
Unraveling Residual Stress Distribution Characteristics of 6061-T6 Aluminum Alloy Induced by Laser Shock Peening

Abstract
:1. Introduction
2. Materials and Methods
2.1. Laser Shock Peening
2.2. Surface Topography and Residual Stress Measurement
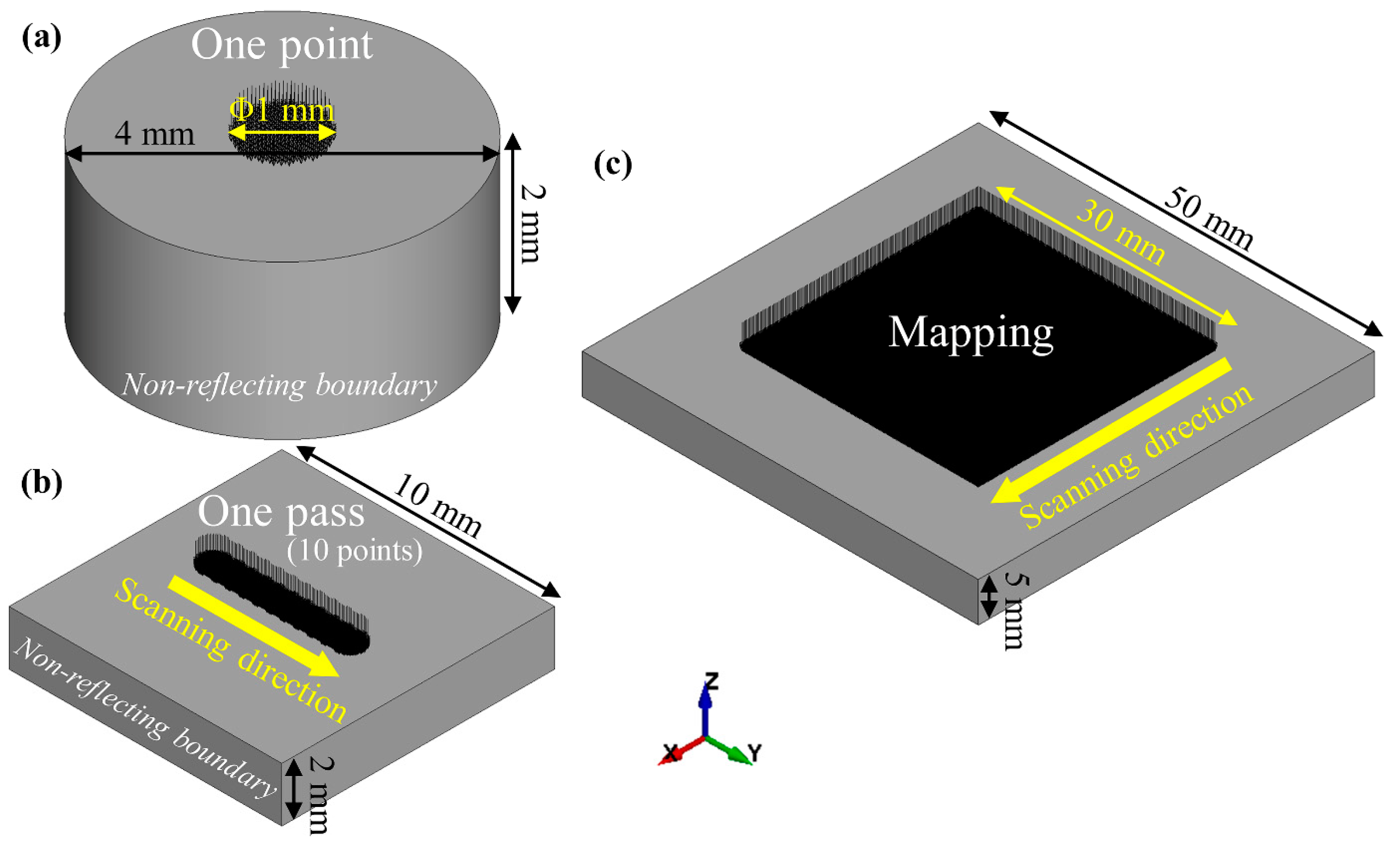
3. Numerical Framework
3.1. Shock Wave Modeling
3.2. Material Modeling
4. Results and Discussion
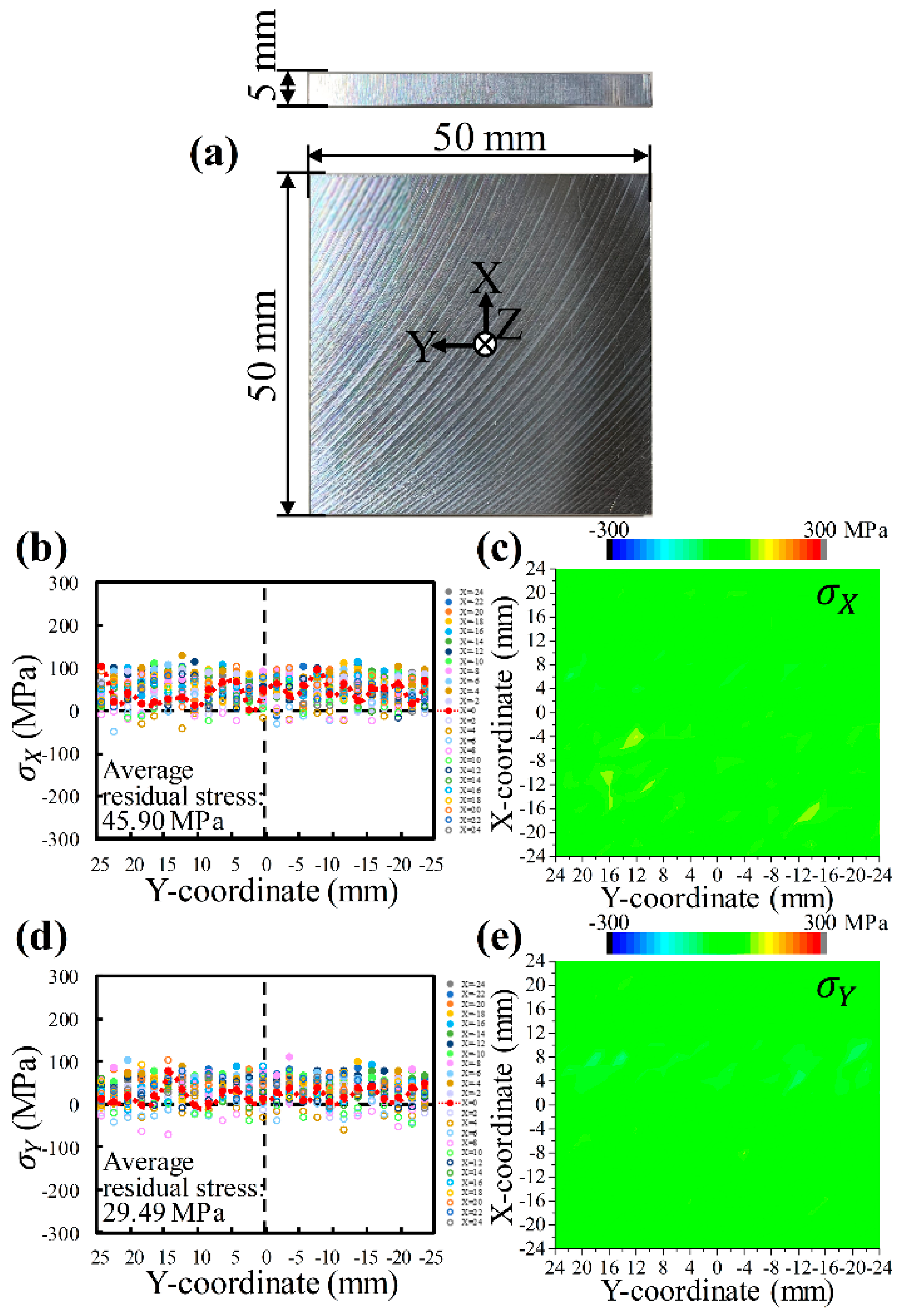
4.1. Distribution Characteristics of Laser Shock Peening-Induced Residual Stresses
4.2. Influences of Laser Shock Peening Coverage and Energy
4.3. Residual Stress Dependence on Scanning Path
4.3.1. Singe-Pass Scanning
4.3.2. Mapping Scanning
5. Conclusions
- (1)
- Measurement results indicate that LSP enables notable compressive residual stresses on specimen surfaces without visible deformations. Nevertheless, the induced compressive residual stresses are anisotropic. The zigzag scanning path gives the LSP-treated surface a fish-scale-like appearance.
