
Effects of Atmospheric Pressure Plasma Jet on 3D-Printed Acrylonitrile Butadiene Styrene (ABS)

 ,
,  ,
, 
 , and
, and
Abstract
1. Introduction
2. Materials and Methods
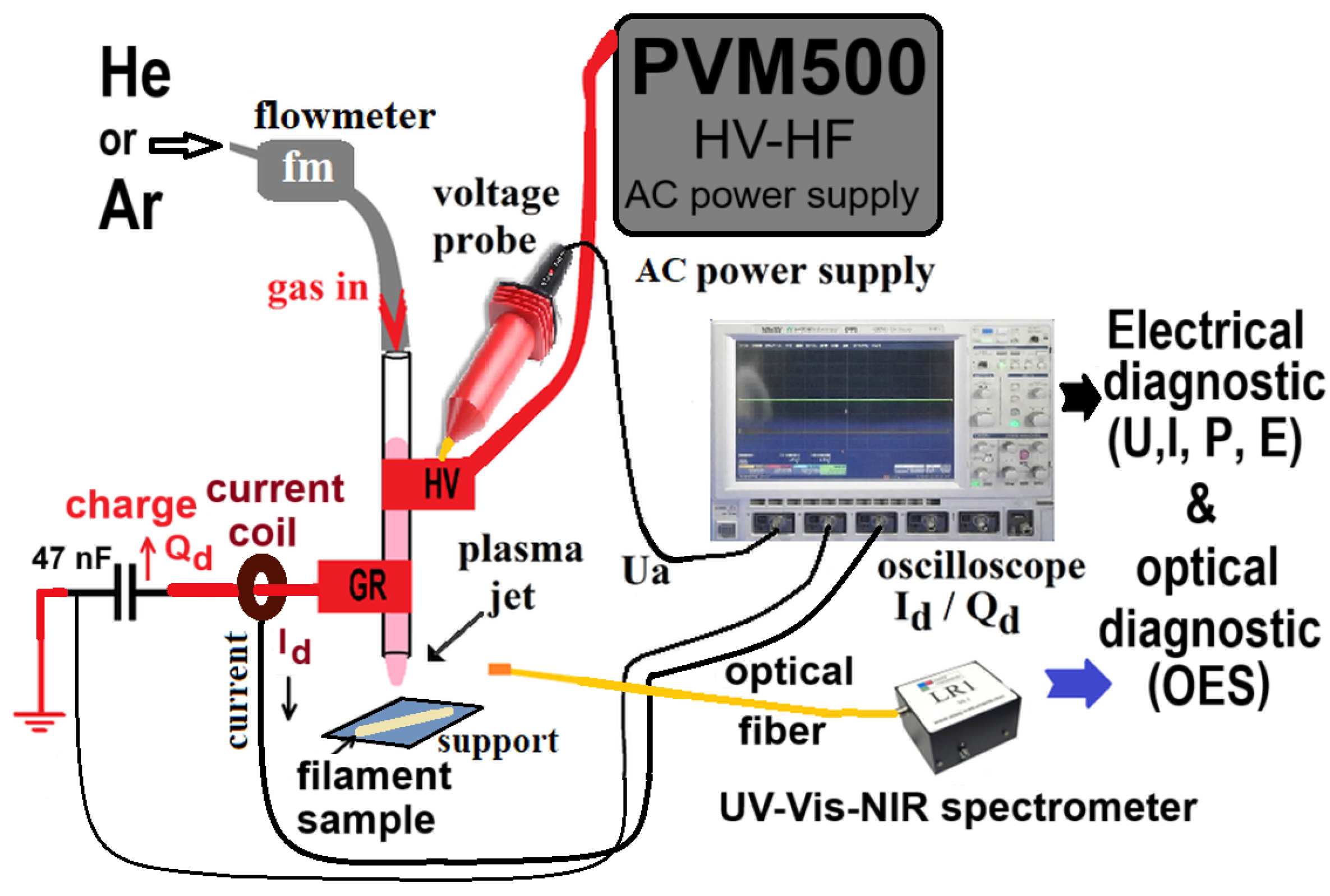
2.1. Plasma Source and Material Preparation
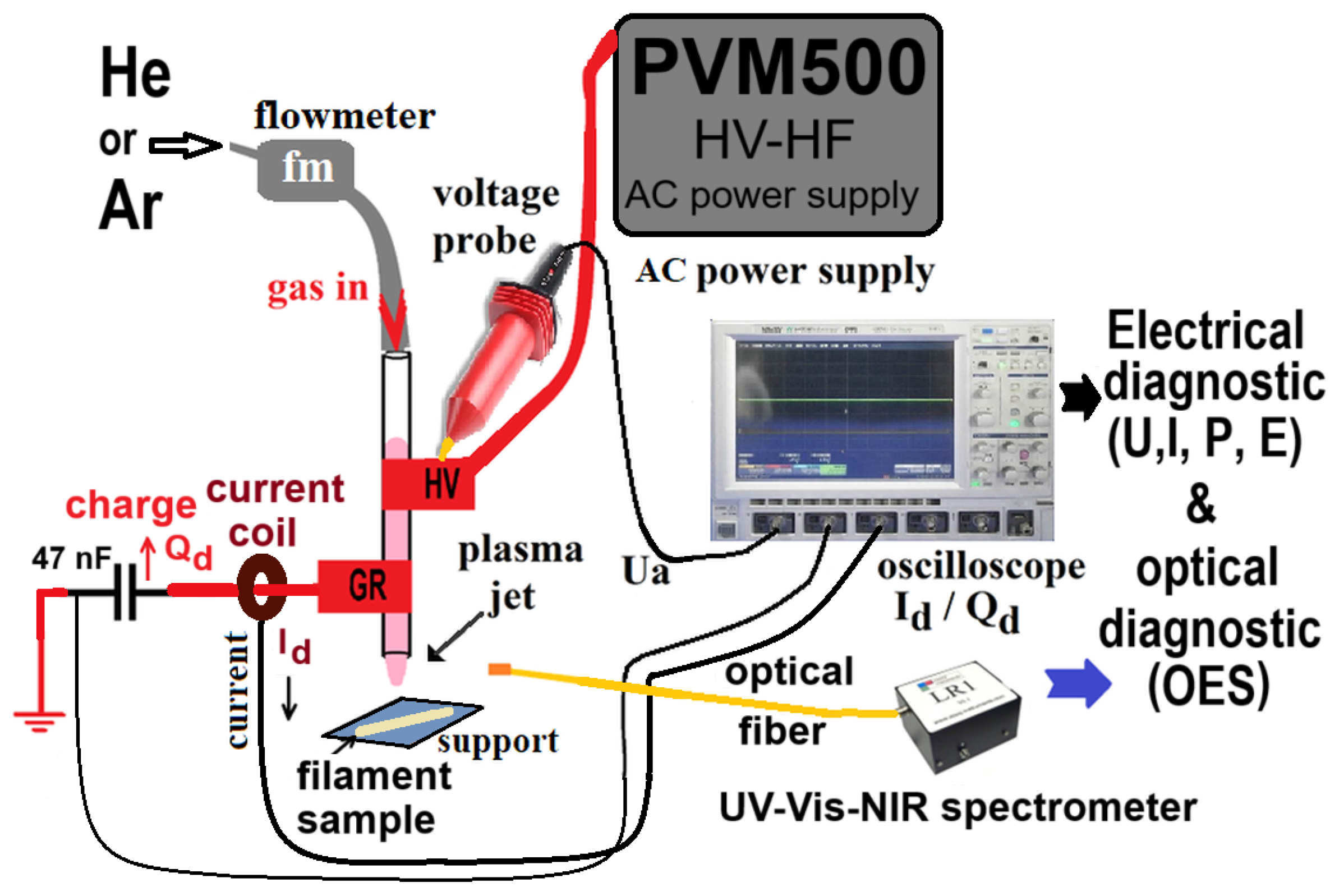
2.1.1. Plasma Source Set-up and Diagnosis Methods
2.1.2. Material Preparation
2.2. Surface and Volume Characterization Methods of Polymeric Sample
2.2.1. Surface Morphology: Atomic Force Microscopy
2.2.2. Static Contact Angle and Surface Energy
2.2.3. X-ray Photoelectron Spectroscopy (XPS) of Polymers
2.2.4. Fourier Transform Infrared Spectroscopy
2.2.5. Differential Scanning Calorimetry (DSC)
2.2.6. Broadband Dielectric Spectroscopy (BDS)
2.2.7. X-ray Diffraction
2.2.8. Mechanical Properties: Impact and Tensile Testing
3. Results and Discussion
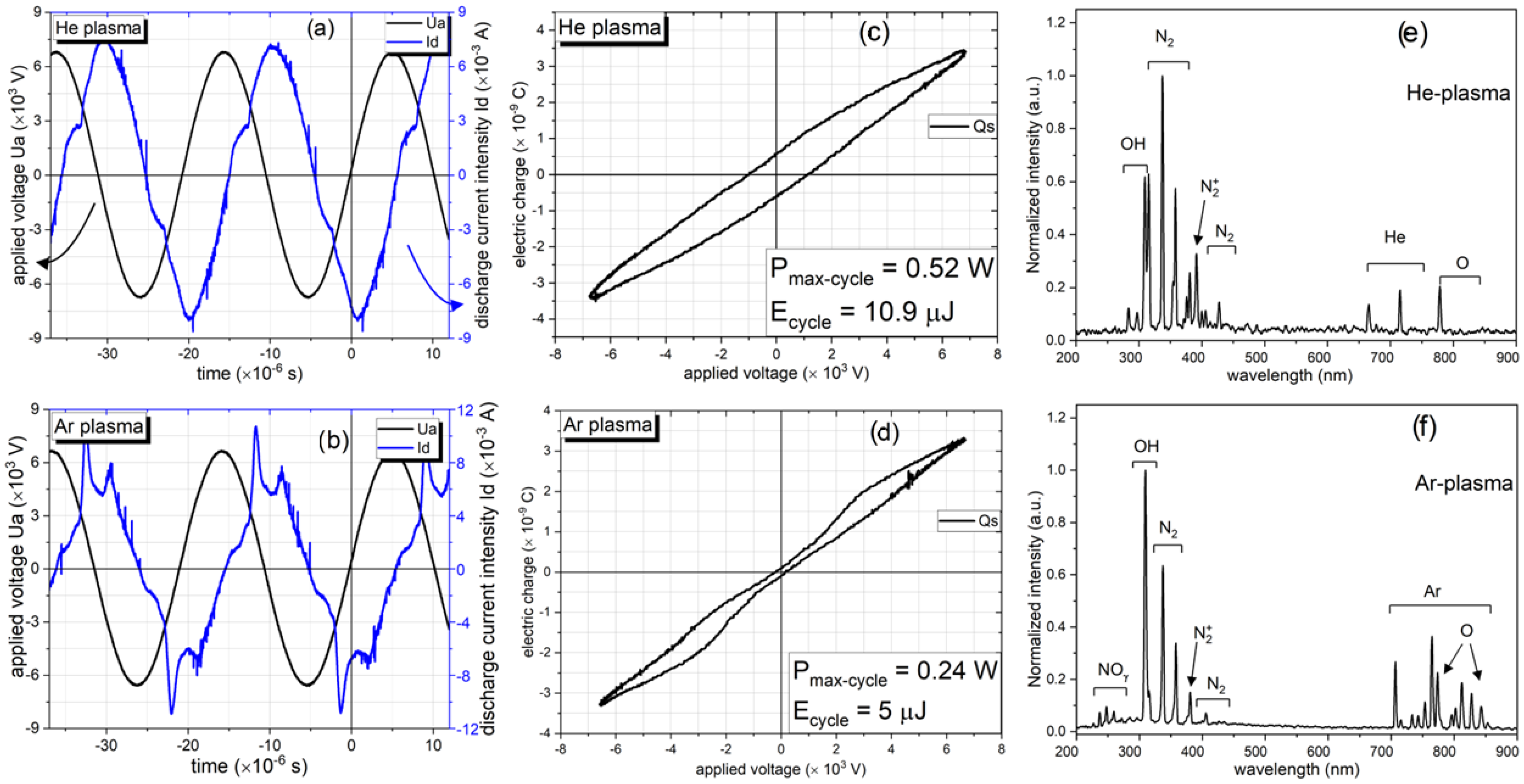
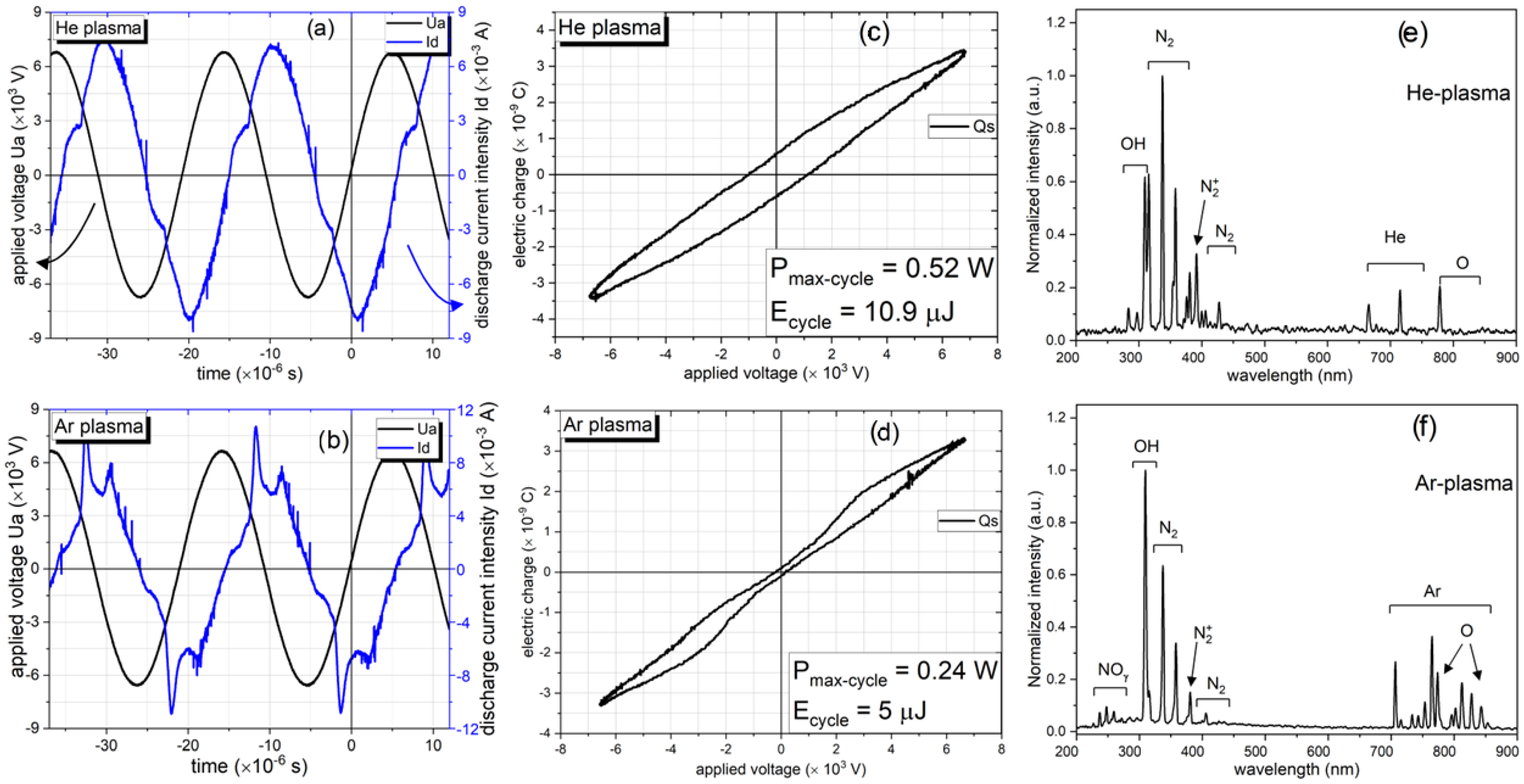
3.1. Electro-Optical Characterization of Plasma Source
3.2. Surface and Volume Characterization Methods of Polymeric Sample
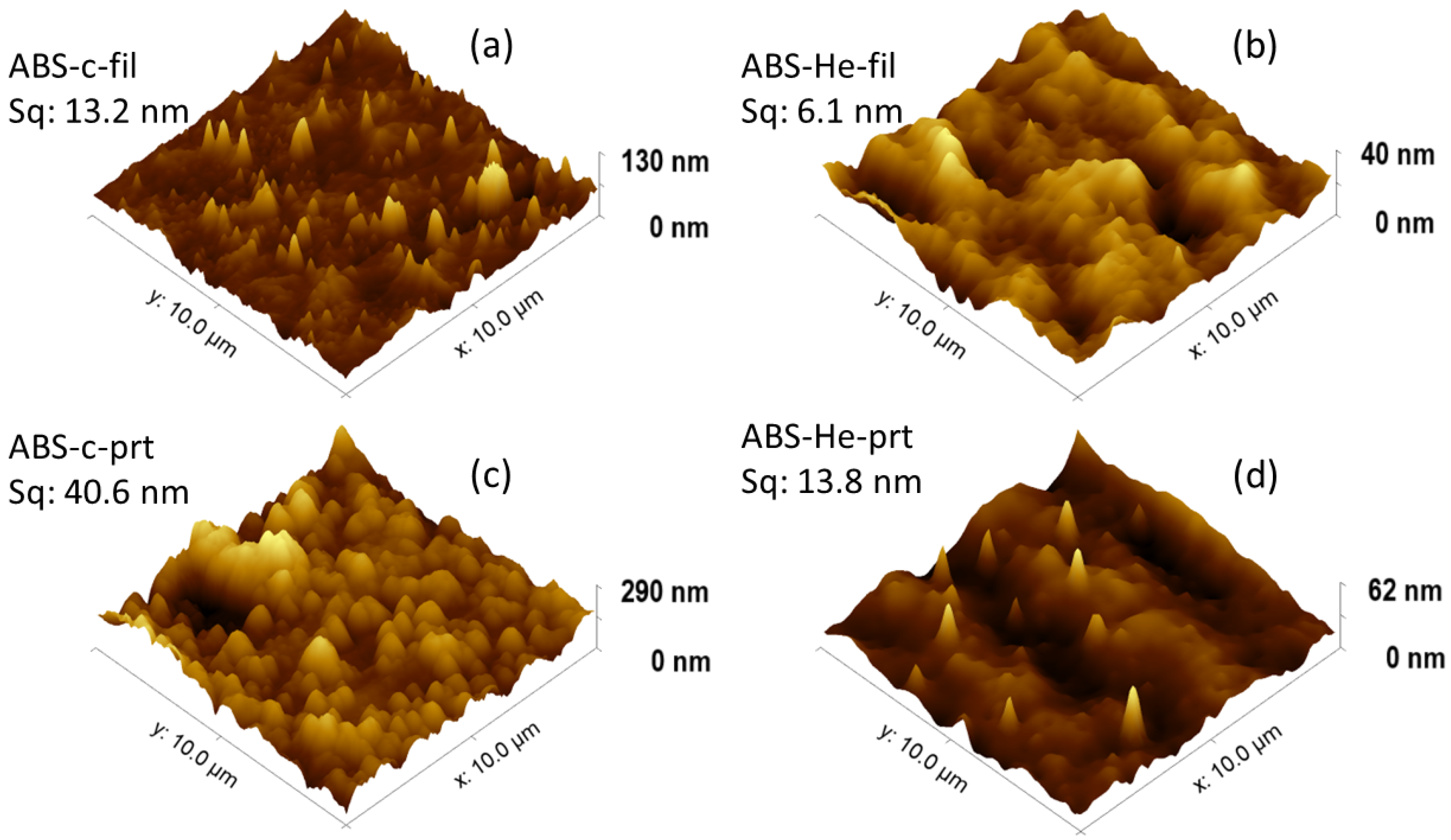
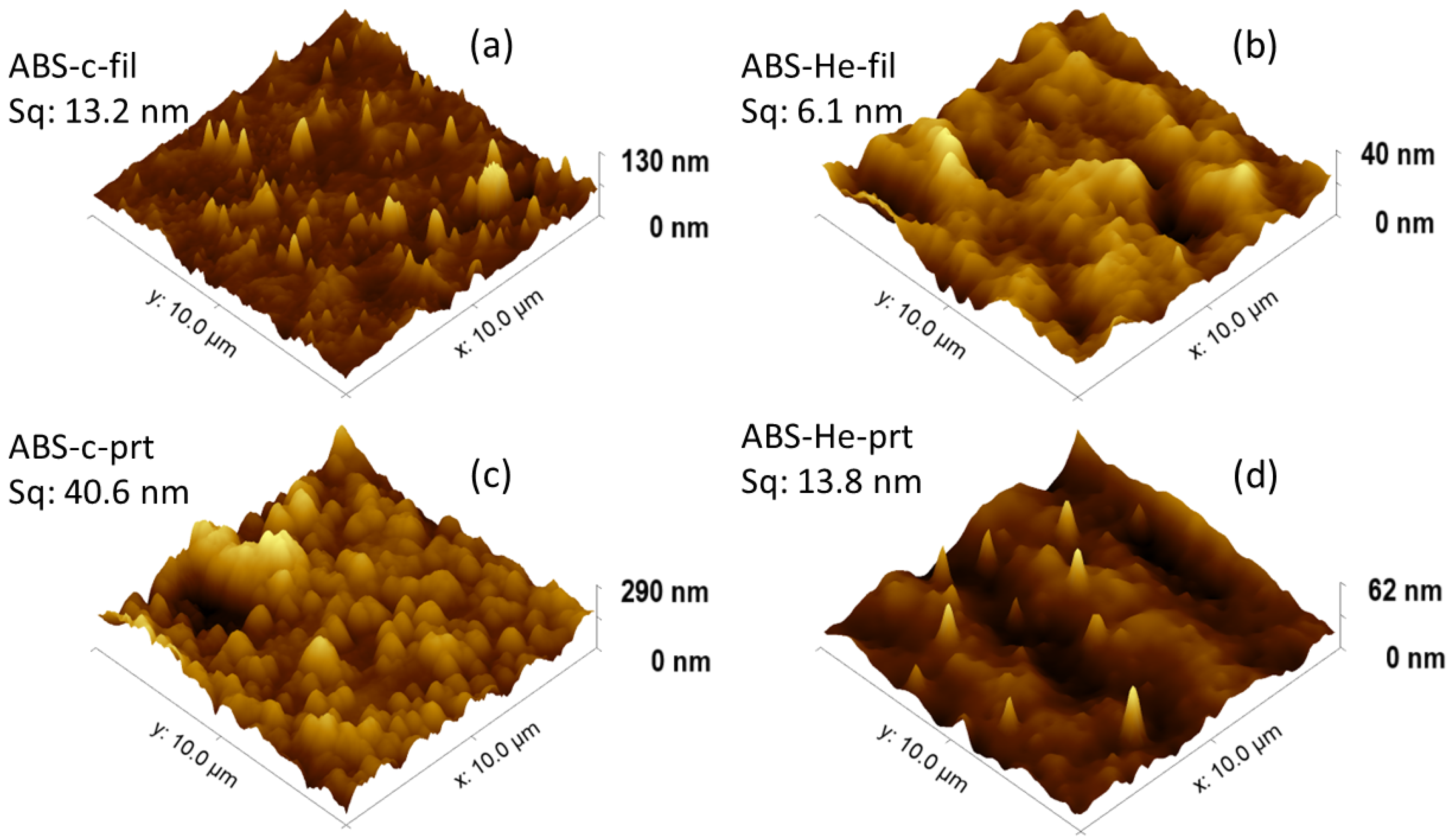
3.2.1. Surface Morphology: Atomic Force Microscopy
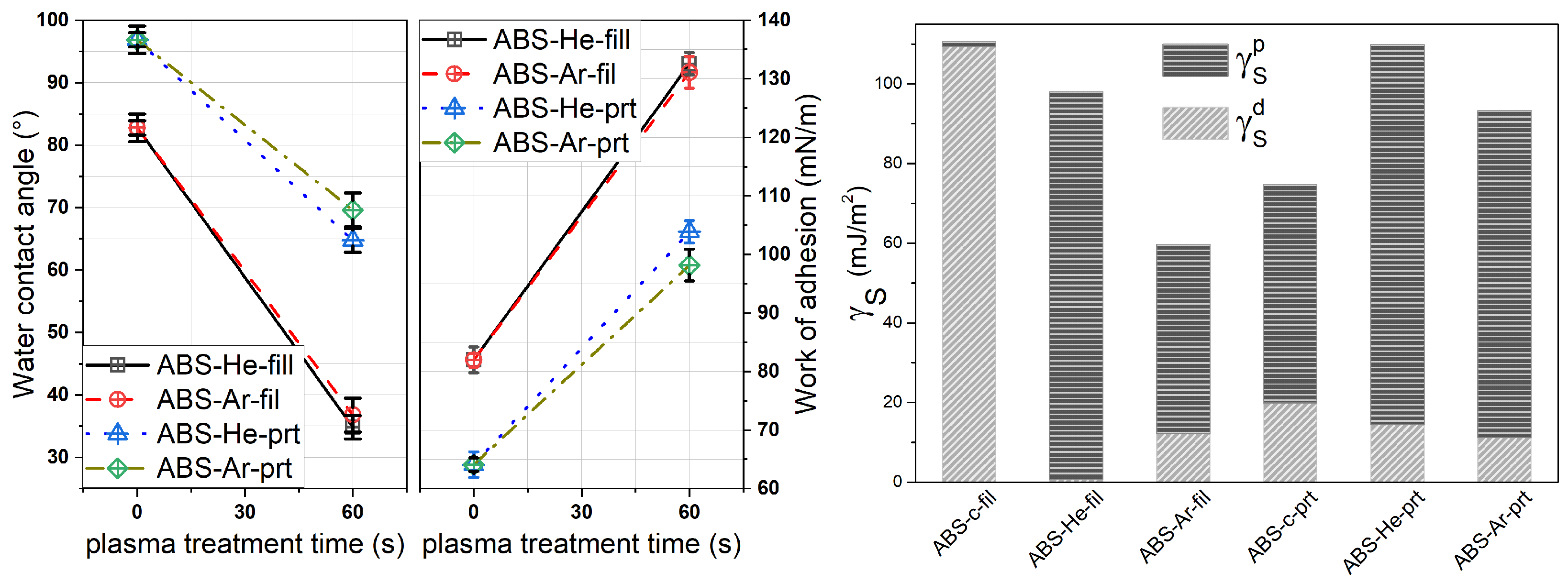
3.2.2. Static CA and Surface Energy
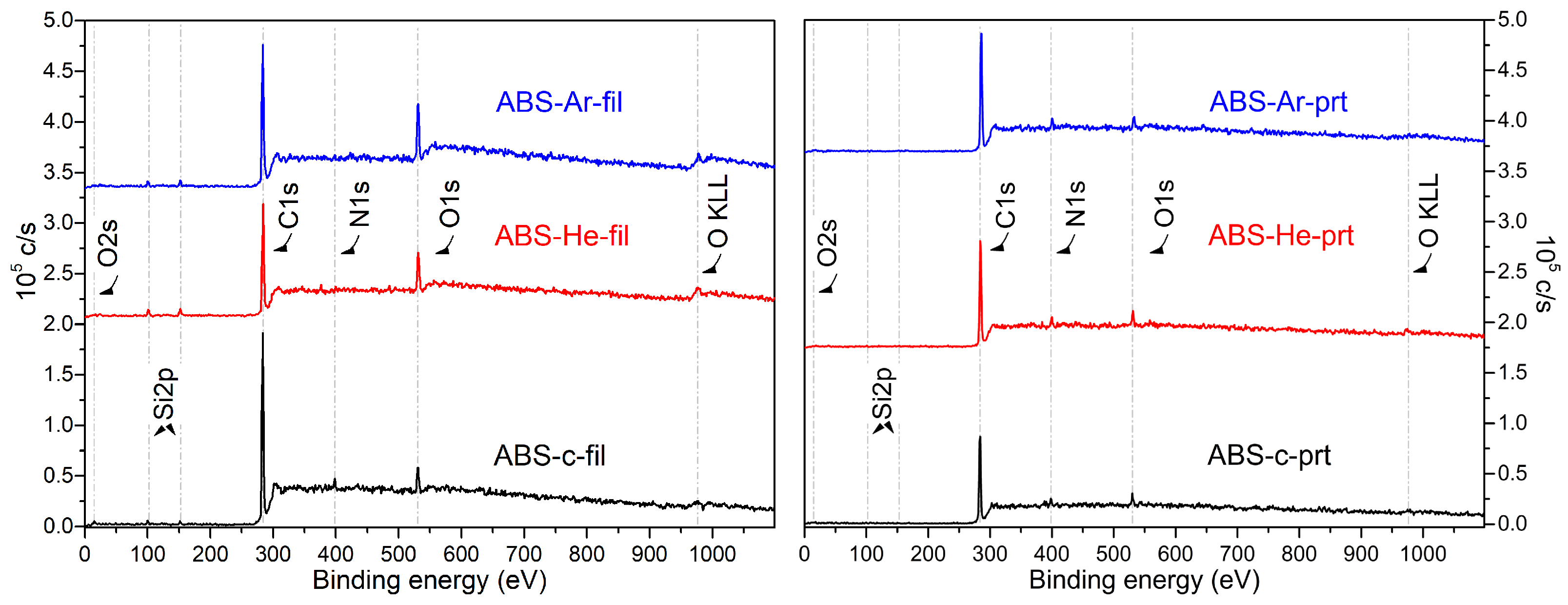
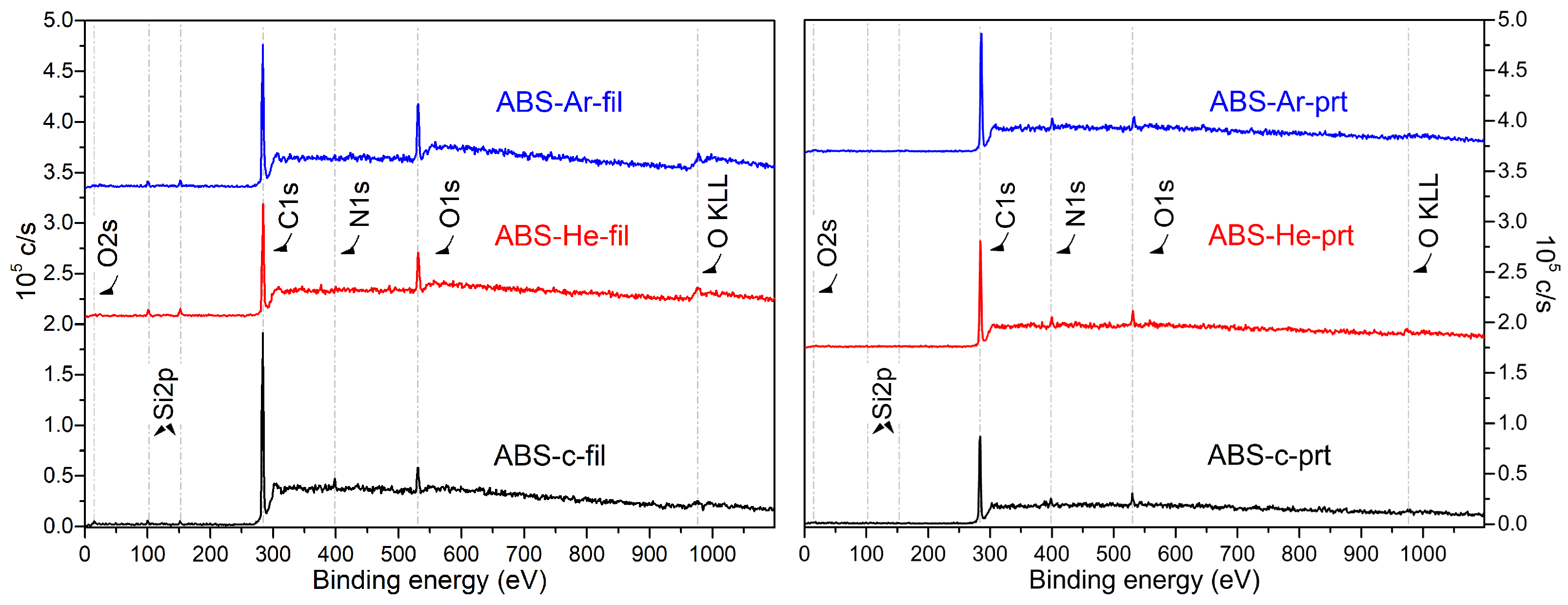
3.2.3. XPS Spectroscopy
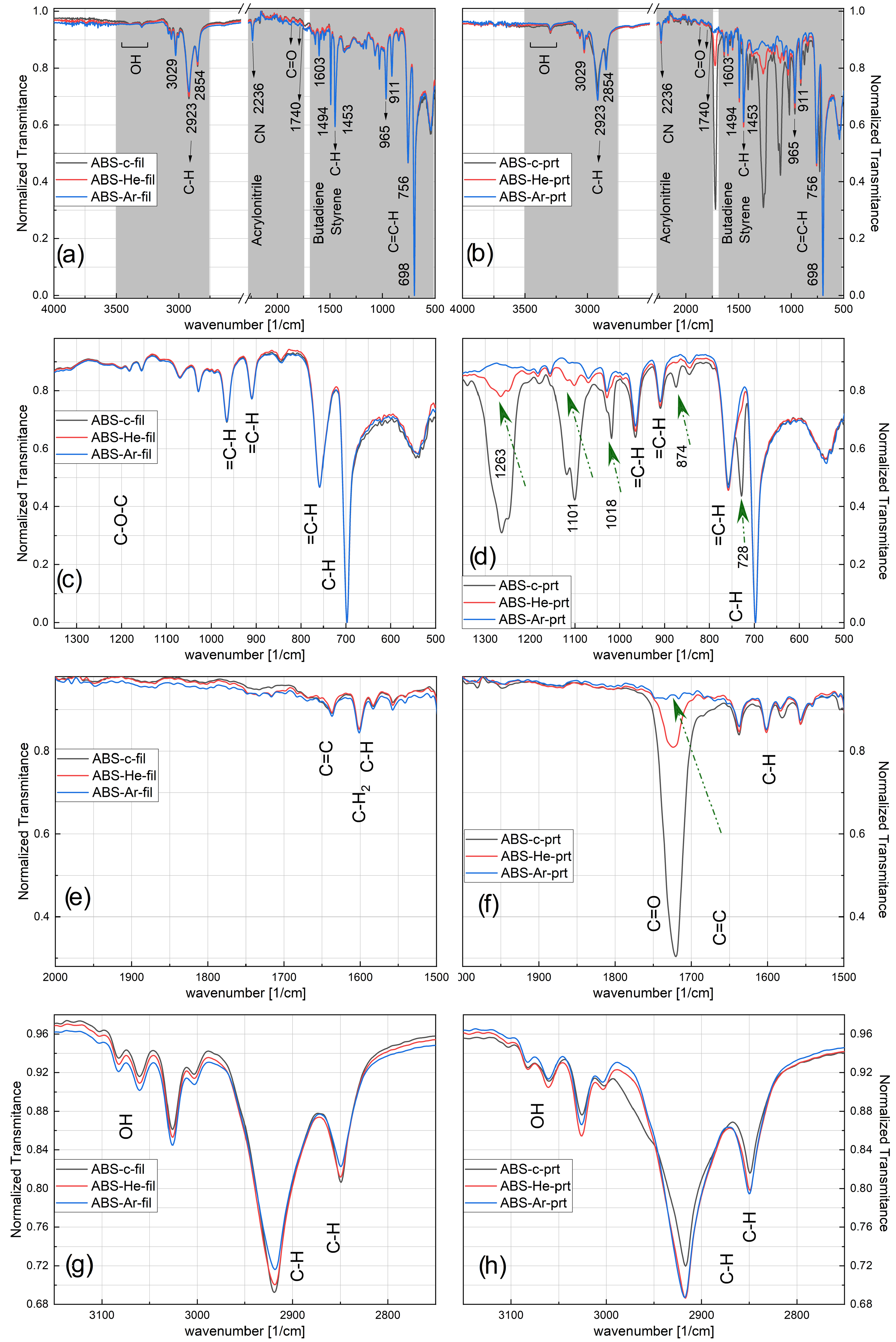
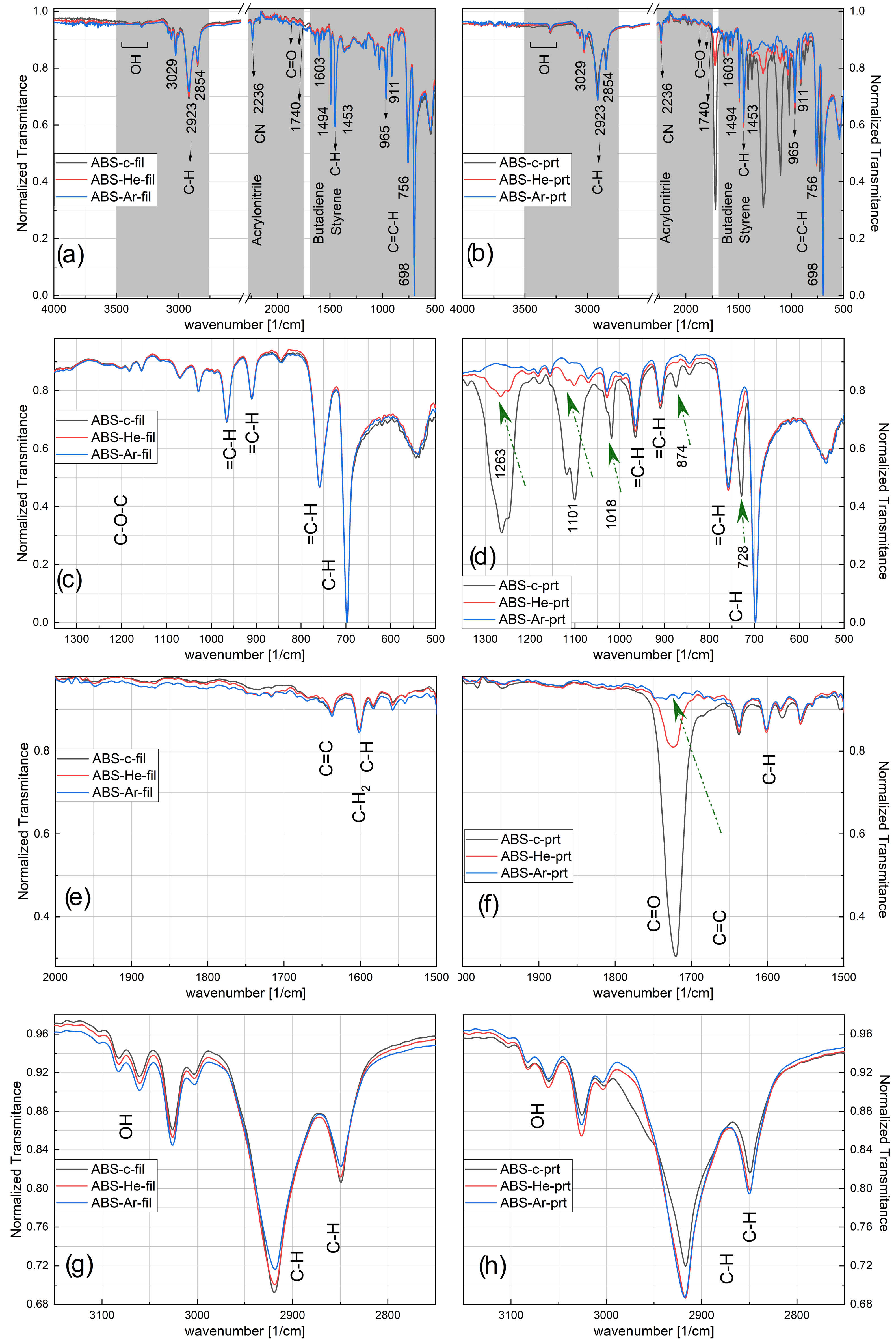
3.2.4. ATR-FTIR Spectroscopy
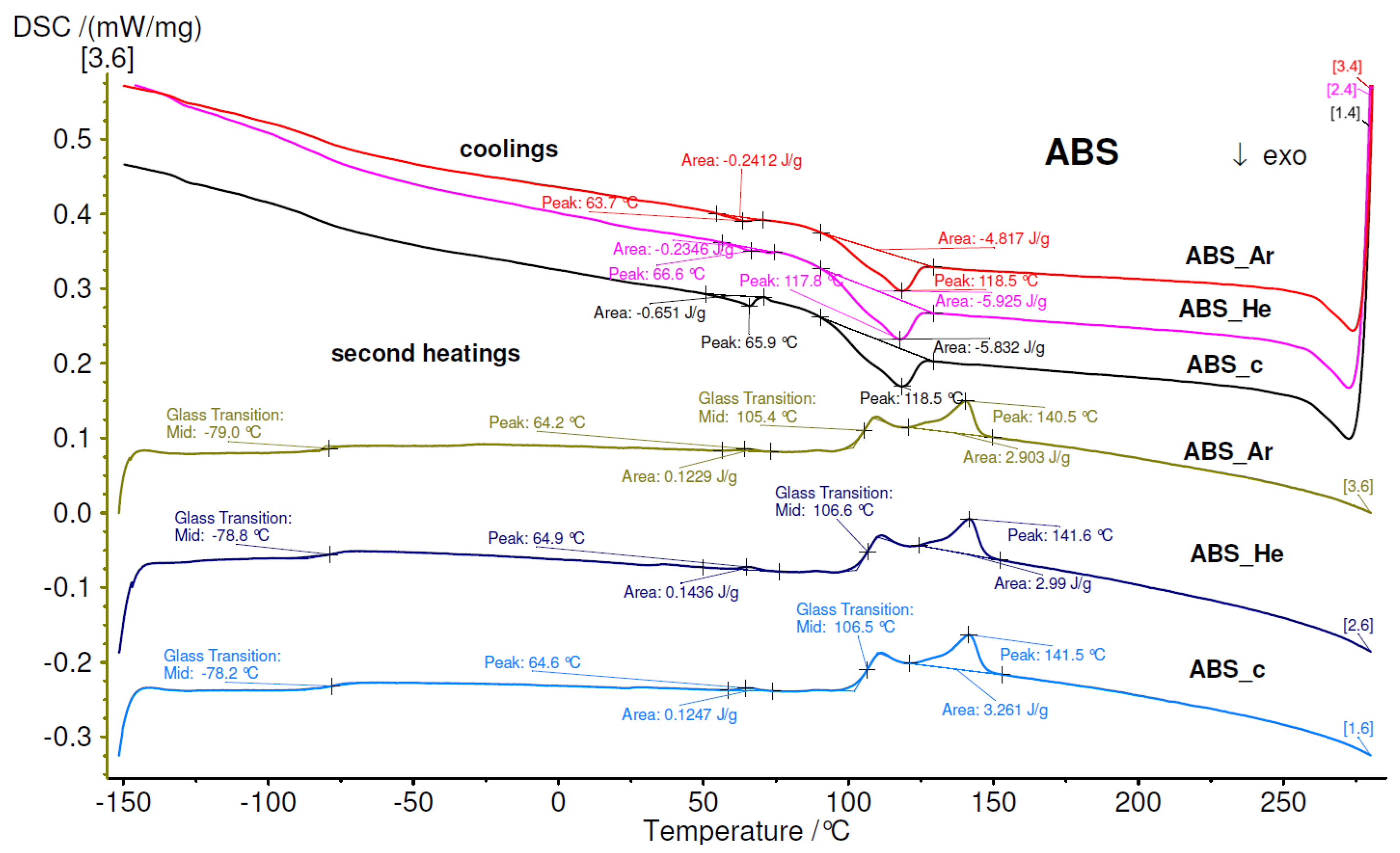
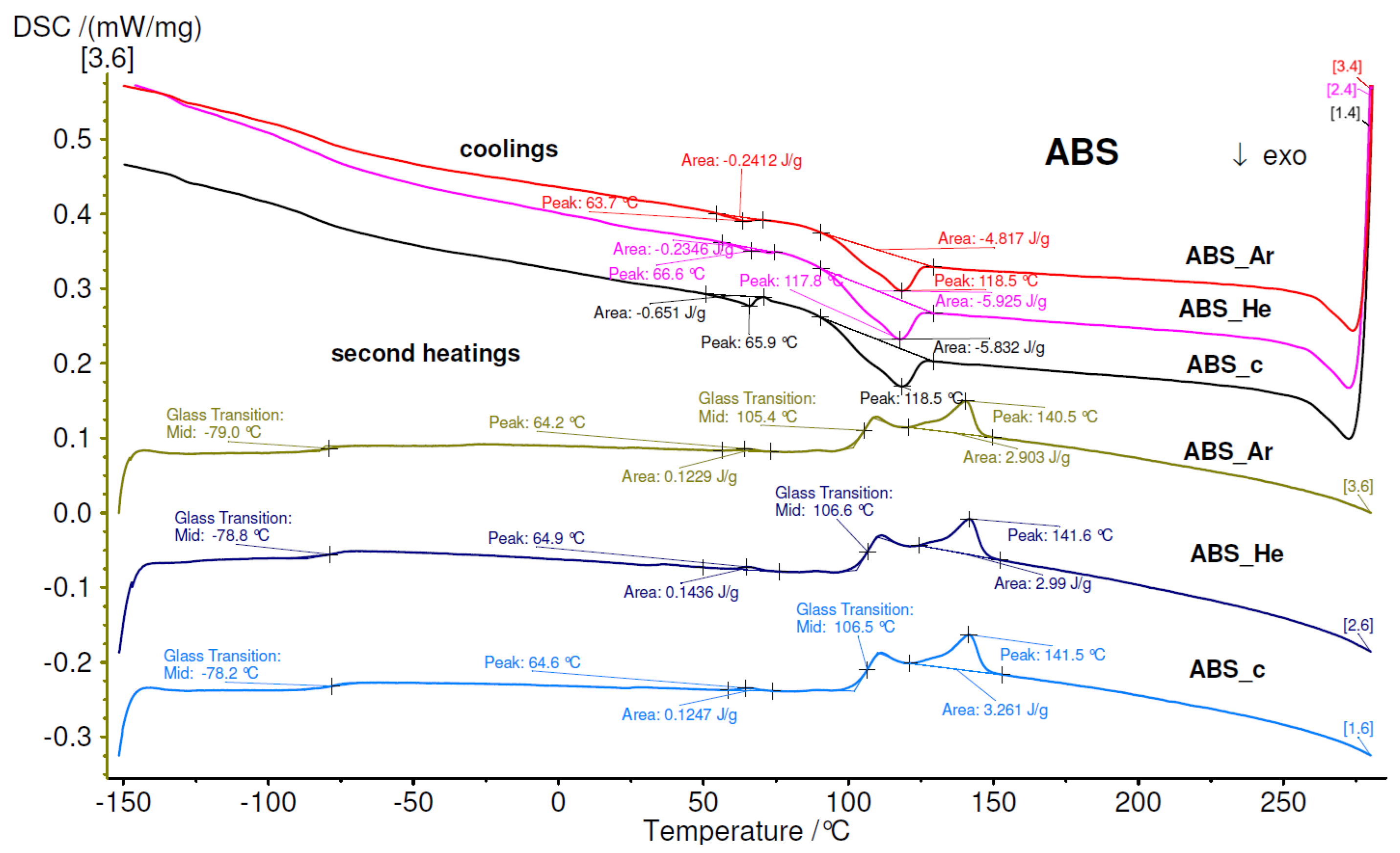
3.2.5. Differential Scanning Calorimetry (DSC)
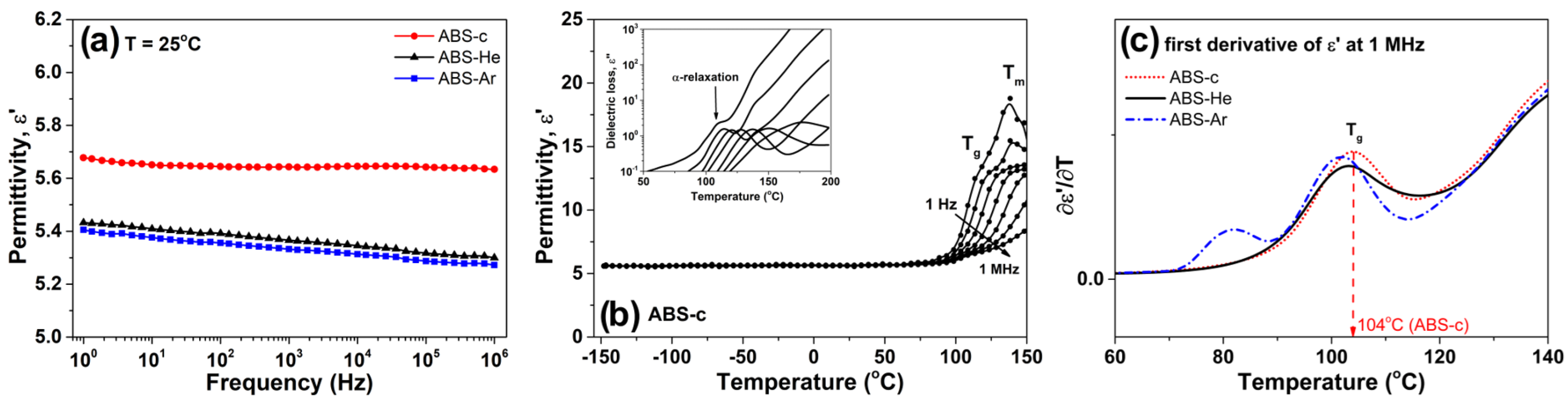
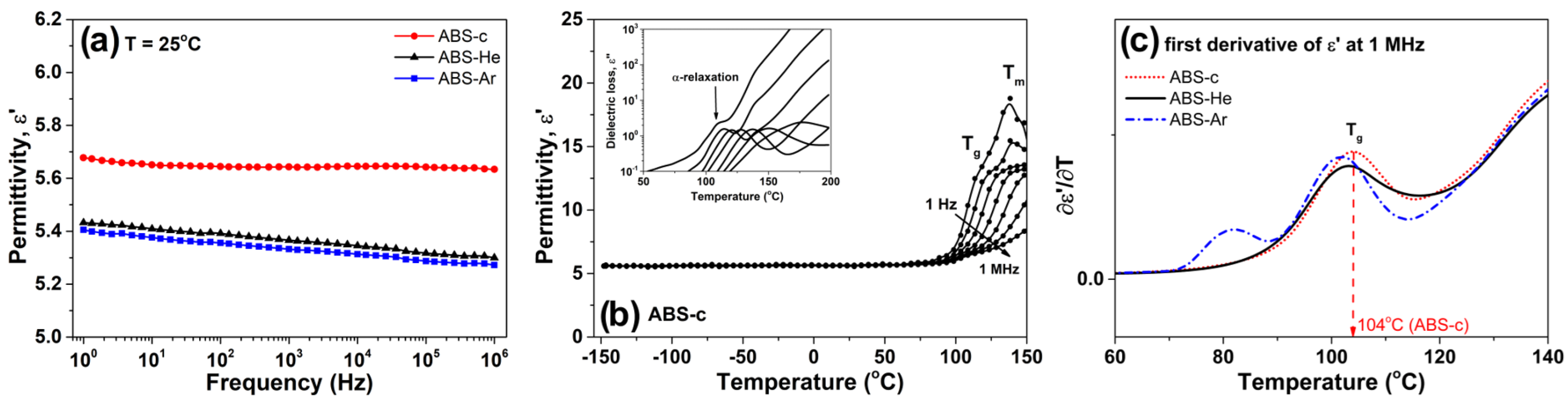
3.2.6. Dielectric Properties
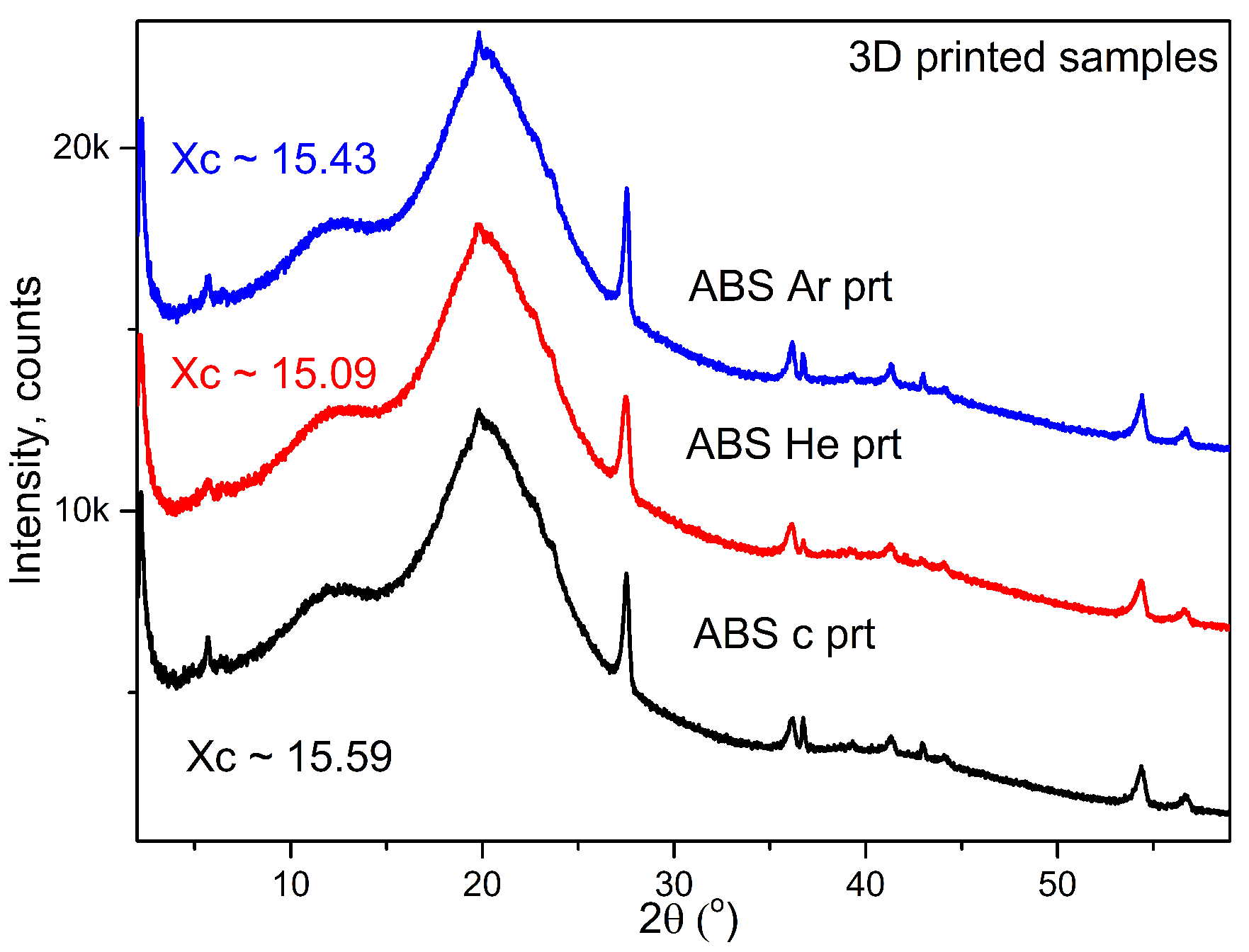
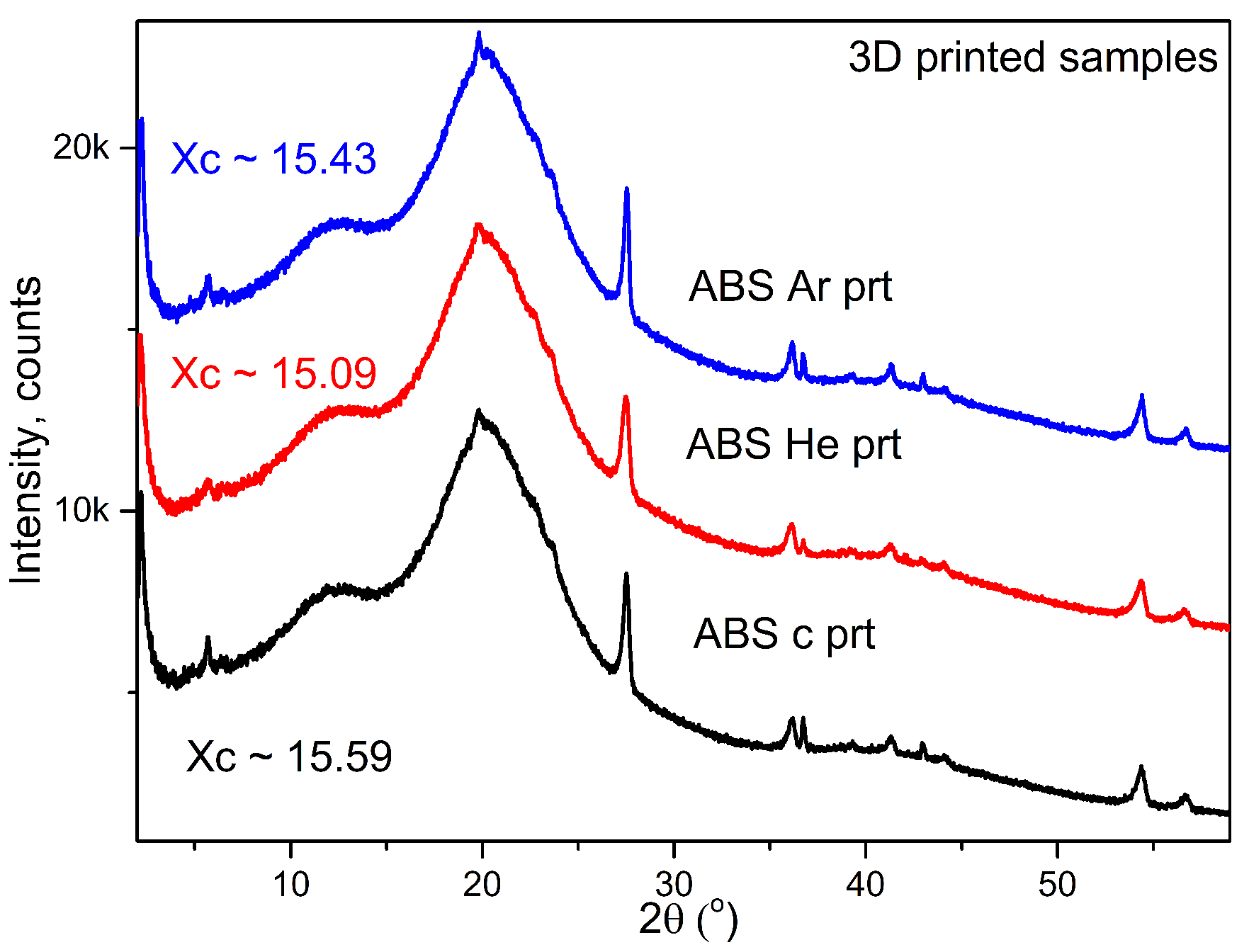
3.2.7. X-ray Diffraction
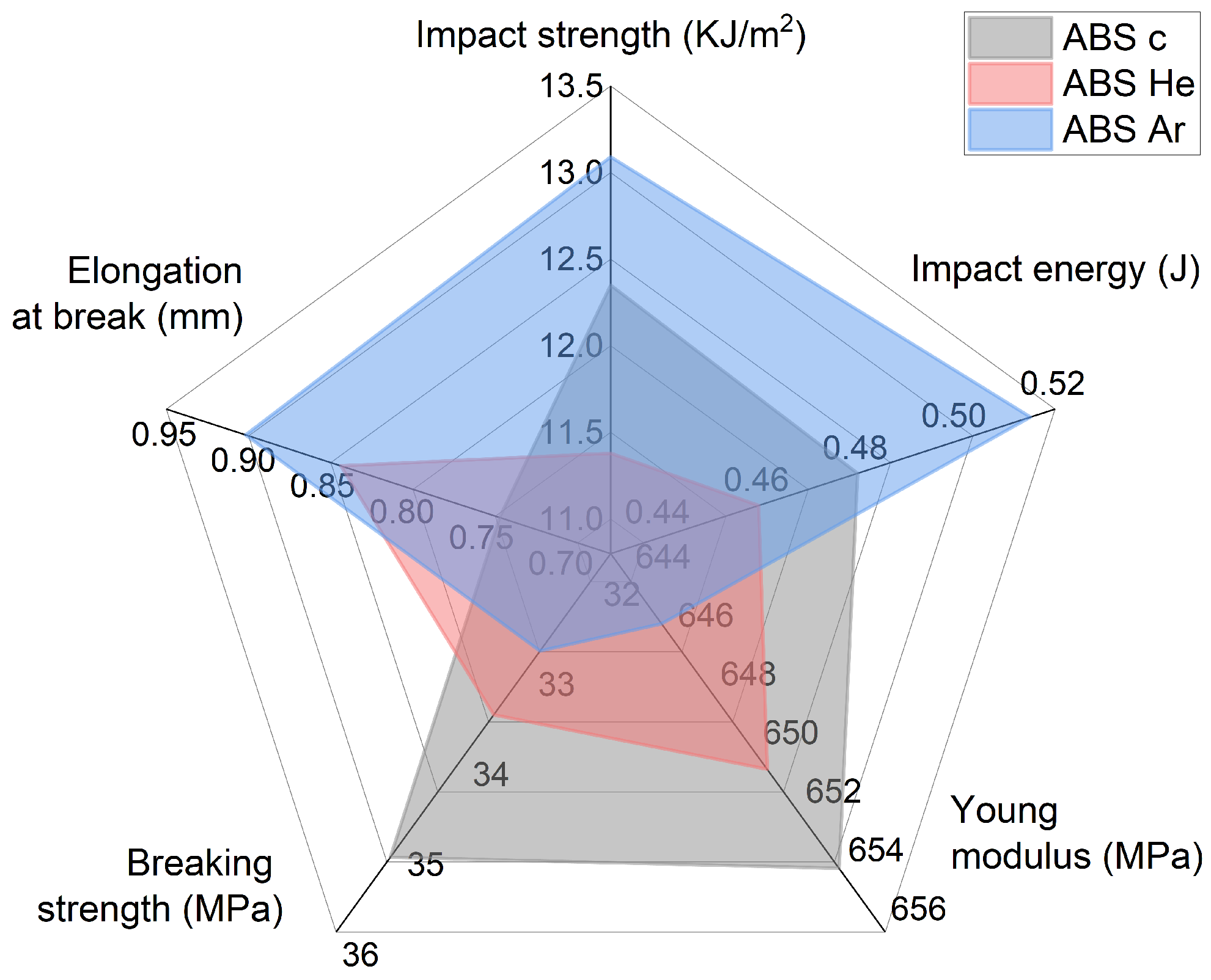
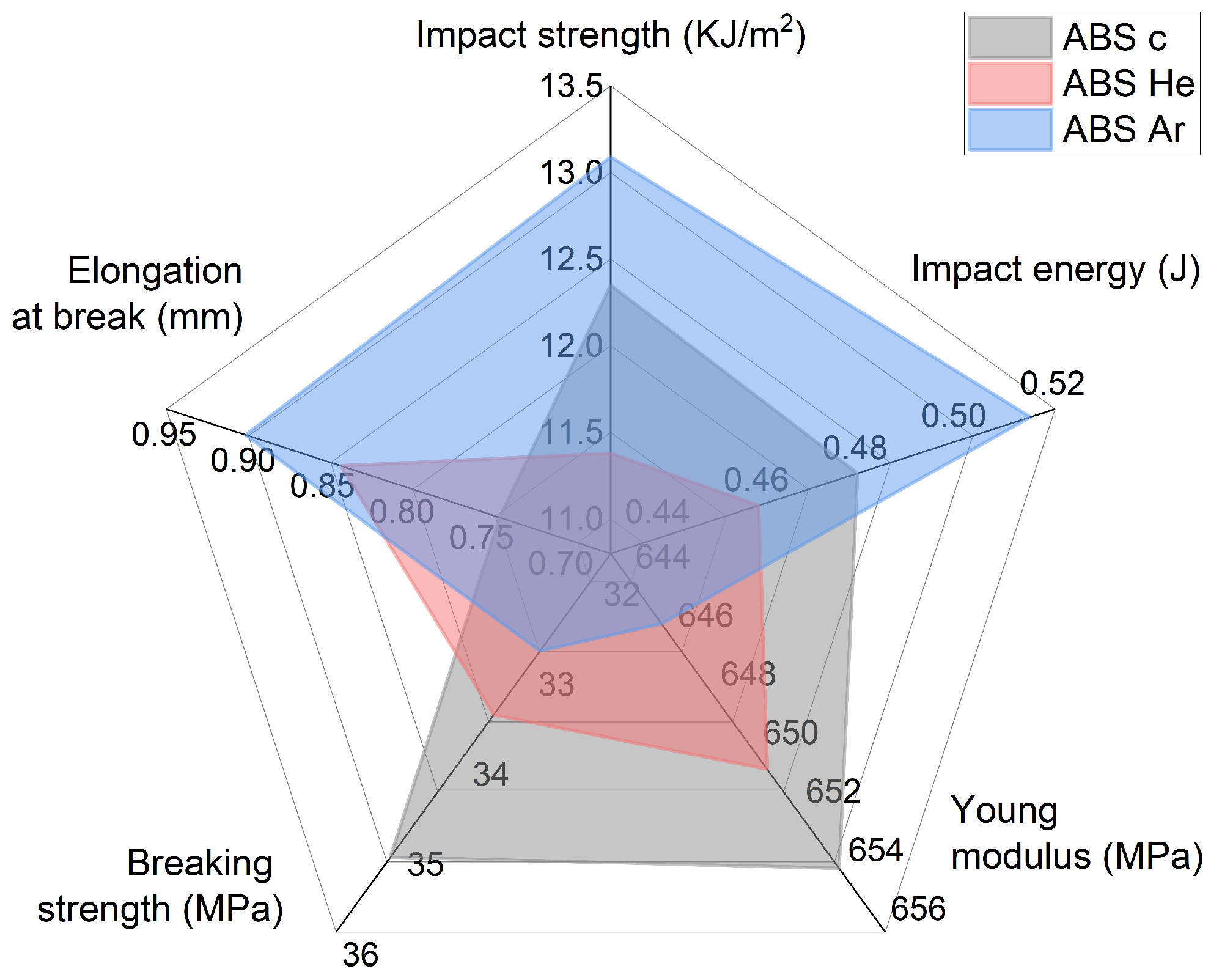
3.2.8. Mechanical Properties: Impact and Tensile Testing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abenojar, J.; Torregrosa-Coque, R.; Martínez, M.A.; Martín-Martínez, J.M. Surface modifications of polycarbonate (PC) and acrylonitrile butadiene styrene (ABS) copolymer by treatment with atmospheric plasma. Surf. Coat. Technol. 2009, 203, 2173–2180. [Google Scholar] [CrossRef]
