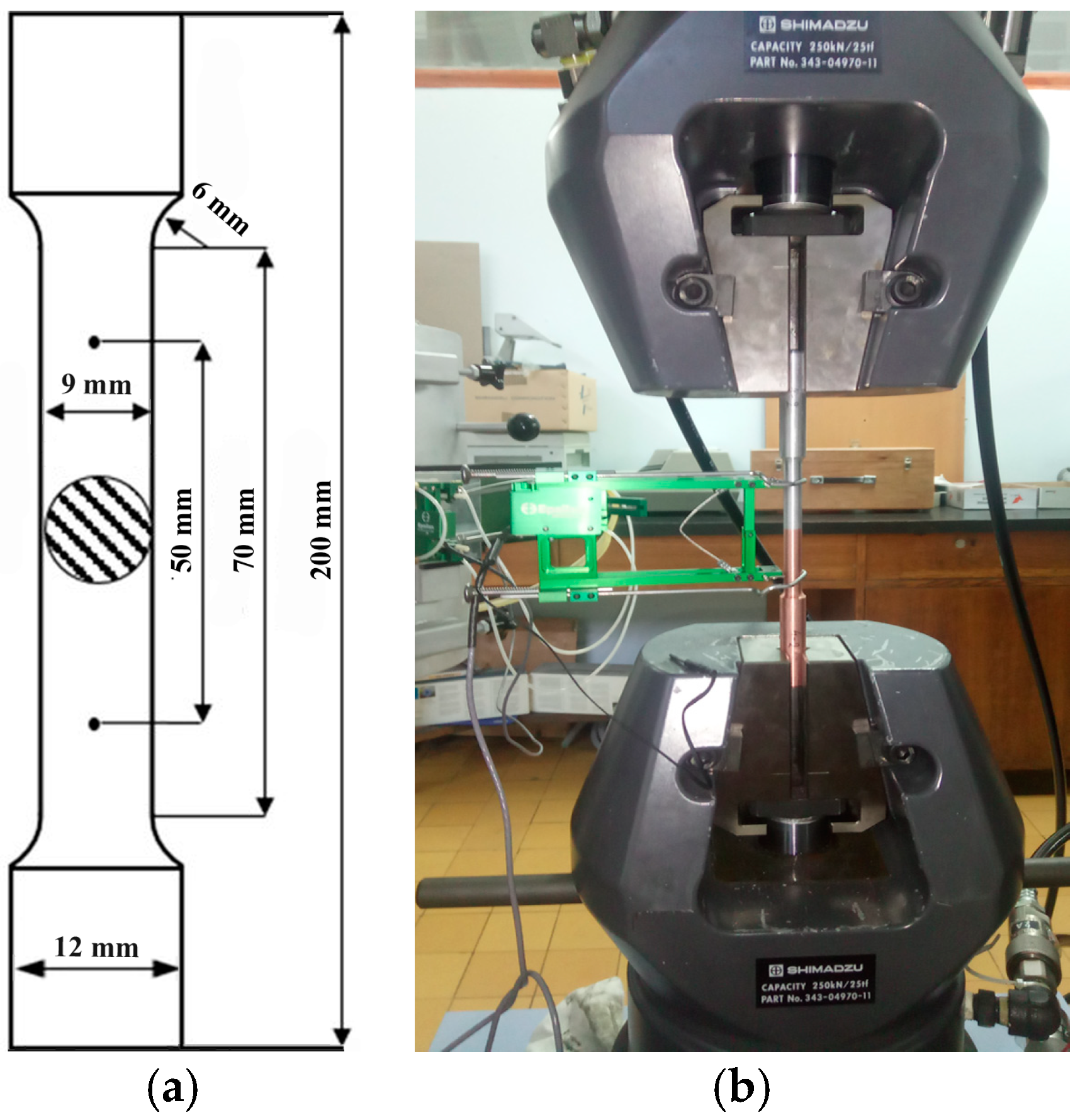
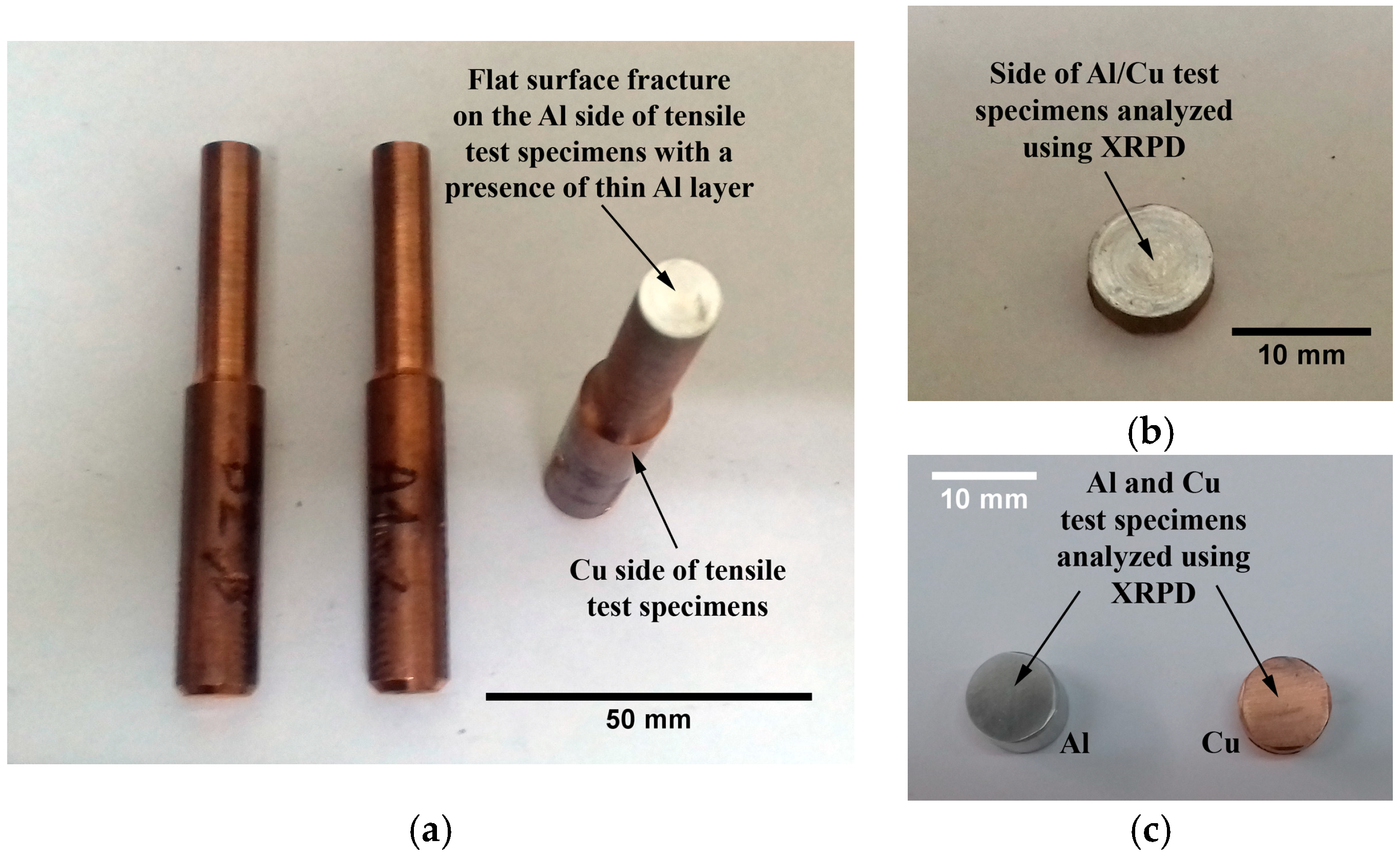
2.4. Tensile Testing and XRPD Analysis
3. Results and Discussion
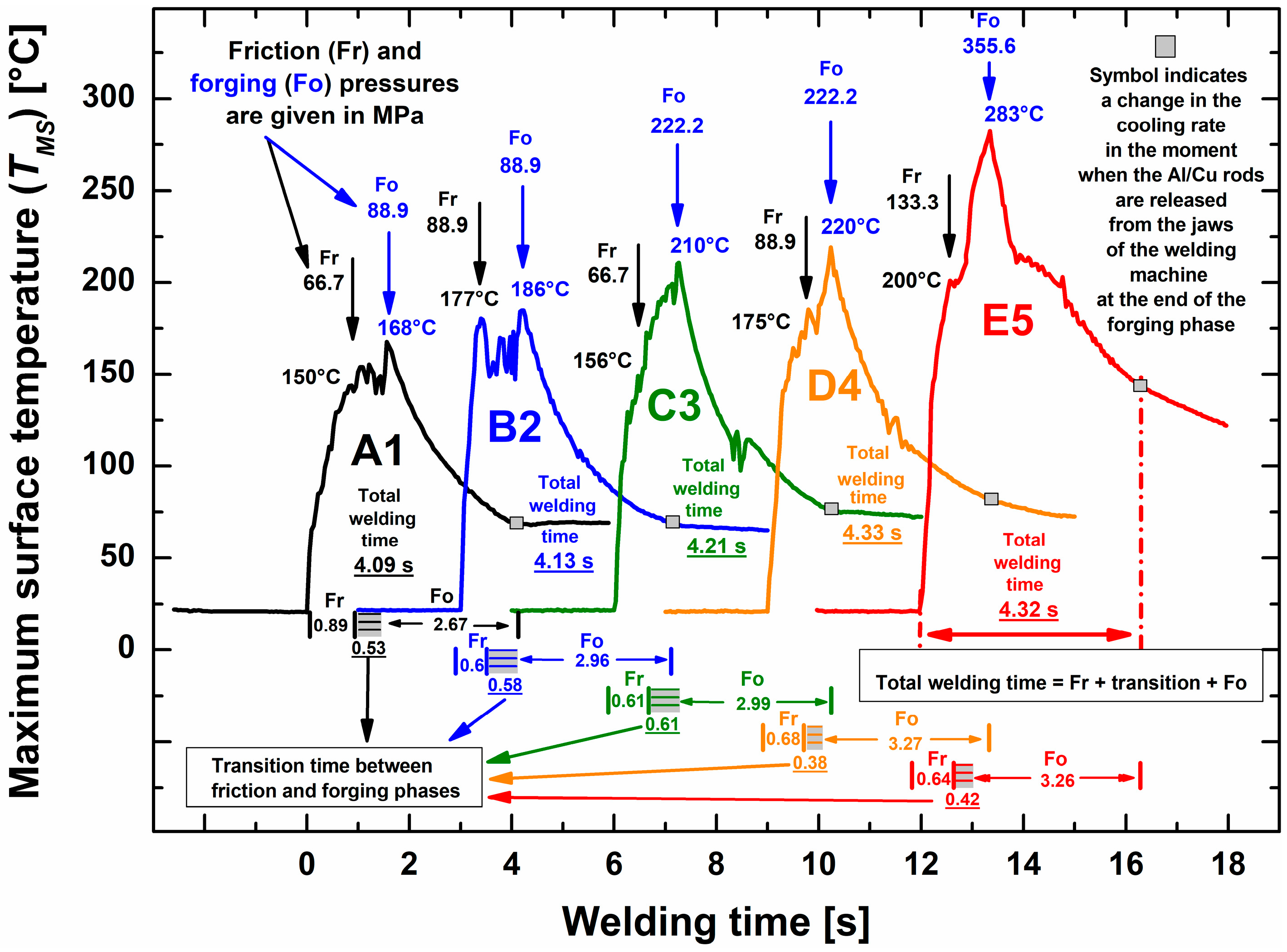
3.1. Thermal Imaging of the CDFW Process
3.2. Al/Cu Interface (Local Chemistry, IMCs, Non-Joined Regions, Microhardness)
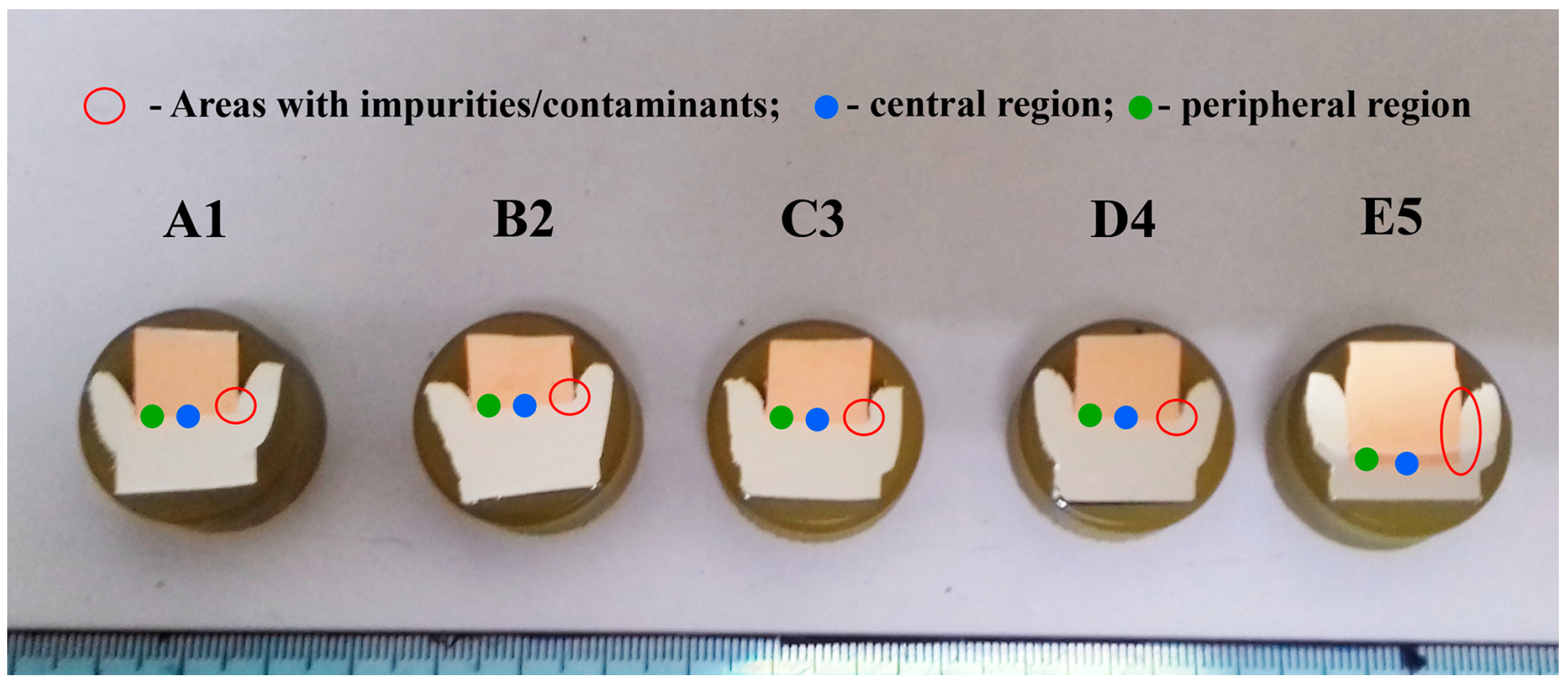
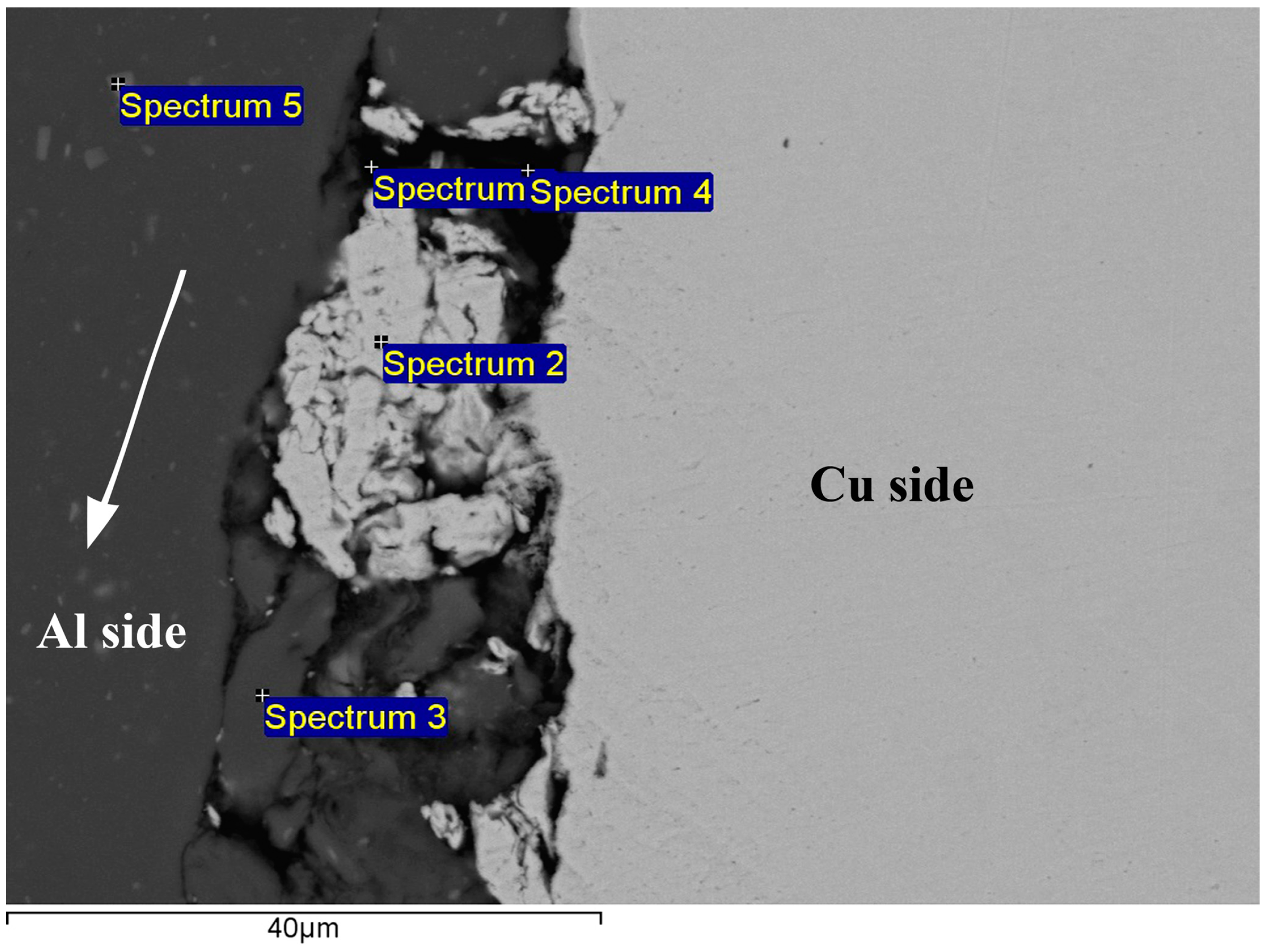
3.2.1. Presence of Contaminants/Impurities
