
Study on the Deashing of Lignite with Hydrochloric Acid/Sodium Fluoride Leaching, Assisted by Microwave and Ultrasonic Waves

Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Single-Solution Hydrochloric Acid Leaching for Ash Removal
2.3. HCl + NaF Leaching for Ash Removal
2.4. Ultrasonic-Assisted Leaching for Ash Removal
2.5. Microwave-Assisted Leaching for Ash Removal
2.6. Analytical Methods
3. Results and Discussion
3.1. Characteristics of Coal
3.2. Influence of Experimental Factors on Deashing Rate
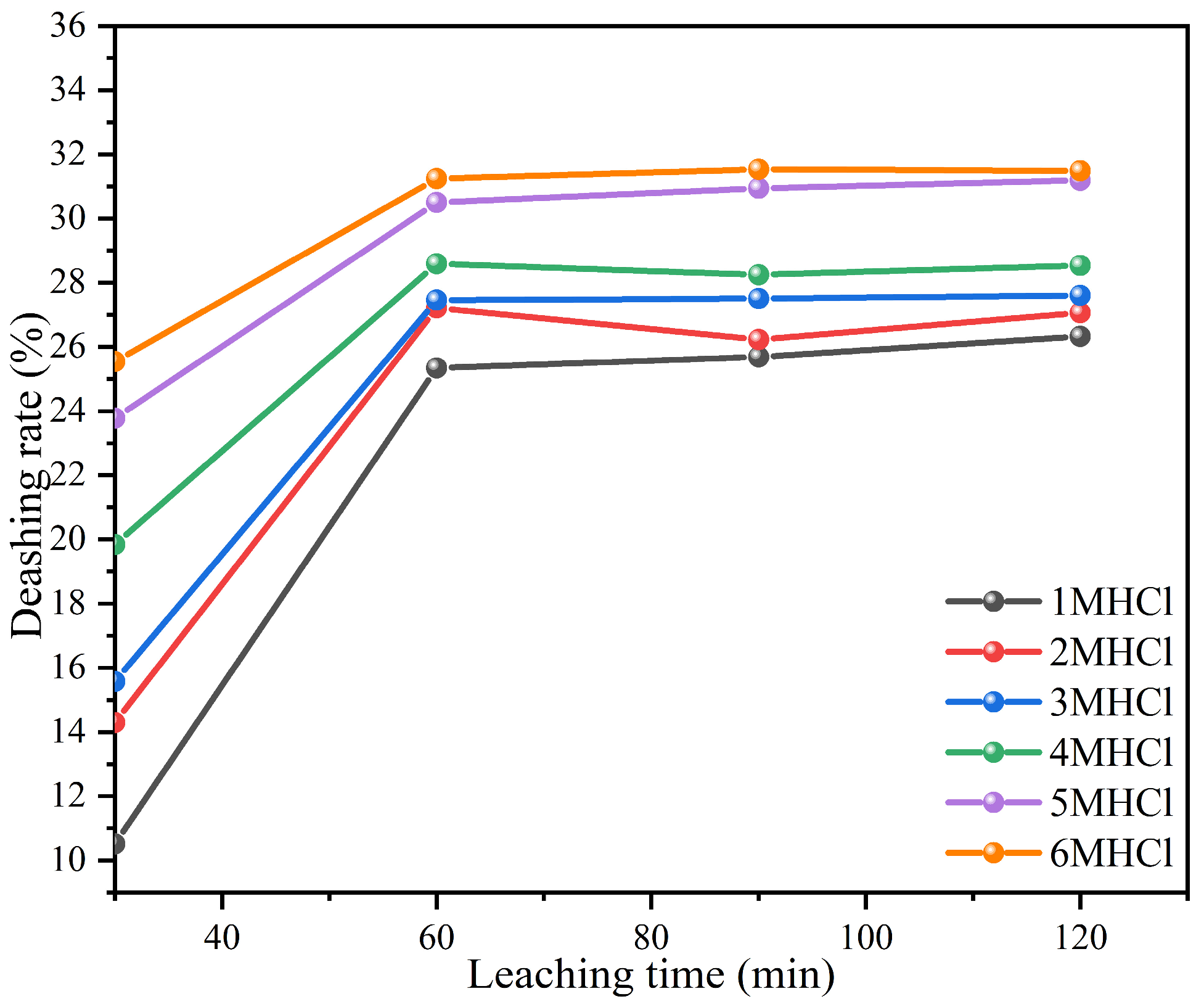
3.2.1. Effects of Initial HCl Concentrations on Deashing Rate of Coal Samples
3.2.2. Effect of NaF Addition on the Deashing Rate of Coal Sample
3.2.3. Effects of Different Leaching Temperatures on the Deashing Rates of Coal Samples
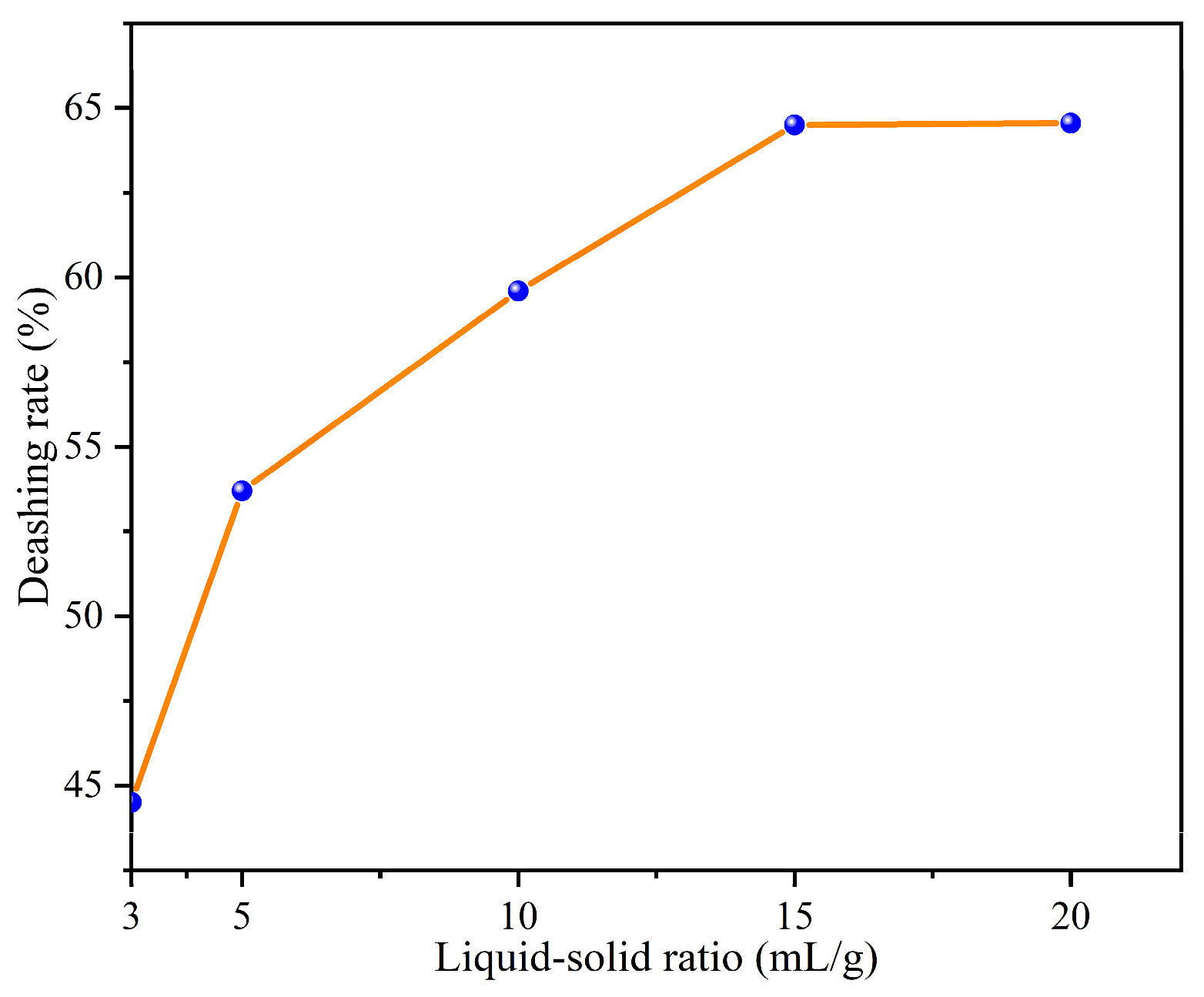
3.2.4. Effect of Liquid/Solid Ratio on the Deashing Rates of Coal Samples
3.2.5. Effect of Microwave Radiation Power on the Deashing Rates of Coal Samples
3.2.6. Effect of Ultrasonic-Assisted Leaching on Ash Removal Rate
3.3. Characterization of Samples
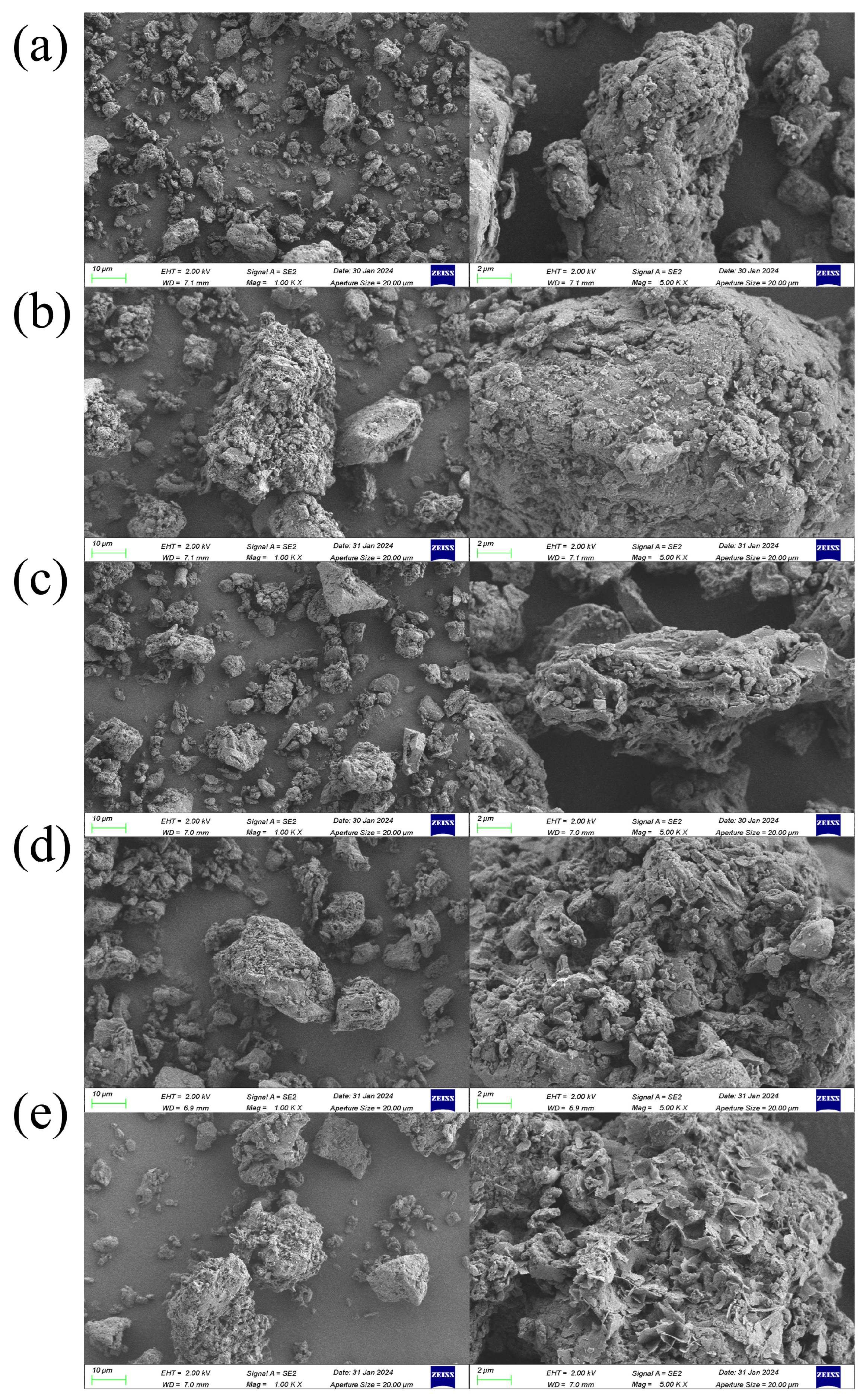
3.3.1. SEM-EDS
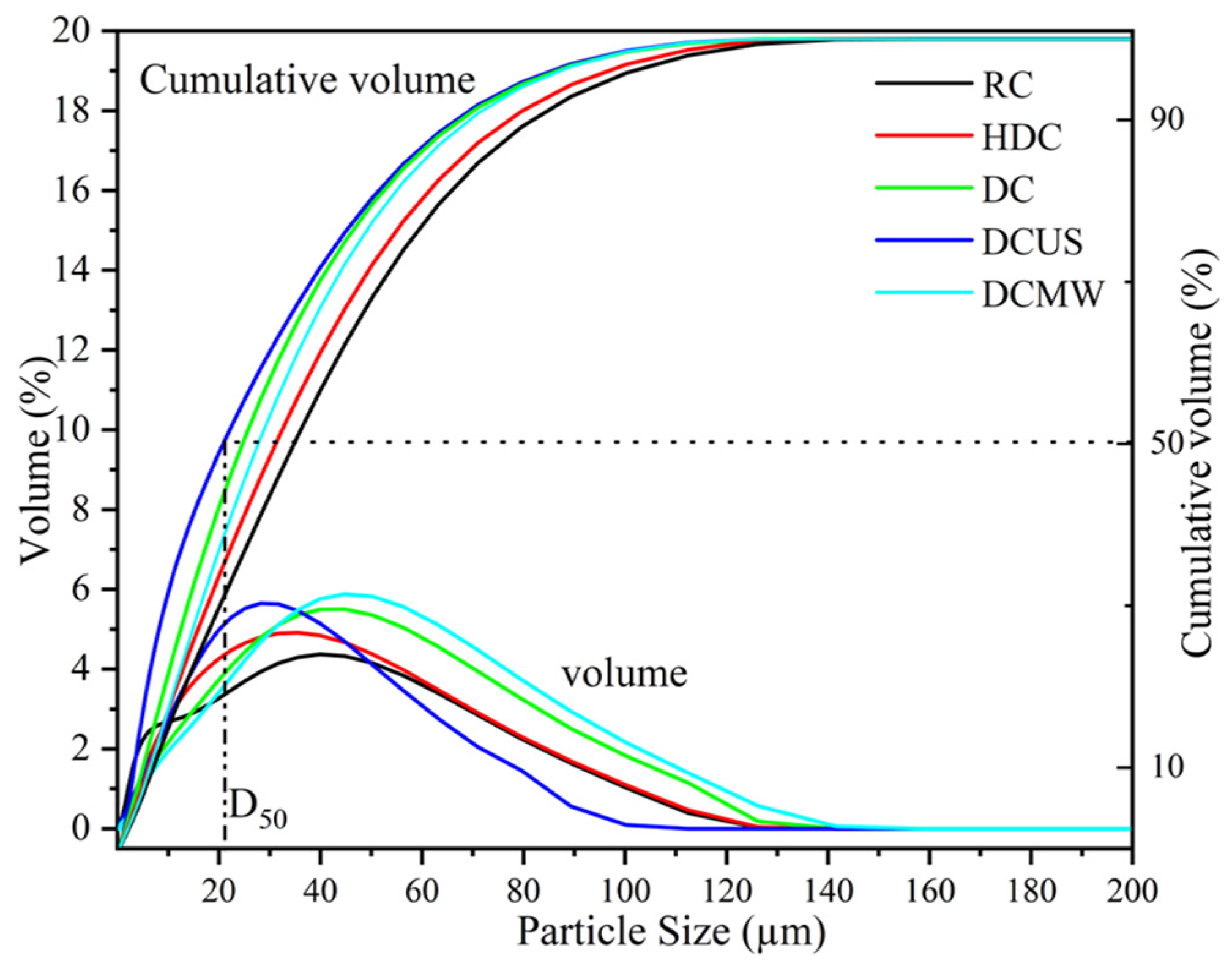
3.3.2. Particle Size Distribution
3.3.3. XRD
3.3.4. FTIR
3.3.5. BET
3.3.6. TGA
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zheng, M.; Pan, Y.; Wang, Z.; Li, X.X.; Guo, L. Capturing the dynamic profiles of products in Hailaer brown coal pyrolysis with reactive molecular simulations and experiments. Fuel 2020, 268, 12. [Google Scholar] [CrossRef]
- Chen, L.; Li, H.; Zhang, Y.; Pan, T.; Zhang, D. Deduction of lignite liquefaction mechanism based on carbon structure analysis and free radical determination. J. Energy Inst. 2024, 114, 101619. [Google Scholar] [CrossRef]