- (2)
- The individual influences of LSP coverage and energy are illustrated by modeling. Both increases contribute to the induced compressive residual stresses. However, the greater the coverage, the longer it takes to scan. Excessive LSP energy reduces the surface compressive residual stress. Choosing appropriate process parameters is critical to balancing LSP efficiency and effectiveness.
- (3)
- LSP-induced residual stress anisotropy is closely related to the scanning path. Residual stresses are significantly higher in the scanning direction for one-pass LSP and in the jump direction for mapping LSP. The main reason is that the residual stresses are overlapped by subsequent LSP processing. It identifies the key role of the scanning path for residual stress anisotropy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Salimianrizi, A.; Foroozmehr, E.; Badrossamay, M.; Farrokhpour, H. Effect of laser shock peening on surface properties and residual stress of Al6061-T6. Opt. Lasers Eng. 2016, 77, 112–117. [Google Scholar] [CrossRef]
- Maawad, E.; Sano, Y.; Wagner, L.; Brokmeier, H.G.; Genzel, C. Investigation of laser shock peening effects on residual stress state and fatigue performance of titanium alloys. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2012, 536, 82–91. [Google Scholar] [CrossRef]
- Kalentics, N.; Boillat, E.; Peyre, P.; Ćirić-Kostić, S.; Bogojević, N.; Logé, R.E. Tailoring residual stress profile of selective laser melted parts by laser shock peening. Addit. Manuf. 2017, 16, 90–97. [Google Scholar] [CrossRef]
- Pan, X.; Zhou, L.; Wang, C.; Yu, K.; Zhu, Y.; Yi, M.; Wang, L.; Wen, S.; He, W.; Liang, X. Microstructure and residual stress modulation of 7075 aluminum alloy for improving fatigue performance by laser shock peening. Int. J. Mach. Tools Manuf. 2023, 184, 103979. [Google Scholar] [CrossRef]
- Liao, Y.; Ye, C.; Cheng, G.J. A review: Warm laser shock peening and related laser processing technique. Opt. Laser Technol. 2016, 78, 15–24. [Google Scholar] [CrossRef]
- He, D.; Li, L.; Guo, W.; He, G.; Peng, P.; Shao, T.; Huan, H.; Zhang, G.; Han, G.; Yan, J. Improvement in oxidation resistance of Ti2AlNb alloys at high temperatures by laser shock peening. Corros. Sci. 2021, 184, 109364. [Google Scholar] [CrossRef]
- Kanjer, A.; Lavisse, L.; Optasanu, V.; Berger, P.; Gorny, C.; Peyre, P.; Herbst, F.; Heintz, O.; Geoffroy, N.; Montesin, T.; et al. Effect of laser shock peening on the high temperature oxidation resistance of titanium. Surf. Coat. Technol. 2017, 326, 146–155. [Google Scholar] [CrossRef]
- Zhang, C.; Dong, Y.; Ye, C. Recent developments and novel applications of laser shock peening: A review. Adv. Eng. Mater. 2021, 23, 2001216. [Google Scholar] [CrossRef]
- Zhang, X.; Xia, M.; Zhang, C.; Hu, Y. Multistage laser shock improves surface structural properties of aluminum alloy. Int. J. Mech. Sci. 2023, 245, 108101. [Google Scholar] [CrossRef]
- Pavan, M.; Furfari, D.; Ahmad, B.; Gharghouri, M.A.; Fitzpatrick, M.E. Fatigue crack growth in a laser shock peened residual stress field. Int. J. Fatigue 2019, 123, 157–167. [Google Scholar] [CrossRef]
- Aerospace Manufacturing. New €2.6m Laser Shock Peening Facility Opens in Hamburg. 2023. Available online: https://www.aero-mag.com/zal-center-for-applied-aeronautical-research-laser-shock-peening/ (accessed on 7 December 2023).