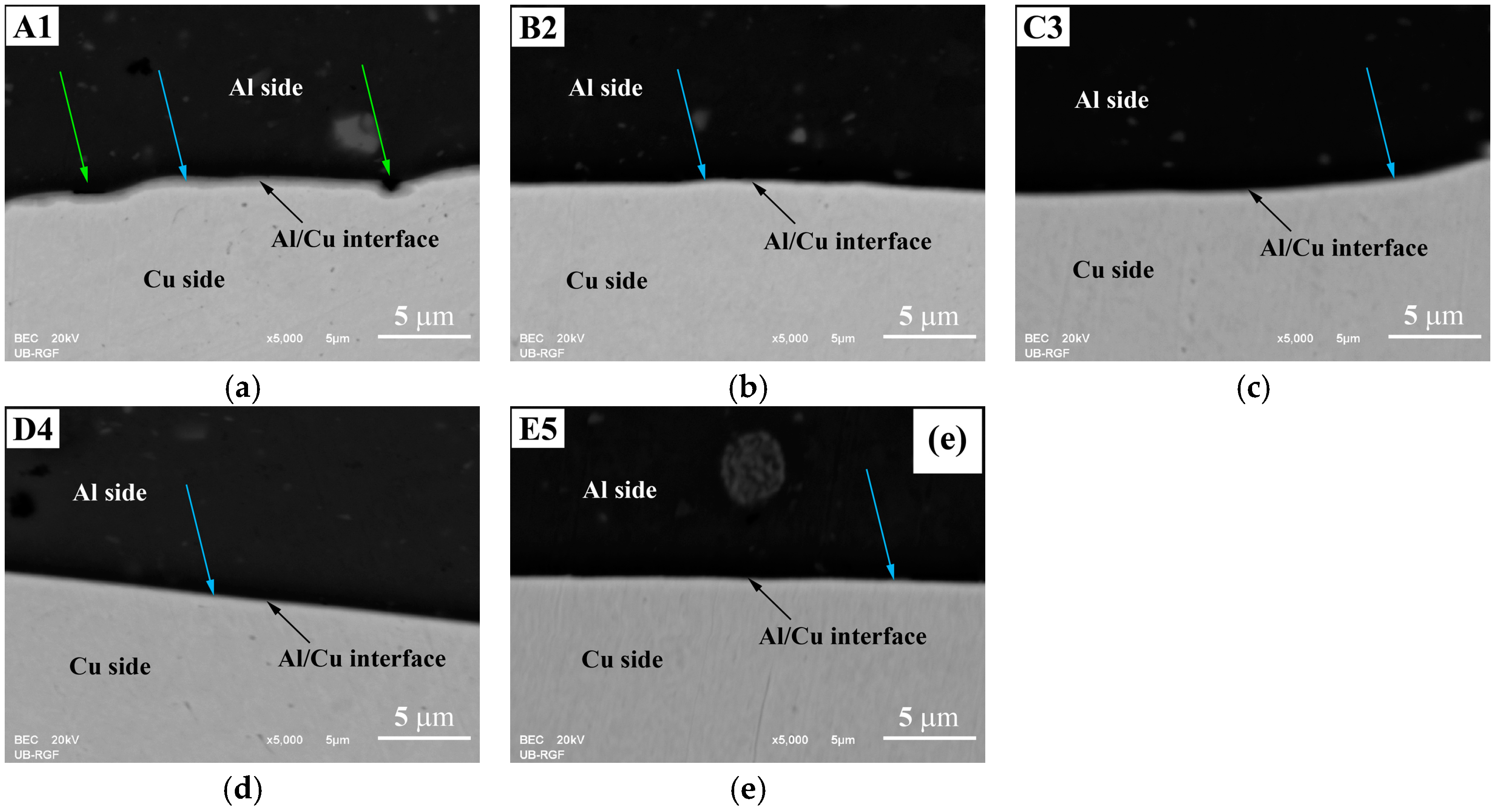
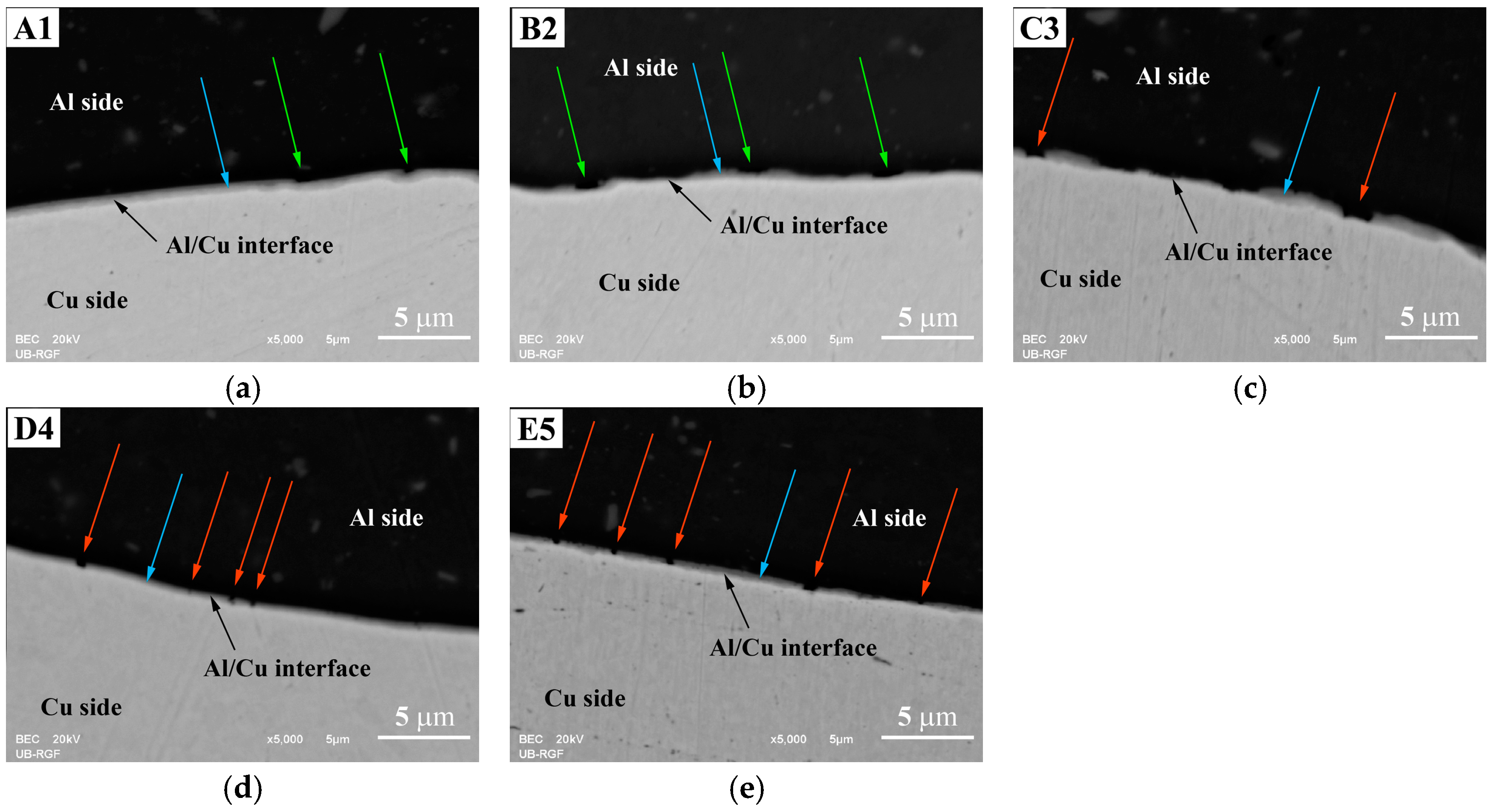
3.2.2. Presence of IMCs and Non-Joined Micro-Regions
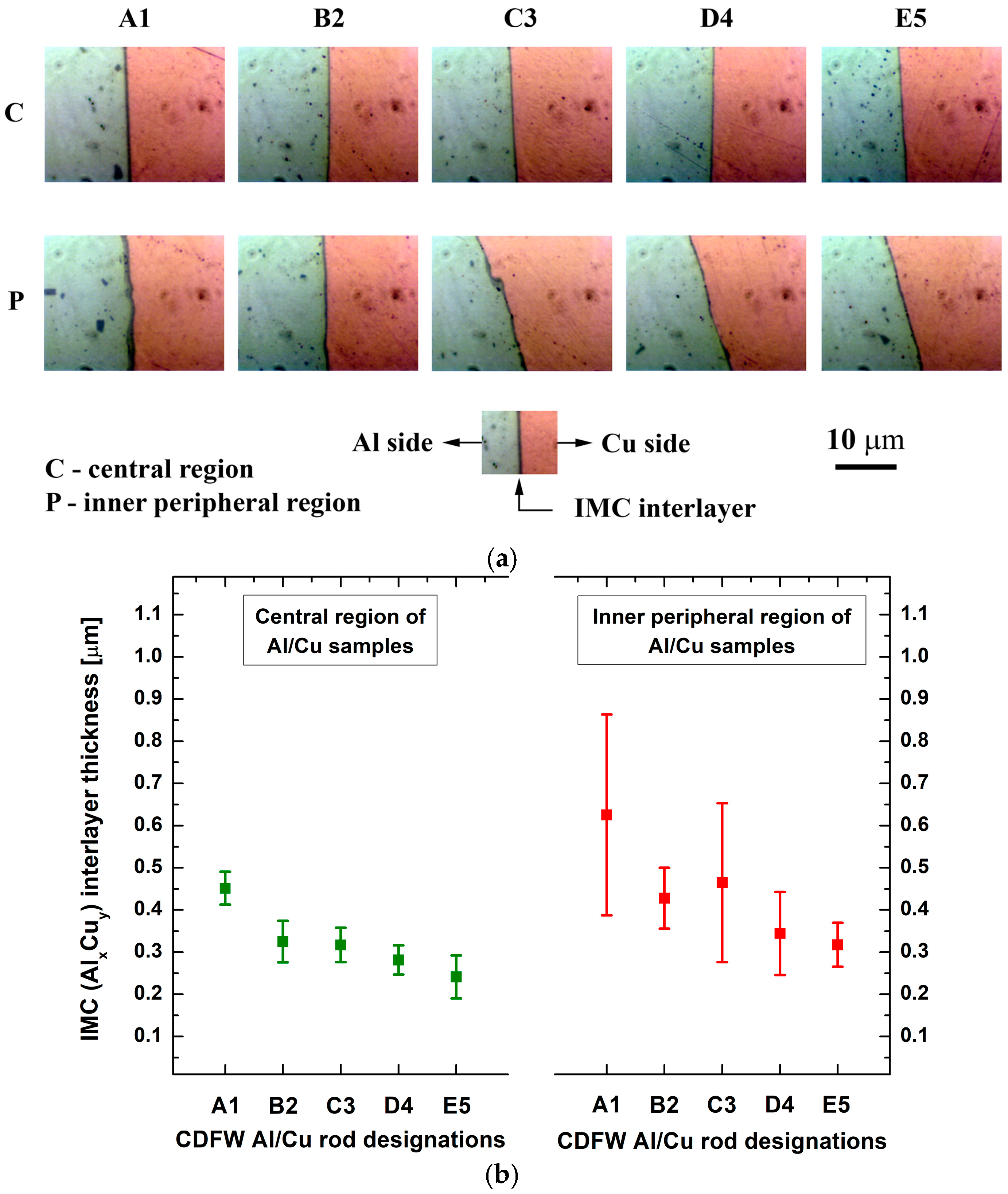
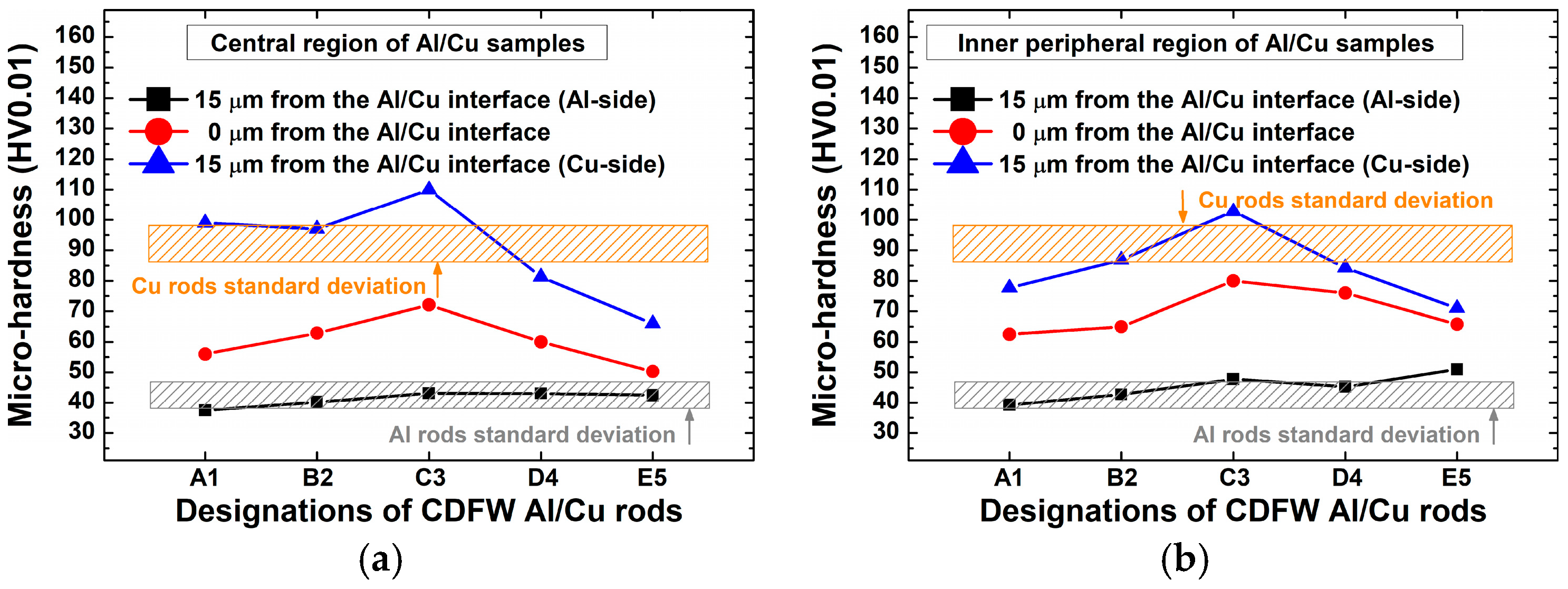
3.2.3. IMC Interlayer Thickness and Interfacial Microhardness
3.3. Al and Cu Samples (Microstructure and Microhardness)
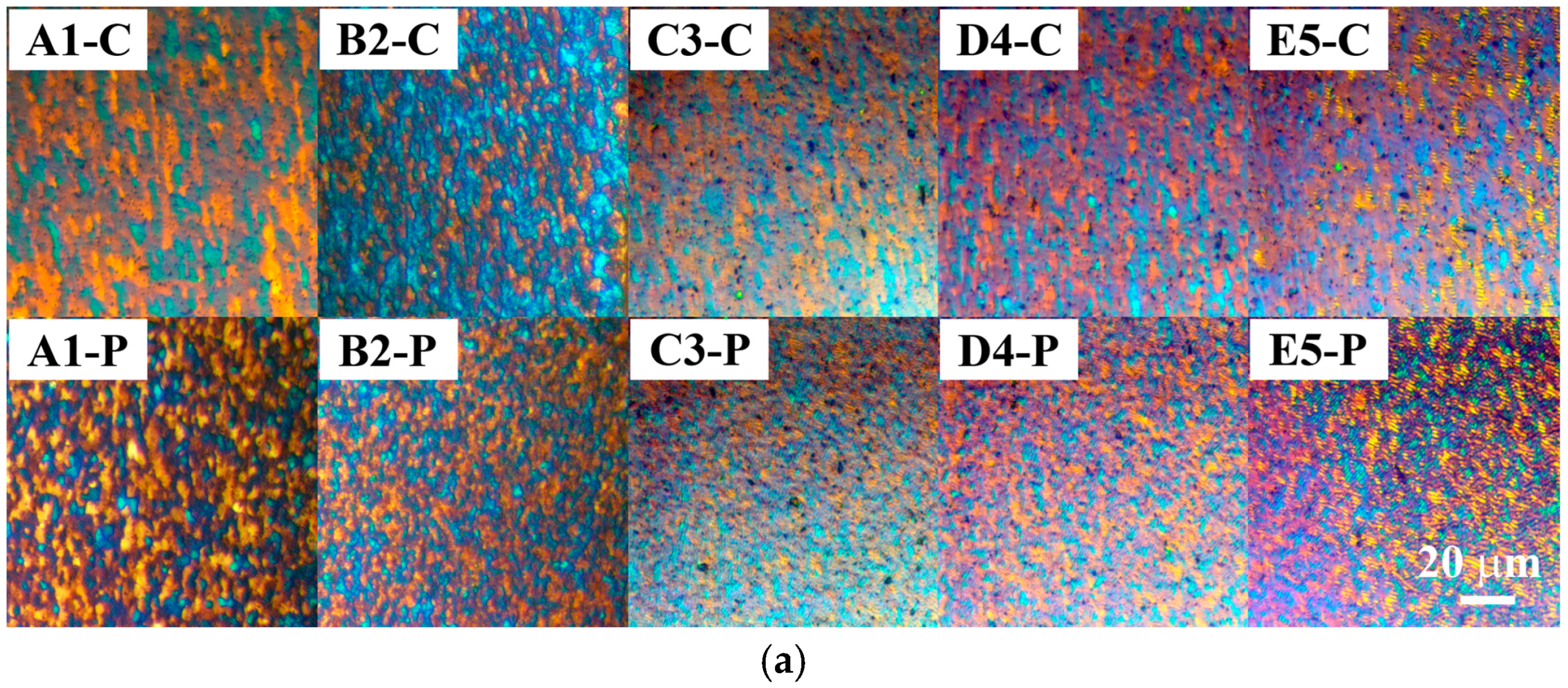
3.4. Al Side of Al/Cu Samples (Microstructure and Microhardness)
