

Achieving High Strength–Ductility Synergy in Low-Alloyed Mg–Li–Er Extrusion Alloys via Tailoring Bimodal-Grained Structure
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Microstructure Characterization
3.2. Tensile Mechanical Properties
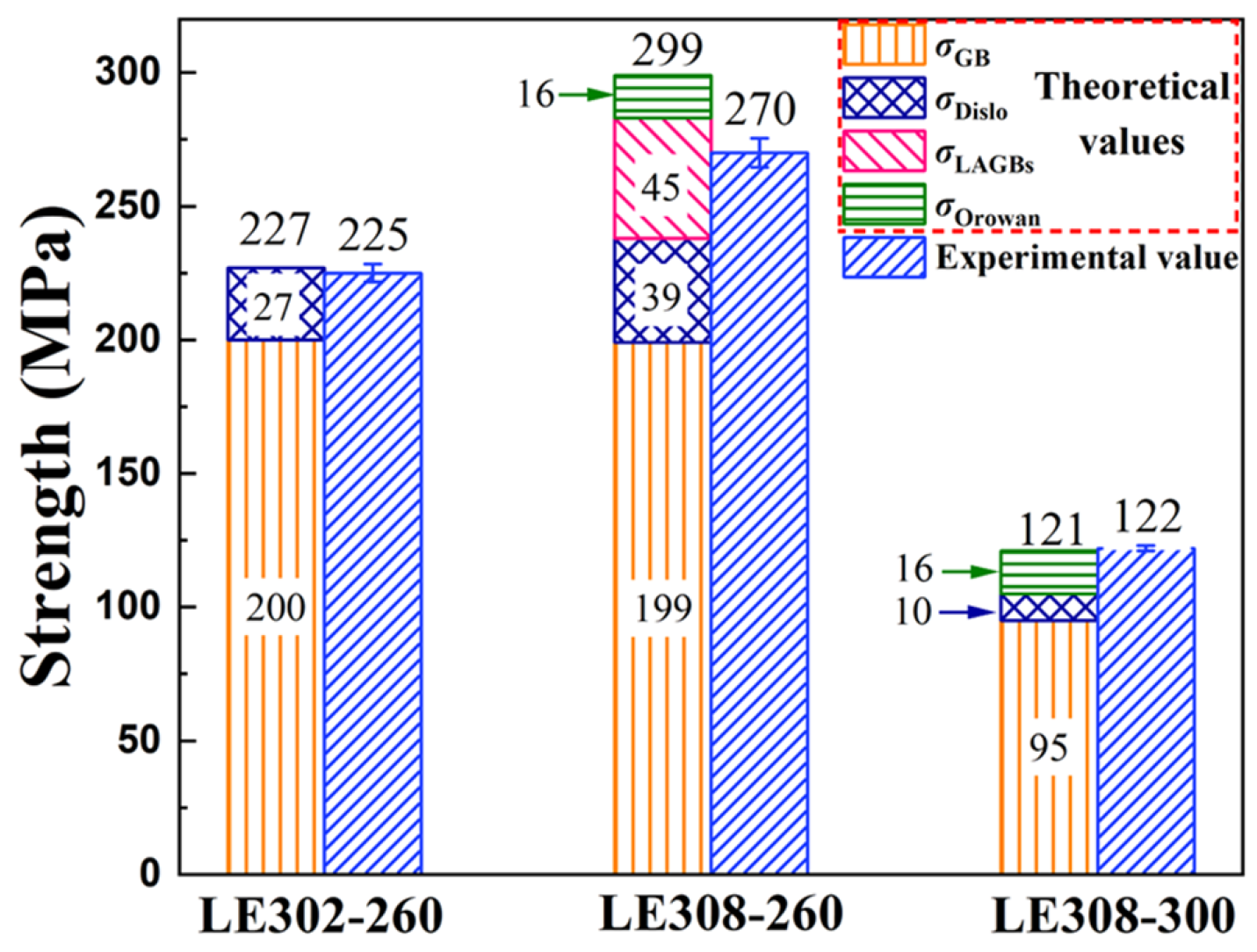
3.3. Strengthening Mechanisms
4. Conclusions
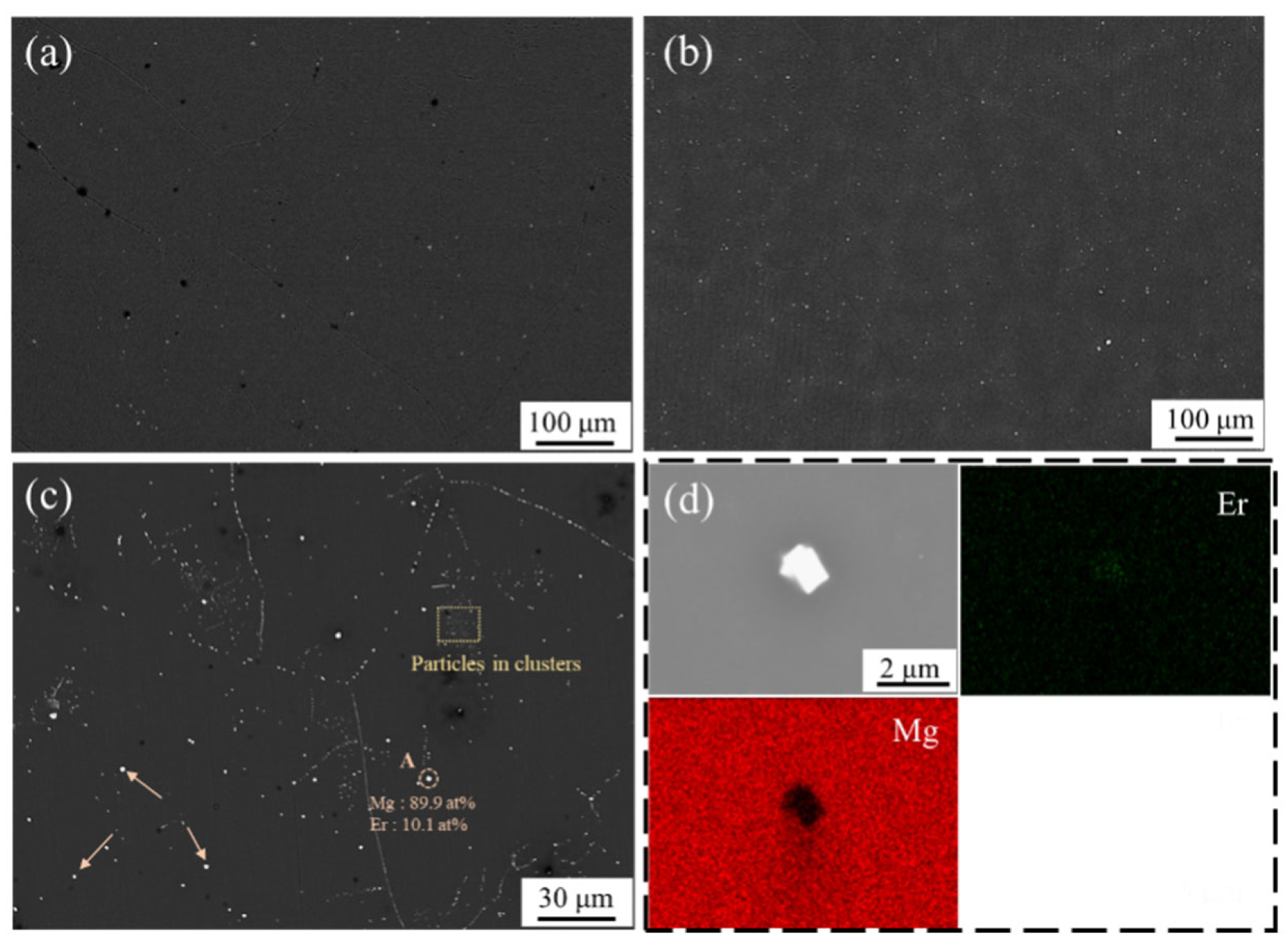
- Er existed in the α-Mg solid solution and in the form of a second phase. The second phase had two size scales, with the submicron particles forming clusters inside the grain and the coarse phase evenly distributed in the matrix. The Mg–3Li–0.2Er alloy was almost a single-phase α-Mg solid solution, while there were numerous submicron Mg24Er5 particles in the Mg–3Li–0.8Er alloy.