- Cvelbar, U.; Walsh, J.L.; Černák, M.; de Vries, H.W.; Reuter, S.; Belmonte, T.; Corbella, C.; Miron, C.; Hojnik, N.; Jurov, A.; et al. White paper on the future of plasma science and technology in plastics and textiles. Plasma Process. Polym. 2019, 16, 1700228. [Google Scholar] [CrossRef]
- Bednarik, M.; Mizera, A.; Manas, M.; Navratil, M.; Huba, J.; Achbergerova, E.; Stoklasek, P. Influence of the β- Radiation/Cold Atmospheric-Pressure Plasma Surface Modification on the Adhesive Bonding of Polyolefins. Materials 2020, 14, 76. [Google Scholar] [CrossRef] [PubMed]
- Baniya, H.B.; Guragain, R.P.; Subedi, D.P. Cold Atmospheric Pressure Plasma Technology for Modifying Polymers to Enhance Adhesion: A Critical Review. In Progress in Adhesion and Adhesives; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2021; Chapter 19; pp. 841–879. [Google Scholar] [CrossRef]
- Bîrleanu, E.; Mihăilă, I.; Topală, I.; Borcia, C.; Borcia, G. Adhesion Properties and Stability of Non-Polar Polymers Treated by Air Atmospheric-Pressure Plasma. Polymers 2023, 15, 2443. [Google Scholar] [CrossRef] [PubMed]
- Chiper, A.S.; Borcia, G. Stable Surface Modification by Cold Atmospheric-Pressure Plasma: Comparative Study on Cellulose-Based and Synthetic Polymers. Polymers 2023, 15, 4172. [Google Scholar] [CrossRef] [PubMed]
- Dufour, T. From basics to frontiers: A comprehensive review of plasma-modified and plasma-synthesized polymer films. Polymers 2023, 15, 3607. [Google Scholar] [CrossRef] [PubMed]
- Uşak, A.C.; Kaynak, C. Improving film adhesive joining performance of poly (phenylene sulfide)/carbon fiber thermoplastic composite laminates by plasma surface treatment. J. Thermoplast. Compos. Mater. 2023, 08927057231200009. [Google Scholar] [CrossRef]
- Bertin, M.; Leitao, E.M.; Bickerton, S.; Verbeek, C.J.R. A review of polymer surface modification by cold plasmas toward bulk functionalization. Plasma Process. Polym. 2024, e2300208. [Google Scholar] [CrossRef]
- Lotz, O.; McKenzie, D.R.; Bilek, M.M.; Akhavan, B. Biofunctionalized 3D Printed Structures for Biomedical Applications: A Critical Review of Recent Advances and Future Prospects. Prog. Mater. Sci. 2023, 137, 101124. [Google Scholar] [CrossRef]
- Kusano, Y. Atmospheric pressure plasma processing for polymer adhesion: A review. J. Adhes. 2014, 90, 755–777. [Google Scholar] [CrossRef]