- Ganesh, P.; Sundar, R.; Kumar, H.; Kaul, R.; Ranganathan, K.; Hedaoo, P.; Tiwari, P.; Kukreja, L.M.; Oak, S.M.; Dasari, S.; et al. Studies on laser peening of spring steel for automotive applications. Opt. Lasers Eng. 2012, 50, 678–686. [Google Scholar] [CrossRef]
- Shen, X.; Shukla, P.; Subramaniyan, A.K.; Zammit, A.; Swanson, P.; Lawrence, J. Fitzpatrick ME. Residual stresses induced by laser shock peening in orthopaedic Ti-6Al-7Nb alloy. Opt. Laser Technol. 2020, 131, 106446. [Google Scholar] [CrossRef]
- Vishnu, J.; Ansheed, A.R.; Hameed, P.; Praveenkumar, K.; Pilz, S.; Alberta, L.A.; Swaroop, S.; Calin, M.; Gebert, A.; Manivasagam, G. Insights into the surface and biocompatibility aspects of laser shock peened Ti-22Nb alloy for orthopedic implant applications. Appl. Surf. Sci. 2022, 586, 152816. [Google Scholar] [CrossRef]
- Khandaker, M.; Riahinezhad, S.; Sultana, F.; Vaughan, M.B.; Knight, J.; Morris, T.L. Peen treatment on a titanium implant: Effect of roughness, osteoblast cell functions, and bonding with bone cement. Int. J. Nanomed. 2016, 11, 585–595. [Google Scholar] [CrossRef]
- Wan, Z.; Dai, W.; Guo, W.; Jia, Q.; Zhang, H.; Xue, J.; Lin, L.; Peng, P. Improved corrosion resistance of Ni-base alloy 600 welded joint by laser shock peening. J. Manuf. Process. 2022, 80, 718–728. [Google Scholar] [CrossRef]
- Sano, Y. Quarter century development of laser peening without coating. Metals 2020, 10, 152. [Google Scholar] [CrossRef]
- Rondepierre, A.; Ünaldi, S.; Rouchausse, Y.; Videau, L.; Fabbro, R.; Casagrande, O.; Simon-Boisson, C.; Besaucéle, H.; Castelnau, O.; Berthe, L. Beam size dependency of a laser-induced plasma in confined regime: Shortening of the plasma release. Influence on pressure and thermal loading. Opt. Laser Technol. 2021, 135, 106689. [Google Scholar] [CrossRef]
- Glaser, D.; Newby, M.; Polese, C.; Berthe, L.; Venter, A.M.; Marais, D.; Nobre, J.P.; Styger, G.; Paddea, S.; van Staden, S.N. Evaluation of residual stresses introduced by laser shock peening in steel using different measurement techniques. Mech. Stress Eval. Neutrons Synchrotron Radiat. 2018, 4, 45–50. [Google Scholar]
- Zabeen, S.; Preuss, M.; Withers, P.J. Evolution of a laser shock peened residual stress field locally with foreign object damage and subsequent fatigue crack growth. Acta Mater. 2015, 83, 216–226. [Google Scholar] [CrossRef]
- Trdan, U.; Porro, J.A.; Ocaña, J.L.; Grum, J. Laser shock peening without absorbent coating (LSPwC) effect on 3D surface topography and mechanical properties of 6082-T651 Al alloy. Surf. Coat. Technol. 2012, 208, 109–116. [Google Scholar] [CrossRef]
- Lu, G.; Sokol, D.W.; Zhang, Y.; Dulaney, J.L. Nanosecond pulsed laser-generated stress effect inducing macro-micro-nano structures and surface topography evolution. Appl. Mater. Today 2019, 15, 171–184. [Google Scholar] [CrossRef]
- Zhang, X.C.; Zhang, Y.K.; Lu, J.Z.; Xuan, F.Z.; Wang, Z.D.; Tu, S.T. Improvement of fatigue life of Ti–6Al–4V alloy by laser shock peening. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2010, 527, 3411–3415. [Google Scholar] [CrossRef]
- Dwivedi, P.K.; Vinjamuri, R.; Rai, A.K.; Ganesh, P.; Ranganathan, K.; Bindra, K.S.; Dutta, K. Effect of laser shock peening on ratcheting strain accumulation, fatigue life and bulk texture evolution in HSLA steel. Int. J. Fatigue 2022, 163, 107033. [Google Scholar] [CrossRef]
- Cellard, C.; Retraint, D.; François, M.; Rouhaud, E.; Le Saunier, D. Laser shock peening of Ti-17 titanium alloy: Influence of process parameters. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2012, 532, 362–372. [Google Scholar] [CrossRef]
