
Dimensional Accuracy of Different Three-Dimensional Printing Models as a Function of Varying the Printing Parameters

Abstract
1. Introduction
2. Materials and Methods
2.1. Master Model
2.2. 3D Printing of the Test Models
2.3. Specificities of the Printing Processes and Post-Processing of the 3D-Printed Models
2.3.1. S-Series Models and Post-Processing
2.3.2. C-Series Models and Post-Processing
2.3.3. F-Series Models and Post-Processing
2.4. Reference Models
2.5. Calliper Measurements
2.6. Digital Measurement
2.6.1. Creation of a Test Specimen Scan Dataset
2.6.2. Comparative Measurements with the GOM Inspect Professional Software
2.7. Evaluation and Statistical Analysis
3. Results
3.1. Reliability
3.2. Comparison of the Measurement Methods
3.3. General Results Compared with the Reference Models
3.4. Comparison of the Results in Relation to the Printer Parameters
3.4.1. Model Structure: Hollow Versus Solid Comparison
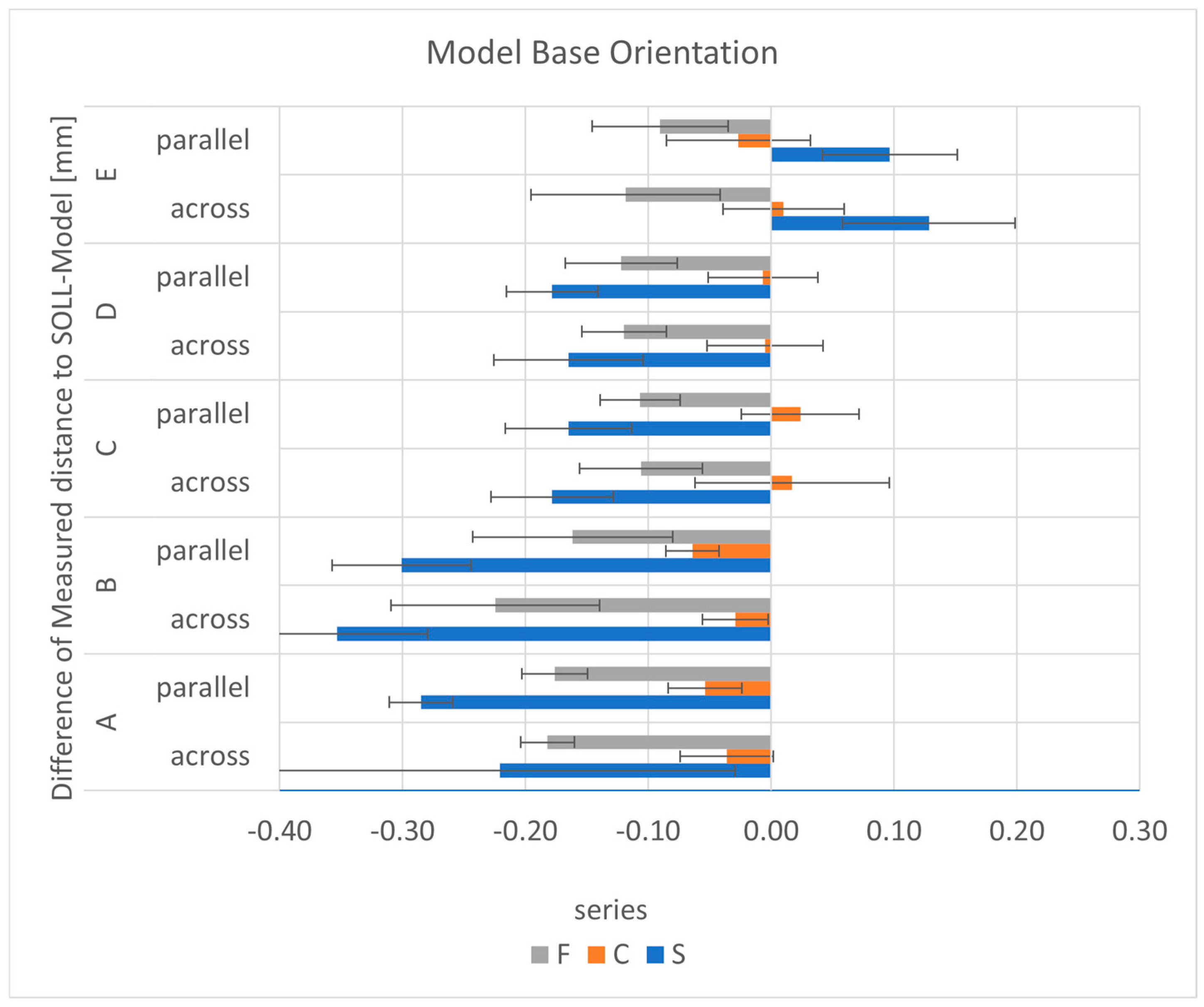
3.4.2. Model Base Orientation
3.4.3. Support Structure/Inclination
3.4.4. Positions on the Build Platform
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Etemad-Shahidi, Y.; Qallandar, O.B.; Evenden, J.; Alifui-Segbaya, F.; Ahmed, K.E. Accuracy of 3-Dimensionally Printed Full-Arch Dental Models: A Systematic Review. J. Clin. Med. 2020, 9, 3357. [Google Scholar] [CrossRef] [PubMed]
- Dawood, A.; Marti Marti, B.; Sauret-Jackson, V.; Darwood, A. 3D Printing in Dentistry. Br. Dent. J. 2015, 219, 521–529. [Google Scholar] [CrossRef]
- Morón-Conejo, B.; López-Vilagran, J.; Cáceres, D.; Berrendero, S.; Pradíes, G. Accuracy of Five Different 3D Printing Workflows for Dental Models Comparing Industrial and Dental Desktop Printers. Clin. Oral Investig. 2022, 27, 2521–2532. [Google Scholar] [CrossRef] [PubMed]
- Dietrich, C.A.; Ender, A.; Baumgartner, S.; Mehl, A. A Validation Study of Reconstructed Rapid Prototyping Models Produced by Two Technologies. Angle Orthod. 2017, 87, 782–787. [Google Scholar] [CrossRef] [PubMed]
- Camardella, L.T.; de Vasconcellos Vilella, O.; Breuning, H. Accuracy of Printed Dental Models Made with 2 Prototype Technologies and Different Designs of Model Bases. Am. J. Orthod. Dentofac. Orthop. 2017, 151, 1178–1187. [Google Scholar] [CrossRef] [PubMed]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A Review on Stereolithography and Its Applications in Biomedical Engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef]
