
Influence of the Plastic Deformation Process on the Residual Stresses and Hardness of an Al-5Mg Alloy
 ,
,  ,
,  and
and
Abstract
:1. Introduction
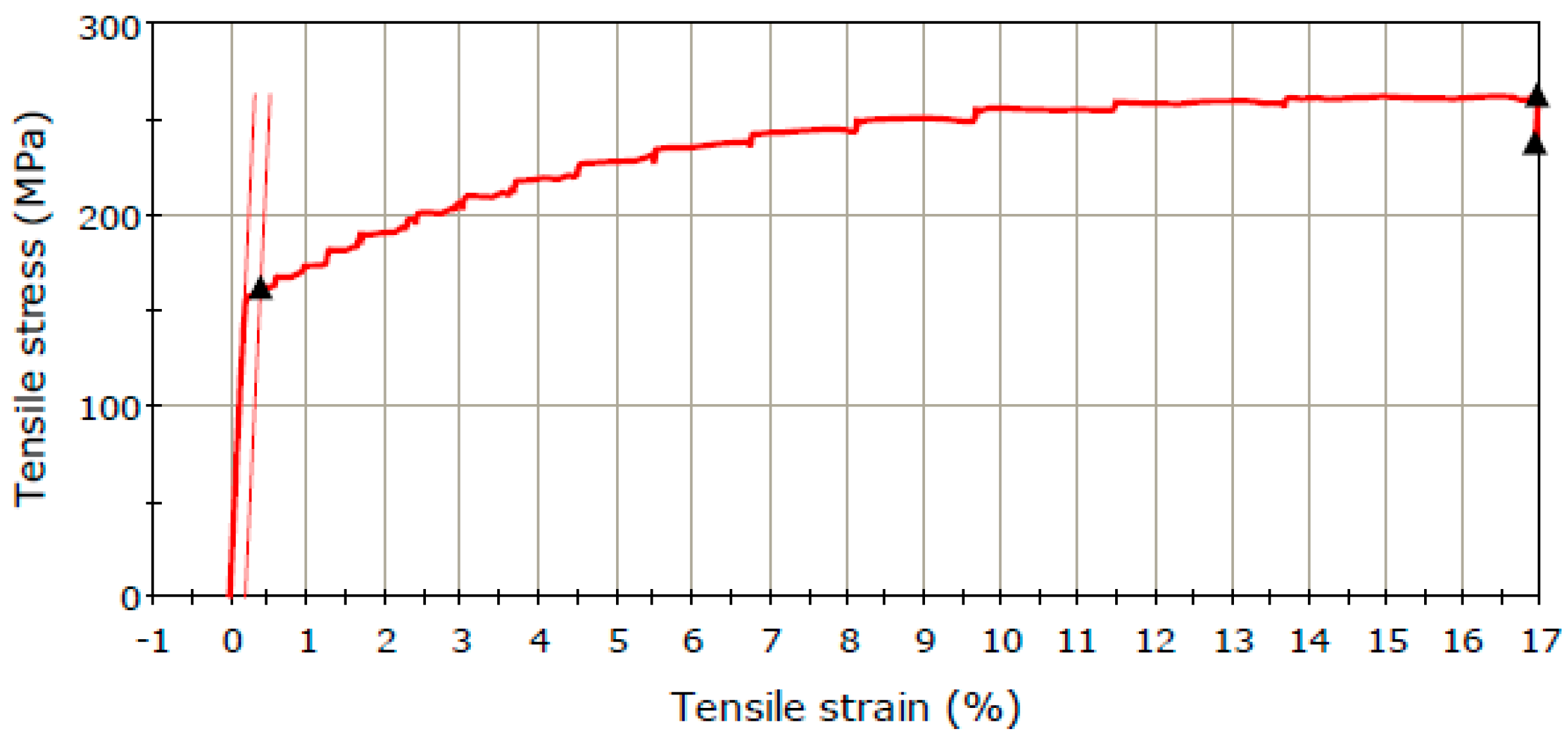
2. Materials and Methods
3. Procedure for Determining the Residual Stresses by the Drilling Method
3.1. Introduction within the Method Used
3.2. Working and Calculation Methods for Determination Residual Stresses