- Penkov, O.V.; Khadem, M.; Lim, W.S.; Kim, D.E. A review of recent applications of atmospheric pressure plasma jets for materials processing. J. Coat. Technol. Res. 2015, 12, 225–235. [Google Scholar] [CrossRef]
- Dimitrakellis, P.; Gogolides, E. Hydrophobic and superhydrophobic surfaces fabricated using atmospheric pressure cold plasma technology: A review. Adv. Colloid Interface Sci. 2018, 254, 1–21. [Google Scholar] [CrossRef] [PubMed]
- Nemani, S.K.; Annavarapu, R.K.; Mohammadian, B.; Raiyan, A.; Heil, J.; Haque, M.A.; Abdelaal, A.; Sojoudi, H. Surface modification of polymers: Methods and applications. Adv. Mater. Interfaces 2018, 5, 1801247. [Google Scholar] [CrossRef]
- Peran, J.; Ercegović Ražić, S. Application of atmospheric pressure plasma technology for textile surface modification. Text. Res. J. 2020, 90, 1174–1197. [Google Scholar] [CrossRef]
- Hamdi, M.; Saleh, M.N.; Poulis, J.A. Improving the adhesion strength of polymers: Effect of surface treatments. J. Adhes. Sci. Technol. 2020, 34, 1853–1870. [Google Scholar] [CrossRef]
- Levchenko, I.; Xu, S.; Baranov, O.; Bazaka, O.; Ivanova, E.P.; Bazaka, K. Plasma and polymers: Recent progress and trends. Molecules 2021, 26, 4091. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.; Wang, L.; Nikiforov, A.; Onyshchenko, Y.; Cools, P.; Ostrikov, K.K.; De Geyter, N.; Morent, R. Atmospheric-pressure plasma assisted engineering of polymer surfaces: From high hydrophobicity to superhydrophilicity. Appl. Surf. Sci. 2021, 535, 147032. [Google Scholar] [CrossRef]
- Nastuta, A.V.; Asandulesa, M.; Doroftei, F.; Dascalu, I.A.; Varganici, C.D.; Tiron, V.; Topala, I. Atmospheric Pressure Plasma Jet Exposure of Polylactic Acid Surfaces for Better Adhesion: Plasma Parameters towards Polymer Properties. Polymers 2024, 16, 240. [Google Scholar] [CrossRef] [PubMed]
- Zhu, X.; Xu, J.; Cui, X.; Zhou, R.; Zhou, R.; Liu, F.; Fang, Z.; Cullen, P.J.; Ostrikov, K.K. Plasma-electrified repair of damaged polymer composites for surface crack healing and insulation recovery. Chem. Eng. J. 2022, 449, 137754. [Google Scholar] [CrossRef]
- Weltmann, K.D.; Kolb, J.F.; Holub, M.; Uhrlandt, D.; Šimek, M.; Ostrikov, K.; Hamaguchi, S.; Cvelbar, U.; Černák, M.; Locke, B.; et al. The future for plasma science and technology. Plasma Process. Polym. 2019, 16, 1800118. [Google Scholar] [CrossRef]