- Cao, Z.; Xu, Q.; Kang, H.; Shi, J.; Lu, X.; Chen, B.; Guo, L. Synergistic interactions between lignite and biomass during co-pyrolysis from volatile release, kinetics, and char structure. J. Energy Inst. 2024, 114, 101662. [Google Scholar] [CrossRef]
- Yue, G.X.; Lyu, J.F.; Li, S.Q. Clean and highly-efficient utilization of coal. Front. Energy 2021, 15, 1–3. [Google Scholar] [CrossRef]
- Tang, X.; Snowden, S.; McLellan, B.C.; Höök, M. Clean coal use in China: Challenges and policy implications. Energy Policy 2015, 87, 517–523. [Google Scholar] [CrossRef]
- Meshram, P.; Purohit, B.K.; Sinha, M.K.; Sahu, S.K.; Pandey, B.D. Demineralization of low grade coal—A review. Renew. Sust. Energ. Rev. 2015, 41, 745–761. [Google Scholar] [CrossRef]
- Tonsuaadu, K.; Kallas, J.; Kallaste, T.; Urtson, K.; Einard, M.; Martin, R.; Kuusik, R.; Trikkel, A. Estonian Phosphate Rock Dissolution in Hydrochloric Acid: Optimization of Acid Dosage and Concentration. Minerals 2023, 13, 14. [Google Scholar] [CrossRef]
- Hu, B.; Zhang, C.X.; Zhang, X.Y. The Effects of Hydrochloric Acid Pretreatment on Different Types of Clay Minerals. Minerals 2022, 12, 18. [Google Scholar] [CrossRef]
- Steel, K.M.; Besida, J.; O’Donnell, T.A.; Wood, D.G. Production of Ultra Clean Coal Part I—Dissolution behaviour of mineral matter in black coal toward hydrochloric and hydrofluoric acids. Fuel Process. Technol. 2001, 70, 171–192. [Google Scholar] [CrossRef]
- He, X.Q.; Ma, Y.Y.; Mo, W.L.; Ren, T.Z.; Yuan, J.R.; Wei, X.Y.; Fan, X.; Zhang, S.P. FTIR-based study on the effect of deashing on the molecular structure of Hefeng sub-bituminous coal and its liquefaction residue. Energy Sources Part A-Recovery Util. Environ. Eff. 2022, 44, 10395–10408. [Google Scholar] [CrossRef]