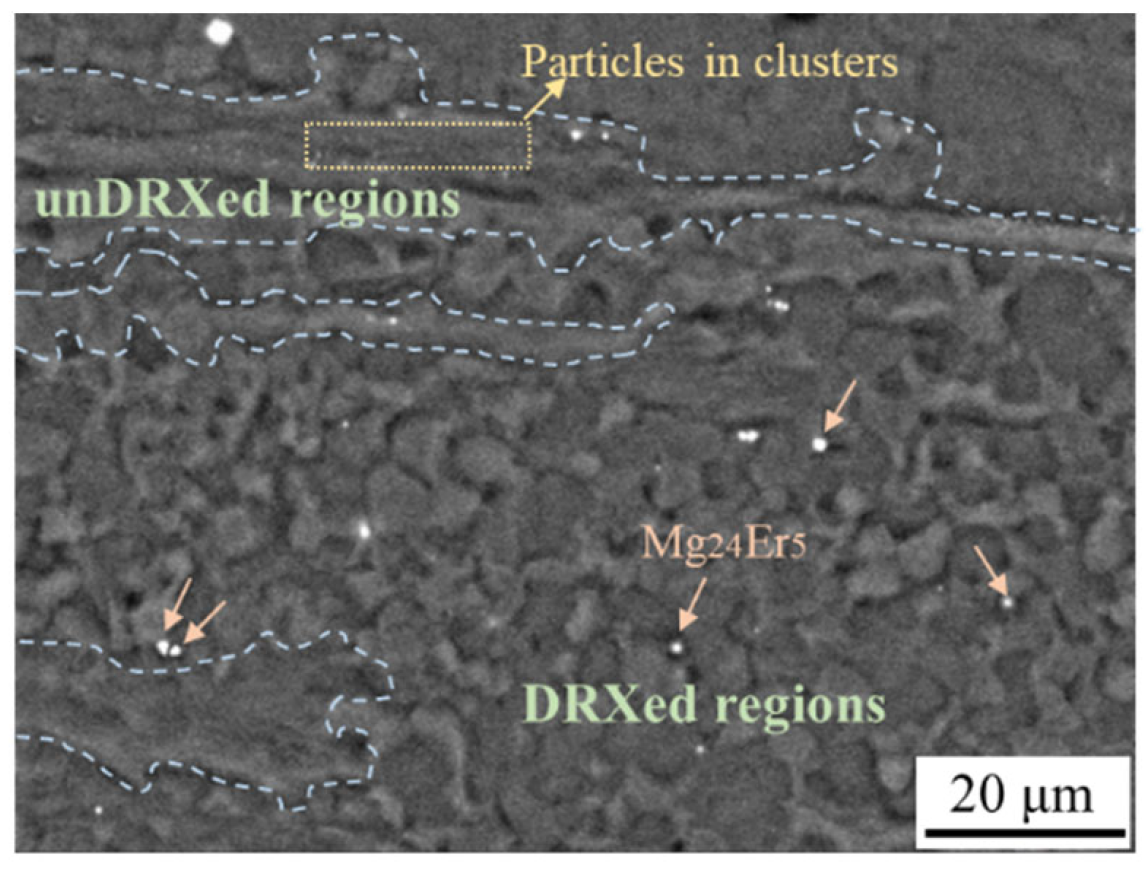
- Minor Er could significantly increase the density of LAGBs during the hot extrusion process and inhibit dynamic recrystallization via a pinning mechanism, which favors developing a bimodal-grained structure.
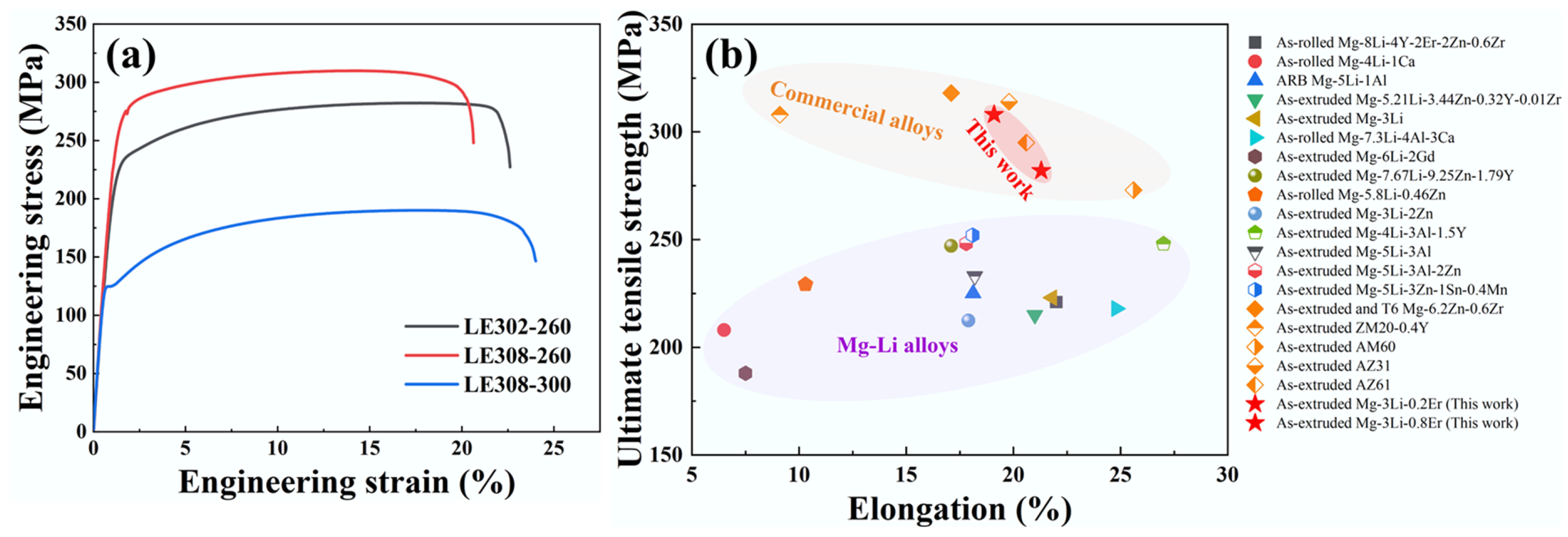
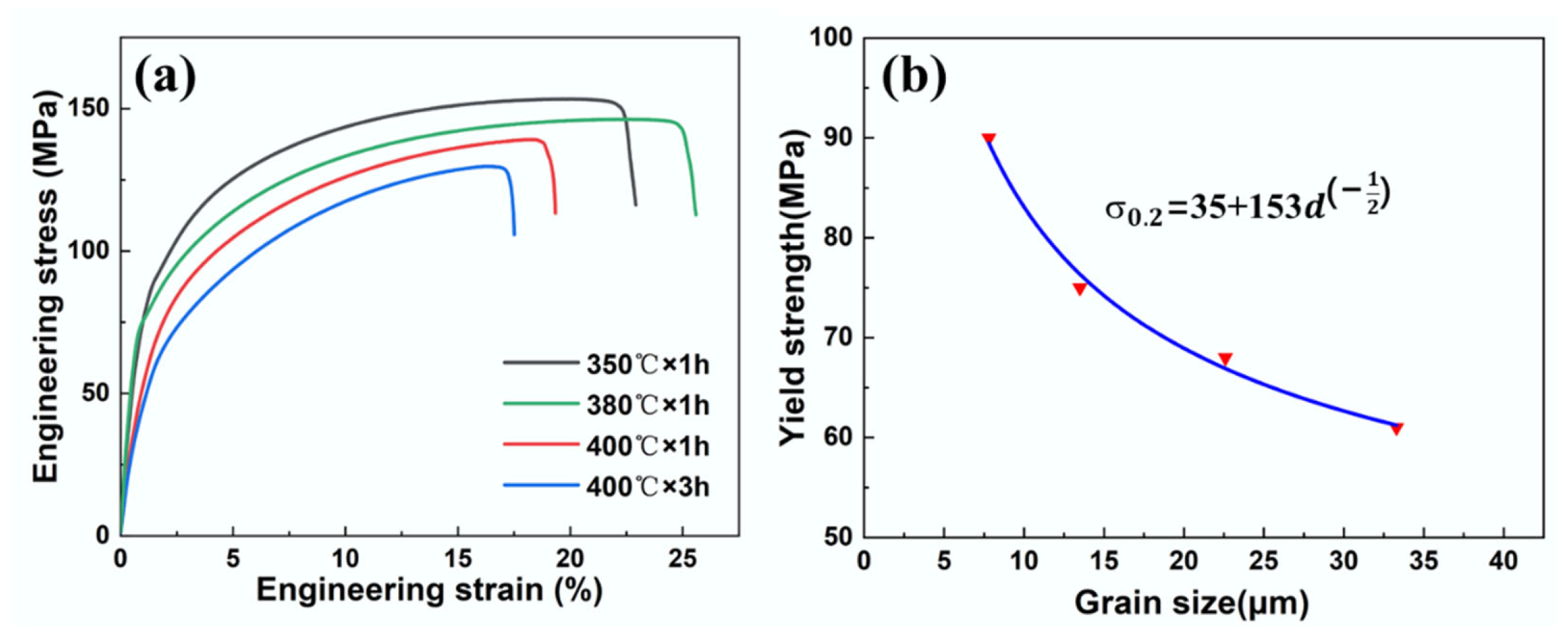
- The as-extruded Mg–3Li–xEr (x = 0.2, 0.8 wt%) alloys with a bimodal-grained structure displayed a good strength–ductility synergy, i.e., a tensile yield strength (TYS) of 270 MPa and an elongation (EL) of 19.1%, which is anticipated to make them suitable for making products for the automobile and electronic industries. Their underlying strength mechanism indicates that their high strength is attributed to the combined effect of the coarse unDRXed grains (CGs) with a strong basal texture and considerable LAGBs, as well as the fine DRXed grains (FGs) with excellent grain boundary strengthening.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zeng, Z.; Stanford, N.; Davies, C.H.J.; Nie, J.-F.; Birbilis, N. Magnesium extrusion alloys: A review of developments and prospects. Int. Mater. Rev. 2018, 64, 27–62. [Google Scholar] [CrossRef]
- Chaudry, U.M.; Hamad, K.; Kim, J.-G. On the ductility of magnesium based materials: A mini review. J. Alloys Compd. 2019, 792, 652–664. [Google Scholar] [CrossRef]
- Ganeshan, S.; Shang, S.L.; Wang, Y.; Liu, Z.K. Effect of alloying elements on the elastic properties of Mg from first-principles calculations. Acta Mater. 2009, 57, 3876–3884. [Google Scholar] [CrossRef]
- Zhao, J.; Fu, J.; Jiang, B.; Tang, A.; Sheng, H.; Yang, T.; Huang, G.; Zhang, D.; Pan, F. Influence of Li Addition on the Microstructures and Mechanical Properties of Mg–Li Alloys. Met. Mater. Int. 2019, 27, 1403–1415. [Google Scholar] [CrossRef]
- Xu, J.; Guan, B.; Xin, Y.; Huang, G.; Wu, P.; Liu, Q. Revealing the role of pyramidal <c + a> slip in the high ductility of Mg–Li alloy. J. Magnes. Alloys 2021, 12, 1021–1025. [Google Scholar]
- Peng, X.; Liu, W.; Wu, G.; Ji, H.; Ding, W. Plastic deformation and heat treatment of Mg-Li alloys: A review. J. Mater. Sci. Technol. 2022, 99, 193–206. [Google Scholar] [CrossRef]
- Tong, L.B.; Chu, J.H.; Sun, W.T.; Xu, C.; Zou, D.N.; Wang, K.S.; Kamado, S.; Zheng, M.Y. Achieving an ultra-high strength and moderate ductility in Mg–Gd–Y–Zn–Zr alloy via a decreased-temperature multi-directional forging. Mater. Charact. 2021, 171, 110804. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Wu, R.; Hou, L.; Zhang, M. Recent developments in high-strength Mg-RE-based alloys: Focusing on Mg–Gd and Mg–Y systems. J. Magnes. Alloys 2018, 6, 277–291. [Google Scholar] [CrossRef]