- Li, P.; Fernandez, P.K.; Spintzyk, S.; Schmidt, F.; Beuer, F.; Unkovskiy, A. Effect of Additive Manufacturing Method and Build Angle on Surface Characteristics and Candida Albicans Adhesion to 3D Printed Denture Base Polymers. J. Dent. 2022, 116, 103889. [Google Scholar] [CrossRef] [PubMed]
- Pham, D.T.; Dimov, S.S. Rapid Prototyping and Rapid Tooling—The Key Enablers for Rapid Manufacturing. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2003, 217, 1–23. [Google Scholar] [CrossRef]
- Tahayeri, A.; Morgan, M.; Fugolin, A.P.; Bompolaki, D.; Athirasala, A.; Pfeifer, C.S.; Ferracane, J.L.; Bertassoni, L.E. 3D Printed versus Conventionally Cured Provisional Crown and Bridge Dental Materials. Dent. Mater. 2018, 34, 192–200. [Google Scholar] [CrossRef]
- Rungrojwittayakul, O.; Kan, J.Y.; Shiozaki, K.; Swamidass, R.S.; Goodacre, B.J.; Goodacre, C.J.; Lozada, J.L. Accuracy of 3D Printed Models Created by Two Technologies of Printers with Different Designs of Model Base. J. Prosthodont. 2020, 29, 124–128. [Google Scholar] [CrossRef]
- Sherman, S.L.; Kadioglu, O.; Currier, G.F.; Kierl, J.P.; Li, J. Accuracy of Digital Light Processing Printing of 3-Dimensional Dental Models. Am. J. Orthod. Dentofac. Orthop. 2020, 157, 422–428. [Google Scholar] [CrossRef] [PubMed]
- Arnold, C.; Monsees, D.; Hey, J.; Schweyen, R. Surface Quality of 3D-Printed Models as a Function of Various Printing Parameters. Materials 2019, 12, 1970. [Google Scholar] [CrossRef] [PubMed]
- Rossini, G.; Parrini, S.; Castroflorio, T.; Deregibus, A.; Debernardi, C.L. Diagnostic Accuracy and Measurement Sensitivity of Digital Models for Orthodontic Purposes: A Systematic Review. Am. J. Orthod. Dentofacial Orthop. 2016, 149, 161–170. [Google Scholar] [CrossRef]
- Hirogaki, Y.; Sohmura, T.; Satoh, H.; Takahashi, J.; Takada, K. Complete 3-D Reconstruction of Dental Cast Shape Using Perceptual Grouping. IEEE Trans. Med. Imaging 2001, 20, 1093–1101. [Google Scholar] [CrossRef]
- Papaspyridakos, P.; Chen, Y.-W.; Alshawaf, B.; Kang, K.; Finkelman, M.; Chronopoulos, V.; Weber, H.-P. Digital Workflow: In Vitro Accuracy of 3D Printed Casts Generated from Complete-Arch Digital Implant Scans. J. Prosthet. Dent. 2020, 124, 589–593. [Google Scholar] [CrossRef]
- Gipse Für Formstabile Implantatmodelle? Available online: https://www.quintessence-publishing.com/deu/de/article/828245/quintessenz-zahntechnik/2004/03/gipse-fuer-formstabile-implantatmodelle (accessed on 13 September 2023).
- Sim, J.-Y.; Jang, Y.; Kim, W.-C.; Kim, H.-Y.; Lee, D.-H.; Kim, J.-H. Comparing the Accuracy (Trueness and Precision) of Models of Fixed Dental Prostheses Fabricated by Digital and Conventional Workflows. J. Prosthodont. Res. 2019, 63, 25–30. [Google Scholar] [CrossRef]