- Booth, J.P.; Mozetič, M.; Nikiforov, A.; Oehr, C. Foundations of plasma surface functionalization of polymers for industrial and biological applications. Plasma Sources Sci. Technol. 2022, 31, 103001. [Google Scholar] [CrossRef]
- Liu, J.; Li, Y.; Chen, Y.; Zhou, Y.; Wang, S.; Yuan, Z.; Jin, Z.; Liu, X. A review of low-temperature plasma-assisted machining: From mechanism to application. Front. Mech. Eng. 2023, 18, 18. [Google Scholar] [CrossRef]
- Merche, D.; Vandencasteele, N.; Reniers, F. Atmospheric plasmas for thin film deposition: A critical review. Thin Solid Films 2012, 520, 4219–4236. [Google Scholar] [CrossRef]
- Van Deynse, A.; Morent, R.; De Geyter, N. Surface modification of polymers using atmospheric pressure cold plasma technology. In Polymer Science: Research Advances, Pratical Applications and Educational Aspects; Mndez-Vilas, A., Solano, A., Eds.; Formatex Research Center: Badajoz, Spain, 2016; pp. 506–516. [Google Scholar]
- Berckmans, J.; Demaude, A.; Merche, D.; Baert, K.; Terryn, H.; Hauffman, T.; Reniers, F. Revisiting the surface characterization of plasma-modified polymers. Plasma Process. Polym. 2022, 19, 2100169. [Google Scholar] [CrossRef]
- Kumar, S.; Pipliya, S.; Srivastav, P.P.; Srivastava, B. Exploring the Role of Various Feed Gases in Cold Plasma Technology: A Comprehensive Review. In Food and Bioprocess Technology; Springer: Berlin/Heidelberg, Germany, 2023; pp. 1–41. [Google Scholar] [CrossRef]
- Kafle, A.; Luis, E.; Silwal, R.; Pan, H.M.; Shrestha, P.L.; Bastola, A.K. 3D/4D Printing of polymers: Fused deposition modelling (FDM), selective laser sintering (SLS), and stereolithography (SLA). Polymers 2021, 13, 3101. [Google Scholar] [CrossRef] [PubMed]
- Pokharna, P.P.; Ghantasala, M.K.; Rozhkova, E.A. 3D printed polylactic acid and acrylonitrile butadiene styrene fluidic structures for biological applications: Tailoring bio-material interface via surface modification. Mater. Today Commun. 2021, 27, 102348. [Google Scholar] [CrossRef]
- Tripathi, N.; Misra, M.; Mohanty, A.K. Durable polylactic acid (PLA)-based sustainable engineered blends and biocomposites: Recent developments, challenges, and opportunities. ACS Eng. Au 2021, 1, 7–38. [Google Scholar] [CrossRef]
