


Evolution of Material Properties and Residual Stress with Increasing Number of Passes in Aluminium Structure Printed via Additive Friction Stir Deposition

 , ,
, ,
Abstract
:1. Introduction
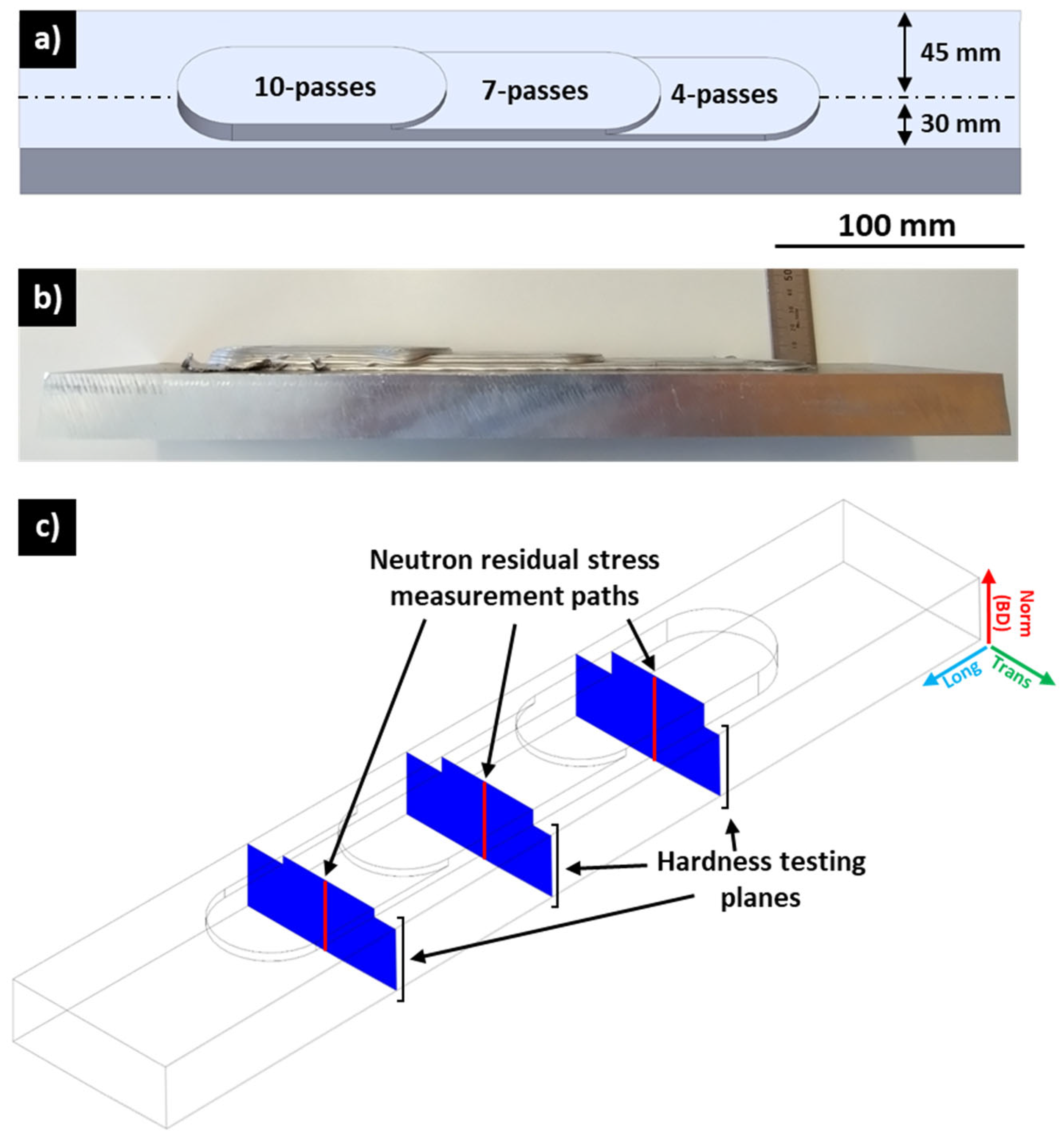
2. Experimental Section
3. Results and Discussion
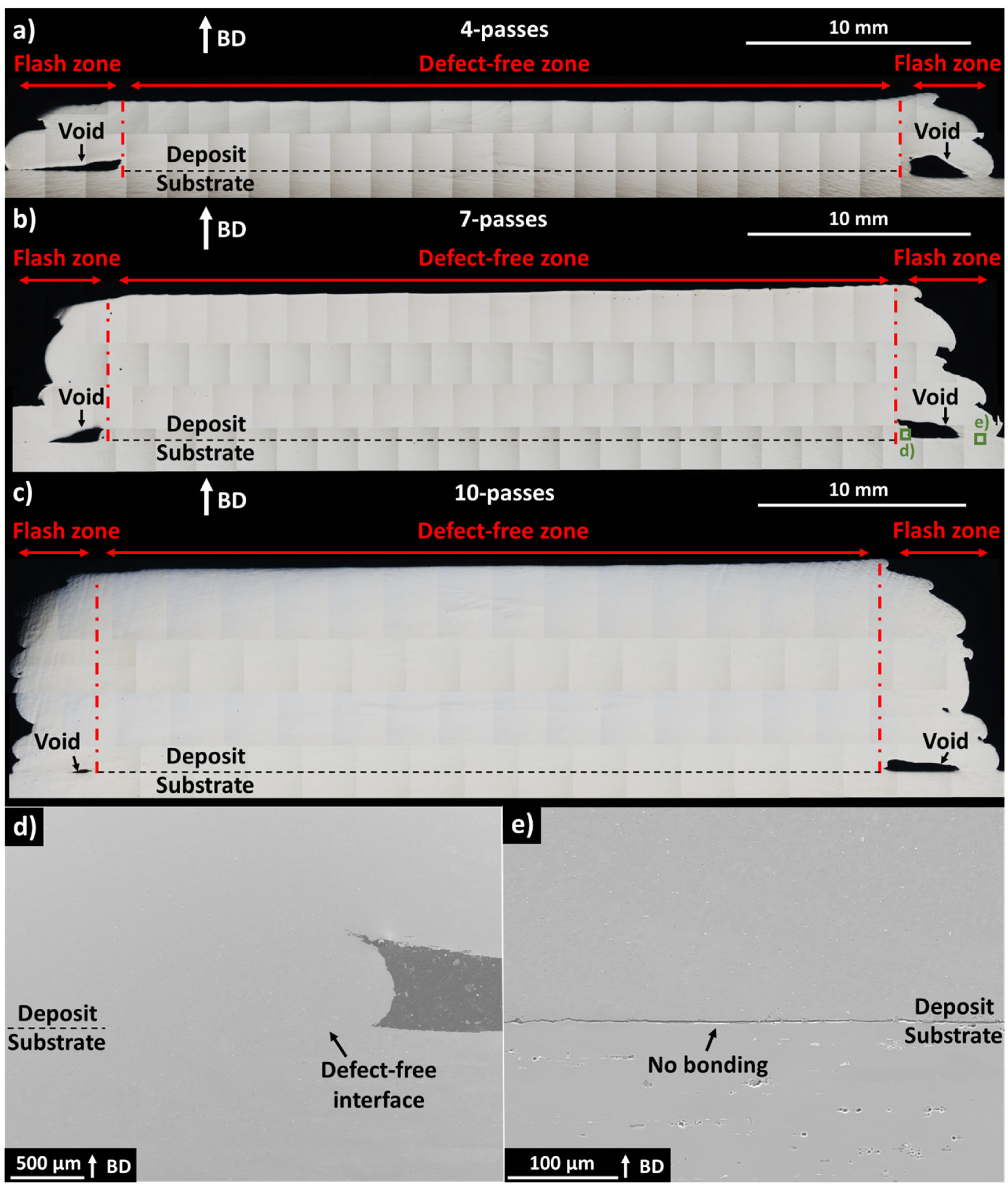
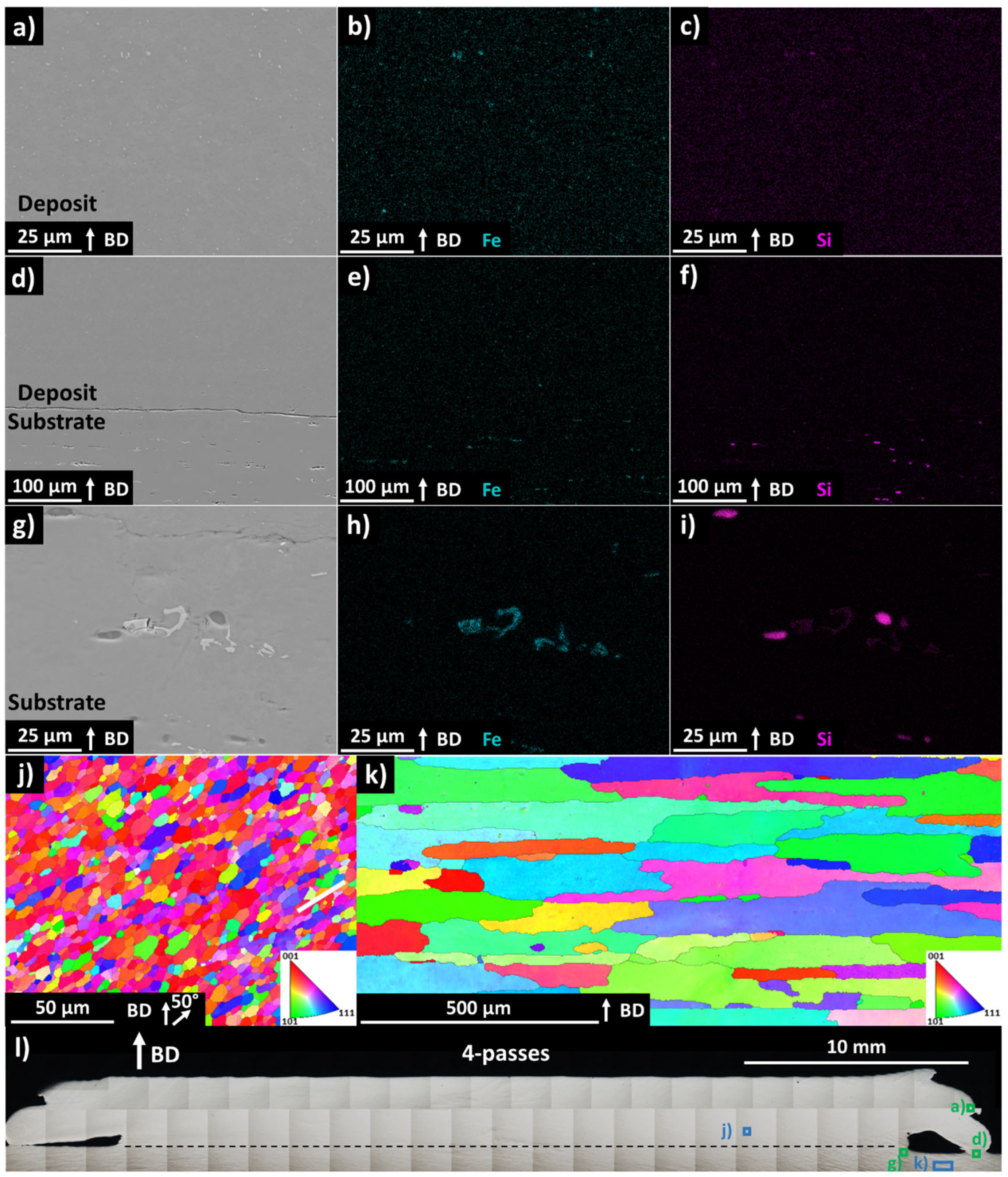