- -
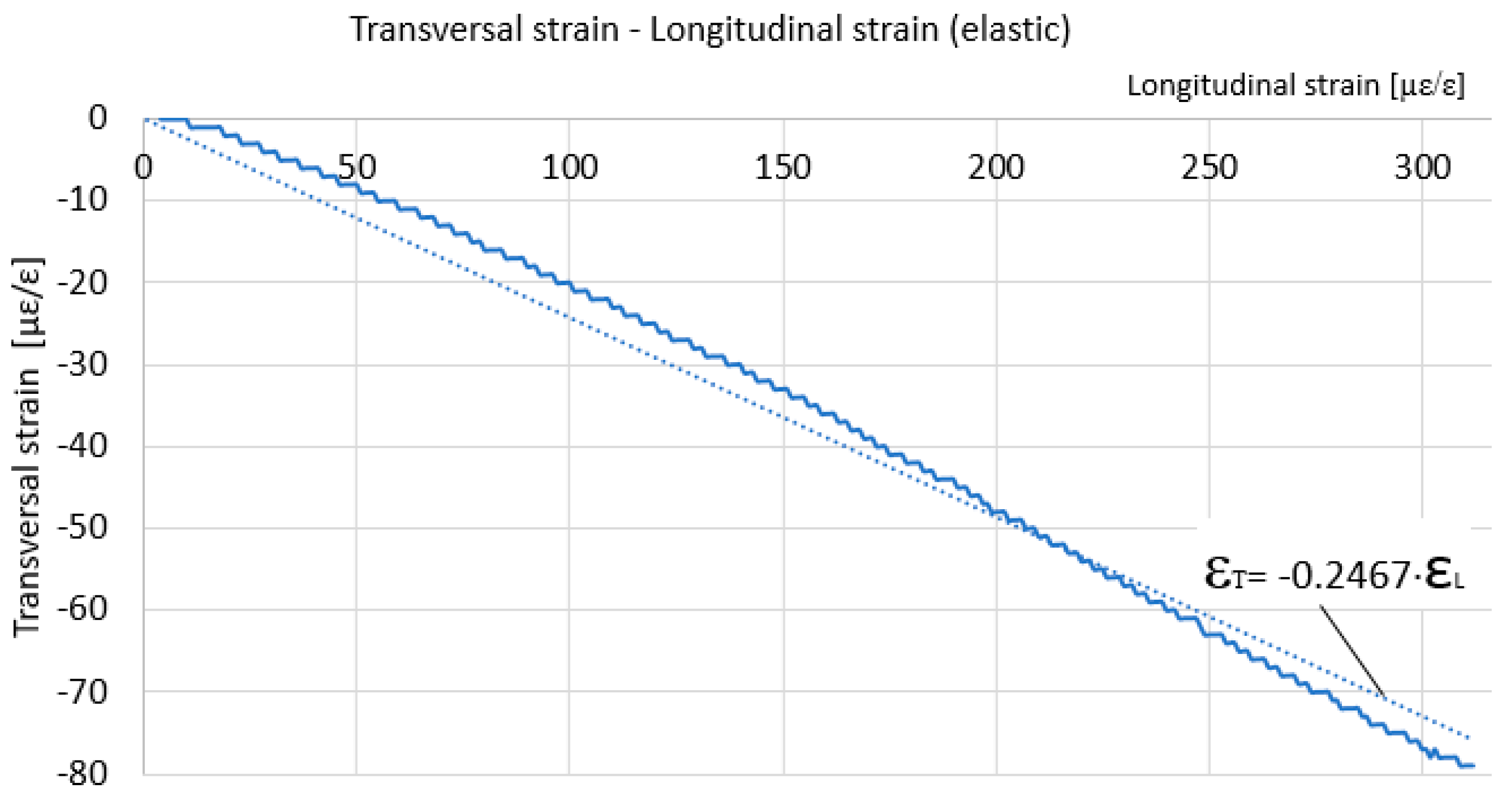
- ν is Poisson’s ratio;
- -
- -
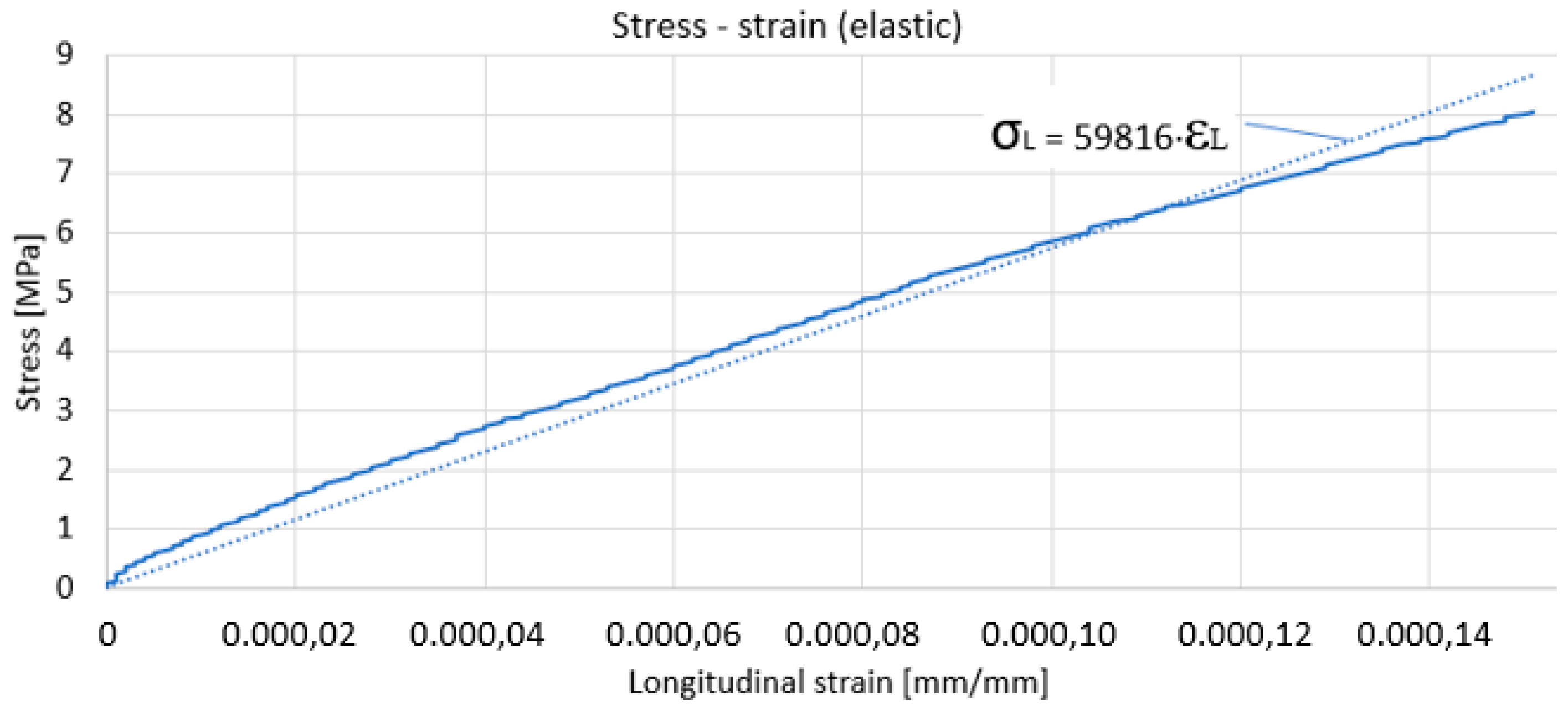
- E is the longitudinal modulus of elasticity (Young);
- -
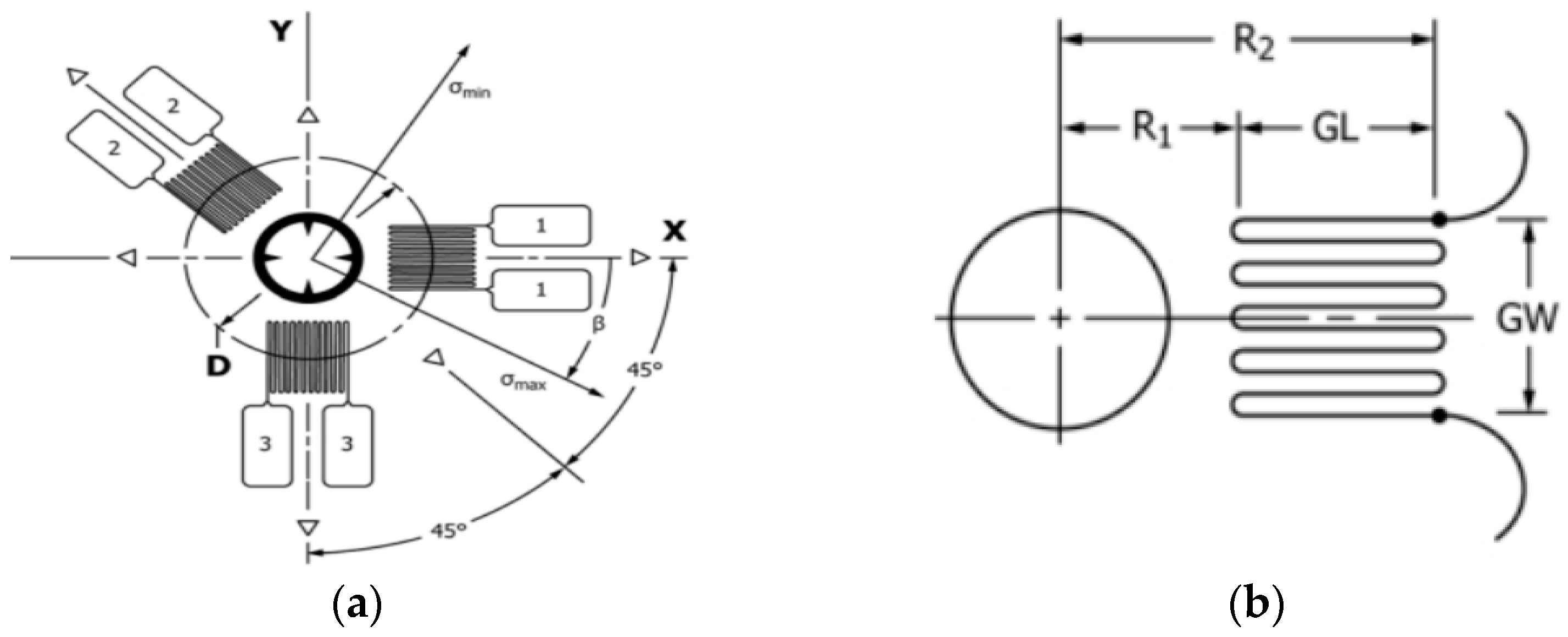
- θ is the angle between the direction of the desired deformation and the X axis;
- -
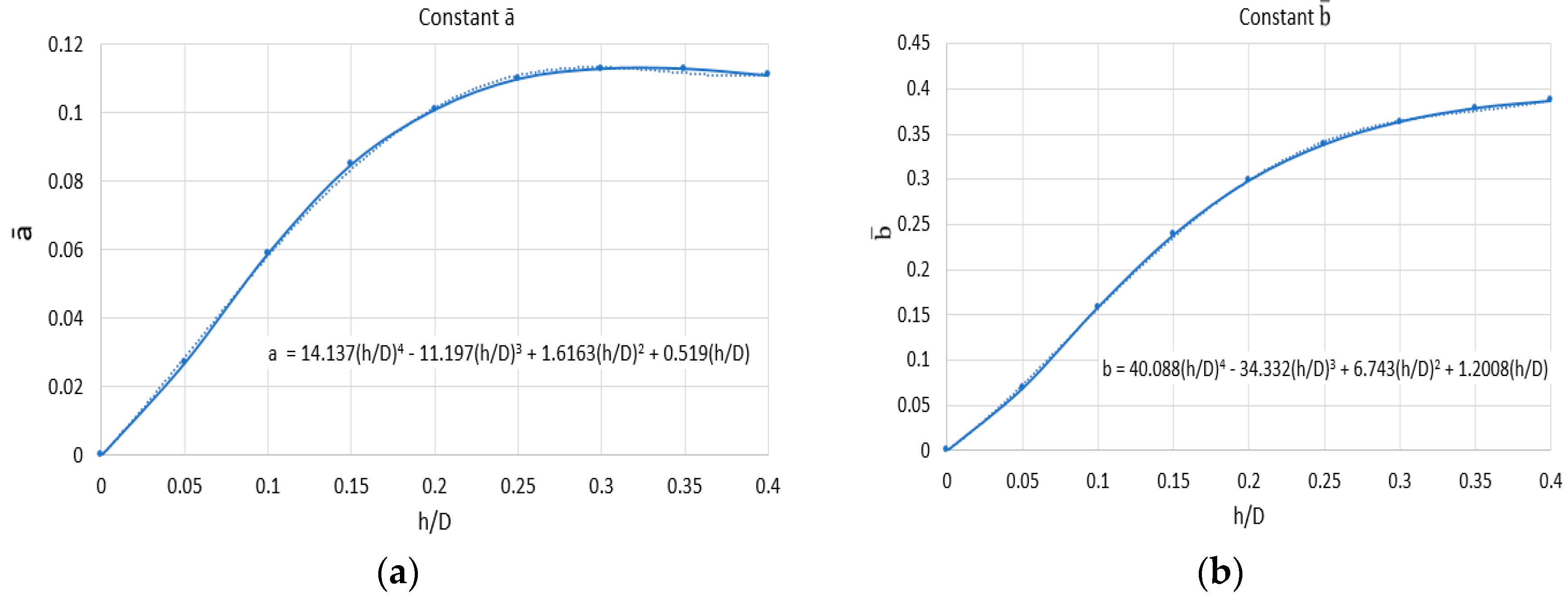