3.5. Cu Side of Al/Cu Samples (Microstructure and Microhardness)
3.6. Electrical Conductivity of Al/Cu Samples
3.7. Tensile Testing and XRPD Analysis (Al, Cu, and Al/Cu Specimens)
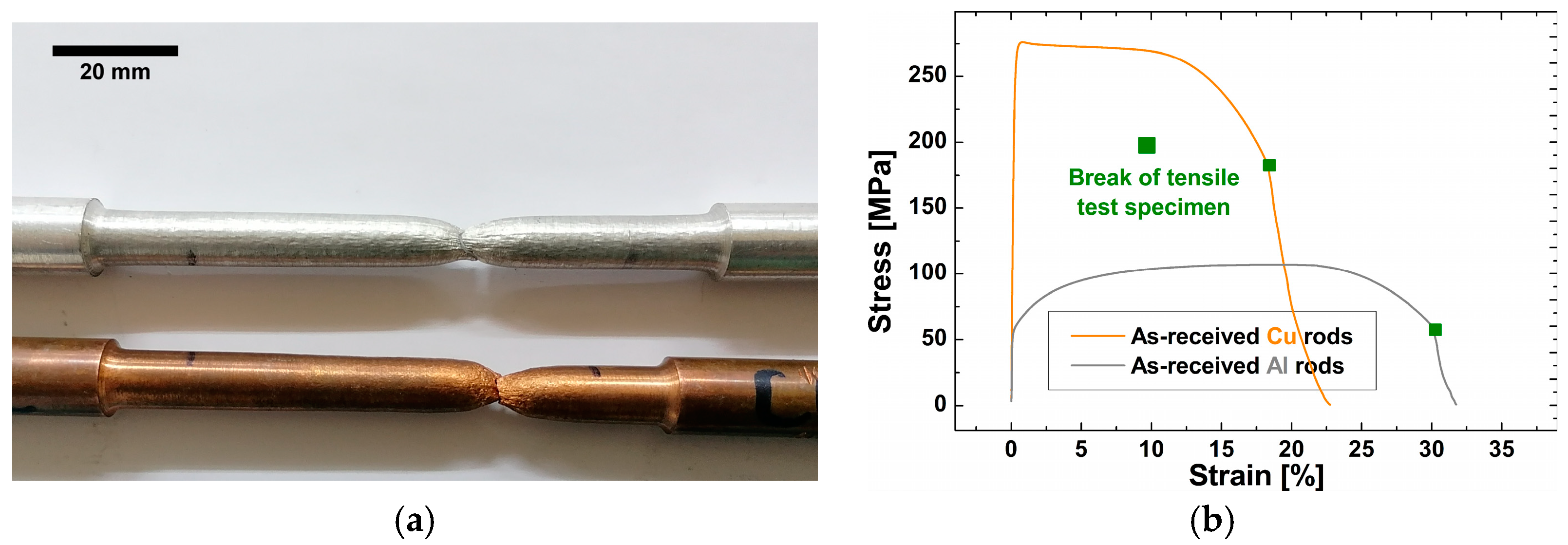
3.7.1. Al and Cu Specimens
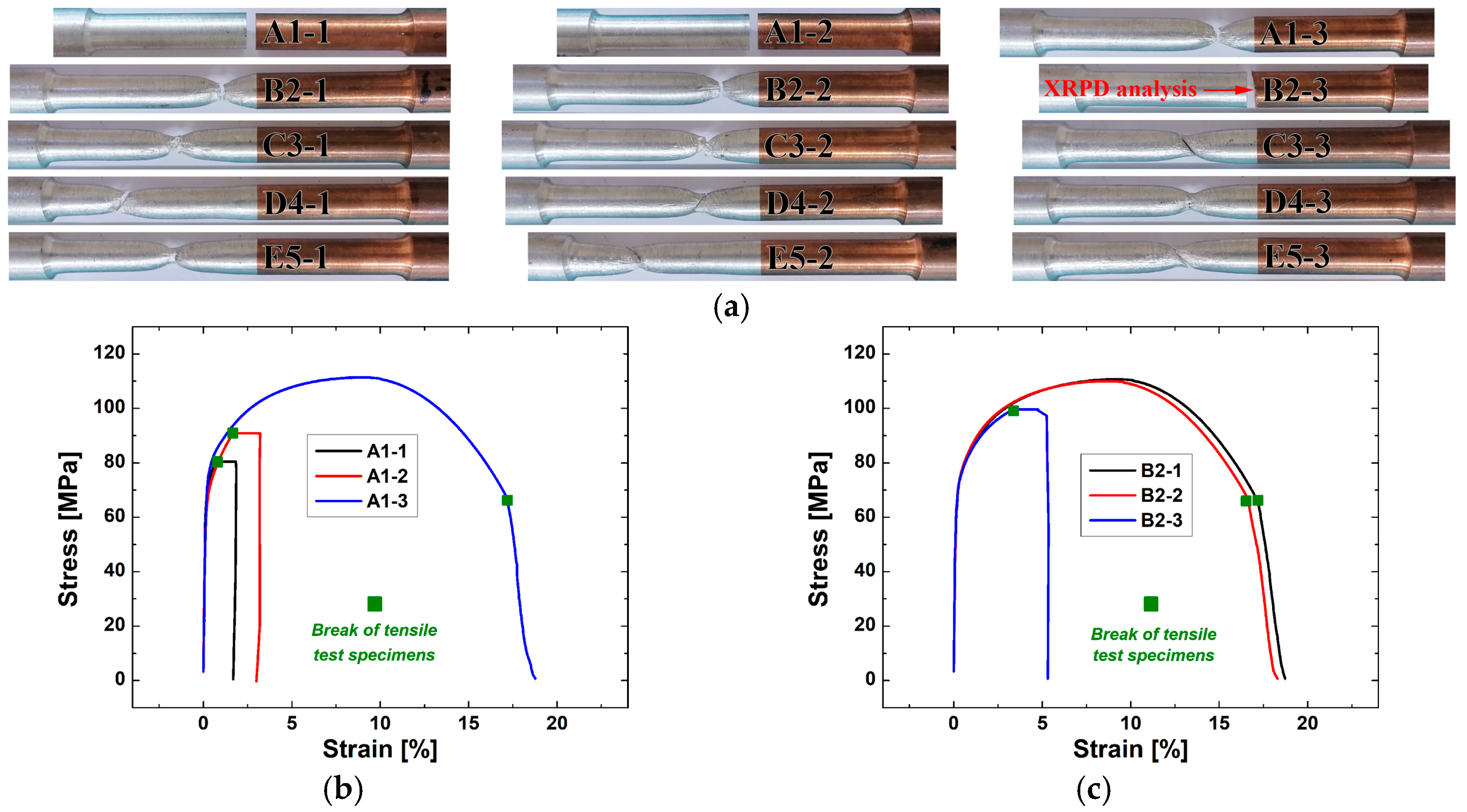
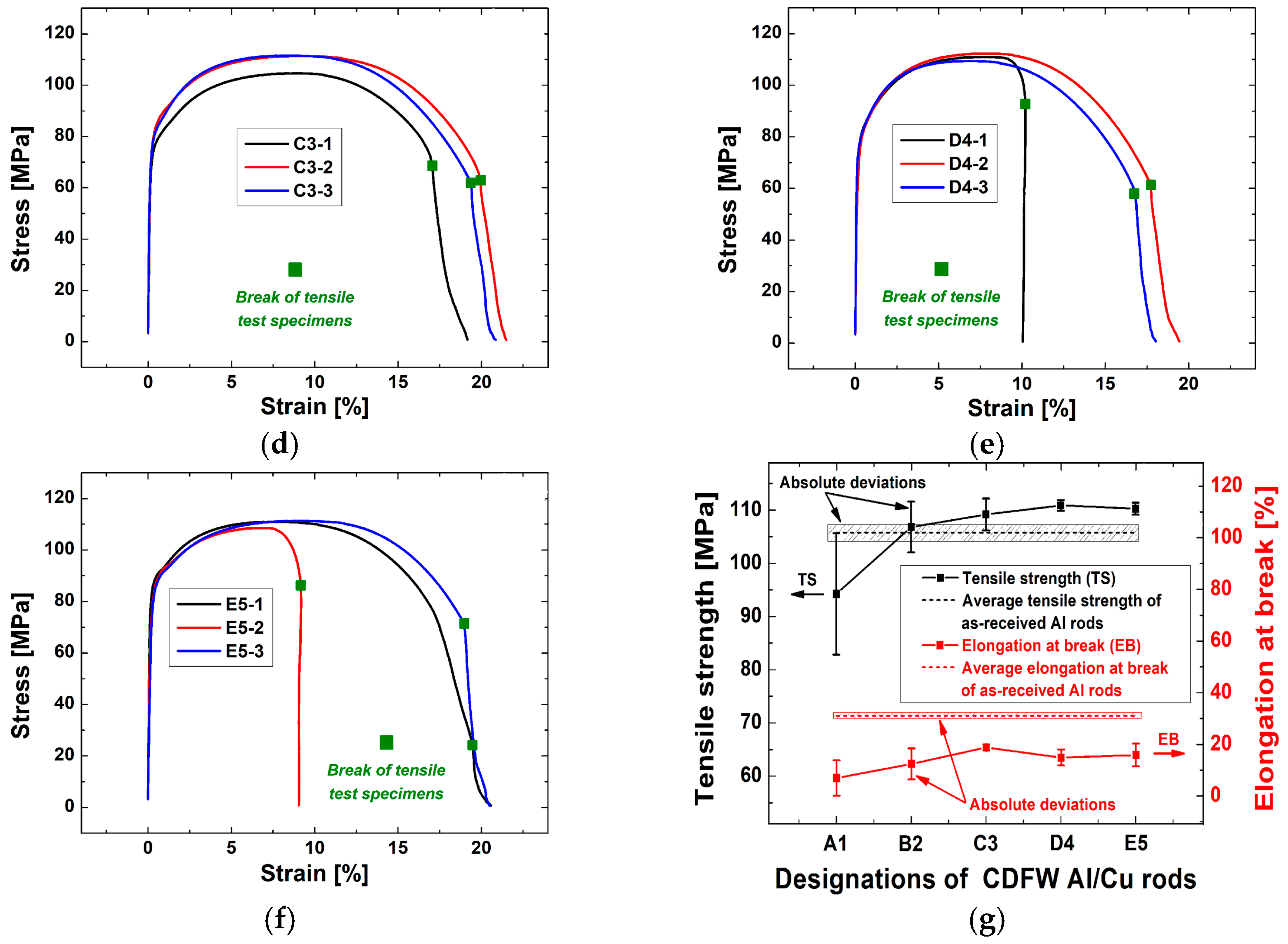
3.7.2. Al/Cu Specimens
3.8. Welding Pressure Increase vs. Efficiency and Efficacy of the CDFW Process
4. Conclusions