3.1. Defects and Microstructure
3.2. Hardness Distribution
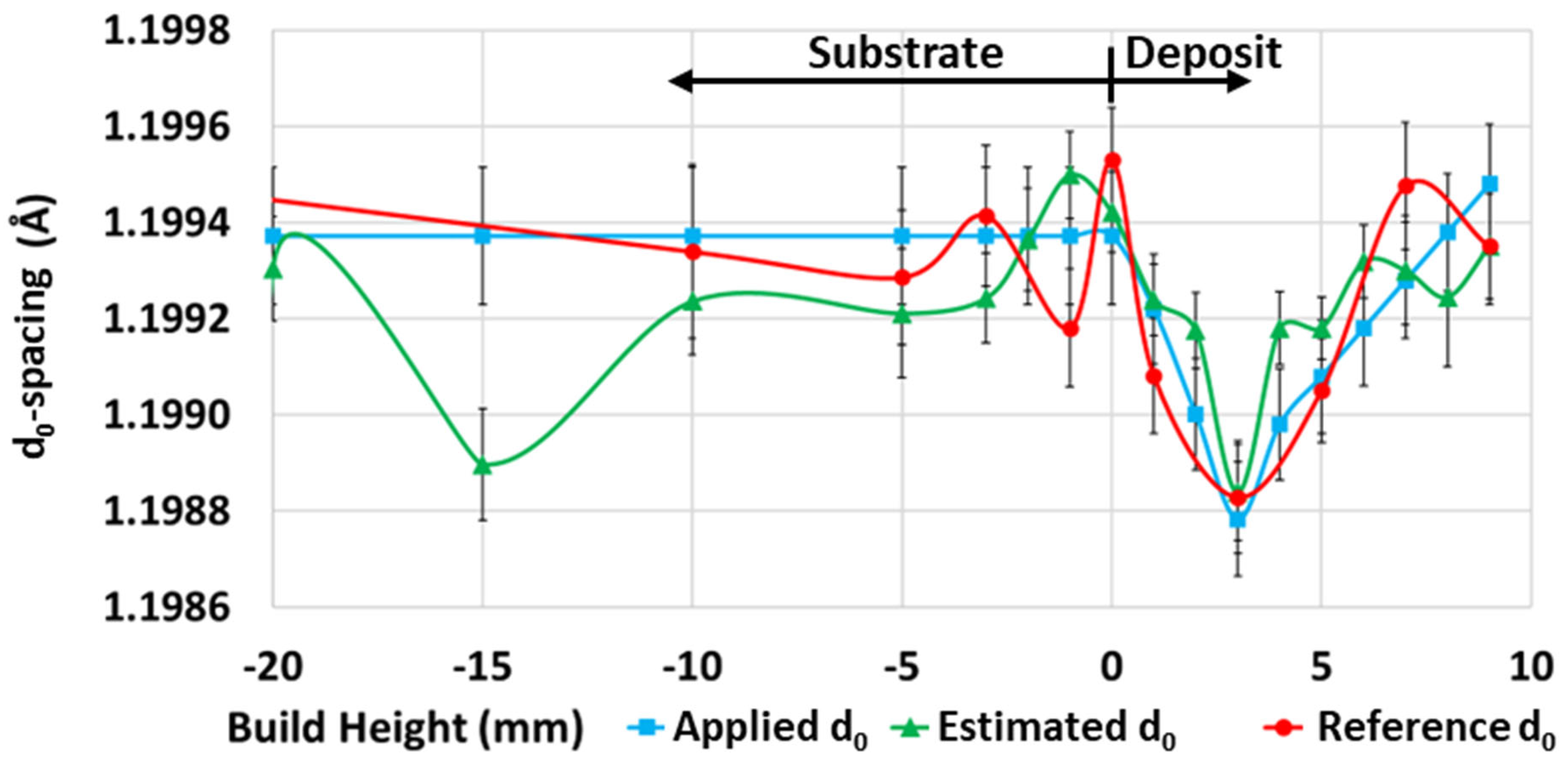
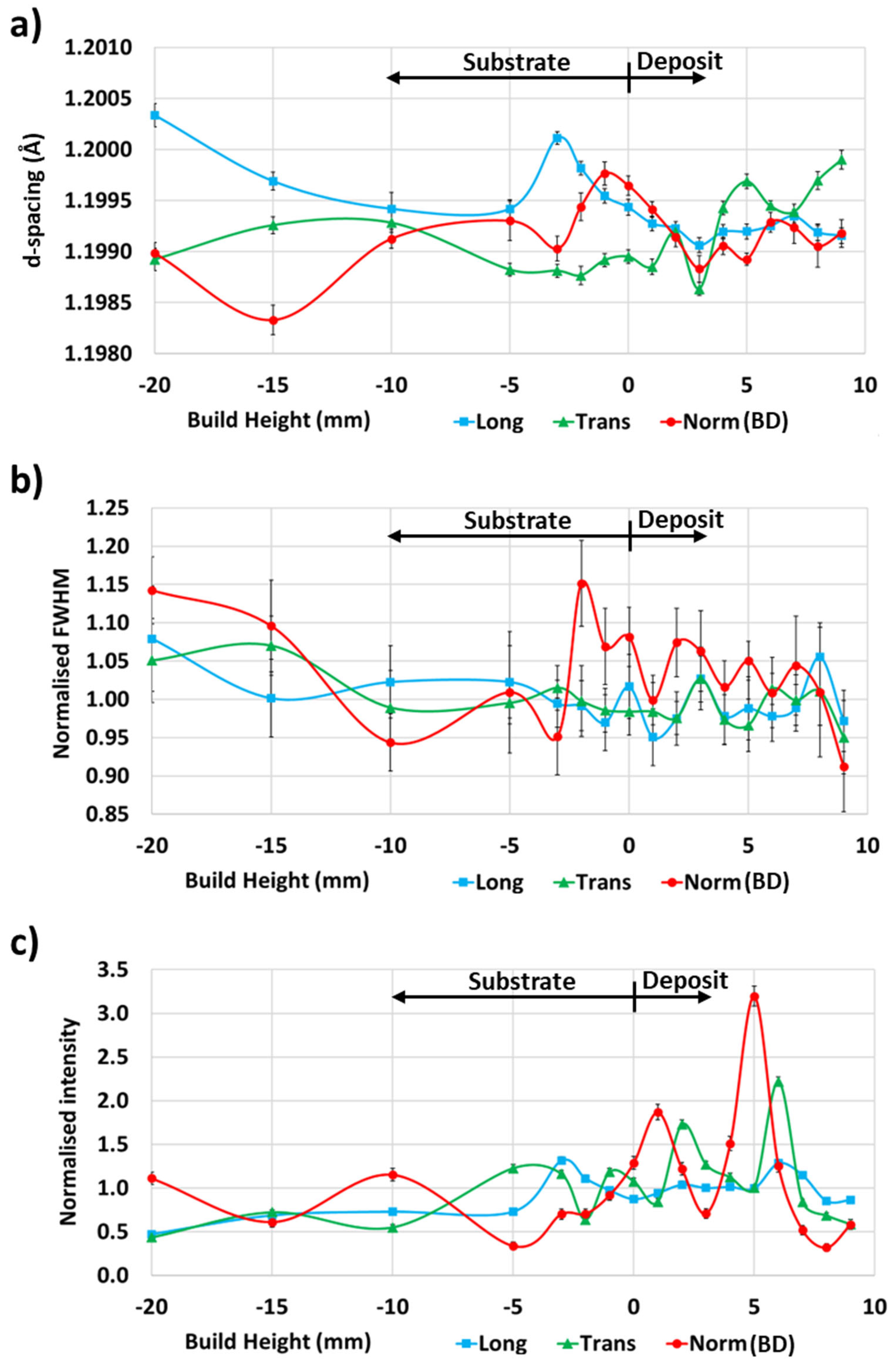
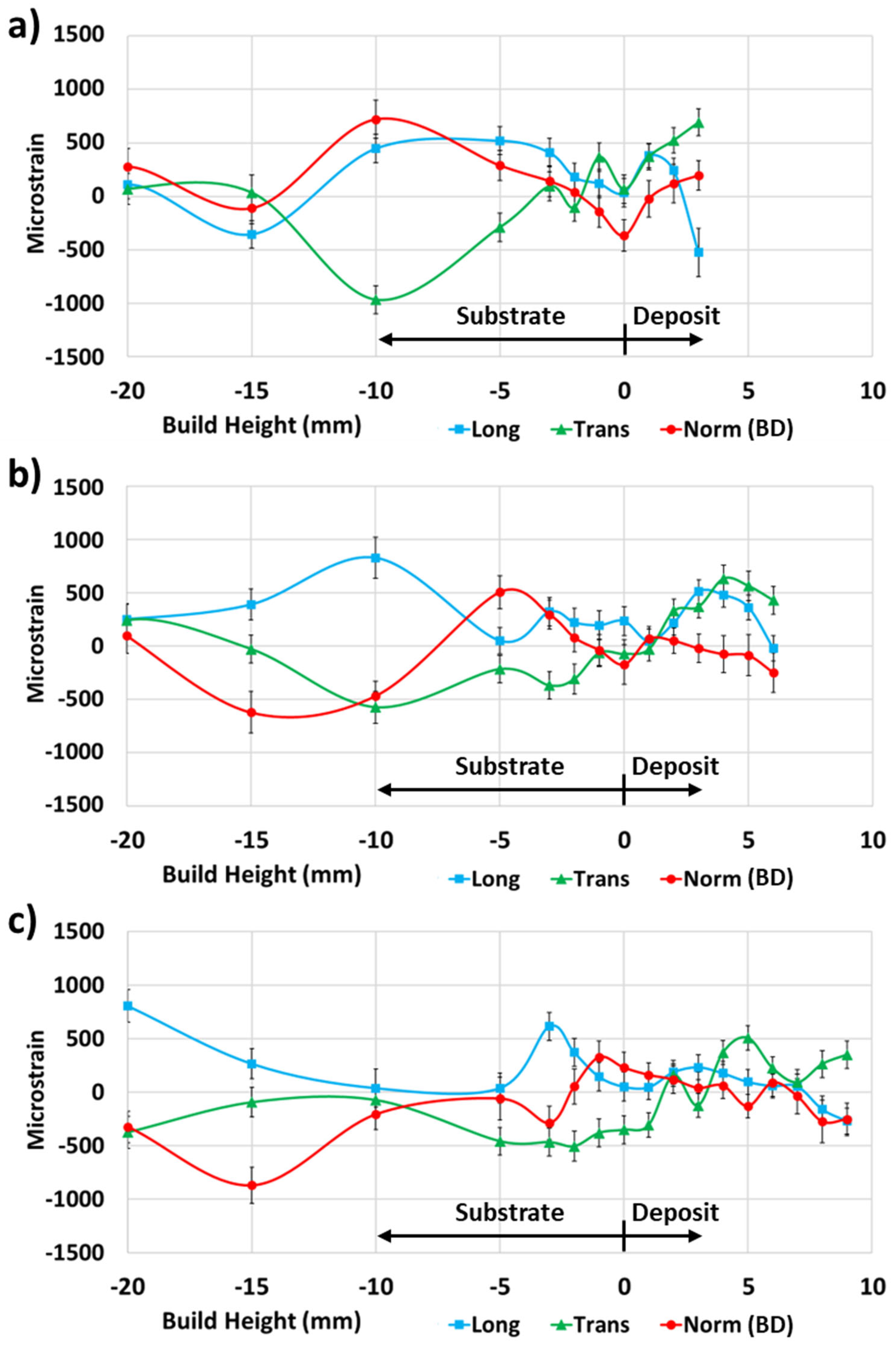
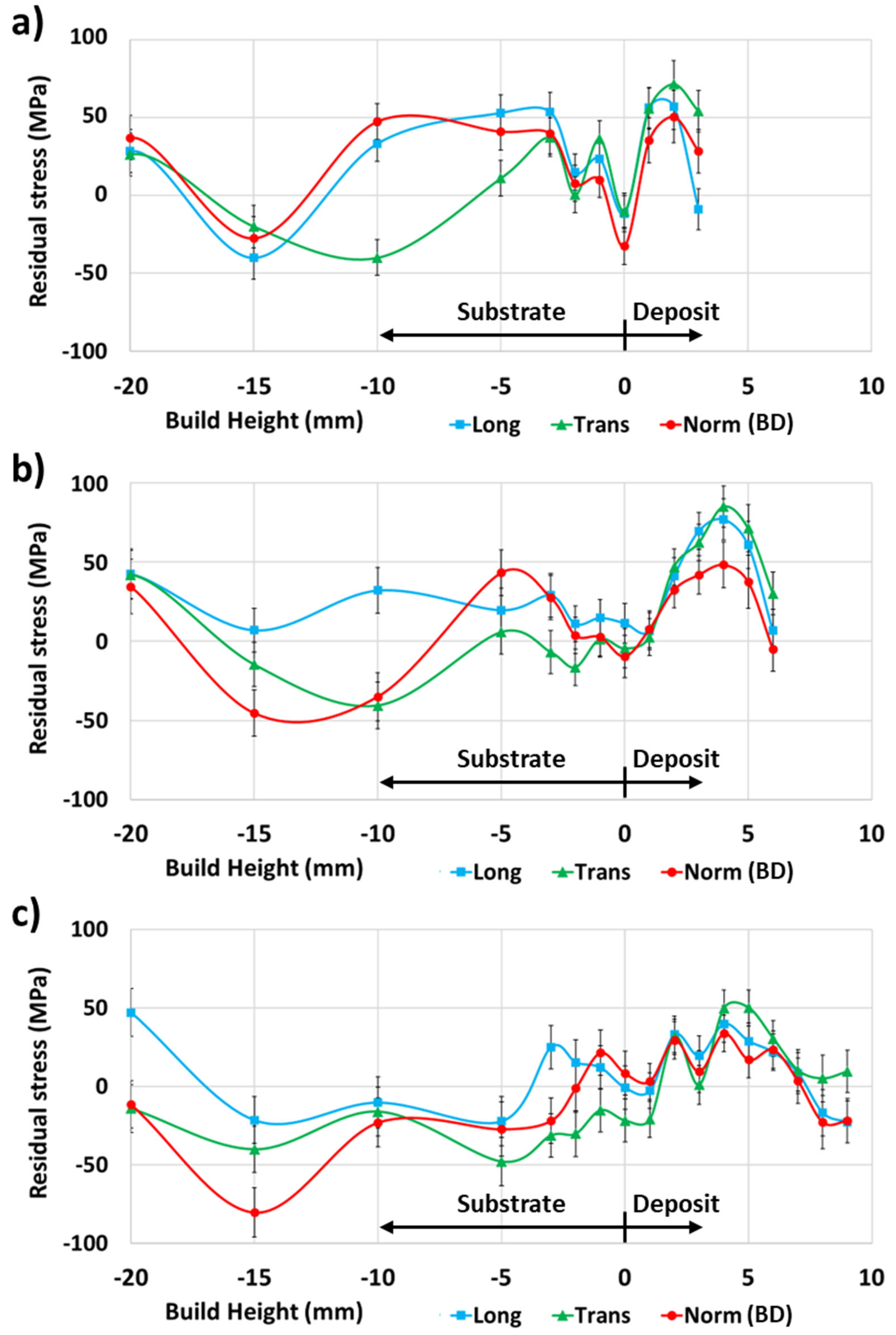
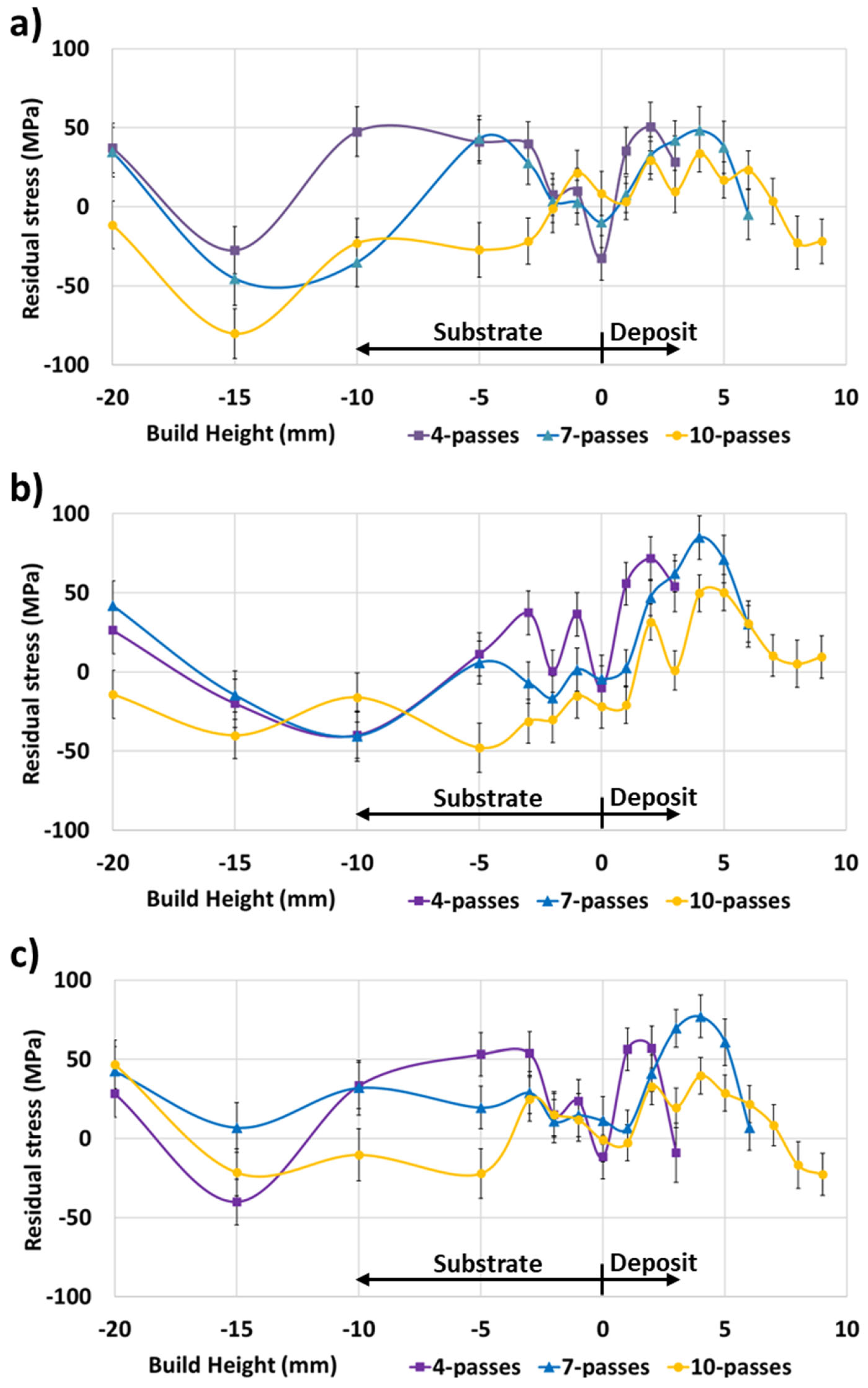
3.3. Residual Stress Distribution
4. Conclusions
- The microstructure of an AFSD deposit was characterised by refined grains and the presence of circular Fe and Si inclusions. While the deposit was well bonded to the substrate at the defect-free zone, comprising most of the deposit, the deposit and substrate interface presented no bonding at the flash zone. This is attributed to insufficient compressive force into the substrate in this area to result in effective mixing between the deposit and substrate materials. Furthermore, a large tunnel defect existed between the deposit and substrate at the flash zones, which can be machined off if those defects become critical.
- A hardness gradient was observed for all deposits, which can be described as two hardness zones. Spanning 6 mm into the deposit at the deposit centreline from the top of the deposit, a zone of moderate hardness was noted, with the size of this zone remaining approximately constant for all deposit heights. Further into the deposit and into the substrate, a soft zone was noted, with the size of this zone becoming larger with increased deposit height. Furthermore, the deposit being offset to the side of the substrate resulted in relatively greater softening of the substrate in the offset direction.