- Zhou, A.; Deng, N.; Deng, S.; Hu, Z.; Magdziarz, A.; Tan, H.; Wang, X. Study on pyrolysis behavior of municipal sludge based on TG-FTIR-MS. J. Energy Inst. 2024, 114, 101643. [Google Scholar] [CrossRef]
- Wang, Z.; Guo, S.; Chen, G.; Zhang, M.; Sun, T.; Wang, Q.; Zhu, H.; Yang, S.; Chen, Y.; Wu, M.; et al. Co-pyrolysis of waste tire with agricultural and forestry residues: Pyrolysis behavior, products distribution and synergistic effects. J. Energy Inst. 2024, 114, 101634. [Google Scholar] [CrossRef]
- Ma, C.; Zhao, Y.Z.; Guo, X.Y.; Yao, R.J.; Zou, C.; Miao, Z.C. Pyrolysis behavior of low-rank coal in an H2-containing atmosphere and combustion properties of the prepared chars. J. Energy Inst. 2024, 114, 12. [Google Scholar] [CrossRef]
- Jorjani, E.; Chapi, H.G.; Khorami, M.T. Ultra clean coal production by microwave irradiation pretreatment and sequential leaching with HF followed by HNO3. Fuel Process. Technol. 2011, 92, 1898–1904. [Google Scholar] [CrossRef]
- Wang, T.; Ren, J.; Ravindra, A.V.; Lv, Y.; Le, T. Kinetics of Ni, V and Fe Leaching from a Spent Catalyst in Microwave-Assisted Acid Activation Process. Molecules 2022, 27, 16. [Google Scholar] [CrossRef] [PubMed]
- Mketo, N.; Nomngongo, P.N.; Ngila, J.C. Evaluation of different microwave-assisted dilute acid extracting reagents on simultaneous coal desulphurization and demineralization. Fuel 2016, 163, 189–195. [Google Scholar] [CrossRef]
- Wang, N.N.; Hu, Q.; Du, X.Y.; Xu, H.; Hao, L.L. Study on decolorization of Rhodamine B by raw coal fly ash catalyzed Fenton-like process under microwave irradiation. Adv. Powder Technol. 2019, 30, 2369–2378. [Google Scholar] [CrossRef]