- Patzelt, S.B.M.; Bishti, S.; Stampf, S.; Att, W. Accuracy of Computer-Aided Design/Computer-Aided Manufacturing–Generated Dental Casts Based on Intraoral Scanner Data. J. Am. Dent. Assoc. 2014, 145, 1133–1140. [Google Scholar] [CrossRef]
- Jin, S.-J.; Kim, D.-Y.; Kim, J.-H.; Kim, W.-C. Accuracy of Dental Replica Models Using Photopolymer Materials in Additive Manufacturing: In Vitro Three-Dimensional Evaluation. J. Prosthodont. 2019, 28, e557–e562. [Google Scholar] [CrossRef]
- Joda, T.; Matthisson, L.; Zitzmann, N.U. Impact of Aging on the Accuracy of 3D-Printed Dental Models: An In Vitro Investigation. J. Clin. Med. 2020, 9, 1436. [Google Scholar] [CrossRef]
- Kim, S.-Y.; Shin, Y.-S.; Jung, H.-D.; Hwang, C.-J.; Baik, H.-S.; Cha, J.-Y. Precision and Trueness of Dental Models Manufactured with Different 3-Dimensional Printing Techniques. Am. J. Orthod. Dentofac. Orthop. 2018, 153, 144–153. [Google Scholar] [CrossRef]
- Aly, P.; Mohsen, C. Comparison of the Accuracy of Three-Dimensional Printed Casts, Digital, and Conventional Casts: An In Vitro Study. Eur. J. Dent. 2020, 14, 189–193. [Google Scholar] [CrossRef] [PubMed]
- Cho, S.-H.; Schaefer, O.; Thompson, G.A.; Guentsch, A. Comparison of Accuracy and Reproducibility of Casts Made by Digital and Conventional Methods. J. Prosthet. Dent. 2015, 113, 310–315. [Google Scholar] [CrossRef]
- Favero, C.S.; English, J.D.; Cozad, B.E.; Wirthlin, J.O.; Short, M.M.; Kasper, F.K. Effect of Print Layer Height and Printer Type on the Accuracy of 3-Dimensional Printed Orthodontic Models. Am. J. Orthod. Dentofac. Orthop. 2017, 152, 557–565. [Google Scholar] [CrossRef] [PubMed]
- Jeong, Y.-G.; Lee, W.-S.; Lee, K.-B. Accuracy Evaluation of Dental Models Manufactured by CAD/CAM Milling Method and 3D Printing Method. J. Adv. Prosthodont. 2018, 10, 245–251. [Google Scholar] [CrossRef] [PubMed]
- Waldecker, M.; Rues, S.; Awounvo Awounvo, J.S.; Rammelsberg, P.; Bömicke, W. In Vitro Accuracy of Digital and Conventional Impressions in the Partially Edentulous Maxilla. Clin. Oral Investig. 2022, 26, 6491–6502. [Google Scholar] [CrossRef] [PubMed]
- Jang, Y.; Sim, J.-Y.; Park, J.-K.; Kim, W.-C.; Kim, H.-Y.; Kim, J.-H. Accuracy of 3-Unit Fixed Dental Prostheses Fabricated on 3D-Printed Casts. J. Prosthet. Dent. 2020, 123, 135–142. [Google Scholar] [CrossRef] [PubMed]
- Park, M.-E.; Shin, S.-Y. Three-Dimensional Comparative Study on the Accuracy and Reproducibility of Dental Casts Fabricated by 3D Printers. J. Prosthet. Dent. 2018, 119, 861.e1–861.e7. [Google Scholar] [CrossRef] [PubMed]