- The residual stresses in the deposits were predominantly low-magnitude tensile, while the residual stresses in the substrate were predominantly low-magnitude compressive. The hardness gradient indicates reduced material yield strength relative to T6 condition, and the deposit yield strength values reported in the literature allude to the deposit residual stress being a significant fraction of the yield strength of the deposit.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Haridas, R.S.; Agrawal, P. Friction stir-based additive manufacturing. Sci. Technol. Weld. Join. 2022, 27, 141–165. [Google Scholar] [CrossRef]
- Gopan, V.; Leo Dev Wins, K.; Surendran, A. Innovative potential of additive friction stir deposition among current laser based metal additive manufacturing processes: A review. CIRP J. Manuf. Sci. Technol. 2021, 32, 228–248. [Google Scholar] [CrossRef]
- Ahmed, A.A.; Nazzal, M.A.; Darras, B.M.; Eltaggaz, A.; Deiab, I.M. Comparative sustainability assessment of powder bed fusion and solid-state additive manufacturing processes: The case of direct metal laser sintering versus additive friction stir deposition. Sustain. Mater. Technol. 2024, 39, e00858. [Google Scholar] [CrossRef]
- Yakubov, V.; Ostergaard, H.; Bhagavath, S.; Leung, C.L.A.; Hughes, J.; Yasa, E.; Khezri, M.; Löschke, S.K.; Li, Q.; Paradowska, A.M. Recycled aluminium feedstock in metal additive manufacturing: A state of the art review. Heliyon 2024, 10, e27243. [Google Scholar] [CrossRef] [PubMed]
- Khodabakhshi, F.; Gerlich, A.P. Potentials and strategies of solid-state additive friction-stir manufacturing technology: A critical review. J. Manuf. Process. 2018, 36, 77–92. [Google Scholar] [CrossRef]
- Yakubov, V.; He, P.; Webster, R.F.; Leo Dela Cruz, M.; Yang, Q.; Huang, S.; Kruzic, J.J.; Li, X. Additive manufacturing of crack-free Al-alloy with coarsening-resistant τ1-CeAlSi strengthening phase. Mater. Sci. Eng. A 2023, 884, 145551. [Google Scholar] [CrossRef]
- Carpenter, K.; Tabei, A. On Residual Stress Development, Prevention, and Compensation in Metal Additive Manufacturing. Materials 2020, 13, 255. [Google Scholar] [CrossRef]
- Farabi, E.; Babaniaris, S.; Barnett, M.R.; Fabijanic, D.M. Microstructure and mechanical properties of Ti6Al4V alloys fabricated by additive friction stir deposition. Addit. Manuf. Lett. 2022, 2, 100034. [Google Scholar] [CrossRef]
- Agrawal, P.; Haridas, R.S.; Yadav, S.; Thapliyal, S.; Gaddam, S.; Verma, R.; Mishra, R.S. Processing-structure-property correlation in additive friction stir deposited Ti-6Al-4V alloy from recycled metal chips. Addit. Manuf. 2021, 47, 102259. [Google Scholar] [CrossRef]
- Robinson, T.W.; Williams, M.B.; Rao, H.M.; Kinser, R.P.; Allison, P.G.; Jordon, J.B. Microstructural and Mechanical Properties of a Solid-State Additive Manufactured Magnesium Alloy. J. Manuf. Sci. Eng. 2022, 144, 061013. [Google Scholar] [CrossRef]
- Griffiths, R.J.; Garcia, D.; Song, J.; Vasudevan, V.K.; Steiner, M.A.; Cai, W.; Yu, H.Z. Solid-state additive manufacturing of aluminum and copper using additive friction stir deposition: Process-microstructure linkages. Materialia 2021, 15, 100967. [Google Scholar] [CrossRef]
- Agrawal, P.; Haridas, R.S.; Agrawal, P.; Mishra, R.S. Deformation based additive manufacturing of a metastable high entropy alloy via Additive friction stir deposition. Addit. Manuf. 2022, 60, 103282. [Google Scholar] [CrossRef]
- McClelland, Z.; Dunsford, K.; Williams, B.; Petersen, H.; Devami, K.; Weaver, M.; Jordan, J.B.; Allison, P.G. Microstructure and Mechanical Behavior Comparison between Cast and Additive Friction Stir-Deposited High-Entropy Alloy Al0.35CoCrFeNi. Materials 2024, 17, 910. [Google Scholar] [CrossRef] [PubMed]
- Gor, M.; Barnett, M.; Fabijanic, D.; Bhattacharjee, P.P. Additive friction stir deposition of super duplex stainless steel: Microstructure and mechanical properties. Addit. Manuf. Lett. 2024, 9, 100204. [Google Scholar] [CrossRef]
- Beladi, H.; Farabi, E.; Hodgson, P.D.; Barnett, M.R.; Rohrer, G.S.; Fabijanic, D. Microstructure evolution of 316L stainless steel during solid-state additive friction stir deposition. Philos. Mag. 2022, 102, 618–633. [Google Scholar] [CrossRef]
- Alam, C.S.; Ahmed, R.U.; Rahman, M.S. Tensile and Fatigue Response of Steel Parts Fabricated by the Additive Friction-Stir Deposition Process. In Micro- and Nano-Systems Engineering and Packaging; American Society of Mechanical Engineers: New York, NY, USA, 2023; Volume 12. [Google Scholar] [CrossRef]
- Liu, J.; Wen, P. Metal vaporization and its influence during laser powder bed fusion process. Mater. Des. 2022, 215, 110505. [Google Scholar] [CrossRef]
- Sola, A.; Nouri, A. Microstructural porosity in additive manufacturing: The formation and detection of pores in metal parts fabricated by powder bed fusion. J. Adv. Manuf. Process. 2019, 1, e10021. [Google Scholar] [CrossRef]
- Beck, S.C.; Williamson, C.J.; Kinser, R.P.; Rutherford, B.A.; Williams, M.B.; Phillips, B.J.; Doherty, K.J.; Allison, P.G.; Jordon, J.B. Examination of microstructure and mechanical properties of direct additive recycling for Al-Mg-Mn alloy Machine chip waste. Mater. Des. 2023, 228, 111733. [Google Scholar] [CrossRef]
- Jordon, J.B.; Allison, P.G.; Phillips, B.J.; Avery, D.Z.; Kinser, R.P.; Brewer, L.N.; Cox, C.; Doherty, K. Direct recycling of machine chips through a novel solid-state additive manufacturing process. Mater. Des. 2020, 193, 108850. [Google Scholar] [CrossRef]
- Babaniaris, S.; Jiang, L.; Varma, R.K.; Farabi, E.; Dorin, T.; Barnett, M.; Fabijanic, D. Precipitation in AA6063 produced from swarf using additive friction stir deposition. Addit. Manuf. Lett. 2022, 3, 100096. [Google Scholar] [CrossRef]
- Qiao, Q.; Zhou, M.; Gong, X.; Jiang, S.; Lin, Y.; Wang, H.; Lam, W.I.; Qian, H.; Guo, D.; Zhang, D.; et al. In-situ monitoring of additive friction stir deposition of AA6061: Effect of layer thickness on the microstructure and mechanical properties. Addit. Manuf. 2024, 84, 104141. [Google Scholar] [CrossRef]
- Tang, W.; Yang, X.; Luo, T.; Wang, R.; Gu, C. Precipitation behavior and strengthening-toughening mechanism of additive friction stir-deposited Al–Mg–Si–Cu alloy. Addit. Manuf. 2023, 76, 103785. [Google Scholar] [CrossRef]
- Ghadimi, H.; Ding, H.; Emanet, S.; Talachian, M.; Cox, C.; Eller, M.; Guo, S. Hardness Distribution of Al2050 Parts Fabricated Using Additive Friction Stir Deposition. Materials 2023, 16, 1278. [Google Scholar] [CrossRef] [PubMed]
- Garcia, D.; Hartley, W.D.; Rauch, H.A.; Griffiths, R.J.; Wang, R.; Kong, Z.J.; Zhu, Y.; Yu, H.Z. In situ investigation into temperature evolution and heat generation during additive friction stir deposition: A comparative study of Cu and Al-Mg-Si. Addit. Manuf. 2020, 34, 101386. [Google Scholar] [CrossRef]
- Phillips, B.J.; Avery, D.Z.; Liu, T.; Rodriguez, O.L.; Mason, C.J.T.; Jordon, J.B.; Brewer, L.N.; Allison, P.G. Microstructure-deformation relationship of additive friction stir-deposition Al–Mg–Si. Materialia 2019, 7, 100387. [Google Scholar] [CrossRef]
- Hillel, G.; Kalabukhov, S.; Frage, N.; Zaretsky, E.; Meshi, L. Direct observation of initial stages of precipitation hardening process in commercial Al 6061 alloy. J. Mater. Sci. 2022, 57, 10395–10406. [Google Scholar] [CrossRef]
- Bardel, D.; Perez, M.; Nelias, D.; Deschamps, A.; Hutchinson, C.R.; Maisonnette, D.; Chaise, T.; Garnier, J.; Bourlier, F. Coupled precipitation and yield strength modelling for non-isothermal treatments of a 6061 aluminium alloy. Acta Mater. 2014, 62, 129–140. [Google Scholar] [CrossRef]
- MELD Company Website, Applications of MELD Technology. Available online: https://www.meldmanufacturing.com/applications/ (accessed on 5 April 2024).