- Thermal imaging successfully revealed the relative temperature differences between applied combinations of CDFW parameters (A1 to E5), as well as three distinctive phases of the CDFW process (friction, transition, and forging). The transition phase prolonged the total welding time up to 15% relative to the nominal value, which was ascribed to the slow pressure response of the pneumatic brake system.
- The results demonstrated the absence of contaminants and impurities along the entire Al/Cu interface in all Al/Cu joints, which also evidenced the sufficiency of mechanical cleaning of welding surfaces prior to their joining using CDFW.
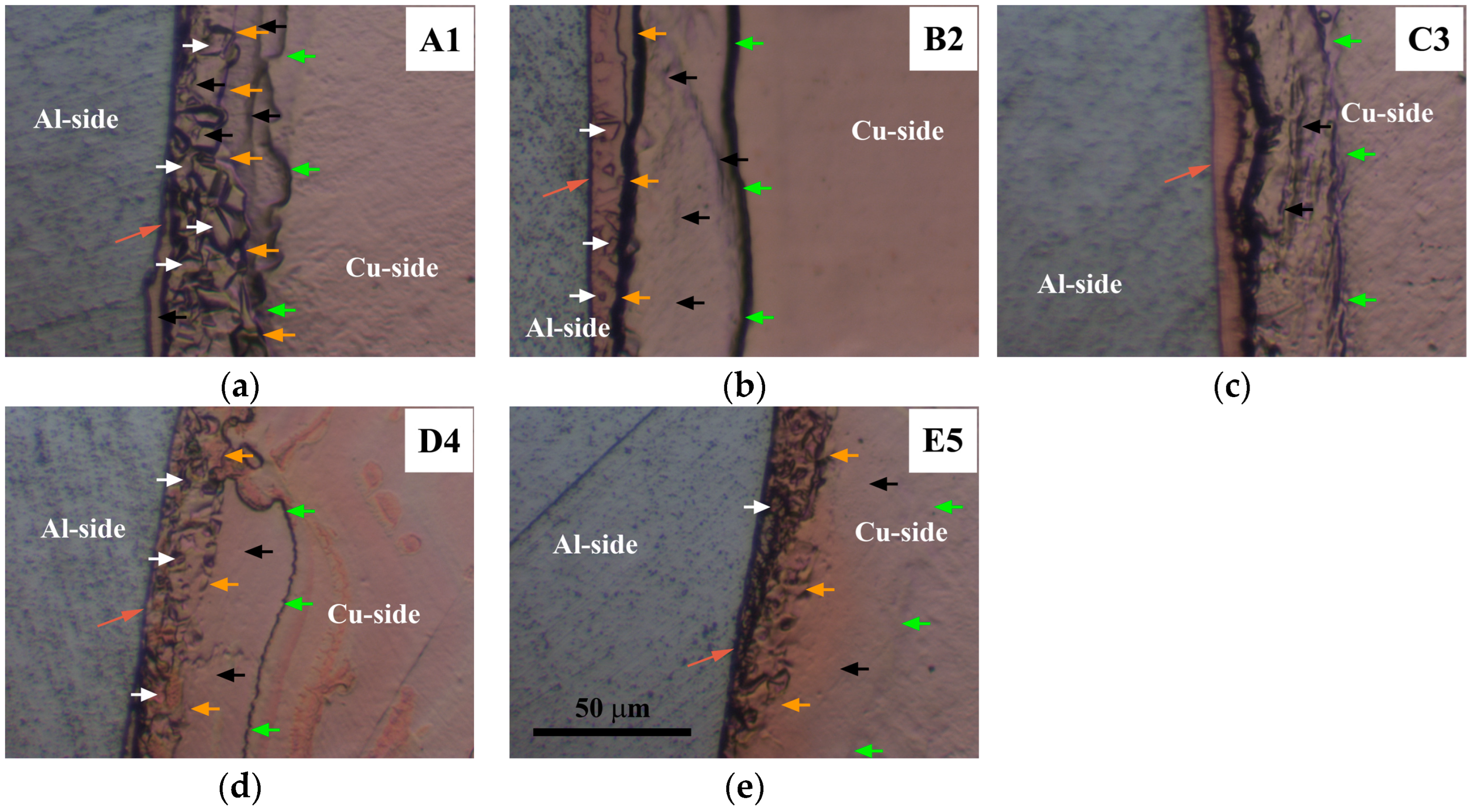
- A thin IMC (Al2Cu) interlayer was detected at the Al/Cu interface on the Al side of each Al/Cu joint. The thickness of this interlayer decreased as the friction and/or forging pressure increased.