- Ji, H.; Liu, W.; Wu, G.; Ouyang, S.; Gao, Z.; Peng, X.; Ding, W. Influence of Er addition on microstructure and mechanical properties of as-cast Mg-10Li-5Zn alloy. Mater. Sci. Eng. A 2019, 739, 395–403. [Google Scholar] [CrossRef]
- Cao, P.; Zhang, M.; Han, W.; Yan, Y.; Wei, S.; Zheng, T. Electrochemical behaviour of erbium and preparation of Mg–Li–Er alloys by codeposition. J. Rare Earths 2011, 29, 763–767. [Google Scholar] [CrossRef]
- Muga, C.O.; Zhao, Y.; Guo, H.; Xu, S.; Zou, Y.; Zhang, Z.W. Addition of Holmium and Erbium and Hot-Rolling Effects on the Microstructure and Mechanical Properties of Mg–Li Based Alloys. In Magnesium Technology 2017; Solanki, K.N., Orlov, D., Singh, A., Neelameggham, N.R., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 463–470. [Google Scholar]
- Zhang, Z.; Zhang, J.; Xie, J.; Liu, S.; Fu, W.; Wu, R. Developing a Mg alloy with ultrahigh room temperature ductility via grain boundary segregation and activation of non-basal slips. Int. J. Plast. 2023, 162, 103548. [Google Scholar] [CrossRef]
- Tang, R.; Zhang, J.; Li, B.; Dong, Q. Developing a High Ductility Mg Alloy Via Non-basal Slips and Intergranular Coordination Induced by Li and Er Addition. Met. Mater. Int. 2024, 30, 1849–1863. [Google Scholar] [CrossRef]
- Yamasaki, M.; Hashimoto, K.; Hagihara, K.; Kawamura, Y. Effect of multimodal microstructure evolution on mechanical properties of Mg–Zn–Y extruded alloy. Acta Mater. 2011, 59, 3646–3658. [Google Scholar] [CrossRef]
- Chen, C.; Chen, J.; Yan, H.; Su, B.; Song, M.; Zhu, S. Dynamic precipitation, microstructure and mechanical properties of Mg–5Zn–1Mn alloy sheets prepared by high strain-rate rolling. Mater. Des. 2016, 100, 58–66. [Google Scholar] [CrossRef]
- Peng, P.; Tang, A.; She, J.; Zhang, J.; Zhou, S.; Song, K.; Pan, F. Significant improvement in yield stress of Mg–Gd–Mn alloy by forming bimodal grain structure. Mater. Sci. Eng. A 2021, 803, 140569. [Google Scholar] [CrossRef]
- Xu, C.; Zheng, M.Y.; Xu, S.W.; Wu, K.; Wang, E.D.; Kamado, S.; Wang, G.J.; Lv, X.Y. Ultra high-strength Mg–Gd–Y–Zn–Zr alloy sheets processed by large-strain hot rolling and ageing. Mater. Sci. Eng. A 2012, 547, 93–98. [Google Scholar] [CrossRef]
- Go, J.; Lee, J.U.; Yu, H.; Park, S.H. Influence of Bi addition on dynamic recrystallization and precipitation behaviors during hot extrusion of pure Mg. J. Mater. Sci. Technol. 2020, 44, 62–75. [Google Scholar] [CrossRef]