- Zhang, L.B.; Guo, W.Q.; Peng, J.H.; Li, J.; Lin, G.; Yu, X. Comparison of ultrasonic-assisted and regular leaching of germanium from by-product of zinc metallurgy. Ultrason. Sonochem. 2016, 31, 143–149. [Google Scholar] [CrossRef]
- Xiao, J.; Yuan, J.; Tian, Z.L.; Yang, K.; Yao, Z.; Yu, B.L.; Zhang, L.Y. Comparison of ultrasound-assisted and traditional caustic leaching of spent cathode carbon (SCC) from aluminum electrolysis. Ultrason. Sonochem. 2018, 40, 21–29. [Google Scholar] [CrossRef]
- Chemat, F.; Rombaut, N.; Sicaire, A.G.; Meullemiestre, A.; Fabiano-Tixier, A.S.; Abert-Vian, M. Ultrasound assisted extraction of food and natural products. Mechanisms, techniques, combinations, protocols and applications: A review. Ultrason. Sonochem. 2017, 34, 540–560. [Google Scholar] [CrossRef]
- GB/T212-2008; Proximate Analysis of Coal. Standardization Administration of China: Beijing, China, 2008.
- Yuan, J.; Li, H.J.; Ding, S. Leaching Kinetics of Aluminum from Alkali-Fused Spent Cathode Carbon Using Hydrochloric Acid and Sodium Fluoride. Processes 2022, 10, 849. [Google Scholar] [CrossRef]
- Xue, L.Y.; Cui, Y.H.; Yan, L.C.; Liu, S.M.; Jiang, M.; Zhou, Z.W. Efficient Process of Deashing Straw Cellulose. Cell Chem. Technol. 2017, 51, 957–963. [Google Scholar]
- Huang, J.; Wang, Y.B.; Zhou, G.X.; Gu, Y. Investigation on the Effect of Roasting and Leaching Parameters on Recovery of Gallium from Solid Waste Coal Fly Ash. Metals 2019, 9, 10. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, X.; Deng, P.; Rong, Z.H.; Tang, X.C.; Cao, S. Study on thermodynamic model of arsenic removal from oxidative acid leaching. J. Mater. Res. Technol.-JMRT 2020, 9, 3208–3218. [Google Scholar] [CrossRef]