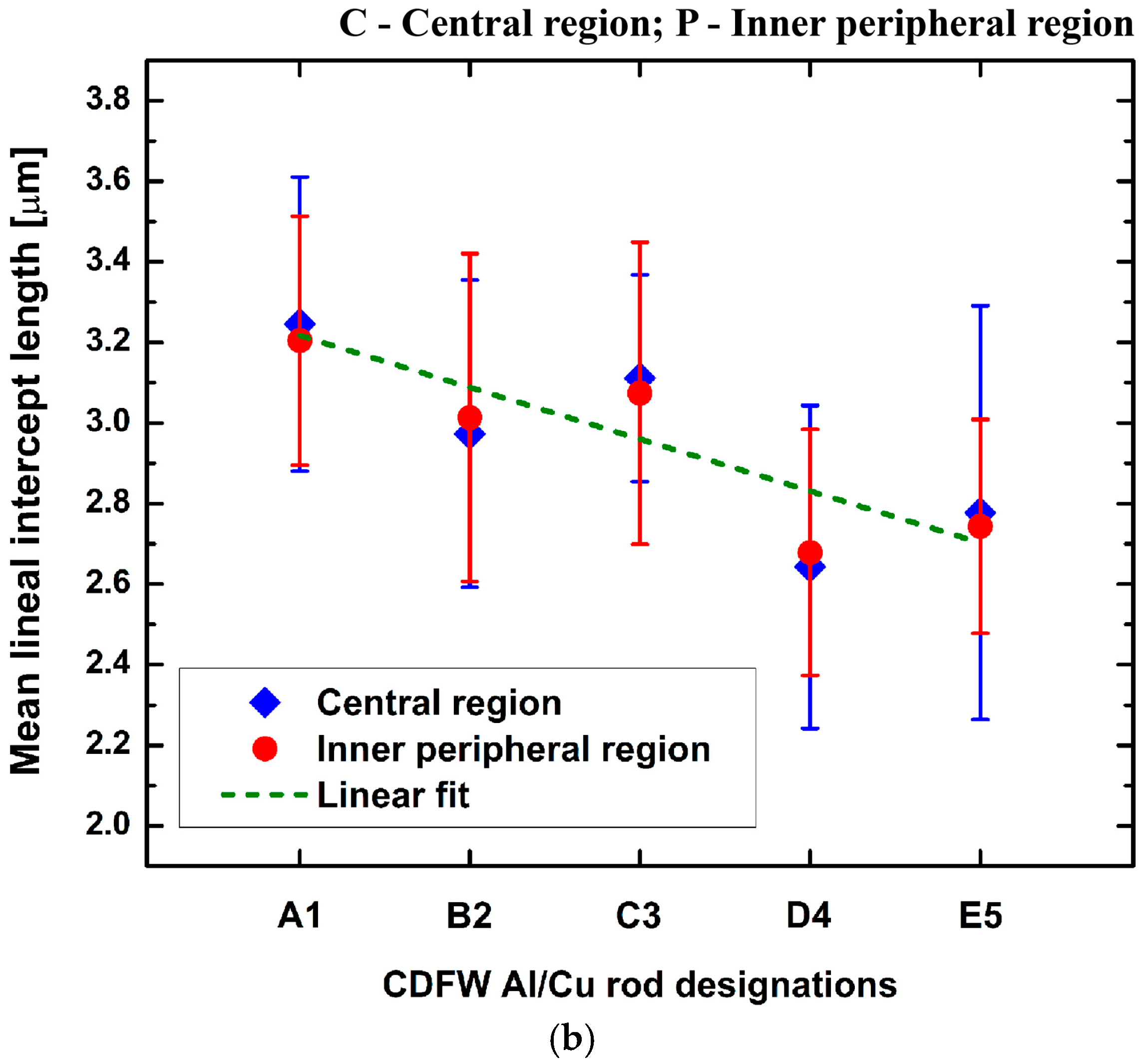
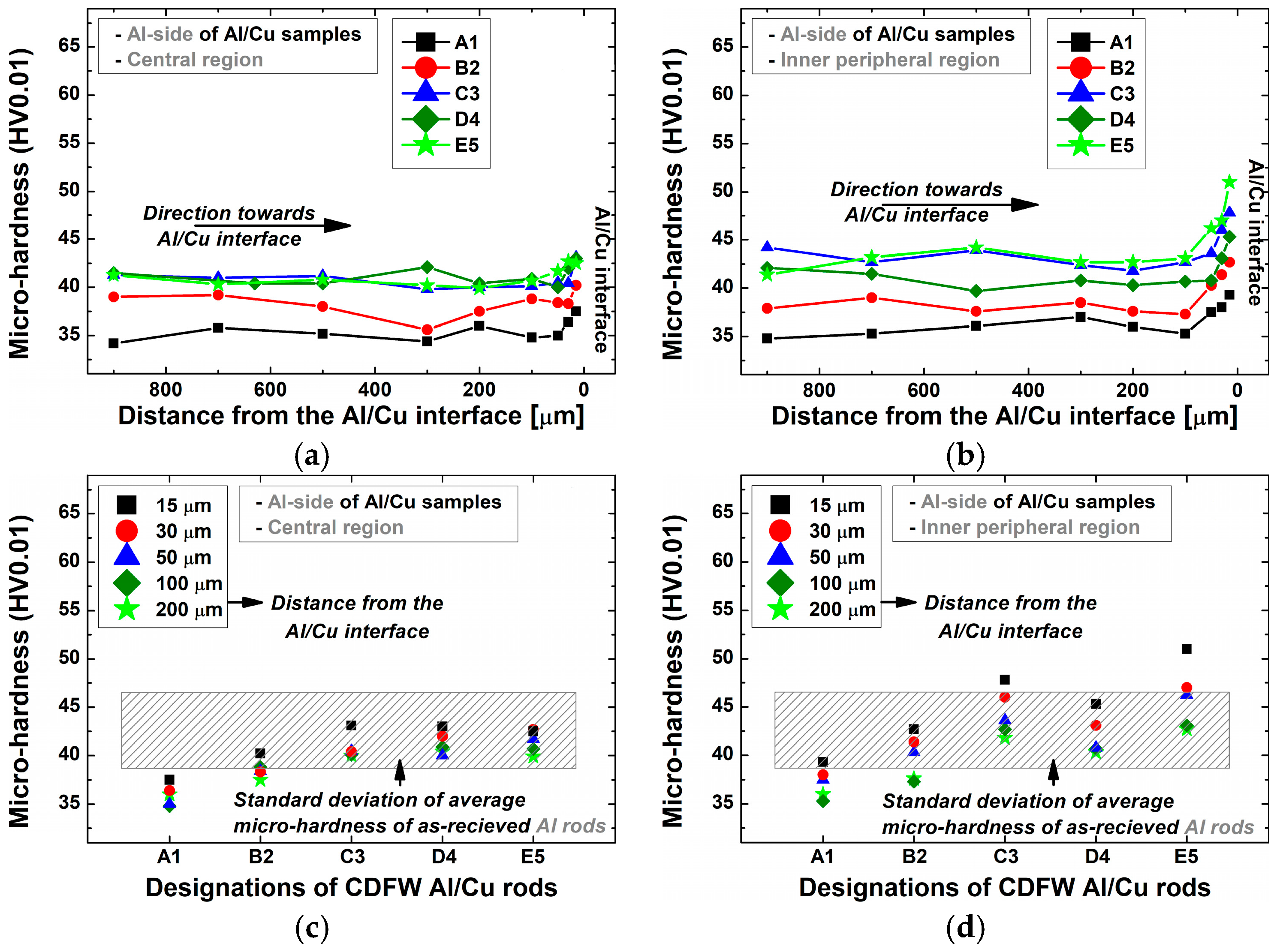
- On the Al side of Al/Cu samples, higher friction and/or forging pressure generally reduced the DRZ width, promoted a decrease in the DRZ grain size, and enhanced the DRZ microhardness. The TMAZ narrowed in the central region and expanded in the inner peripheral region, which was attributed to differences in frictional heat generated in these regions. HAZ emerged in Al/Cu joints produced using higher friction and/or forging pressures (C3 to E5). As the frictional heat increased, HAZ tended to occur closer to the Al/Cu interface in central regions and farther from the Al/Cu interface in inner peripheral regions. On the Cu side of Al/Cu joints, an increase in friction pressure generally facilitated the widening of the DRZ and TMAZ in all samples. For different levels of friction pressure, the same increase in forging pressure produced opposite effects in terms of microhardness and microstructure. A lower friction pressure enhanced microhardness in the near interface area and promoted minimal formation of plasticized Cu (softened DRZ).
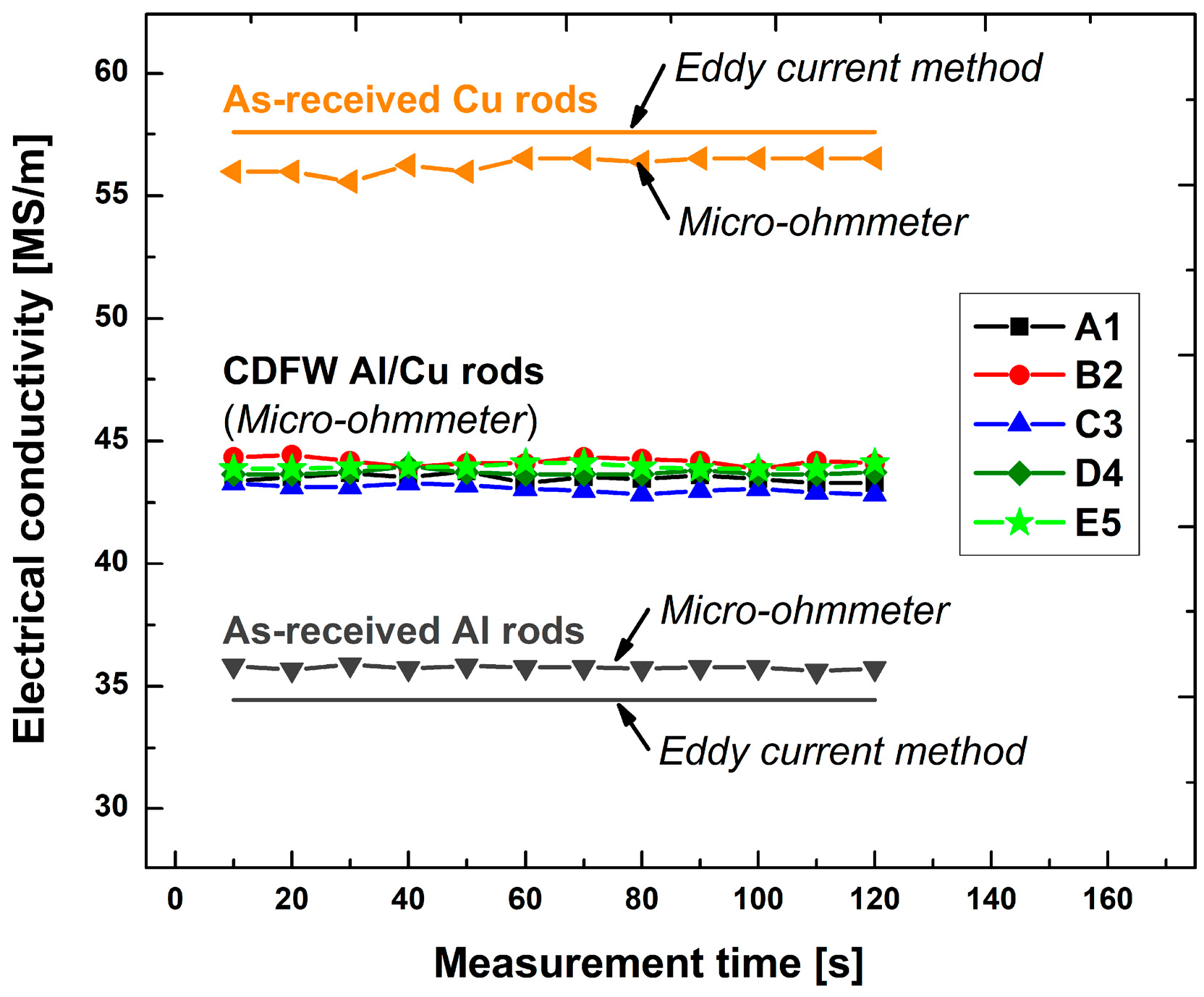
- The electrical conductivity of Al/Cu rods was practically unaffected by the CDFW parameters and it was higher than 92% of the theoretical value.