- Afrashtehfar, K.I.; Alnakeb, N.A.; Assery, M.K.M. Accuracy Of Intraoral Scanners Versus Traditional Impressions: A Rapid Umbrella Review. J. Evid. Based Dent. Pract. 2022, 22, 101719. [Google Scholar] [CrossRef]
- Wesemann, C.; Muallah, J.; Mah, J.; Bumann, A. Accuracy and Efficiency of Full-Arch Digitalization and 3D Printing: A Comparison between Desktop Model Scanners, an Intraoral Scanner, a CBCT Model Scan, and Stereolithographic 3D Printing. Quintessence Int. 2017, 48, 41–50. [Google Scholar] [CrossRef]
- Nowak, R.; Wesemann, C.; Robben, J.; Muallah, J.; Bumann, A. An In-Vitro Study Comparing the Accuracy of Full-Arch Casts Digitized with Desktop Scanners. Quintessence Int. 2017, 667–676. [Google Scholar] [CrossRef]
- Anadioti, E.; Kane, B.; Zhang, Y.; Bergler, M.; Mante, F.; Blatz, M.B. Accuracy of Dental and Industrial 3D Printers. J. Prosthodont. 2022, 31, 30–37. [Google Scholar] [CrossRef] [PubMed]
- Nulty, A. A Comparison of Trueness and Precision of 12 3D Printers Used in Dentistry. BDJ Open 2022, 8, 14. [Google Scholar] [CrossRef] [PubMed]
- Tomassetti, J.J.; Taloumis, L.J.; Denny, J.M.; Fischer, J.R. A Comparison of 3 Computerized Bolton Tooth-Size Analyses with a Commonly Used Method. Angle Orthod. 2001, 71, 351–357. [Google Scholar] [CrossRef] [PubMed]
- Saleh, W.K.; Ariffin, E.; Sherriff, M.; Bister, D. Accuracy and Reproducibility of Linear Measurements of Resin, Plaster, Digital and Printed Study-Models. J. Orthod. 2015, 42, 301–306. [Google Scholar] [CrossRef] [PubMed]
- Choi, J.-W.; Ahn, J.-J.; Son, K.; Huh, J.-B. Three-Dimensional Evaluation on Accuracy of Conventional and Milled Gypsum Models and 3D Printed Photopolymer Models. Materials 2019, 12, 3499. [Google Scholar] [CrossRef]
- Bock, J.J.; Fuhrmann, R.A.W.; Setz, J. The Influence of Different Disinfectants on Primary Impression Materials. Quintessence Int. 2008, 39, e93–e98. [Google Scholar]
- Stevens, D.R.; Flores-Mir, C.; Nebbe, B.; Raboud, D.W.; Heo, G.; Major, P.W. Validity, Reliability, and Reproducibility of Plaster vs Digital Study Models: Comparison of Peer Assessment Rating and Bolton Analysis and Their Constituent Measurements. Am. J. Orthod. Dentofac. Orthop. 2006, 129, 794–803. [Google Scholar] [CrossRef]
- ISO 5725-1:2023(En); Accuracy (Trueness and Precision) of Measurement Methods and Results—Part 1: General Principles and Definitions. Association Francaise de Normalisation: Paris, France, 2023. Available online: https://www.iso.org/obp/ui/en/#iso:std:iso:5725:-1:ed-2:v1:en (accessed on 13 September 2023).