- MELD Manufacturing and Team Win Mil AM 2024 Technical Achievement Award in 3D Printing Innovation. Available online: https://www.meldmanufacturing.com/meld-manufacturing-and-team-win-mil-am-2024-technical-achievement-award-in-3d-printing-innovation-2/ (accessed on 5 April 2024).
- Wang, H.; Du, W.; Zhao, Y.; Wang, Y.; Hao, R.; Yang, M. Joints for treelike column structures based on generative design and additive manufacturing. J. Constr. Steel Res. 2021, 184, 106794. [Google Scholar] [CrossRef]
- Loss, C.; Piazza, M.; Zandonini, R. Connections for steel–timber hybrid prefabricated buildings. Part I: Experimental tests. Constr. Build. Mater. 2016, 122, 781–795. [Google Scholar] [CrossRef]
- Ikushima, K.; Itoh, S.; Shibahara, M. Numerical Analysis of Welding Deformation for Large-Scale Structure. Q. J. Jpn. Weld. Soc. 2013, 31, 138s–142s. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress. Part 2—Nature and origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Zhu, N.; Avery, D.Z.; Chen, Y.; An, K.; Jordon, J.B.; Allison, P.G.; Brewer, L.N. Residual Stress Distributions in AA6061 Material Produced by Additive Friction Stir Deposition. J. Mater. Eng. Perform. 2023, 32, 5535–5544. [Google Scholar] [CrossRef]
- Yakubov, V.; Ostergaard, H.; Bhagavath, S.; Leung, C.L.A.; Hughes, J.; Yasa, E.; Khezri, M.; Loschke, S.K.; Li, Q.; Paradowska, A.M. Hardness distribution and defect formation in aluminium alloys fabricated via additive friction stir deposition (AFSD). In Proceedings of the 11th Australasian Congress on Applied Mechanics (ACAM2024), Brisbane, Australia, 7–9 February 2024; Engineers Australia: Brisbane, Australia, 2024; pp. 244–251. [Google Scholar]
- ASTM E92-17; Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2023. [CrossRef]
- Zeng, C.; Ghadimi, H.; Ding, H.; Nemati, S.; Garbie, A.; Raush, J.; Guo, S. Microstructure Evolution of Al6061 Alloy Made by Additive Friction Stir Deposition. Materials 2022, 15, 3676. [Google Scholar] [CrossRef] [PubMed]
- Hamade, R.F.; Baydoun, A.M.R. Nondestructive detection of defects in friction stir welded lap joints using computed tomography. Mater. Des. 2019, 162, 10–23. [Google Scholar] [CrossRef]
- Delgado, M.; Flores, R.; Santana, C.; Reyes-Osorio, L. Inspection of defects in friction stir welded Al-7075 T6 alloy. Nondestruct. Test. Eval. 2024, 39, 276–292. [Google Scholar] [CrossRef]
- Fraser, K.; Kiss, L.; St-Georges, L.; Drolet, D. Optimization of Friction Stir Weld Joint Quality Using a Meshfree Fully-Coupled Thermo-Mechanics Approach. Metals 2018, 8, 101. [Google Scholar] [CrossRef]
- Flint, T.F.; Francis, J.A.; Smith, M.C. A semi-analytical solution for the transient temperature field generated by a volumetric heat source developed for the simulation of friction stir welding. Int. J. Therm. Sci. 2019, 138, 586–595. [Google Scholar] [CrossRef]
- Yusuf, N.K.; Lajis, M.A.; Ahmad, A. Hot Press as a Sustainable Direct Recycling Technique of Aluminium: Mechanical Properties and Surface Integrity. Materials 2017, 10, 902. [Google Scholar] [CrossRef]
- Keerthipalli, T.; Aepuru, R.; Biswas, A. Review on precipitation, intermetallic and strengthening of aluminum alloys. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2023, 237, 833–850. [Google Scholar] [CrossRef]
- Remøe, M.S.; Marthinsen, K.; Westermann, I.; Pedersen, K.; Røyset, J.; Marioara, C. The effect of alloying elements on the ductility of Al-Mg-Si alloys. Mater. Sci. Eng. A 2017, 693, 60–72. [Google Scholar] [CrossRef]
- Tang, W.; Yang, X.; Tian, C.; Xu, Y. Interfacial grain structure, texture and tensile behavior of multilayer deformation-based additively manufactured Al 6061 alloy. Mater. Charact. 2023, 196, 112646. [Google Scholar] [CrossRef]
- Thangaraju, S.; Heilmaier, M.; Murty, B.S.; Vadlamani, S.S. On the Estimation of True Hall–Petch Constants and Their Role on the Superposition Law Exponent in Al Alloys. Adv. Eng. Mater. 2012, 14, 892–897. [Google Scholar] [CrossRef]
- Qiao, Q.; Wang, L.; Tam, C.W.; Gong, X.; Dong, X.; Lin, Y.; Lam, W.I.; Qian, H.; Guo, D.; Zhang, D.; et al. In-situ monitoring of additive friction stir deposition of AA6061: Effect of rotation speed on the microstructure and mechanical properties. Mater. Sci. Eng. A 2024, 902, 146620. [Google Scholar] [CrossRef]
- Ghadimi, H.; Talachian, M.; Ding, H.; Emanet, S.; Guo, S. The Effects of Layer Thickness on the Mechanical Properties of Additive Friction Stir Deposition-Fabricated Aluminum Alloy 6061 Parts. Metals 2024, 14, 101. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, H. Mathematical model and optimization for underwater friction stir welding of a heat-treatable aluminum alloy. Mater. Des. 2013, 45, 206–211. [Google Scholar] [CrossRef]