- For friction and forging pressures less than 88.9 MPa (A1 and B2 Al/Cu joints), a rotational speed of 2100 rpm and a nominal total welding time of 3.75 s were insufficient for the full transfer of Al onto the Cu welding surface during the CDFW process. After tensile testing, some of these joints exhibited a flat surface fracture in close proximity to the Al/Cu interface on the Al side. This was assigned to the presence of non-joined micro-regions at the interface of A1 and B2 joints, confirming their poor mechanical integrity in the initial state.
- When the forging pressure was raised to 222.2 MPa and friction pressure remained at 66.7 MPa (C3 Al/Cu joints), the entire Al/Cu interface of the Cu side had fully transferred Al. These joints fractured farther from the Al/Cu interface on the Al side during tensile testing, which was ascribed to the presence of HAZ in these joints. Any friction pressure higher than 66.7 MPa and forging pressure higher than 222.2 MPa did not enhance any of the investigated property. Conversely, a further pressure increase tended to introduce more plasticized Cu in the area adjacent to the Al/Cu interface on the Cu side, further deteriorating microhardness in this region. Moreover, this action was accompanied by an increase in the consumption of raw materials and energy, which was counterproductive to the original goal of increasing the efficiency and efficacy of the CDFW process.
- In terms of strength, C3 Al/Cu rods joined using a friction pressure of 66.7 MPa and forging pressure of 222.2 MPa were the only Al/Cu rods that met the requirements for 100% joint efficiency. In terms of ductility, none of the Al/Cu rods met the criterion for 100% joint efficiency. Of all specimens, C3 Al/Cu specimens achieved the highest elongation at break (61% of the elongation at break of as-received Al rods).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wei, Y.; Li, J.; Xiong, J.; Zhang, F. Investigation of Interdiffusion and Intermetallic Compounds in Al–Cu Joint Produced by Continuous Drive Friction Welding. Eng. Sci. Technol. Int. J. 2016, 19, 90–95. [Google Scholar] [CrossRef]
- Lee, W.-B.; Bang, K.-S.; Jung, S.-B. Effects of Intermetallic Compound on the Electrical and Mechanical Properties of Friction Welded Cu/Al Bimetallic Joints during Annealing. J. Alloys Compd. 2005, 390, 212–219. [Google Scholar] [CrossRef]
- Wang, G.L.; Li, J.L.; Wang, W.L.; Xiong, J.T.; Zhang, F.S. Rotary Friction Welding on Dissimilar Metals of Aluminum and Brass by Using Pre-Heating Method. Int. J. Adv. Manuf. Technol. 2018, 99, 1293–1300. [Google Scholar] [CrossRef]
- Wibowo, A.G.W.; Ismail, R.; Jamari, J. Microstructure Analysis in Friction Welding of Copper and Aluminum. In Proceedings of the 3rd International Conference on Advanced Materials Science and Technology (ICAMST 2015), Semarang, Indonesia, 6–7 October 2015; p. 020095. [Google Scholar] [CrossRef]
- Kimura, M.; Inui, Y.; Kusaka, M.; Kaizu, K.; Fuji, A. Joining Phenomena and Tensile Strength of Friction Welded Joint between Pure Aluminum and Pure Copper. Mech. Eng. J. 2015, 2, 14–00328. [Google Scholar] [CrossRef]
- Pratyusha, M.; Ramana, P.V.; Prasanthi, G. Evaluation of Tensile Strength of Dissimilar Metal Pure Aluminium and Pure Copper Friction Welds. Mater. Today Proc. 2021, 38, 2271–2274. [Google Scholar] [CrossRef]
- Zhu, X.; Fan, Y.; Xie, L.; Xiao, X.; Wang, P.; Yang, S.; Jiang, C. Effect of Rotation Speed on Microstructure and Mechanical Properties of Continuous Drive Friction Welded Dissimilar Joints of 6061-T6 Al and Copper. Metals 2022, 12, 1173. [Google Scholar] [CrossRef]
- Sahin, M. Joining of Aluminium and Copper Materials with Friction Welding. Int. J. Adv. Manuf. Technol. 2010, 49, 527–534. [Google Scholar] [CrossRef]
- Pan, L.; Li, P.; Hao, X.; Zhou, J.; Dong, H. Inhomogeneity of Microstructure and Mechanical Properties in Radial Direction of Aluminum/Copper Friction Welded Joints. J. Mater. Process. Technol. 2018, 255, 308–318. [Google Scholar] [CrossRef]
- Muralimohan, C.H.; Haribabu, S.; Reddy, Y.H.; Muthupandi, V.; Sivaprasad, K. Evaluation of Microstructures and Mechanical Properties of Dissimilar Materials by Friction Welding. Procedia Mater. Sci. 2014, 5, 1107–1113. [Google Scholar] [CrossRef]
- Yilbaş, B.S.; Şahin, A.Z.; Kahraman, N.; Al-Garni, A.Z. Friction Welding of St-Al and Al-Cu Materials. J. Mater. Process. Technol. 1995, 49, 431–443. [Google Scholar] [CrossRef]
- Satish, R.; Seshagiri Rao, V.; Ananthapadmanaban, D.; Ravi, B. Tensile Strength and Hardness Correlations with Microscopy in Friction Welded Aluminium to Copper. J. Inst. Eng. India Ser. C 2016, 97, 121–126. [Google Scholar] [CrossRef]
- Ratković, N.; Arsić, D.; Lazić, V.; Nikolić, R.; Hadzima, B.; Palček, P.; Sedmak, A. Influence of Friction Welding Parameters on Properties of the Al-Cu Joint. FME Trans. 2017, 45, 165–171. [Google Scholar] [CrossRef]
- Ratković, N.; Jovanović, M.; Lazić, V.; Nikolić, R.; Krstić, B.; Sedmak, A. Quality analysis of Al-Cu joint realized by friction welding. Teh. Vjes. 2009, 16, 3–7. Available online: https://hrcak.srce.hr/40950 (accessed on 1 February 2024).
- İrfan, A.Y.; Çelik, S.; Çelik, İ. Comparison of Properties of Friction and Diffusion Welded Joints Made Between the Pure Aluminium and Copper Bars. Balıkesir Üniv. Fen Bilim. Enst. Derg. 1999, 1, 88–102. Available online: https://dergipark.org.tr/tr/download/article-file/228418 (accessed on 1 February 2024).
- Sahin, M. Joining of Stainless Steel and Copper Materials with Friction Welding. Ind. Lubr. Tribol. 2009, 61, 319–324. [Google Scholar] [CrossRef]
- Chapke, Y.; Kamble, D.; Shaikh, S.M. Friction Welding of Aluminium Alloy 6063 with Copper. E3S Web Conf. 2020, 170, 02004. [Google Scholar] [CrossRef]
- Cheepu, M.; Susila, P. Growth Rate of Intermetallics in Aluminum to Copper Dissimilar Welding. Trans. Indian Inst. Met. 2020, 73, 1509–1514. [Google Scholar] [CrossRef]
- Pratyusha, M.; Ramana, P.V.; Prasanthi, G. Deformation Rate and Weld Time Influence on Optimized Dissimilar Metal Friction Welds of Pure Aluminium and Pure Copper. Spec. Ugdym./Spec. Educ. 2022, 1, 7859–7869. Available online: http://www.sumc.lt/index.php/se/article/view/1109 (accessed on 1 February 2024).
- Ahmed Ghias, S.; Ramnath, B.V.; Elanchezhian, C.; Siddhartha, D.; Ramanan, N. Analysis of The Friction Welding Mechanism of Low Carbon Steel –Stainless Steel And Aluminium–Copper. Mater. Today Proc. 2019, 16, 766–775. [Google Scholar] [CrossRef]
- Jeslin, B.; Deepak, K.M.; Venkatakrishnan, P.G. Parameter Optimization on Friction Welding of Aluminium Alloy 6082T6 & Copper. Int. J. Innov. Res. Technol. 2015, 1, 1547–1551. Available online: https://ijirt.org/master/publishedpaper/IJIRT102238_PAPER.pdf (accessed on 1 February 2024).
- Hu, Y.; Tsujino, R.; Higashi, T.; Ueda, Y.; Iguchi, M. Development of Al/Cu Dissimilar Joint by New Friction Welding Method. In Proceedings of the 3rd International Conference on Design Engineering and Science, ICDES 2014, Pilsen, Czech Republic, 31 August–3 September 2014; Available online: https://www.jsde.or.jp/icdes/proceedings/3rd-2014/pdf/2034.pdf (accessed on 1 February 2024).