- Warren, A.W.; Guo, Y.B.; Chen, S.C. Massive parallel laser shock peening: Simulation, analysis, and validation. Int. J. Fatigue 2008, 30, 188–197. [Google Scholar] [CrossRef]
- Bikdeloo, R.; Farrahi, G.H.; Mehmanparast, A.; Mahdavi, S.M. Multiple laser shock peening effects on residual stress distribution and fatigue crack growth behaviour of 316L stainless steel. Theor. Appl. Fract. Mech. 2020, 105, 102429. [Google Scholar] [CrossRef]
- Keller, S.; Horstmann, M.; Kashaev, N.; Klusemann, B. Experimentally validated multi-step simulation strategy to predict the fatigue crack propagation rate in residual stress fields after laser shock peening. Int. J. Fatigue 2019, 124, 265–276. [Google Scholar] [CrossRef]
- Brockman, R.A.; Braisted, W.R.; Olson, S.E.; Tenaglia, R.D.; Clauer, A.H.; Langer, K.; Shepard, M.J. Prediction and characterization of residual stresses from laser shock peening. Int. J. Fatigue 2012, 36, 96–108. [Google Scholar] [CrossRef]
- Zhao, J.; Pan, X.; Li, J.; Huang, Z.; Kan, Q.; Kang, G.; Zhou, L.; Zhang, X. Laser shock peened Ti-6Al-4V alloy: Experiments and modeling. Int. J. Mech. Sci. 2022, 213, 106874. [Google Scholar] [CrossRef]
- Zhang, Z.; Fu, X.; Cao, Z.; Zhou, W. Investigation on the deformation progress and residual stress of Ti-6Al-4V alloy during laser shock peening. Opt. Laser Technol. 2024, 174, 110643. [Google Scholar] [CrossRef]
- Xu, G.; Lu, H.; Luo, K.; Dai, F.; Lu, J. Effects of surface curvature on residual stress field of 316L stainless steel subjected to laser shock peening. Opt. Laser Technol. 2021, 144, 107420. [Google Scholar] [CrossRef]
- Zhang, H.; Cai, Z.; Chi, J.; Sun, R.; Che, Z.; Zhang, H.; Guo, W. Fatigue crack growth in residual stress fields of laser shock peened Ti6Al4V titanium alloy. J. Alloy Comp. 2021, 887, 161427. [Google Scholar] [CrossRef]
- Sandmann, P.; Keller, S.; Kashaev, N.; Ghouse, S.; Hooper, P.A.; Klusemann, B.; Davies, C.M. Influence of laser shock peening on the residual stresses in additively manufactured 316L by Laser Powder Bed Fusion: A combined experimental–numerical study. Addit. Manuf. 2022, 60, 103204. [Google Scholar] [CrossRef]
- Chi, J.; Cai, Z.; Zhang, H.; Zhang, H.; Guo, W.; Wan, Z.; Han, G.; Peng, P.; Zeng, Z. Combining manufacturing of titanium alloy through direct energy deposition and laser shock peening processes. Mater. Des. 2021, 203, 109626. [Google Scholar] [CrossRef]
- Zhang, Z.; Kong, J.; Yue, X. Determination of in-plane residual stress and eigenstrain in laser peened thin sheet using unit pulse function and equilibrium constraint. Opt. Laser Technol. 2023, 161, 109209. [Google Scholar] [CrossRef]
- Adu-Gyamfi, S.; Ren, X.D.; Larson, E.A.; Ren, Y.; Tong, Z. The effects of laser shock peening scanning patterns on residual stress distribution and fatigue life of AA2024 aluminum alloy. Opt. Laser Technol. 2018, 108, 177–185. [Google Scholar] [CrossRef]
- Xu, G.; Luo, K.Y.; Dai, F.Z.; Lu, J.Z. Effects of scanning path and overlapping rate on residual stress of 316L stainless steel blade subjected to massive laser shock peening treatment with square spots. Appl. Surf. Sci. 2019, 481, 1053–1063. [Google Scholar] [CrossRef]
- Fabbro, R.; Fournier, J.; Ballard, P.; Devaux, D.; Virmont, J. Physical study of laser-produced plasma in confined geometry. J. Appl. Phys. 1990, 68, 775–784. [Google Scholar] [CrossRef]