- Galvão, M.C.D.S.; Sato, J.R.; Coelho, E.C. Dahlberg Formula: A Novel Approach for Its Evaluation. Dent. Press J. Orthod. 2012, 17, 115–124. [Google Scholar] [CrossRef]
- Persson, A.S.K.; Andersson, M.; Odén, A.; Sandborgh-Englund, G. Computer Aided Analysis of Digitized Dental Stone Replicas by Dental CAD/CAM Technology. Dent. Mater. 2008, 24, 1123–1130. [Google Scholar] [CrossRef]
- Ender, A.; Mehl, A. Accuracy of Complete-Arch Dental Impressions: A New Method of Measuring Trueness and Precision. J. Prosthet. Dent. 2013, 109, 121–128. [Google Scholar] [CrossRef]
- Schumann, C. Experiences with Saw-Cut Models and Comments on the Technology of Model Cast Crowns. Zahntechnik 1980, 21, 100–106. [Google Scholar]
- McLean, J.W.; von Fraunhofer, J.A. The Estimation of Cement Film Thickness by an in Vivo Technique. Br. Dent. J. 1971, 131, 107–111. [Google Scholar] [CrossRef]
- Reymus, M.; Fabritius, R.; Keßler, A.; Hickel, R.; Edelhoff, D.; Stawarczyk, B. Fracture Load of 3D-Printed Fixed Dental Prostheses Compared with Milled and Conventionally Fabricated Ones: The Impact of Resin Material, Build Direction, Post-Curing, and Artificial Aging—An in Vitro Study. Clin. Oral Investig. 2020, 24, 701–710. [Google Scholar] [CrossRef] [PubMed]
- Lederer, M. Präzision im 3D-Druck—Darauf kommt es an. Digit. Dent. Mag. 2019, 6, 58–62. [Google Scholar]
- What Does Resolution Mean in 3D Printing? Available online: https://formlabs.com/blog/3d-printer-resolution-meaning/ (accessed on 17 September 2023).
- Dimensional Accuracy of 3D Printers—The Ortho Cosmos. Available online: https://theorthocosmos.com/dimensional-accuracy-3d-printers/ (accessed on 14 September 2023).