- Rosita, W.; Perdana, I.; Bendiyasa, I.M.; Anggara, F.; Petrus, H.; Prasetya, A.; Rodliyah, I. Sequential alkaline-organic acid leaching process to enhance the recovery of rare earth elements from Indonesian coal fly ash. J. Rare Earths 2024, 42, 1366–1374. [Google Scholar] [CrossRef]
- Seidel, A.; Zimmels, Y. Mechanism and kinetics of aluminum and iron leaching from coal fly ash by sulfuric acid. Chem. Eng. Sci. 1998, 53, 3835–3852. [Google Scholar] [CrossRef]
- Sönmez, Ö.; Giray, E.S. Producing ashless coal extracts by microwave irradiation. Fuel 2011, 90, 2125–2131. [Google Scholar] [CrossRef]
- Ma, X.M.; Zhang, M.X.; Min, F.F. Study of enhanced low-quality coal oxidative desulphurization and deashing by using HNO3 and microwave pretreatment. Environ. Technol. 2014, 35, 36–41. [Google Scholar] [CrossRef]
- Jiang, F.; Chen, Y.Q.; Ju, S.H.; Zhu, Q.Y.; Zhang, L.B.; Peng, J.H.; Wang, X.M.; Miller, J.D. Ultrasound-assisted leaching of cobalt and lithium from spent lithium-ion batteries. Ultrason. Sonochem. 2018, 48, 88–95. [Google Scholar] [CrossRef]
- Bese, A.V. Effect of ultrasound on the dissolution of copper from copper converter slag by acid leaching. Ultrason. Sonochem. 2007, 14, 790–796. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Chou, T.W. Microwave processing: Fundamentals and applications. Compos. Part A-Appl. Sci. Manuf. 1999, 30, 1055–1071. [Google Scholar] [CrossRef]
- Li, Q.Z.; Wang, K.; Zheng, Y.N.; Ruan, M.L.; Mei, X.N.; Lin, B.Q. Experimental research of particle size and size dispersity on the explosibility characteristics of coal dust. Powder Technol. 2016, 292, 290–297. [Google Scholar] [CrossRef]