- and are calibration constants that are dimensionless and almost independent of the material.
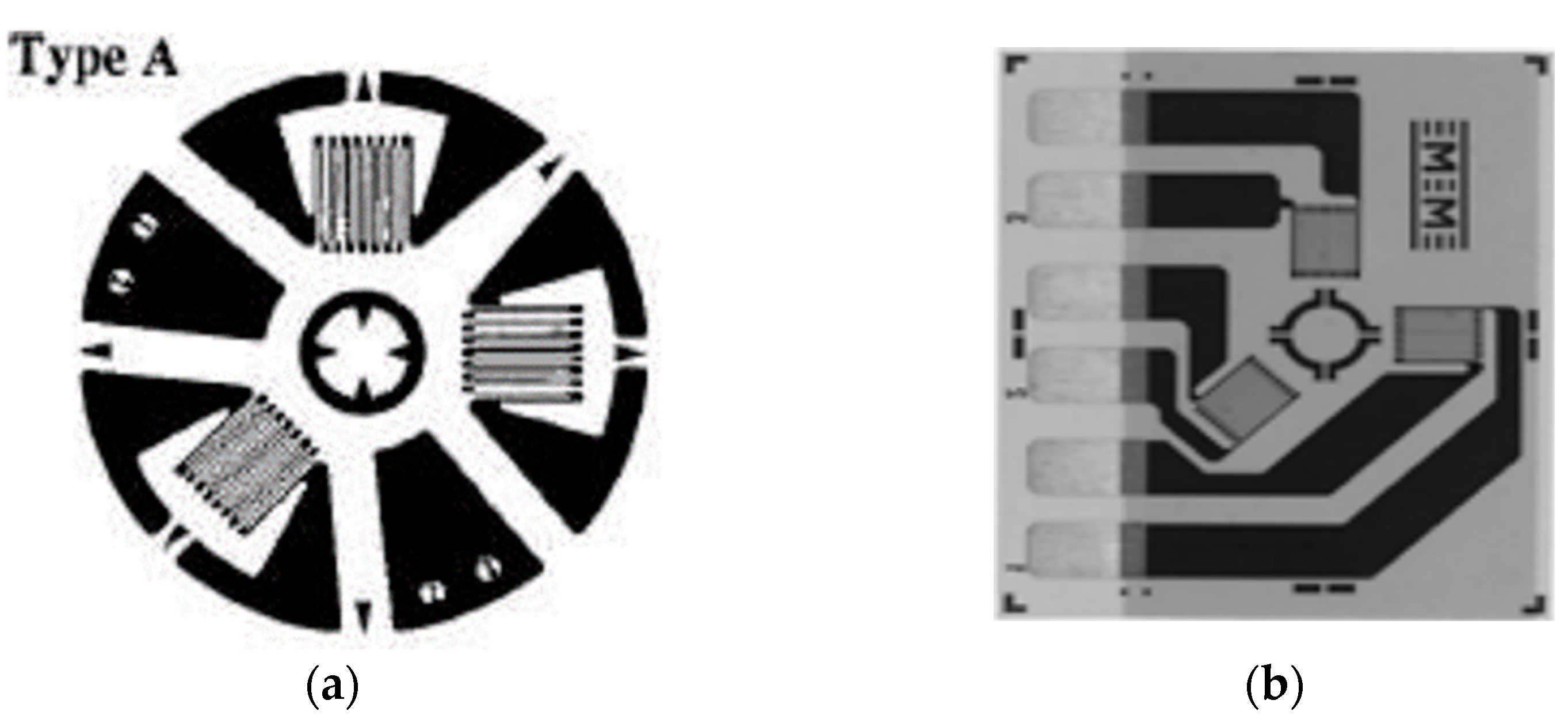
3.3. Method of Strain Determination and Instrumentation Used
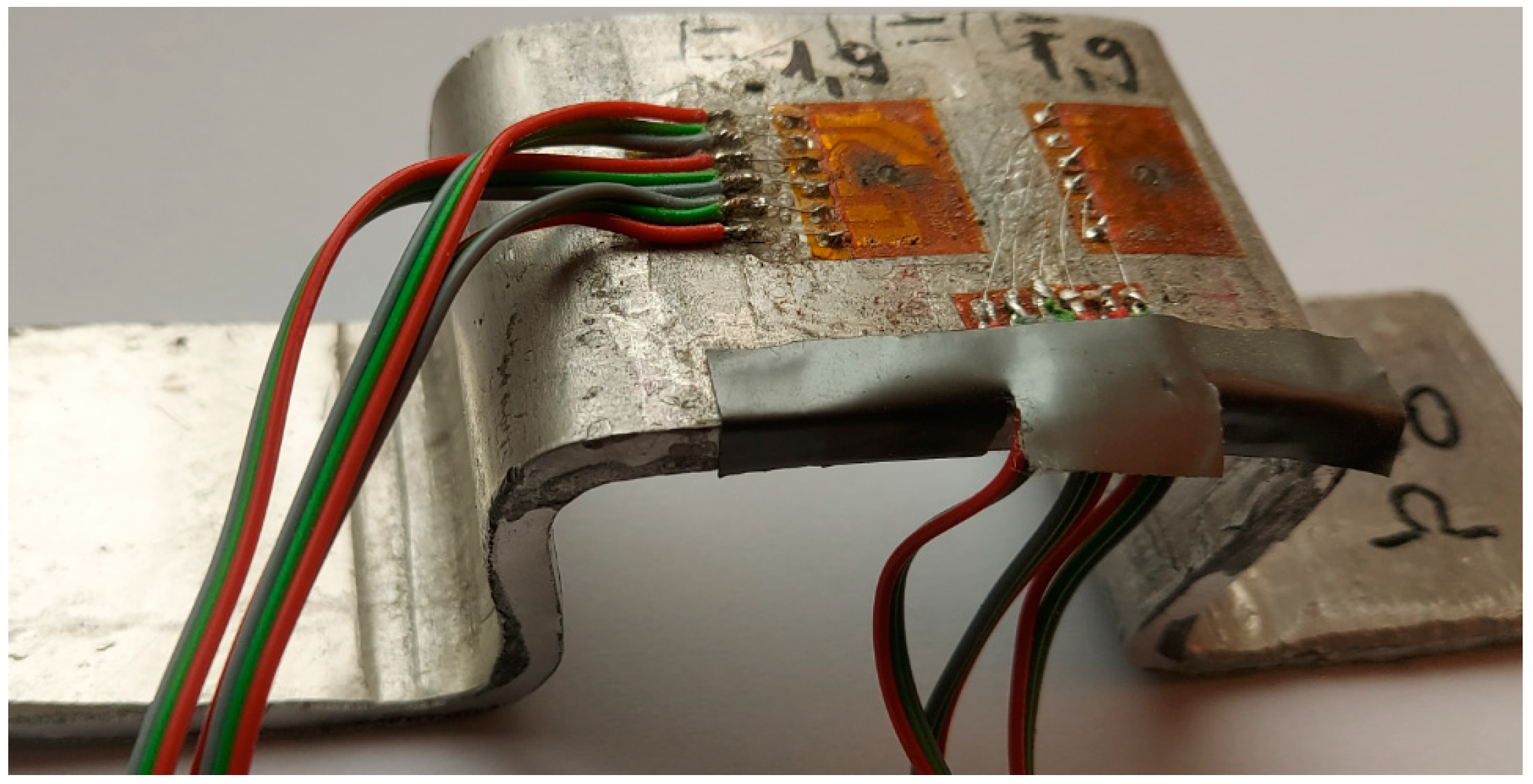
3.3.1. Drilling Equipment
3.3.2. Calculation Method of Residual Stresses
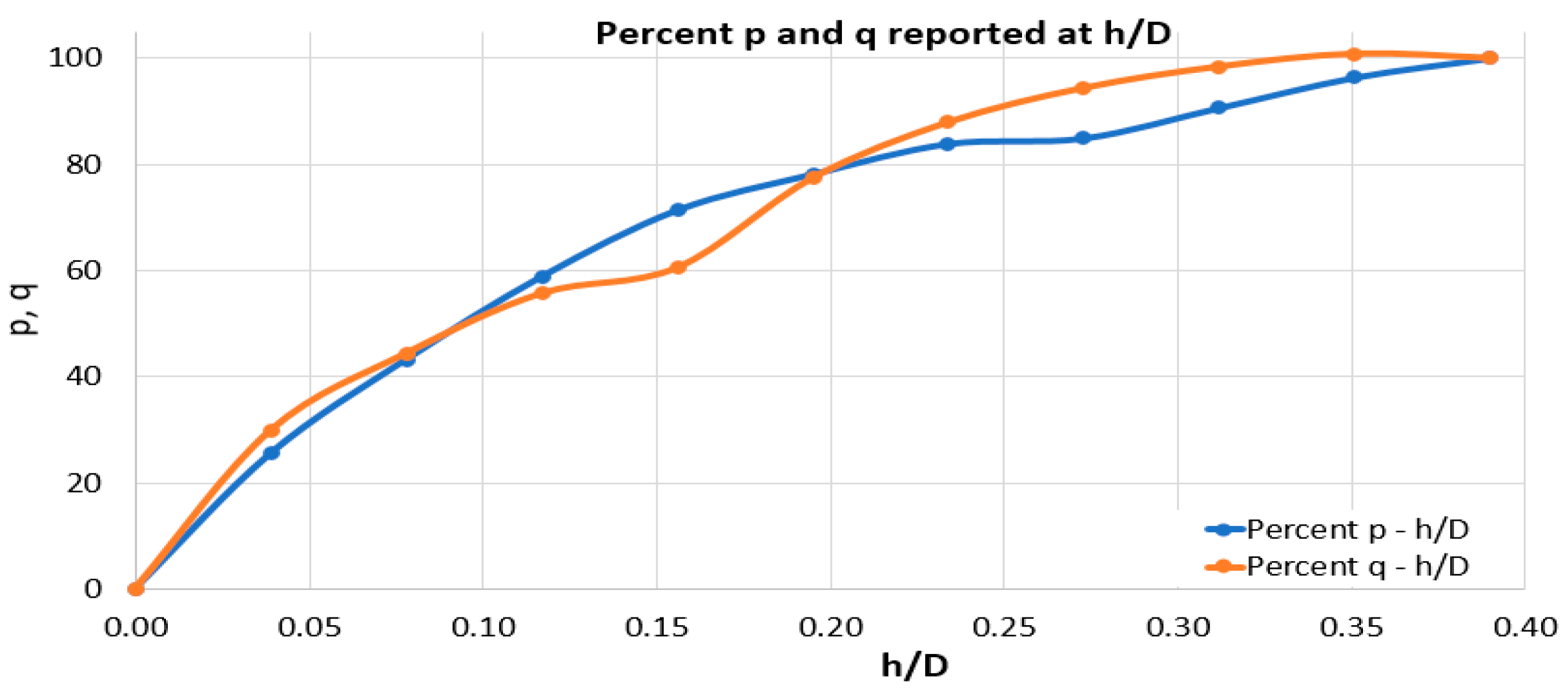