- Zhang, Z.-C.; Li, P.-L.; Chu, F.-T.; Shen, G. Influence of the Three-Dimensional Printing Technique and Printing Layer Thickness on Model Accuracy. J. Orofac. Orthop. 2019, 80, 194–204. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Stansbury, J.W. Curing Dental Resins and Composites by Photopolymerization. J. Esthet. Dent. 2000, 12, 300–308. [Google Scholar] [CrossRef]
- Mayer, J.; Reymus, M.; Wiedenmann, F.; Edelhoff, D.; Hickel, R.; Stawarczyk, B. Temporary 3D Printed Fixed Dental Prosthesis Materials: Impact of Post Printing Cleaning Methods on Degree of Conversion as Well as Surface and Mechanical Properties. Int. J. Prosthodont. 2021, 34, 784–795. [Google Scholar] [CrossRef] [PubMed]
- Gupta, S.K.; Saxena, P.; Pant, V.A.; Pant, A.B. Release and Toxicity of Dental Resin Composite. Toxicol. Int. 2012, 19, 225–234. [Google Scholar] [CrossRef]
- Pfeifer, C.S.; Shelton, Z.R.; Braga, R.R.; Windmoller, D.; Machado, J.C.; Stansbury, J.W. Characterization of Dimethacrylate Polymeric Networks: A Study of the Crosslinked Structure Formed by Monomers Used in Dental Composites. Eur. Polym. J. 2011, 47, 162–170. [Google Scholar] [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D Printing with Polymers: Challenges among Expanding Options and Opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef] [PubMed]
- Stansbury, J.W.; Dickens, S.H. Determination of Double Bond Conversion in Dental Resins by near Infrared Spectroscopy. Dent. Mater. 2001, 17, 71–79. [Google Scholar] [CrossRef] [PubMed]
- Schümann, J.-P.; Ziegmann, G.; Hartmann, S. Zur Zeit-, Temperatur- und Umsatzabhängigen Entwicklung Polymerphysikalischer Vernetzungsschwindung Aminisch Vernetzender Epoxide, 1st ed.; Materialwissenschaft und Werkstofftechnik 2, Polymerwerkstoffe und Kunststofftechnik; Papierflieger Verlag GmbH: Clausthal-Zellerfeld, Germany, 2019; ISBN 978-3-86948-681-9. [Google Scholar]
- Yong, V.; Hahn, H.T. Processing and Properties of SiC/Vinyl Ester Nanocomposites. Nanotechnology 2004, 15, 1338. [Google Scholar] [CrossRef]
- Seo, K.S.; Kim, D.S. Curing Behavior and Structure of an Epoxy/Clay Nanocomposite System. Polym. Eng. Sci. 2006, 46, 1318–1325. [Google Scholar] [CrossRef]
- Román, F.; Montserrat, S.; Hutchinson, J.M. On the Effect of Montmorillonite in the Curing Reaction of Epoxy Nanocomposites. J. Therm. Anal. Calorim. 2007, 87, 113–118. [Google Scholar] [CrossRef]
- Lee, M.P.; Cooper, G.J.T.; Hinkley, T.; Gibson, G.M.; Padgett, M.J.; Cronin, L. Development of a 3D Printer Using Scanning Projection Stereolithography. Sci. Rep. 2015, 5, 9875. [Google Scholar] [CrossRef] [PubMed]
- Shim, J.S.; Kim, J.-E.; Jeong, S.H.; Choi, Y.J.; Ryu, J.J. Printing Accuracy, Mechanical Properties, Surface Characteristics, and Microbial Adhesion of 3D-Printed Resins with Various Printing Orientations. J. Prosthet. Dent. 2020, 124, 468–475. [Google Scholar] [CrossRef]
- Unkovskiy, A.; Bui, P.H.-B.; Schille, C.; Geis-Gerstorfer, J.; Huettig, F.; Spintzyk, S. Objects Build Orientation, Positioning, and Curing Influence Dimensional Accuracy and Flexural Properties of Stereolithographically Printed Resin. Dent. Mater. 2018, 34, e324–e333. [Google Scholar] [CrossRef]
- Park, G.-S.; Kim, S.-K.; Heo, S.-J.; Koak, J.-Y.; Seo, D.-G. Effects of Printing Parameters on the Fit of Implant-Supported 3D Printing Resin Prosthetics. Materials 2019, 12, 2533. [Google Scholar] [CrossRef]
- Bhattacharjee, N.; Urrios, A.; Kang, S.; Folch, A. The Upcoming 3D-Printing Revolution in Microfluidics. Lab. Chip 2016, 16, 1720–1742. [Google Scholar] [CrossRef]
- Urrios, A.; Parra-Cabrera, C.; Bhattacharjee, N.; Gonzalez-Suarez, A.M.; Rigat-Brugarolas, L.G.; Nallapatti, U.; Samitier, J.; DeForest, C.A.; Posas, F.; Garcia-Cordero, J.L.; et al. 3D-Printing of Transparent Bio-Microfluidic Devices in PEG-DA. Lab. Chip 2016, 16, 2287–2294. [Google Scholar] [CrossRef] [PubMed]
- Chuang, S.-F.; Huang, P.-S.; Chen, T.Y.-F.; Huang, L.-H.; Su, K.-C.; Chang, C.-H. Shrinkage Behaviors of Dental Composite Restorations-The Experimental-Numerical Hybrid Analysis. Dent. Mater. 2016, 32, e362–e373. [Google Scholar] [CrossRef] [PubMed]
- Brouwer, T. 3D Printing Models: Hollow vs Solid. Available online: https://sprintray.com/3d-printing-models-hollow-vs-solid/ (accessed on 14 September 2023).