- Takagi, H.; Maruyama, K.; Yoshizawa, N.; Yamada, Y.; Sato, Y. XRD analysis of carbon stacking structure in coal during heat treatment. Fuel 2004, 83, 2427–2433. [Google Scholar] [CrossRef]
- Yu, J.L.; Tahmasebi, A.; Han, Y.N.; Yin, F.K.; Li, X.C. A review on water in low rank coals: The existence, interaction with coal structure and effects on coal utilization. Fuel Process. Technol. 2013, 106, 9–20. [Google Scholar] [CrossRef]
- Mahmoodzade, E.; Meshkani, F.; Rezaei, M.; Rastegarpanah, A. Preparation and improvement of nickel catalyst supported ordered mesoporous spherical silica for thermocatalytic decomposition of methane. J. Energy Inst. 2020, 93, 2488–2496. [Google Scholar] [CrossRef]
- Tang, L.; Xiao, J.; Mao, Q.Y.; Zhang, Z.H.; Yao, Z.; Zhu, X.D.; Ye, S.C.; Zhong, Q.F. Thermogravimetric Analysis of the Combustion Characteristics and Combustion Kinetics of Coals Subjected to Different Chemical Demineralization Processes. ACS Omega 2022, 7, 13998–14008. [Google Scholar] [CrossRef] [PubMed]
- Deng, J.; Bai, Z.J.; Yang, X.; Bin, L.W.; Shu, C.M.; Wang, C.P. Thermogravimetric analysis of the effects of four ionic liquids on the combustion characteristics and kinetics of weak caking coal. J. Mol. Liq. 2019, 277, 876–885. [Google Scholar] [CrossRef]
- Yu, G.; Bai, X.; Fan, X.; He, X.-Y.; Zou, H.-X.; Dilixiati, Y.; Wei, X.-Y.; Pidamaimaiti, G.; Pan, Y. In-situ evaluation of volatile products released during pyrolysis of coals with different ranks. J. Energy Inst. 2024, 115, 101660. [Google Scholar] [CrossRef]
- Di, H.; Wang, Q.; Sun, B.; Sun, M.; Zhang, J.; Cui, D. Investigation on the chemical structure evolution and action mechanism of coal during catalytic combustion. J. Energy Inst. 2024, 114, 101582. [Google Scholar] [CrossRef]