- Rahman, M.; Islam, K.S.; Dip, T.M.; Chowdhury, M.F.M.; Debnath, S.R.; Hasan, S.M.M.; Sakib, M.S.; Saha, T.; Padhye, R.; Houshyar, S. A review on nanomaterial-based additive manufacturing: Dynamics in properties, prospects, and challenges. In Progress in Additive Manufacturing; Springer: Berlin/Heidelberg, Germany, 2023; pp. 1–28. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The influence of manufacturing parameters on the mechanical behaviour of PLA and ABS pieces manufactured by FDM: A comparative analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [PubMed]
- Markiz, N.; Horváth, E.; Ficzere, P. Influence of printing direction on 3D printed ABS specimens. Prod. Eng. Arch. 2020, 26, 127–130. [Google Scholar] [CrossRef]
- Rodrigues, P.V.; Ramoa, B.; Torres, A.R.; Castro, M.C.R.; Machado, A.V. Enhancing the Interface Behavior on Polycarbonate/Elastomeric Blends: Morphological, Structural, and Thermal Characterization. Polymers 2023, 15, 1773. [Google Scholar] [CrossRef]
- Zaldivar, R.J.; McLouth, T.D.; Patel, D.N.; Severino, J.V.; Kim, H.I. Strengthening of plasma treated 3D printed ABS through epoxy infiltration. Prog. Addit. Manuf. 2017, 2, 193–200. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Xiao, H.; Ding, S.; Huang, C. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK. J. Mater. Process. Technol. 2019, 271, 62–74. [Google Scholar] [CrossRef]
- Nastuta, A.V.; Pohoata, V.; Topala, I. Atmospheric pressure plasma jet—Living tissue interface: Electrical, optical, and spectral characterization. J. Appl. Phys. 2013, 113, 183302. [Google Scholar] [CrossRef]
- Nastuta, A.; Topala, I.; Pohoata, V.; Mihaila, I.; Agheorghiesei, C.; Dumitrascu, N. Atmospheric pressure plasma jets in inert gases: Electrical, optical and mass spectrometry diagnosis. Rom. Rep. Phys. 2017, 69, 407. [Google Scholar]
- Nastuta, A.; Popa, G. Surface oxidation and enhanced hydrophilization of polyamide fiber surface after He/Ar atmospheric pressure plasma exposure. Rom. Rep. Phys. 2019, 71, 413. [Google Scholar]
- Huzum, R.; Nastuta, A.V. Helium atmospheric pressure plasma jet source treatment of white grapes juice for winemaking. Appl. Sci. 2021, 11, 8498. [Google Scholar] [CrossRef]