- Cheng, W.; Fuh, J.Y.H.; Nee, A.Y.C.; Wong, Y.S.; Loh, H.T.; Miyazawa, T. Multi-objective Optimization of Part- Building Orientation in Stereolithography. Rapid Prototyp. J. 1995, 1, 12–23. [Google Scholar] [CrossRef]
- Alharbi, N.; Osman, R.B.; Wismeijer, D. Factors Influencing the Dimensional Accuracy of 3D-Printed Full-Coverage Dental Restorations Using Stereolithography Technology. Int. J. Prosthodont. 2016, 29, 503–510. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measuring Distances | Description |
|---|---|
| A | Short side of base |
| B | Long side of base |
| C | Diameter of the small stump |
| D | Diameter of the large stump |
| E | Distance between the stumps |
| Printer | SolFlex 350 | CaraPrint 4.0 | Form2 |
|---|---|---|---|
| Manufacturer | VOCO GmbH (Cuxhaven, Germany) | Kulzer GmbH (Hanau, Germany) | Formlabs GmbH (Berlin, Germany) |
| Technology and exposure unit | Digital light processing (385 nm) | Digital light processing (405 nm) | Stereolithography (405 nm) Laser with 250 mW |
| Editing software | Autodesk Netfabb 2020 | Cara Cam 1.0 | PreForm 2.13.1 |
| Build platform | 64 × 120 mm Elongated Perforations | 58 × 103 mm Smooth Surface | 145 × 145 mm Flexible Printing Surface |
| Maximum construction height | 130 mm | 130 mm | 175 mm |
| Sample Series | S | C | F |
| Models (n) per print Prints | 2 × n = 12 S1+S2 | 6 × n = 8 C1–C6 | 3 × n = 18 F1–F3 |
| Material | V-Print Model Beige | Dima Print Stone Beige | Grey Resin V3 |
| Printing Parameters | |||
| Layer thickness | 50 µm | 50 µm | 50 µm |
| Inclination (support structure) 0° = without support 15° = with support | 0° (n = 24) | 0° (C1, C3, C5)/15° (C2, C4, C6) (n = 24/n = 24) | 0° (F2)/15° (F1, F3) (n = 18/n = 36) |
| Model structure | Full (n = 12) Hollow (n = 12) | Full (n = 24) Hollow (n = 24) | Full (n = 27) Hollow (n = 27) |
| Position on the build platform * | 1 Front left | 1 Front centre | 1 Front left |
| 2 Centre left | 2 Back centre | 2 Centre links | |
| 3 Back left | 3 Left centre | 3 Back links | |
| 4 Front right | 4 Right centre | 4 Front middle | |
| 5 Centre right | 5 Centre middle | ||
| 6 Back right | 6 Back middle | ||
| 7 Front right | |||
| 8 Centre right | |||
| 9 Back right | |||
| Placement *: model base orientation | Parallel—P Across—A (n = 12/n = 12) | Parallel—P Across—A (n = 24/n = 24) | Parallel—P Across—A (n = 24/n = 30) |
| A | B | C | D | E | |
|---|---|---|---|---|---|
| SOLL model (GOM Inspect Professional software 2021) | 8.99 | 36.03 | 3.24 | 4.11 | 24.67 |
| Calliper | 8.99 | 36.02 | 3.24 | 4.14 | 24.62 |
| VOCO: V-Print Model Beige | ||
|---|---|---|
| Polyetherdimethacrylate | 50% to 100% | |