- Sollier, A.; Berthe, L.; Fabbro, R. Numerical modeling of the transmission of breakdown plasma generated in water during laser shock processing. Eur. Phys. J.-Appl. Phys. 2001, 16, 131–139. [Google Scholar] [CrossRef]
- Berthe, L.; Sollier, A.; Peyre, P.; Fabbro, R.; Bartnicki, E. The generation of laser shock waves in a water-confinement regime with 50 ns and 150 ns XeCl excimer laser pulses. J. Phys. D Appl. Phys. 2000, 33, 2142. [Google Scholar] [CrossRef]
- Lin, J.; Ma, N.; Lei, Y.; Murakawa, H. Measurement of residual stress in arc welded lap joints by cosα X-ray diffraction method. J. Mater. Process. Technol. 2017, 243, 387–394. [Google Scholar] [CrossRef]
- Achintha, M.; Nowell, D. Eigenstrain modelling of residual stresses generated by laser shock peening. J. Mater. Process. Technol. 2011, 211, 1091–1101. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, N.; Takahashi, M.; Luo, X.; Li, C. Development of a material model for predicting extreme deformation and grain refinement during cold spraying. Acta Mater. 2020, 199, 326–339. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, N.; Luo, X.T.; Li, C.J. Towards better understanding supersonic impact-bonding behavior of cold sprayed 6061-T6 aluminum alloy based on a high-accuracy material model. Addit. Manuf. 2021, 48, 102469. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, N.; Luo, X.T.; Li, C.J. Capturing cold-spray bonding features of pure Cu from in situ deformation behavior using a high-accuracy material model. Surf. Coat. Technol. 2021, 413, 127087. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, N.; Shi, J.; Huang, W.; Luo, X.T.; Geng, P.; Zhang, M.; Zhang, X.C.; Li, C.J. Unraveling microforging principle during in situ shot-peening-assisted cold spray additive manufacturing aluminum alloy through a multi-physics framework. Mater. Des. 2023, 236, 112451. [Google Scholar] [CrossRef]
- Sano, Y.; Akita, K.; Sano, T. A mechanism for inducing compressive residual stresses on a surface by laser peening without coating. Metals 2020, 10, 816. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wavelength | Pulse Duration | Pulse Frequency | Pulse Energy |
|---|---|---|---|
| 532 nm | 8 ns | 10 Hz | ~500 mJ |
| Basic Properties | Symbols | AA6061-T6 |
|---|---|---|
| Young’s modulus | 68.9 GPa | |
| Poisson’s ratio | 0.33 | |
| Density | 2703 kg·m−3 | |
| Specific heat | 875 J·kg−1·°C−1 | |
| Fraction of plastic work converted into heat | 0.9 | |
| (Ma-Wang material model) | ||
| Strain hardening | 324 MPa | |
| 114 MPa | ||
| 0.42 | ||
| Full-range strain rate hardening | 0.001 s−1 | |
| 4.52 MPa | ||
| 0.65 MPa | ||
| 1.5 GPa | ||
| 200 s−1 | ||
| 22 MPa | ||
| Thermal softening/hardening | 25 °C | |
| 652 °C | ||
| 186.7 °C | ||
| 10.00 | ||
| 0.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Ge, Y.; Chen, J.; Suzuki, T.; Sagisaka, Y.; Ma, N. Unraveling Residual Stress Distribution Characteristics of 6061-T6 Aluminum Alloy Induced by Laser Shock Peening. Materials 2024, 17, 3484. https://doi.org/10.3390/ma17143484
Wang Q, Ge Y, Chen J, Suzuki T, Sagisaka Y, Ma N. Unraveling Residual Stress Distribution Characteristics of 6061-T6 Aluminum Alloy Induced by Laser Shock Peening. Materials. 2024; 17(14):3484. https://doi.org/10.3390/ma17143484
Chicago/Turabian StyleWang, Qian, Yaqiong Ge, Jingjia Chen, Tosei Suzuki, Yoshihiro Sagisaka, and Ninshu Ma. 2024. "Unraveling Residual Stress Distribution Characteristics of 6061-T6 Aluminum Alloy Induced by Laser Shock Peening" Materials 17, no. 14: 3484. https://doi.org/10.3390/ma17143484