3.3.3. The Procedure for Determining the Calibration Constants and in Relation to the Data Taken from the Experiment
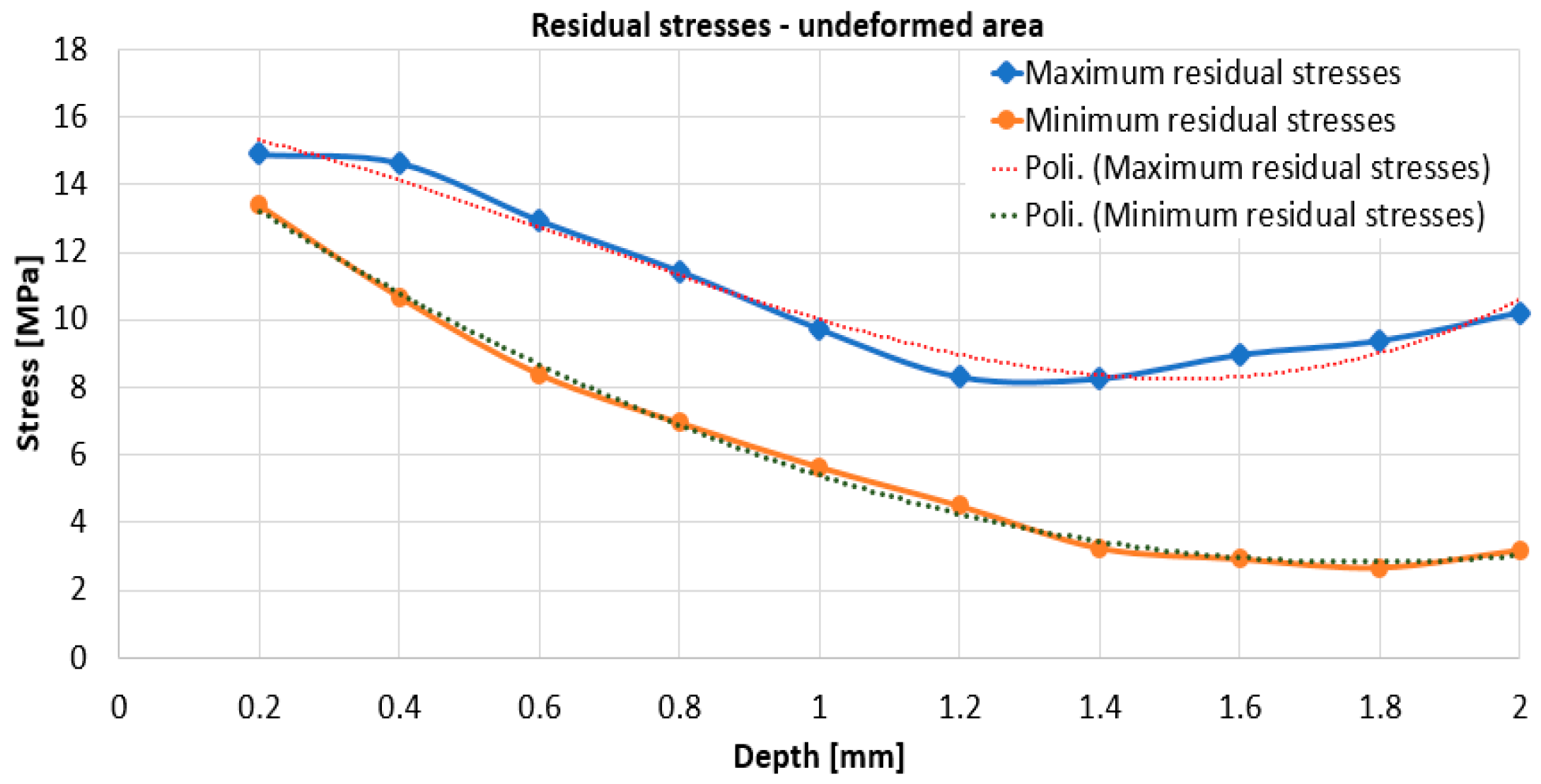
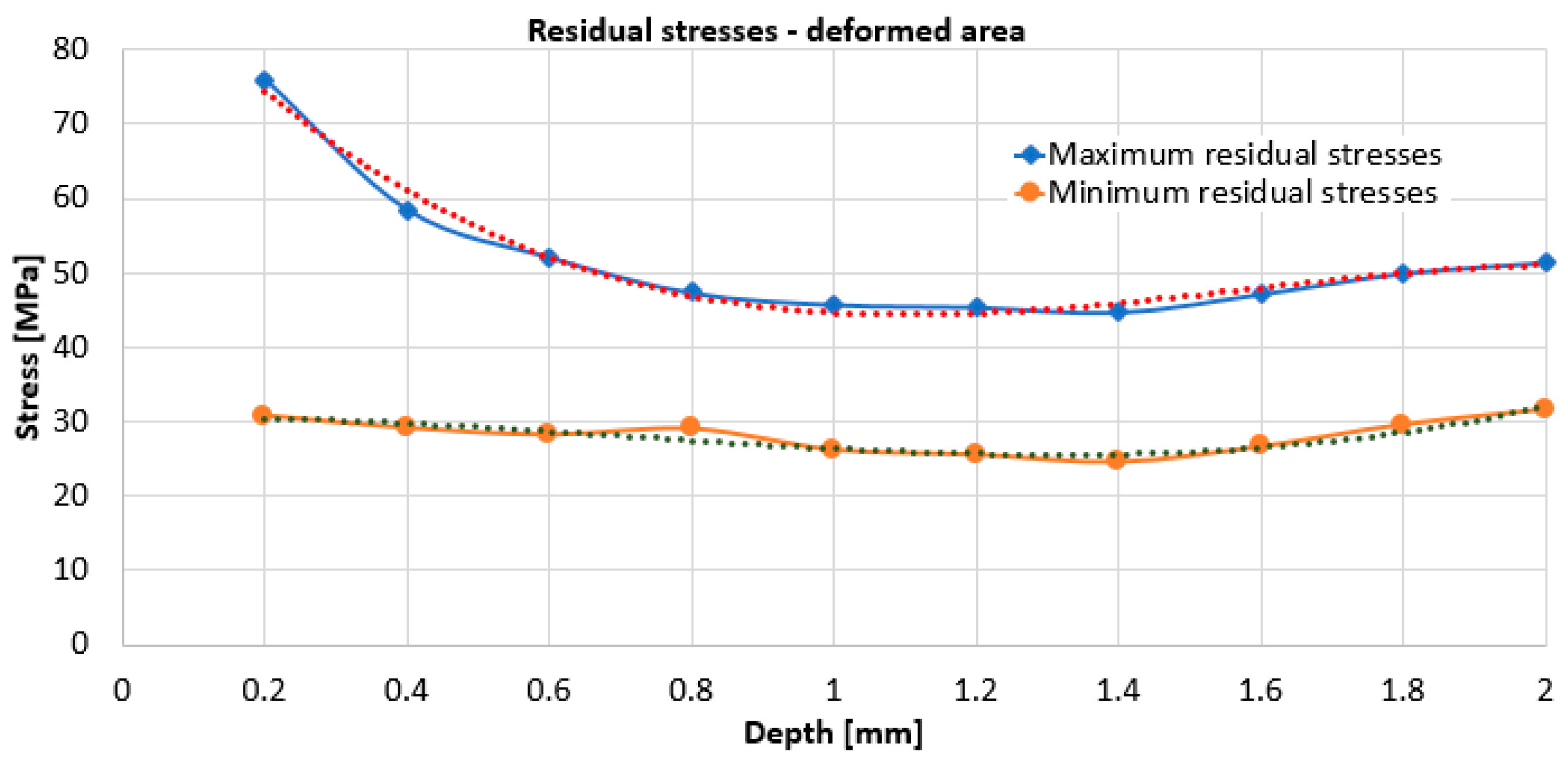
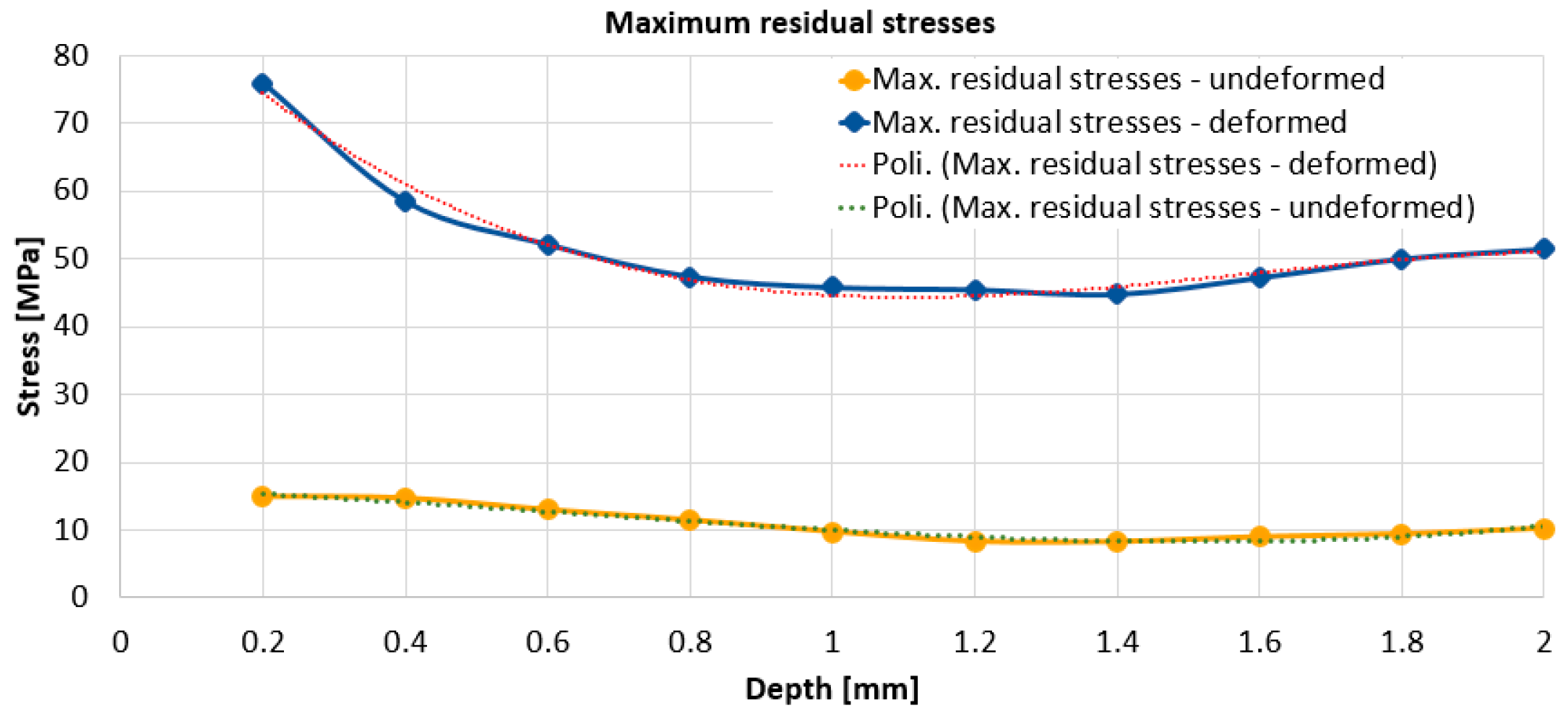
4. Results Obtained for the Residual Stresses on the Depth of the Plastically Deformed and Undeformed Zones
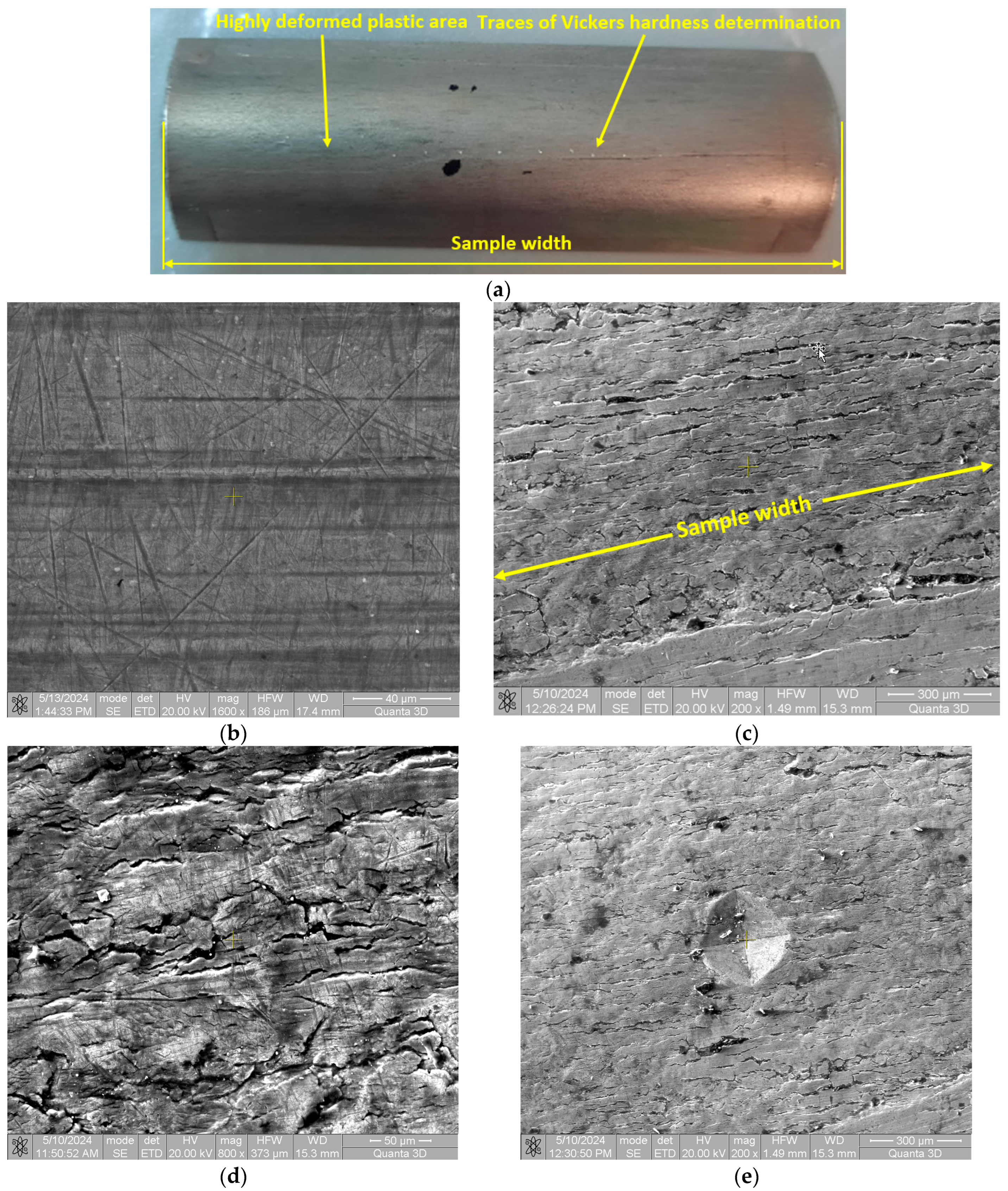
5. Microstructural Analysis of Plastically Undeformed/Deformed Area