- Nastuta, A.V.; Gerling, T. Cold atmospheric pressure plasma jet operated in Ar and He: From basic plasma properties to vacuum ultraviolet, electric field and safety thresholds measurements in plasma medicine. Appl. Sci. 2022, 12, 644. [Google Scholar] [CrossRef]
- Burducea, I.; Burducea, C.; Mereuta, P.E.; Sirbu, S.R.; Iancu, D.A.; Istrati, M.B.; Straticiuc, M.; Lungoci, C.; Stoleru, V.; Teliban, G.C.; et al. Helium Atmospheric Pressure Plasma Jet Effects on Two Cultivars of Triticum aestivum L. Foods 2023, 12, 208. [Google Scholar] [CrossRef]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM: West Conshohocken, PA, USA, 2022. [CrossRef]
- Miller, A.; Brown, C.; Warner, G. Guidance on the Use of Existing ASTM Polymer Testing Standards for ABS Parts Fabricated Using FFF. Smart Sustain. Manuf. Syst. 2019, 3, 1–31. [Google Scholar] [CrossRef]
- ISO 179-1:2023; Plastics, Determination of Charpy Impact Properties. ISO: Geneva, Switzerland, 2023.
- Grace, J.M.; Gerenser, L.J. Plasma treatment of polymers. J. Dispers. Sci. Technol. 2003, 24, 305–341. [Google Scholar] [CrossRef]
- Morent, R.; De Geyter, N.; Desmet, T.; Dubruel, P.; Leys, C. Plasma surface modification of biodegradable polymers: A review. Plasma Process. Polym. 2011, 8, 171–190. [Google Scholar] [CrossRef]
- Slepička, P.; Trostová, S.; Slepičková Kasálková, N.; Kolská, Z.; Sajdl, P.; Švorčík, V. Surface modification of biopolymers by argon plasma and thermal treatment. Plasma Process. Polym. 2012, 9, 197–206. [Google Scholar] [CrossRef]
- Nečas, D.; Klapetek, P. Gwyddion: An open-source software for SPM data analysis. Open Phys. 2012, 10, 181–188. [Google Scholar] [CrossRef]
- Packham, D.E. Surface energy, surface topography and adhesion. Int. J. Adhes. Adhes. 2003, 23, 437–448. [Google Scholar] [CrossRef]
- Awaja, F.; Gilbert, M.; Kelly, G.; Fox, B.; Pigram, P.J. Adhesion of polymers. Prog. Polym. Sci. 2009, 34, 948–968. [Google Scholar] [CrossRef]
- Hetemi, D.; Pinson, J. Surface functionalisation of polymers. Chem. Soc. Rev. 2017, 46, 5701–5713. [Google Scholar] [CrossRef] [PubMed]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Stalder, A.F.; Melchior, T.; Müller, M.; Sage, D.; Blu, T.; Unser, M. Low-bond axisymmetric drop shape analysis for surface tension and contact angle measurements of sessile drops. Colloids Surface. A Physicochem. Eng. Asp. 2010, 364, 72–81. [Google Scholar] [CrossRef]