- Jin, S.-C.; Lee, J.U.; Go, J.; Yu, H.; Park, S.H. Effects of Sn addition on the microstructure and mechanical properties of extruded Mg–Bi binary alloy. J. Magnes. Alloys 2022, 10, 850–861. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Sun, H.-F.; Li, C.-J.; Fang, W.-B. Evolution of microstructure and mechanical properties of Mg–3.0Zn–0.2Ca–0.5Y alloy by extrusion at various temperatures. J. Mater. Process. Technol. 2016, 229, 633–640. [Google Scholar] [CrossRef]
- Li, Y.-K.; Zha, M.; Jia, H.-L.; Wang, S.-Q.; Zhang, H.-M.; Ma, X.; Tian, T.; Ma, P.-K.; Wang, H.-Y. Tailoring bimodal grain structure of Mg–9Al–1Zn alloy for strength-ductility synergy: Co-regulating effect from coarse Al2Y and submicron Mg17Al12 particles. J. Magnes. Alloys 2021, 9, 1556–1566. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Oxford, UK, 2004. [Google Scholar]
- Huang, K.; Marthinsen, K.; Zhao, Q.; Logé, R.E. The double-edge effect of second-phase particles on the recrystallization behaviour and associated mechanical properties of metallic materials. Prog. Mater. Sci. 2018, 92, 284–359. [Google Scholar] [CrossRef]
- Zeng, R.; Han, E.; Ke, W.; Dietzel, W.; Kainer, K.U.; Atrens, A. Influence of microstructure on tensile properties and fatigue crack growth in extruded magnesium alloy AM60. Int. J. Fatigue 2010, 32, 411–419. [Google Scholar] [CrossRef]
- Lee, D.H.; Lee, G.M.; Park, S.H. Difference in extrusion temperature dependences of microstructure and mechanical properties between extruded AZ61 and AZ91 alloys. J. Magnes. Alloys 2023, 11, 1683–1696. [Google Scholar] [CrossRef]
- Bhattacharjee, T.; Nakata, T.; Sasaki, T.T.; Kamado, S.; Hono, K. Effect of microalloyed Zr on the extruded microstructure of Mg–6.2Zn-based alloys. Scr. Mater. 2014, 90–91, 37–40. [Google Scholar] [CrossRef]
- Dong, H.; Pan, F.; Jiang, B.; Li, R.; Huang, X. Mechanical properties and deformation behaviors of hexagonal Mg–Li alloys. Mater. Des. (1980–2015) 2015, 65, 42–49. [Google Scholar] [CrossRef]
- Nene, S.S.; Kashyap, B.P.; Prabhu, N.; Estrin, Y.; Al-Samman, T. Microstructure refinement and its effect on specific strength and bio-corrosion resistance in ultralight Mg–4Li–1Ca (LC41) alloy by hot rolling. J. Alloys Compd. 2014, 615, 501–506. [Google Scholar] [CrossRef]
- Chang, L.-l.; Guo, J.; Su, X.-j. Effect of Y on microstructure evolution and mechanical properties of Mg−4Li−3Al alloys. Trans. Nonferrous Met. Soc. China 2021, 31, 3691–3702. [Google Scholar] [CrossRef]