- Kimura, M.; Inui, Y.; Kusaka, M.; Kaizu, K. Effects of Friction Welding Conditions on Tensile Strength of Friction Welded Joint between 5052 Al Alloy and Pure Copper. Mech. Eng. J. 2018, 5, 17-00398. [Google Scholar] [CrossRef]
- Braunovic, M.; Alexandrov, N. Intermetallic Compounds at Aluminum-to-Copper Electrical Interfaces: Effect of Temperature and Electric Current. IEEE Trans. Comp., Packag., Manufact. Technol. A 1994, 17, 78–85. [Google Scholar] [CrossRef]
- Braunovic, M.; Končic, V.V.; Myškin, N.K. Electrical Contacts: Fundamentals, Applications and Technology; Electrical and Computer Engineering; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Braunovic, M. Reliability of Power Connections. J. Zhejiang Univ.-Sci. A 2007, 8, 343–356. [Google Scholar] [CrossRef]
- Alves, E.P.; Toledo, R.C.; Botter, F.G.; An, C.Y. Experimental Thermal Analysis in Rotary Friction Welding of Dissimilar Materials. J. Aerosp. Technol. Manag. 2019, 11, e4019. [Google Scholar] [CrossRef]
- Song, K.; Liu, X.; Ji, Y.; Wei, Y.; Luo, J.; Liu, F.; Liu, D.; Zhong, Z. Intermetallic Compounds (IMCs) Formation in Al/Mg Dissimilar Alloy Solid State Joining: Experimental Study and Phase Field Modeling. Met. Mater. Int. 2023, 29, 1165–1180. [Google Scholar] [CrossRef]
- Ajith, P.M.; Afsal Husain, T.M.; Sathiya, P.; Aravindan, S. Multi-Objective Optimization of Continuous Drive Friction Welding Process Parameters Using Response Surface Methodology with Intelligent Optimization Algorithm. J. Iron Steel Res. Int. 2015, 22, 954–960. [Google Scholar] [CrossRef]
- Da Silva, A.A.M.; Meyer, A.; dos Santos, J.F.; Kwietniewski, C.E.F.; Strohaecker, T.R. Mechanical and Metallurgical Properties of Friction-Welded TiC Particulate Reinforced Ti–6Al–4V. Compos. Sci. Technol. 2004, 64, 1495–1501. [Google Scholar] [CrossRef]
- Wei, Y.; Sun, F. Microstructures and Mechanical Properties of Al/Fe and Cu/Fe Joints by Continuous Drive Friction Welding. Adv. Mater. Sci. Eng. 2018, 2018, 2809356. [Google Scholar] [CrossRef]
- Tashkandi, M.A.; Mohamed, M.I. Effect of Friction Time on the Mechanical and Microstructural Properties of AA6061 Joints by Continuous Drive Friction Welding. Eng. Technol. Appl. Sci. Res. 2020, 10, 5596–5602. [Google Scholar] [CrossRef]
- Benkherbache, H.; Amroune, S.; Zaoui, M.; Mohamad, B.; Silema, M.; Saidani, H. Characterization and Mechanical Behaviour of Similar and Dissimilar Parts Joined by Rotary Friction Welding. Eng. Solid. Mech. 2021, 9, 23–30. [Google Scholar] [CrossRef]
- Ratković, N.; Arsić, D.; Lazić, V.; Nikolić, R.R.; Hadzima, B. Micro-Structure in the Joint Friction Plane in Friction Welding of Dissimilar Steels. Procedia Eng. 2016, 149, 414–420. [Google Scholar] [CrossRef]
- Winiczenko, R. Effect of Friction Welding Parameters on the Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-ASTM A536 Joints. Int. J. Adv. Manuf. Technol. 2015, 84, 941–955. [Google Scholar] [CrossRef]
- Azizieh, M.; Khamisi, M.; Lee, D.J.; Yoon, E.Y.; Kim, H.S. Characterizations of Dissimilar Friction Welding of ST37 and CK60 Steels. Int. J. Adv. Manuf. Technol. 2016, 85, 2773–2781. [Google Scholar] [CrossRef]
- Adalarasan, R.; Sundaram, A.S. Parameter Design and Analysis in Continuous Drive Friction Welding of Al6061/SiCp Composites. J. Mech. Sci. Technol. 2015, 29, 769–776. [Google Scholar] [CrossRef]
- Hynes, N.R.J.; Velu, P.S. Simulation of Friction Welding of Alumina and Steel with Aluminum Interlayer. Int. J. Adv. Manuf. Technol. 2017, 93, 121–127. [Google Scholar] [CrossRef]
- Teker, T. Evaluation of the Metallurgical and Mechanical Properties of Friction-Welded Joints of Dissimilar Metal Combinations AISI2205/Cu. Int. J. Adv. Manuf. Technol. 2013, 66, 303–310. [Google Scholar] [CrossRef]
- Hincapié, O.D.; Salazar, J.A.; Restrepo, J.J.; Graciano-Uribe, J.A.; Torres, E.A. Weldability of Aluminum-Steel Joints Using Continuous Drive Friction Welding Process, Without the Presence of Intermetallic Compounds. Eng. J. 2020, 24, 129–144. [Google Scholar] [CrossRef]
- Meshram, S.D.; Madhusudhan Reddy, G. Friction Welding of AA6061 to AISI 4340 Using Silver Interlayer. Def. Technol. 2015, 11, 292–298. [Google Scholar] [CrossRef]
- Xue, P.; Xiao, B.L.; Ma, Z.Y. Effect of Interfacial Microstructure Evolution on Mechanical Properties and Fracture Behavior of Friction Stir-Welded Al-Cu Joints. Met. Mater. Trans. A 2015, 46, 3091–3103. [Google Scholar] [CrossRef]
- Kah, P.; Vimalraj, C.; Martikainen, J.; Suoranta, R. Factors Influencing Al-Cu Weld Properties by Intermetallic Compound Formation. Int. J. Mech. Mater. Eng. 2015, 10, 10. [Google Scholar] [CrossRef]
- Milašinović, V.; Voinarovych, S.; Raić, K.; Krasnowski, K.; Alil, A.; Radović, N.; Gligorijević, B. Influence of the initial lengthof the Cu bars on the structure and micro-hardness of friction-welded and open-die forged Al/Cu bimetallic joints. In Proceedings of the 31st International Congress on Processing Industry, Processing’18, Bajina Bašta, Serbia, 6–8 June 2018; Available online: https://izdanja.smeits.rs/index.php/ptk/article/view/3435/3656 (accessed on 1 February 2024).
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 Years of Image Analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Acarer, M. Electrical, Corrosion, and Mechanical Properties of Aluminum-Copper Joints Produced by Explosive Welding. J. Mater. Eng Perform 2012, 21, 2375–2379. [Google Scholar] [CrossRef]
- Abbasi, M.; Karimi Taheri, A.; Salehi, M.T. Growth Rate of Intermetallic Compounds in Al/Cu Bimetal Produced by Cold Roll Welding Process. J. Alloys Compd. 2001, 319, 233–241. [Google Scholar] [CrossRef]
- Jin, F.; Rao, H.; Wang, Q.; Wen, G.; Liu, P.; Liu, J.; Shen, J.; Li, J.; Xiong, J.; Ma, N. Heat-Pattern Induced Non-Uniform Radial Microstructure and Properties of Ti-6Al-4V Joint Prepared by Rotary Friction Welding. Mater. Charact. 2023, 195, 112536. [Google Scholar] [CrossRef]
- Xiong, J.T.; Li, J.L.; Wei, Y.N.; Zhang, F.S.; Huang, W.D. An Analytical Model of Steady-State Continuous Drive Friction Welding. Acta Mater. 2013, 61, 1662–1675. [Google Scholar] [CrossRef]
- Geng, P.; Qin, G.; Zhou, J.; Li, C. Parametric Optimization and Microstructural Characterization of Friction Welded Aeronautic Aluminum Alloy 2024. Trans. Nonferrous Met. Soc. China 2019, 29, 2483–2495. [Google Scholar] [CrossRef]
- Suwanda, T.; Soenoko, R.; Irawan, Y.S.; Choiron, M.A. Temperature Cycle Analysis of A6061-AISI304 Dissimilar Metal Continuous Drive Friction Welding. East.-Eur. J. Enterp. Technol. 2020, 3, 38–43. [Google Scholar] [CrossRef]
- Lopez-Hawa, H.; Mates, S.P.; Moscoso-Kingsley, W.; Madhavan, V. On the Mechanical Response of Aluminum Alloy 6061-T6 under Extreme Strains and Strain Rates, and Rapid Heating. Manuf. Lett. 2022, 33, 292–301. [Google Scholar] [CrossRef]
- Li, S.; Li, L.; He, H.; Wang, G. Influence of the Deformation Heating on the Flow Behavior of 6063 Alloy during Compression at Medium Strain Rates. J. Mater. Res. 2019, 34, 309–320. [Google Scholar] [CrossRef]
- Milašinović, V.; Radovanović, R.; Milašinović, M.D.; Gligorijević, B.R. Effects of Friction-Welding Parameters on the Morphological Properties of an Al/Cu Bimetallic Joint. Mater. Tehnol. 2016, 50, 89–94. [Google Scholar] [CrossRef]
- Hallberg, H.; Wallin, M.; Ristinmaa, M. Modeling of Continuous Dynamic Recrystallization in Commercial-Purity Aluminum. Mater. Sci. Eng. A 2010, 527, 1126–1134. [Google Scholar] [CrossRef]
- Hallberg, H.; Wallin, M.; Ristinmaa, M. Simulation of Discontinuous Dynamic Recrystallization in Pure Cu Using a Probabilistic Cellular Automaton. Comput. Mater. Sci. 2010, 49, 25–34. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, H.; Peng, Y. Metallurgical Reaction and Joining Phenomena in Friction Welded Al/Fe Joints. Int. J. Adv. Manuf. Technol. 2020, 107, 1713–1723. [Google Scholar] [CrossRef]
- Wei, Y.; Li, H.; Xiao, P.; Zou, J. Microstructure and Conductivity of the Al-Cu Joint Processed by Friction Stir Welding. Adv. Mater. Sci. Eng. 2020, 2020, 6845468. [Google Scholar] [CrossRef]
- Wang, X.-G.; DongYuan, X.; Li, J.-N.; Li, X.-G. Influence of Interfacial Inter-Metallic Compounds on the Electrical Characterization of Cu/Al Joints Produced by Flash Welding and Diffusion Brazing. Mat. Res. 2020, 23, e20200325. [Google Scholar] [CrossRef]
- Wei, Y.; Li, H.; Sun, F.; Zou, J. The Interfacial Characterization and Performance of Cu/Al-Conductive Heads Processed by Explosion Welding, Cold Pressure Welding, and Solid-Liquid Casting. Metals 2019, 9, 237. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al/Cu Rods | Friction Time [s] | Friction Pressure [MPa] | Forging Time [s] | Forging Pressure [MPa] | Rotational Speed [rpm] |
|---|---|---|---|---|---|
| A1 | 0.75 | 66.7 | 3.00 | 88.9 | 2100 |
| B2 | 0.75 | 88.9 | 3.00 | 88.9 | 2100 |
| C3 | 0.75 | 66.7 | 3.00 | 222.2 | 2100 |
| D4 | 0.75 | 88.9 | 3.00 | 222.2 | 2100 |
| E5 | 0.75 | 133.3 | 3.00 | 355.6 | 2100 |
| Spectrum Number | Chemical Elements [at.%] | |||||
|---|---|---|---|---|---|---|
| O | Al | Si | Ca | Fe | Cu | |
| 1 | 43.83 | 33.72 | 12.76 | 0.95 | -- | 8.74 |
| 2 | 5.94 | 1.69 | -- | -- | -- | 92.37 |
| 3 | 1.92 | 97.47 | -- | -- | 0.31 | 0.30 |
| 4 | 57.31 | 12.26 | 21.16 | 1.10 | 5.60 | 8.17 |
| 5 | -- | 94.01 | -- | -- | -- | 0.39 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Milašinović, V.; Alil, A.; Milašinović, M.; Vencl, A.; Hatala, M.; Dikić, S.; Gligorijević, B. Continuous Drive Friction Welded Al/Cu Joints Produced Using Short Welding Time, Elevated Rotational Speed, and High Welding Pressures. Materials 2024, 17, 3284. https://doi.org/10.3390/ma17133284
Milašinović V, Alil A, Milašinović M, Vencl A, Hatala M, Dikić S, Gligorijević B. Continuous Drive Friction Welded Al/Cu Joints Produced Using Short Welding Time, Elevated Rotational Speed, and High Welding Pressures. Materials. 2024; 17(13):3284. https://doi.org/10.3390/ma17133284
Chicago/Turabian StyleMilašinović, Veljko, Ana Alil, Mijat Milašinović, Aleksandar Vencl, Michal Hatala, Stefan Dikić, and Bojan Gligorijević. 2024. "Continuous Drive Friction Welded Al/Cu Joints Produced Using Short Welding Time, Elevated Rotational Speed, and High Welding Pressures" Materials 17, no. 13: 3284. https://doi.org/10.3390/ma17133284