- Faix, O. Fourier Transform Infrared Spectroscopy. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992; pp. 83–109. [Google Scholar] [CrossRef]
- Naumann, D. FT-infrared and FT-Raman spectroscopy in biomedical research. Appl. Spectrosc. Rev. 2001, 36, 239–298. [Google Scholar] [CrossRef]
- De Geyter, N.; Morent, R.; Leys, C. Surface characterization of plasma-modified polyethylene by contact angle experiments and ATR-FTIR spectroscopy. Surf. Interface Anal. 2008, 40, 608–611. [Google Scholar] [CrossRef]
- Morent, R.; De Geyter, N.; Leys, C.; Gengembre, L.; Payen, E. Comparison between XPS-and FTIR-analysis of plasma-treated polypropylene film surfaces. Surf. Interface Anal. 2008, 40, 597–600. [Google Scholar] [CrossRef]
- Blum, M.M.; John, H. Historical perspective and modern applications of attenuated total reflectance–Fourier transform infrared spectroscopy (ATR-FTIR). Drug Test. Anal. 2012, 4, 298–302. [Google Scholar] [CrossRef] [PubMed]
- Guo, Q. (Ed.) Polymer Morphology: Principles, Characterization, and Processing; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar] [CrossRef]
- Widjonarko, N.E. Introduction to advanced X-ray diffraction techniques for polymeric thin films. Coatings 2016, 6, 54. [Google Scholar] [CrossRef]
- ISO 527-2:2012; Plastics—Determination of Tensile Properties. Vernier: Geneva, Switzerland, 2023. Available online: https://www.iso.org/standard/56046.html (accessed on 12 April 2024).
- Nastuta, A.V.; Topala, I.; Grigoras, C.; Pohoata, V.; Popa, G. Stimulation of wound healing by helium atmospheric pressure plasma treatment. J. Phys. D Appl. Phys. 2011, 44, 105204. [Google Scholar] [CrossRef]
- Radzig, A.A.; Smirnov, B.M. Reference Data on Atoms, Molecules, and Ions; Springer: Berlin/Heidelberg, Germany, 1985; pp. 230–235. [Google Scholar] [CrossRef]
- Kramida, A.; Ralchenko, Y.; Reader, J.; NIST ASD Team. NIST Atomic Spectra Database (Version 5.11). 2023. Available online: https://physics.nist.gov/asd (accessed on 1 February 2024).
- Luque, J.; Crosley, D.R. LIFBASE: Database and Spectral Simulation Program (Version 1.5). SRI International Report MP. 1999, Volume 99. Available online: https://www.sri.com/engage/products-solutions/lifbase (accessed on 1 February 2024).