- Li, C.; He, Y.; Huang, H. Effect of lithium content on the mechanical and corrosion behaviors of HCP binary Mg–Li alloys. J. Magnes. Alloys 2021, 9, 569–580. [Google Scholar] [CrossRef]
- Wu, H.; Wang, T.; Wu, R.; Hou, L.; Zhang, J.; Li, X.; Zhang, M. Microstructure and mechanical properties of Mg–5Li–1Al sheets processed by cross accumulative roll bonding. J. Manuf. Process. 2019, 46, 139–146. [Google Scholar] [CrossRef]
- Kim, Y.-H.; Kim, J.-H.; Yu, H.-S.; Choi, J.-W.; Son, H.-T. Microstructure and mechanical properties of Mg–xLi–3Al–1Sn–0.4Mn alloys (x = 5, 8 and 11wt%). J. Alloys Compd. 2014, 583, 15–20. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, R.; Peng, C.; Feng, Y. Effects of Sn and Y on the microstructure, texture, and mechanical properties of as-extruded Mg–5Li–3Al–2Zn alloy. Mater. Sci. Eng. A 2018, 733, 429–439. [Google Scholar] [CrossRef]
- Son, H.-T.; Kim, Y.-H.; Kim, D.-W.; Kim, J.-H.; Yu, H.-S. Effects of Li addition on the microstructure and mechanical properties of Mg–3Zn–1Sn–0.4Mn based alloys. J. Alloys Compd. 2013, 564, 130–137. [Google Scholar] [CrossRef]
- Chen, Z.; Dong, Z.; Yu, C.; Tong, R. Microstructure and properties of Mg–5.21Li–3.44Zn–0.32Y–0.01Zr alloy. Mater. Sci. Eng. A 2013, 559, 651–654. [Google Scholar] [CrossRef]
- Lin, Y.-N.; Wu, H.-Y.; Zhou, G.-Z.; Chiu, C.-H.; Lee, S. Mechanical and anisotropic behaviors of Mg–Li–Zn alloy thin sheets. Mater. Des. 2008, 29, 2061–2065. [Google Scholar] [CrossRef]
- Li, J.; Jin, L.; Wang, F.; Dong, S.; Dong, J. Effect of phase morphology on microscopic deformation behavior of Mg–Li–Gd dual-phase alloys. Mater. Sci. Eng. A 2021, 809, 140871. [Google Scholar] [CrossRef]
- Ma, C.; Ma, X.; Pei, X.; Xu, Y.; Peng, P.; Wang, N. Effect of rolling reduction on the microstructure and mechanical properties of hot-rolled Mg–Li–Al–Ca alloys. Mater. Today Commun. 2023, 37, 107469. [Google Scholar] [CrossRef]
- Xu, D.K.; Liu, L.; Xu, Y.B.; Han, E.H. The strengthening effect of icosahedral phase on as-extruded Mg–Li alloys. Scr. Mater. 2007, 57, 285–288. [Google Scholar] [CrossRef]
- Wang, D.; Liu, S.; Wu, R.; Zhang, S.; Wang, Y.; Wu, H.; Zhang, J.; Hou, L. Synergistically improved damping, elastic modulus and mechanical properties of rolled Mg–8Li–4Y–2Er–2Zn–0.6Zr alloy with twins and long-period stacking ordered phase. J. Alloys Compd. 2021, 881, 160663. [Google Scholar] [CrossRef]