- Hajinezhad, M.; Azizi, A. Numerical analysis of effect of coolant on the transient temperature in underwater friction stir welding of Al6061-T6. Int. J. Adv. Manuf. Technol. 2016, 83, 1241–1252. [Google Scholar] [CrossRef]
- Chen, G.; Wu, K.; Wang, Y.; Sun, Y.; Wang, X.; Zhu, Z.; Hu, F. Quantitative study on the correlation between microstructure and mechanical properties of additive friction stir deposited 6061-T6 Al-Mg-Si alloy. J. Mater. Res. Technol. 2023, 25, 6725–6736. [Google Scholar] [CrossRef]
- Avery, D.Z.; Cleek, C.E.; Phillips, B.J.; Rekha, M.Y.; Kinser, R.P.; Rao, H.M.; Brewer, L.N.; Allison, P.G.; Jordon, J.B. Evaluation of Microstructure and Mechanical Properties of Al-Zn-Mg-Cu Alloy Repaired via Additive Friction Stir Deposition. J. Eng. Mater. Technol. 2022, 144, 031003. [Google Scholar] [CrossRef]
- Lombardi, A.; Sediako, D.; Ravindran, C.; MacKay, R. In situ neutron diffraction analysis of stress-free d-spacing during solution heat treatment of modified 319 Al alloy engine blocks. Can. Met. Q. 2015, 54, 30–37. [Google Scholar] [CrossRef]
- Vashista, M.; Paul, S. Correlation between full width at half maximum (FWHM) of XRD peak with residual stress on ground surfaces. Philos. Mag. 2012, 92, 4194–4204. [Google Scholar] [CrossRef]
- Paradowska, A.M.; Price, J.W.H.; Finlayson, T.R.; Lienert, U.; Ibrahim, R. Comparison of Neutron and Synchrotron Diffraction Measurements of Residual Stress in Bead-on-Plate Weldments. J. Press. Vessel. Technol. 2010, 132, 011502. [Google Scholar] [CrossRef]
- Perry, M.E.J.; Griffiths, R.J.; Garcia, D.; Sietins, J.M.; Zhu, Y.; Yu, H.Z. Morphological and microstructural investigation of the non-planar interface formed in solid-state metal additive manufacturing by additive friction stir deposition. Addit. Manuf. 2020, 35, 101293. [Google Scholar] [CrossRef]
- Yadav, V.K.; Gaur, V.; Singh, I. Combined effect of residual and mean stresses on fatigue behavior of welded aluminum 2024 alloy. Int. J. Fatigue 2022, 155, 106565. [Google Scholar] [CrossRef]
- Biallas, G. Effect of welding residual stresses on fatigue crack growth thresholds. Int. J. Fatigue 2013, 50, 10–17. [Google Scholar] [CrossRef]
- Kim, H.-J.; Tahk, Y.-W.; Jun, H.; Kong, E.-H.; Oh, J.-Y.; Yim, J.-S. Establishment of the design stress intensity value for the plate-type fuel assembly using a tensile test. Nucl. Eng. Technol. 2021, 53, 911–919. [Google Scholar] [CrossRef]
- Chen, L.; Li, Y.; Lu, L.; Yang, Z.; Ren, X.; Zhang, X. The effect of heat treatment on the microstructure and mechanical properties of multilayer AA6061 alloy fabricated by additive friction stir deposition. Mater. Today Commun. 2024, 38, 108078. [Google Scholar] [CrossRef]
- Robinson, J.S.; Pirling, T.; Truman, C.E.; Panzner, T. Residual stress relief in the aluminium alloy 7075. Mater. Sci. Technol. 2017, 33, 1765–1775. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone | 4 Passes | 7 Passes | 10 Passes | |||
|---|---|---|---|---|---|---|
| Area (mm2) | % of Total Area | Area (mm2) | % of Total Area | Area (mm2) | % of Total Area | |
| Defect free | 105.40 | 82.0 | 231.29 | 86.3 | 368.41 | 83.5 |
| Left-edge flash | 12.87 | 10.0 | 17.80 | 6.7 | 31.17 | 7.1 |
| Right-edge flash | 10.24 | 8.0 | 18.79 | 7.0 | 41.76 | 9.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yakubov, V.; Ostergaard, H.; Hughes, J.; Yasa, E.; Karpenko, M.; Proust, G.; Paradowska, A.M. Evolution of Material Properties and Residual Stress with Increasing Number of Passes in Aluminium Structure Printed via Additive Friction Stir Deposition. Materials 2024, 17, 3457. https://doi.org/10.3390/ma17143457
Yakubov V, Ostergaard H, Hughes J, Yasa E, Karpenko M, Proust G, Paradowska AM. Evolution of Material Properties and Residual Stress with Increasing Number of Passes in Aluminium Structure Printed via Additive Friction Stir Deposition. Materials. 2024; 17(14):3457. https://doi.org/10.3390/ma17143457
Chicago/Turabian StyleYakubov, Vladislav, Halsey Ostergaard, James Hughes, Evren Yasa, Michail Karpenko, Gwénaëlle Proust, and Anna M. Paradowska. 2024. "Evolution of Material Properties and Residual Stress with Increasing Number of Passes in Aluminium Structure Printed via Additive Friction Stir Deposition" Materials 17, no. 14: 3457. https://doi.org/10.3390/ma17143457
APA StyleYakubov, V., Ostergaard, H., Hughes, J., Yasa, E., Karpenko, M., Proust, G., & Paradowska, A. M. (2024). Evolution of Material Properties and Residual Stress with Increasing Number of Passes in Aluminium Structure Printed via Additive Friction Stir Deposition. Materials, 17(14), 3457. https://doi.org/10.3390/ma17143457