| Tripropylenglycoldiacrylate | 10% to 25% | |
| Hydroxypropylmethacrylate | 5% to 10% | |
| Diphenyl (2,4,6-trimethylbenzoyl) phosphineoxide | ≤1% | |
| Kulzer: Dima Print Stone Beige | ||
| 7,7,9-Trimethyl-4,13-dioxo-3,14-dioxa-5,12-diazahexadecane-1,16-diylbismethacrylate | ≥25% to ≤50% | |
| (octahydro-4,7-methano-1H-indenyl) methylacrylate | ≥10% to ≤20% | |
| Tris (2-hydroxyethyl) isocyanuratetriacrylate | ≥10% to ≤25% | |
| Bisphenol-A-Polyethylenglycoldietherdimethacrylate | ||
| (2,4,6-trioxo-1,3,5-triazinane-1,3,5-triyl) Triethylenetriacrylate | ≥10% to ≤25% | |
| Tricyclodecanedimethanoldiacrylate | ≥5% to ≤25% | |
| Phenylbis (2,4,6-trimethylbenzoyl) phosphineoxide | ≥1% to ≤5% | |
| 2-Hydroxy-4-methoxybenzophenon | ≥0.25 to ≤1% | |
| Formlabs: Grey Resin V3 | ||
| Methacrylated oligomer | ≥75% to ≤90% | |
| Methacrylated monomer | ≥25% to ≤50% | |
| Diphenyl (2,4,6-trimethylbenzoyl) phosphine oxide | ≥1% to ≤3% | |
| A | B | C | D | E | ∑ | |
|---|---|---|---|---|---|---|
| S GOM | −0.2229 | −0.3271 | −0.1704 | −0.1717 | 0.1125 | I0.201I |
| S Calliper | −0.1012 | −0.2528 | −0.1042 | −0.0603 | 0.0453 | I0.113I |
| C GOM | −0.0450 | −0.0467 | 0.0204 | −0.0058 * | −0.0083 | I0.025I |
| C Calliper | 0.0153 | 0.0240 | 0.1178 | 0.1220 * | −0.0282 | I0.061I |
| F GOM | −0.1794 | −0.1967 | −0.1063 | −0.1207 | −0.1059 ** | I0.142I |
| F Calliper | −0.1386 | −0.1437 | −0.0030 | 0.0067 | −0.0857 ** | I0.075I |
| Reference | A | B | C | D | E | ∑ |
|---|---|---|---|---|---|---|
| GOM plaster models | 0.0760 | 0.0720 | −0.0400 | 0.0220 | −0.1520 | I0.0724I |
| GOM milled models | −0.1225 | −0.1700 | −0.0300 | −0.0325 | −0.0175 | I0.0745I |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arnold, C.; Riß, L.; Hey, J.; Schweyen, R. Dimensional Accuracy of Different Three-Dimensional Printing Models as a Function of Varying the Printing Parameters. Materials 2024, 17, 3616. https://doi.org/10.3390/ma17143616
Arnold C, Riß L, Hey J, Schweyen R. Dimensional Accuracy of Different Three-Dimensional Printing Models as a Function of Varying the Printing Parameters. Materials. 2024; 17(14):3616. https://doi.org/10.3390/ma17143616
Chicago/Turabian StyleArnold, Christin, Lea Riß, Jeremias Hey, and Ramona Schweyen. 2024. "Dimensional Accuracy of Different Three-Dimensional Printing Models as a Function of Varying the Printing Parameters" Materials 17, no. 14: 3616. https://doi.org/10.3390/ma17143616
APA StyleArnold, C., Riß, L., Hey, J., & Schweyen, R. (2024). Dimensional Accuracy of Different Three-Dimensional Printing Models as a Function of Varying the Printing Parameters. Materials, 17(14), 3616. https://doi.org/10.3390/ma17143616