- Li, H.; Zhu, X.; Zhang, Y.; Tang, W.; Ma, D.; Wang, J.; Chen, Q. Microstructure, Thermal Conductivity and Mechanical Properties of Mg–Zn–Mn–Y Quaternary Alloys. JOM 2019, 72, 1580–1588. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Zhu, Y.M.; Nie, J.F.; Xu, S.W.; Davies, C.H.J.; Birbilis, N. Effects of Calcium on Strength and Microstructural Evolution of Extruded Alloys Based on Mg–3Al–1Zn–0.3Mn. Metall. Mater. Trans. A 2019, 50, 4344–4363. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Guan, B.; Xin, Y.; Huang, X.; Wu, P.; Liu, Q. Quantitative prediction of texture effect on Hall–Petch slope for magnesium alloys. Acta Mater. 2019, 173, 142–152. [Google Scholar] [CrossRef]
- Yuan, W.; Panigrahi, S.K.; Su, J.Q.; Mishra, R.S. Influence of grain size and texture on Hall–Petch relationship for a magnesium alloy. Scr. Mater. 2011, 65, 994–997. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Dobatkin, S.V.; Belyakov, A.; Kaibyshev, R. Hall-Petch relationship for austenitic stainless steels processed by large strain warm rolling. Acta Mater. 2017, 136, 39–48. [Google Scholar] [CrossRef]
- Gao, H.; Huang, Y.; Nix, W.D.; Hutchinson, J.W. Mechanism-based strain gradient plasticity—I. Theory. J. Mech. Phys. Solids 1999, 47, 1239–1263. [Google Scholar] [CrossRef]
- Luo, P.; McDonald, D.T.; Xu, W.; Palanisamy, S.; Dargusch, M.S.; Xia, K. A modified Hall–Petch relationship in ultrafine-grained titanium recycled from chips by equal channel angular pressing. Scr. Mater. 2012, 66, 785–788. [Google Scholar] [CrossRef]
- Wang, F.; Bhattacharyya, J.J.; Agnew, S.R. Effect of precipitate shape and orientation on Orowan strengthening of non-basal slip modes in hexagonal crystals, application to magnesium alloys. Mater. Sci. Eng. A 2016, 666, 114–122. [Google Scholar] [CrossRef]
- Pan, H.; Kang, R.; Li, J.; Xie, H.; Zeng, Z.; Huang, Q.; Yang, C.; Ren, Y.; Qin, G. Mechanistic investigation of a low-alloy Mg–Ca-based extrusion alloy with high strength–ductility synergy. Acta Mater. 2020, 186, 278–290. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Extrusion Temperature (°C) | TYS (MPa) | UTS (MPa) | EL (%) |
|---|---|---|---|---|
| Mg–3Li–0.2Er | 260 | 225 ± 3 | 282 ± 2 | 21.3 ± 0.5 |
| Mg–3Li–0.8Er | 260 | 270 ± 2 | 308 ± 3 | 19.1 ± 0.3 |
| Mg–3Li–0.8Er | 300 | 122 ± 1 | 185 ± 3 | 23.1 ± 0.4 |
| Alloy Systems | Alloys | Stats | UTS (MPa) | El (%) | Refs. |
|---|---|---|---|---|---|
| Mg−Li alloys | Mg−−3Li | As-extruded at 300 °C | 223 | 21.8 | [28] |
| Mg–3Li–2Zn | As-extruded at 300 °C | 212 | 17.9 | [28] | |
| Mg–4Li–1Ca | As-rolled at 300 °C | 208 | 6.5 | [29] | |
| Mg–4Li–3Al–1.5Y | As-extruded at 300 °C | 248 | 27.1 | [30] | |
| Mg–5Li | As-extruded at 300 °C | 159 | 17.0 | [31] | |