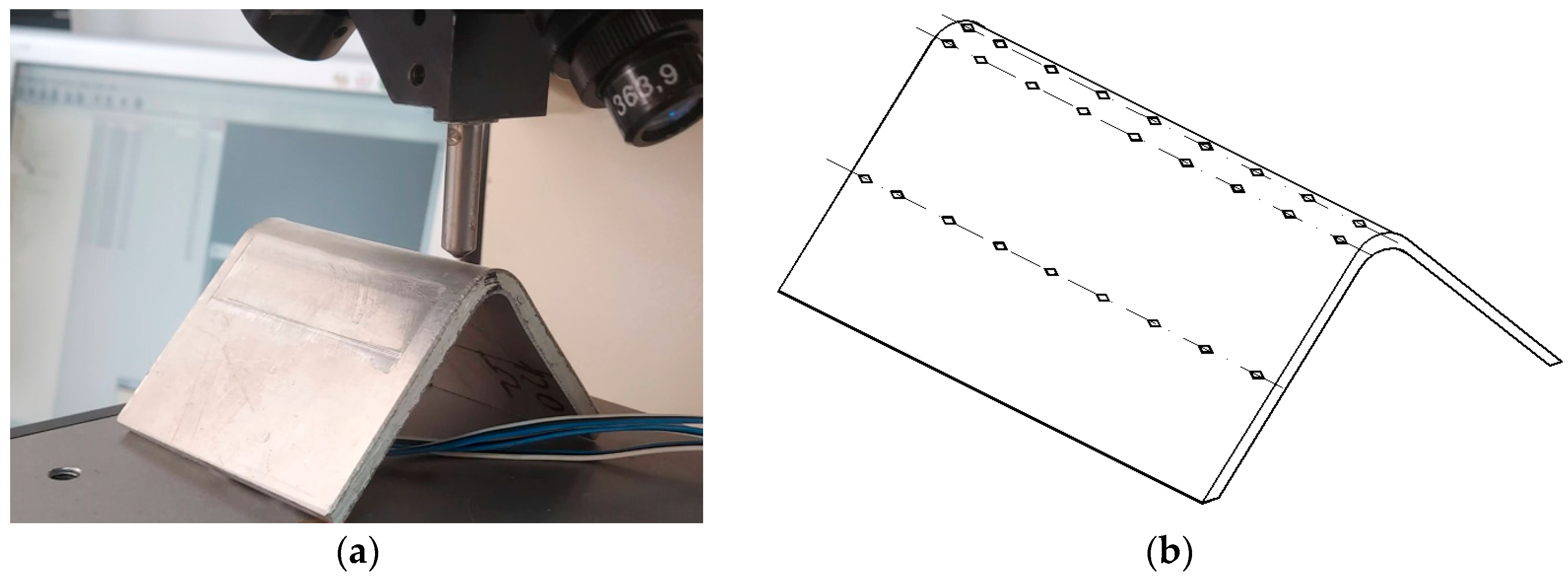
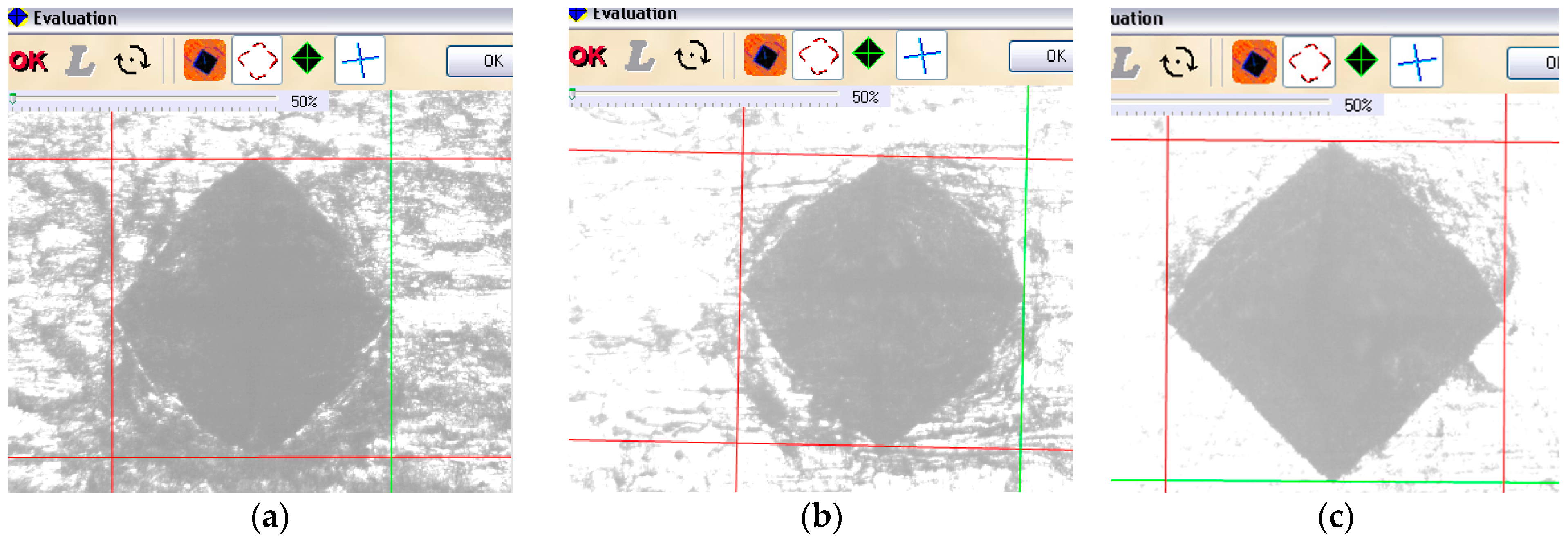
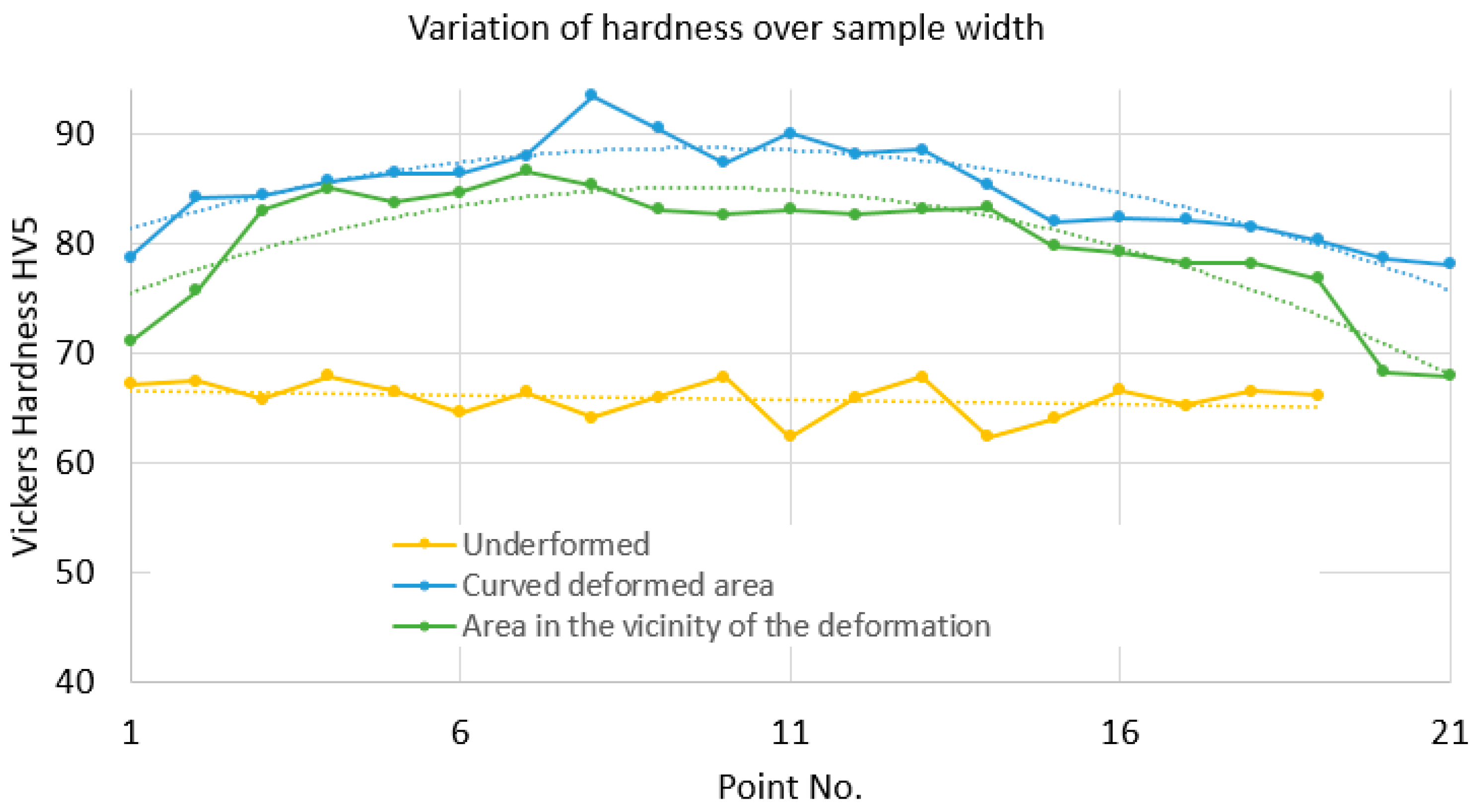
6. Hardness Variation in Deformed and Non-Deformed Plastic Zones
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Morooka, S.; Tomota, Y.; Kamiyama, T. Heterogeneous deformation behavior studied by in situ neutron diffraction during tensile deformation for ferrite, martensite and pearlite steels. ISIJ Int. 2008, 48, 525–530. [Google Scholar] [CrossRef]
- Jia, X.; Hao, K.; Luo, Z.; Fan, Z. Plastic Deformation Behavior of Metal Materials: A Review of Constitutive Models. Metals 2022, 12, 2077. [Google Scholar] [CrossRef]
- Takaki, S.; Kawasaki, K.; Kimura, Y. Mechanical properties of ultra fine-grained steels. J. Mater. Process. Technol. 2001, 117, 359–363. [Google Scholar] [CrossRef]
- Li, X.; Lu, L.; Li, J.; Zhang, X.; Gao, H. Mechanical properties and deformation mechanisms of gradient nanostructured metals and alloys. Nat. Rev. Mater. 2020, 5, 706–723. [Google Scholar] [CrossRef]
- ASTM E517-19; Standard Test Method for Plastic Strain Ratio r for Sheet Metal. ASTM: West Conshohocken, PA, USA, 2024.