- Kizgut, S.; Baris, K.; Yilmaz, S. Effect of chemical demineralization on thermal behavior of bituminous coals. J. Therm. Anal. Calorim. 2006, 86, 483–488. [Google Scholar] [CrossRef]
- Zou, C.; Zhao, J.X.; Li, X.M.; Shi, R.M. Effects of catalysts on combustion reactivity of anthracite and coal char with low combustibility at low/high heating rate. J. Therm. Anal. Calorim. 2016, 126, 1469–1480. [Google Scholar] [CrossRef]
- Zhu, Y.; Wen, W.; Li, Y.; Lu, L.; Yang, J.; Xu, M.; Pan, Y. Pyrolysis study of Huainan coal with different particle sizes using TG analysis and online Py-PI-TOF MS. J. Energy Inst. 2020, 93, 405–414. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | M (mass%) | A (mass%) | V (mass%) | FC (mass%) |
|---|---|---|---|---|
| RC | 4.73 | 20.56 | 41.02 | 33.69 |
| HDC | 4.96 | 15.51 | 42.54 | 37.00 |
| DC | 5.08 | 7.29 | 46.59 | 41.04 |
| DCUS | 4.63 | 7.59 | 45.03 | 42.75 |
| DCMW | 3.41 | 7.14 | 47.60 | 41.85 |
| Sample | O | Mg | Si | S | Ca | Al | Fe | Ti |
|---|---|---|---|---|---|---|---|---|
| RC | 45.7402 | 2.4151 | 16.908 | 3.4679 | 9.0946 | 12.7097 | 6.0602 | 1.2319 |
| HDC | 47.7417 | 1.0195 | 26.2629 | 1.0518 | 1.4451 | 16.1741 | 4.3891 | 1.8473 |
| DC | 47.7118 | 0.5559 | 28.0138 | 0.0575 | 0.3234 | 7.547 | 3.5246 | 1.9284 |
| DCUS | 48.2521 | 0.5245 | 28.21 | 0.0281 | 0.2578 | 7.3517 | 3.4142 | 1.9198 |
| DCMW | 49.2173 | 0.5631 | 29.5211 | 0.0609 | 0.3696 | 7.3517 | 3.3947 | 2.8798 |
| Carbon (C) | Oxygen (O) | Silicon (Si) | Aluminum (Al) | Magnesium (Mg) | Sulfur (S) | Calcium (Ca) | Ferrum (Fe) | Fluorine (F) | Natrium (Na) | Total | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| RC | 79.92 | 16.93 | 0.4 | 0.49 | 0.19 | 1.07 | 0.64 | 0.35 | - | 0.01 | 100 |