| Mg–5Li–1Al | ARB at 350 °C | 225 | 18.1 | [32] | |
| Mg–5Li–3Al | As-extruded at 200 °C | 233 | 18.2 | [33] | |
| Mg–5Li–3Al–2Zn | As-extruded at 300 °C | 248 | 17.8 | [34] | |
| Mg–5Li–3Zn–1Sn–0.4Mn | As-extruded at 200 °C | 252 | 18.1 | [35] | |
| Mg–5.21Li–3.44Zn–0.32Y–0.01Zr | As-extruded at 350 °C | 215 | 21.0 | [36] | |
| Mg–5.8Li–0.46Zn | As-extruded at 200 °C | 229 | 10.3 | [37] | |
| Mg–6Li–2Gd | As-extruded at 300 °C | 188 | 7.5 | [38] | |
| Mg–7.3Li–4Al–3Ca | As-rolled at 350 °C | 218 | 24.8 | [39] | |
| Mg–7.67Li–9.25Zn–1.79Y | As-extruded | 247 | 17.1 | [40] | |
| Mg–8Li–4Y–2Er–2Zn–0.6Zr | As-cold rolled | 221 | 22.0 | [41] | |
| Mg–3Li–0.2Er | As-extruded at 250 °C | 282 | 21.3 | This work | |
| Mg–3Li–0.8Er | As-extruded at 250 °C | 308 | 19.1 | This work | |
| Commercial Mg alloys | Mg–6.2Zn–0.6Zr | As-extruded and T6 aging at 160 °C | 318 | 17.1 | [27] |
| ZM20–0.4Y | As-extruded at 400 °C+T6 aging at 175 °C | 308 | 9.1 | [42] | |
| AM60 | As-rolled at 500 °C | 273 | 25.6 | [25] | |
| AZ31 | As-extruded at 300 °C | 313 | 19.8 | [43] | |
| AZ61 | As-extruded at 400 °C | 295 | 20.6 | [26] | |
| AZ91 | As-extruded at 300 °C | 350 | 14.5 | [26] |
| Samples | Regions | GBs Strength | Dislocations Strength | σorowan Strength | Predicted Strength (MPa) | ||
|---|---|---|---|---|---|---|---|
| D (μm) | σGB (MPa) | ρGND (1015 m−2) | σdislo (MPa) | σorowan (MPa) | |||
| LE302–260 | Un-DRXed (13%) | - | - | ~6.25 | ~210 | - | ~227 |
| DRXed (87%) | ~3.7 | ~230 | - | - | - | ||
| LE308–260 | Un-DRXed (17%) | ~2.2 | ~262 | ~7.63 | ~232 | ~16 | ~299 |
| DRXed (83%) | ~3.1 | ~240 | - | - | - | ||
| LE308–300 | Un-DRXed (5%) | - | - | ~5.38 | ~195 | ~16 | ~121 |
| DRXed (95%) | ~5.5 | ~100 | - | - | - | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, R.; Zhang, J.; Gong, Z.; Li, B.; Dong, Q. Achieving High Strength–Ductility Synergy in Low-Alloyed Mg–Li–Er Extrusion Alloys via Tailoring Bimodal-Grained Structure. Materials 2024, 17, 3506. https://doi.org/10.3390/ma17143506
Tang R, Zhang J, Gong Z, Li B, Dong Q. Achieving High Strength–Ductility Synergy in Low-Alloyed Mg–Li–Er Extrusion Alloys via Tailoring Bimodal-Grained Structure. Materials. 2024; 17(14):3506. https://doi.org/10.3390/ma17143506
Chicago/Turabian StyleTang, Ruyue, Jing Zhang, Zhenwei Gong, Bingcheng Li, and Quan Dong. 2024. "Achieving High Strength–Ductility Synergy in Low-Alloyed Mg–Li–Er Extrusion Alloys via Tailoring Bimodal-Grained Structure" Materials 17, no. 14: 3506. https://doi.org/10.3390/ma17143506