- Rendler, N.J.; Vigness, I. Hole-drilling strain-gauge method of measuring residual stresses. Exp. Mech. 1973, 13, 45–48. [Google Scholar]
- Barile, C.; Casavola, C.; Pappalettera, G.; Pappalettere, C. Remarks on Residual Stress Measurement by Hole-Drilling and Electronic Speckle Pattern Interferometry. Sci. World J. 2014, 2014, 487149. [Google Scholar] [CrossRef] [PubMed]
- Fernández, R.; Bruno, G.; González-Doncel, G. Residual stress evolution with compressive plastic deformation in 6061Al–15 vol.% SiCw composites as studied by neutron diffraction. Mater. Sci. Eng. A 2005, 403, 260–268. [Google Scholar] [CrossRef]
- Hauk, V. Structural and Residual Stress Analysis by Nondestructive Methods. Evaluation—Application—Assessment; Elsevier: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Oettel, R. The Determination of Uncertainties in Residual Stress Measurement (Using the Hole Drilling Technique), Manual of Codes of Practice for the Determination of Uncertainties in Mechanical Tests on Metallic Materials; Code of Practice No. 15; Siempelkamp Prüf- und Gutachter-GmbH: Dresden, Germany, 2000. [Google Scholar]
- Totten, G.; Howes, M.; Inoue, T. Handbook of Residual Stress and Deformation of Steel; ASM International: Detroit, MI, USA, 2002; ISBN 978-0-87170-729-1. [Google Scholar]
- TN 503-3; Measurement of Residual Stresses by the Hole-Drilling Strain-Gage Method. Measurements Group Vishay: Malvern, PA, USA, 1999.
- Hehn, L.; Zheng, C.; Mecholsky, J.J.; Hubbard, C.R. Measurements of residual-stresses in Al203/Ni laminated composites using an X-ray-diffraction technique. J. Mater. Sci. 1995, 30, 1277–1282. [Google Scholar] [CrossRef]
- Rusz, S.; Hilšer, O.; Ochodek, V.; Čížek, L.; Kraus, M.; Mareš, V.; Grajcar, A.; Švec, J. Effect of severe plastic deformation on mechanical and fatigue behaviour of medium-c sheet steel. J. Min. Metall. Sect. B Metall. 2020, 56, 161–170. [Google Scholar] [CrossRef]
- Larsson, P.L. Investigation of sharp contact at rigid plastic conditions. Int. J. Mech. Sci. 2001, 43, 895–920. [Google Scholar] [CrossRef]
- Ju-Young, K.; Seung-Kyun, K.; Greer, J.R.; Dongil, K. Evaluating plastic flow properties by characterizing indentation size effect using a sharp indenter. Acta Mater. 2008, 56, 3338–3343. [Google Scholar]
- Bhattacharya, A.K.; Nix, W.D. Analysis of elastic and plastic deformation associated with indentation testing of thin films on substrates. Int. J. Solids Struct. 1988, 24, 1287–1298. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Khafizova, E.; Islamgaliev, R. Effect of severe plastic deformation on the structure and mechanical properties of Al-Cu-Mg alloy. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012081. [Google Scholar] [CrossRef]
- Adachi, N.; Sato, H.; Todaka, Y.; Suzuki, T. Mechanical properties and plastic deformation behavior of severely deformed pure Fe. Procedia Manuf. 2018, 15, 1495–1501. [Google Scholar] [CrossRef]
- Kamikawa, N.; Huang, X.; Tsuji, N.; Hansen, N. Strengthening mechanisms in nanostructured high-purity aluminum deformed to high strain and annealed. Acta Mater. 2009, 57, 4198–4208. [Google Scholar] [CrossRef]
- Zuiko, I.; Gazizov, M.; Kaibyshev, R. Effect of Cold Plastic Deformation on Mechanical Properties of Aluminum Alloy 2519 After Ageing. MSF 2014, 794–796, 888–893. [Google Scholar] [CrossRef]
- ASTM E837-20; Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method. ASTM: West Conshohocken, PA, USA, 2020.
- Bârsănescu, P.D.; Amariei, N.; Goanţă, V. Tensiuni Remanente; Editura “Gheorghe Asachi”: Iasi, Romania, 2003; ISBN 973-8292-91-3. [Google Scholar]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress Part 1—Measurement techniques, Overview. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Goanta, V. Plastic Deformation Degree Based on Vickers Hardness Test Near the Fractured Surfaces for Determining J(Ic). In Proceedings of the 5th International Conference on Integrity-Reliability-Failure (IRF), Porto, Portugal, 24–28 July 2016; pp. 165–178. [Google Scholar]
- Goanţă, V.; Axinte, T.; Iftimie, D.G. The variation of the Vickers micro-hardness in the vicinity of the fracture surfaces at static loading. J. Eng. Stud. Res. 2011, 17, 30–39. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Concentration | ||||||
|---|---|---|---|---|---|---|
| Al [%] | Si [%] | Fe [%] | Cu [%] | Mn [%] | Mg [%] | Zn [%] |
| 93.85 | 0.122 | 0.629 | <0.0030 | 0.461 | 4.70 | <0.0010 |
| Cr [%] | Ni [%] | Ti [%] | Be [%] | Ca [%] | Li [%] | Pb [%] |
| 0.113 | <0.020 | 0.0410 | <0.0001 | 0.0187 | 0.0004 | <0.001 |
| Depth/D, h/D | for D0/D = 0.35 (0.37) | for D0/D = 0.35 (0.37) |
|---|---|---|
| 0 | 0 | 0 |
| 0.05 | 0.037 | 0.069 |
| 0.1 | 0.081 | 0.159 |
| 0.15 | 0.115 | 0.239 |
| 0.2 | 0.137 | 0.299 |
| 0.25 | 0.147 | 0.339 |
| 0.3 | 0.151 | 0.364 |
| 0.35 | 0.151 | 0.379 |
| 0.4 | 0.149 | 0.387 |
| Depth [mm] | h/D | ||
|---|---|---|---|
| 0 | 0 | 0.0001 | 0.0001 |
| 0.2 | 0.039 | 0.022 | 0.055 |
| 0.4 | 0.078 | 0.046 | 0.120 |
| 0.6 | 0.117 | 0.068 | 0.185 |
| 0.8 | 0.156 | 0.086 | 0.245 |
| 1 | 0.195 | 0.100 | 0.294 |
| 1.2 | 0.234 | 0.109 | 0.330 |
| 1.4 | 0.273 | 0.113 | 0.354 |
| 1.6 | 0.312 | 0.113 | 0.368 |
| 1.8 | 0.351 | 0.112 | 0.376 |
| 2 | 0.390 | 0.111 | 0.385 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samara, F.; Goanta, V.; Istrate, B.; Alkisswani, L.; Munteanu, C.; Cosau, R. Influence of the Plastic Deformation Process on the Residual Stresses and Hardness of an Al-5Mg Alloy. Materials 2024, 17, 3593. https://doi.org/10.3390/ma17143593
Samara F, Goanta V, Istrate B, Alkisswani L, Munteanu C, Cosau R. Influence of the Plastic Deformation Process on the Residual Stresses and Hardness of an Al-5Mg Alloy. Materials. 2024; 17(14):3593. https://doi.org/10.3390/ma17143593
Chicago/Turabian StyleSamara, Fayez, Viorel Goanta, Bogdan Istrate, Layth Alkisswani, Corneliu Munteanu, and Roxana Cosau. 2024. "Influence of the Plastic Deformation Process on the Residual Stresses and Hardness of an Al-5Mg Alloy" Materials 17, no. 14: 3593. https://doi.org/10.3390/ma17143593