| HDC | 77.49 | 20.02 | 1.08 | 0.85 | 0.07 | 0.47 | 0.01 | 0.32 | - | - | 100 |
| DC | 80.26 | 18.49 | 0.15 | 0.14 | 0.02 | 0.52 | 0.11 | 0.02 | - | 0.03 | 100 |
| DCMW | 74.57 | 22.47 | 0.44 | 0.65 | 0.05 | 0.64 | 0.57 | 0.09 | - | 0.52 | 100 |
| DCUS | 79.13 | 15.46 | 0.98 | 0.72 | 0.31 | 1.12 | 0.67 | - | 1.67 | 0.03 | 100 |
| SBET (m2/g) | Pore Volume (cm3/g) | D (nm) | |
|---|---|---|---|
| RC | 2.4 | 0.017184 | 28.4889 |
| HDC | 4.2 | 0.021689 | 20.5253 |
| DC | 5.5 | 0.028410 | 20.8188 |
| DCUS | 4.9 | 0.028844 | 23.3291 |
| DCMW | 6.0 | 0.025766 | 17.1312 |
| Ti (°C) | Tp (°C) | Tf (°C) | |
|---|---|---|---|
| RC | 288 | 363 | 643 |
| HDC | 351 | 476 | 600 |
| DC | 312 | 417 | 580 |
| DCUS | 293 | 415 | 582 |
| DCMW | 324 | 412 | 559 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ran, X.; Yuan, J. Study on the Deashing of Lignite with Hydrochloric Acid/Sodium Fluoride Leaching, Assisted by Microwave and Ultrasonic Waves. Materials 2024, 17, 3537. https://doi.org/10.3390/ma17143537
Ran X, Yuan J. Study on the Deashing of Lignite with Hydrochloric Acid/Sodium Fluoride Leaching, Assisted by Microwave and Ultrasonic Waves. Materials. 2024; 17(14):3537. https://doi.org/10.3390/ma17143537
Chicago/Turabian StyleRan, Xinming, and Jie Yuan. 2024. "Study on the Deashing of Lignite with Hydrochloric Acid/Sodium Fluoride Leaching, Assisted by Microwave and Ultrasonic Waves" Materials 17, no. 14: 3537. https://doi.org/10.3390/ma17143537
APA StyleRan, X., & Yuan, J. (2024). Study on the Deashing of Lignite with Hydrochloric Acid/Sodium Fluoride Leaching, Assisted by Microwave and Ultrasonic Waves. Materials, 17(14), 3537. https://doi.org/10.3390/ma17143537