- Navrátil, Z.; Trunec, D.; Šmíd, R.; Lazar, L. A software for optical emission spectroscopy-problem formulation and application to plasma diagnostics. Czechoslovak J. Phys. 2006, 56, B944–B951. [Google Scholar] [CrossRef]
- Good, R.J.; Girifalco, L.A. A theory for estimation of surface and interfacial energies. III. Estimation of surface energies of solids from contact angle data. J. Phys. Chem. 1960, 64, 561–565. [Google Scholar] [CrossRef]
- Good, R.; Srivatsa, N.; Islam, M.; Huang, H.; Van Oss, C. Theory of the acid-base hydrogen bonding interactions, contact angles, and the hysteresis of wetting: Application to coal and graphite surfaces. J. Adhes. Sci. Technol. 1990, 4, 1–617. [Google Scholar] [CrossRef]
- Good, R.J. Contact angle, wetting, and adhesion: A critical review. J. Adhes. Sci. Technol. 1992, 6, 1269–1302. [Google Scholar] [CrossRef]
- Kredl, J.; Kolb, J.F.; Schnabel, U.; Polak, M.; Weltmann, K.D.; Fricke, K. Deposition of antimicrobial copper-rich coatings on polymers by atmospheric pressure jet plasmas. Materials 2016, 9, 274. [Google Scholar] [CrossRef]
- Wang, Z.; Li, Z.; He, Y.; Wang, Z. Study of an environmentally friendly surface etching system of ABS for improving adhesion of electroless Cu film. J. Electrochem. Soc. 2011, 158, D664. [Google Scholar] [CrossRef]
- Ohkubo, Y.; Aoki, T.; Seino, S.; Mori, O.; Ito, I.; Endo, K.; Yamamura, K. Improved Catalytic Durability of Pt-Particle/ABS for H2O2 Decomposition in Contact Lens Cleaning. Nanomaterials 2019, 9, 342. [Google Scholar] [CrossRef] [PubMed]
- Desrousseaux, C.; Cueff, R.; Aumeran, C.; Garrait, G.; Mailhot-Jensen, B.; Traoré, O.; Sautou, V. Fabrication of acrylonitrile-butadiene-styrene nanostructures with anodic alumina oxide templates, characterization and biofilm development test for Staphylococcus epidermidis. PLoS ONE 2015, 10, e0135632. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.M.; Rajini, N.; Kumar, T.S.M.; Mayandi, K.; Siengchin, S.; Ismail, S.O. Thermal and structural characterization of acrylonitrile butadiene styrene (ABS) copolymer blended with polytetrafluoroethylene (PTFE) particulate composite. Mater. Res. Express 2019, 6, 085330. [Google Scholar] [CrossRef]
- Mohammed, M.I.; Wilson, D.; Gomez-Kervin, E.; Tang, B.; Wang, J. Investigation of closed-loop manufacturing with acrylonitrile butadiene styrene over multiple generations using additive manufacturing. ACS Sustain. Chem. Eng. 2019, 7, 13955–13969. [Google Scholar] [CrossRef]
- Netzsch. ABS: Acrylonitrile-Butadiene-Styrene Copolymer DSC Measurement. Technical Report; NETZSCH-Gerätebau GmbH: Selb, Germany, 2024; Available online: https://polymers.netzsch.com/Materials/Details/1 (accessed on 1 February 2024).
- Serghei, A.; Lutkenhaus, J.L.; Miranda, D.F.; McEnnis, K.; Kremer, F.; Russell, T.P. Density fluctuations and phase transitions of ferroelectric polymer nanowires. Small 2010, 6, 1822–1826. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Wang, J.; Li, M.; Sun, K.; Liu, C.j. Three-dimensional printed acrylonitrile butadiene styrene framework coated with Cu-BTC metal-organic frameworks for the removal of methylene blue. Sci. Rep. 2014, 4, 5939. [Google Scholar] [CrossRef] [PubMed]
- Shao, C.; Shang, P.; Mao, Y.; Li, Q.; Wu, C. Acrylonitrile-butadiene-styrene/nitrile butadiene rubber blends enhanced by anhydrous cobalt chloride. J. Appl. Polym. Sci. 2018, 135, 46747. [Google Scholar] [CrossRef]
- Luna, C.B.; Siqueira, D.D.; Araújo, E.M.; Wellen, R.M.; Jeferson Alves de Melo, T. Approaches on the acrylonitrile-butadiene-styrene functionalization through maleic anhydride and dicumyl peroxide. J. Vinyl Addit. Technol. 2021, 27, 308–318. [Google Scholar] [CrossRef]
- Vidakis, N.; Maniadi, A.; Petousis, M.; Vamvakaki, M.; Kenanakis, G.; Koudoumas, E. Mechanical and electrical properties investigation of 3D-printed acrylonitrile–butadiene–styrene graphene and carbon nanocomposites. J. Mater. Eng. Perform. 2020, 29, 1909–1918. [Google Scholar] [CrossRef]
- Petousis, M.; Michailidis, N.; Papadakis, V.M.; Korlos, A.; Mountakis, N.; Argyros, A.; Dimitriou, E.; Charou, C.; Moutsopoulou, A.; Vidakis, N. Optimizing the Rheological and Thermomechanical Response of Acrylonitrile Butadiene Styrene/Silicon Nitride Nanocomposites in Material Extrusion Additive Manufacturing. Nanomaterials 2023, 13, 1588. [Google Scholar] [CrossRef] [PubMed]
- Fahad, M.; Mujeeb, M.; Khan, M.A. Effect of Process Parameters on the Compressive and Impact Strength of 3D Printed Parts. Iran. J. Sci. Technol. Trans. Mech. Eng. 2023, 47, 257–265. [Google Scholar] [CrossRef]
- Thavornyutikarn, B.; Aumnate, C.; Kosorn, W.; Nampichai, N.; Janvikul, W. Acrylonitrile Butadiene Styrene/Thermoplastic Polyurethane Blends for Material Extrusion Three-Dimensional Printing: Effects of Blend Composition on Printability and Properties. ACS Omega 2023, 8, 45013–45025. [Google Scholar] [CrossRef] [PubMed]
- Dudescu, C.; Racz, L. Effects of raster orientation, infill rate and infill pattern on the mechanical properties of 3D printed materials. ACTA Univ. Cibiniensis 2017, 69, 23–30. [Google Scholar] [CrossRef]
- Abourayana, H.; Dobbyn, P.; Dowling, D. Enhancing the mechanical performance of additive manufactured polymer components using atmospheric plasma pre-treatments. Plasma Process. Polym. 2018, 15, 1700141. [Google Scholar] [CrossRef]
- Samykano, M.; Selvamani, S.; Kadirgama, K.; Ngui, W.; Kanagaraj, G.; Sudhakar, K. Mechanical property of FDM printed ABS: Influence of printing parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Beattie, N.; Bock, N.; Anderson, T.; Edgeworth, T.; Kloss, T.; Swanson, J. Effects of build orientation on mechanical properties of fused deposition modeling parts. J. Mater. Eng. Perform. 2021, 30, 5059–5065. [Google Scholar] [CrossRef]
- Boros, R.; Tatyana, A.; Golcs, Á.; Krafcsik, O.H.; Kovács, J.G. Plasma treatment to improve the adhesion between ABS and PA6 in hybrid structures produced by injection overmolding. Polym. Test. 2022, 106, 107446. [Google Scholar] [CrossRef]
- Butt, J.; Bhaskar, R.; Mohaghegh, V. Analysing the effects of layer heights and line widths on FFF-printed thermoplastics. Int. J. Adv. Manuf. Technol. 2022, 121, 7383–7411. [Google Scholar] [CrossRef]
- Karad, A.S.; Sonawwanay, P.D.; Naik, M.; Thakur, D. Experimental study of effect of infill density on tensile and flexural strength of 3D printed parts. J. Eng. Appl. Sci. 2023, 70, 104. [Google Scholar] [CrossRef]
- Vidakis, N.; Moutsopoulou, A.; Petousis, M.; Michailidis, N.; Charou, C.; Papadakis, V.; Mountakis, N.; Dimitriou, E.; Argyros, A. Rheology and thermomechanical evaluation of additively manufactured acrylonitrile butadiene styrene (ABS) with optimized tungsten carbide (WC) nano-ceramic content. Ceram. Int. 2023, 49, 34742–34756. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
[nm] | Transition | E [eV] |
|---|---|---|
| 308 OH | ← | 4 |
| 337 N | ← | 11.0 |
| 391 N | ← | 18.7 |
| 587 He | ← | 23.1 |
| 667 He | ← | 23.1 |
| 696 Ar | ← | 13.3 |
| 706 He | ← | 22.7 |
| 728 He | ← | 22.9 |
| 772 Ar | ← | 13.3 |
| 777 O | ← | 10.7 |
| 811 Ar | ← | 13.0 |
| 826 Ar | ← | 13.3 |
| 844 O | ← | 11.0 |
| Sample | S (nm) | S (nm) | S | ek | S (nm) | S (nm) | S (nm) |
|---|---|---|---|---|---|---|---|
| ABS-fil | 13.25 | 9.74 | 1.13 | 3.48 | 95.32 | 42.53 | 137.86 |
| ABS-fil | 6.10 | 4.58 | 0.79 | 4.81 | 63.46 | 22.48 | 85.94 |
| ABS-prt | 40.6 | 43.84 | 0.17 | 0.32 | 178.66 | 178.16 | 356.82 |
| ABS-prt | 13.80 | 10.86 | 0.20 | 0.35 | 58.68 | 55.95 | 114.63 |
| Contact Angle | Work of Adhesion | 1 | Surface Free Energy | 2 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| (°) | (mN/m) | (%) | (%) | (mN/m) | (%) | |||||
| Sample | Distilled Water | Glycerol | W12-Water | W12-Glycerol | Water | Glycol | γS | γSd | γSp | γp/γ |
| ABS-fil 3 | 82 | 69 | 81.96 | 86.06 | – | – | 110.61 | 109.40 | 1.21 | 0.010 |
| ABS-fil | 34 | 47 | 132.56 | 107.61 | 61.74 | 25.03 | 98.04 | 0.78 | 97.25 | 0.991 |
| ABS-fil | 36 | 38 | 131.10 | 114.17 | 59.96 | 32.65 | 59.76 | 12.13 | 47.63 | 0.797 |
| ABS-prt 4 | 96 | 107 | 64.10 | 44.90 | – | – | 74.65 | 19.86 | 54.79 | 0.733 |
| ABS-prt | 64 | 76 | 103.88 | 78.80 | 62.04 | 75.52 | 109.86 | 14.52 | 95.34 | 0.867 |
| ABS-prt | 69 | 80 | 98.17 | 74.93 | 53.14 | 66.89 | 93.31 | 11.2 | 82.11 | 0.879 |
| Sample | Measured Atomic Ratio (%) | O/C Ratio (%) | N/C Ratio (%) | ||
|---|---|---|---|---|---|
| C1s | O1s | N1s | |||
| ABS-fill 1 | 91.86 | 5.78 | 2.36 | 6.29 | 2.56 |
| ABS-fill | 83.54 | 13.64 | 2.82 | 16.32 | 3.37 |
| ABS-fill | 82.7 | 15.85 | 1.45 | 19.16 | 1.75 |
| ABS-prt 2 | 89.81 | 4.29 | 5.9 | 4.77 | 6.56 |
| ABS-prt | 89.79 | 5.28 | 4.93 | 5.88 | 5.49 |
| ABS-prt | 90.95 | 3.87 | 5.18 | 4.25 | 5.69 |
| Wavenumber Regions (cm) | Groups Assignment |
|---|---|
| 698–699 | Aromatic C–H bend |
| 759 | Aromatic C–H bend and =C–H bend |
| 911–967 | =C–H bend in poly(butadiene) |
| 1215 | C–O–C vibrations |
| 1452–1453 | CH bend/scissoring mode |
| 1494–1497 | Aromatic ring in styrene |
| 1583 | Aromatic ring in styrene |
| 1600–1900 | O–H stretching; C–H, C–H, and C–H stretch first overtones |
| 1602 | Aromatic ring in styrene |
| 1637 | C=C stretch mode of poly(butadiene) |
| 1718 | C=O stretch |
| 1781–1860 | C=O asymmetric and symmetric stretch from anhidride groups |
| 2237–2239 | CN stretching from acrylonitrile |
| 2800–3127 | C–H stretching from aromatic and aliphatic |
| 3300 | ABS additives |
| 3000–3500 | –OH water |
| Sample | T (°C) | T (°C) | T (°C) |
|---|---|---|---|
| ABS | 107 | 142 | 119 |
| ABS | 107 | 142 | 118 |
| ABS | 105 | 141 | 119 |
| Sample | T (°C) | |
|---|---|---|
| ABS | 5.7 | 104 |
| ABS | 5.4 | 103.2 |
| ABS | 5.4 | 101.7 |
| Sample | Impact Strength | Impact Energy | Young’s Modulus | Tensile Strength | Elongation at Break |
|---|---|---|---|---|---|
| (kJ/m2) | (J) | (MPa) | (MPa) | (mm) | |
| ABS | 12.35 ± 1.5 | 0.48 ± 0.06 | 653 ± 20 | 35.17 ± 0.8 | 0.74 ± 0.01 |
| ABS | 11.38 ± 1.1 | 0.46 ± 0.04 | 650 ± 20 | 33.59 ± 1.6 | 0.84 ± 0.08 |
| ABS | 13.09 ± 1.4 | 0.51 ± 0.05 | 645 ± 15 | 32.88 ± 0.6 | 0.90 ± 0.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nastuta, A.V.; Asandulesa, M.; Spiridon, I.; Varganici, C.-D.; Huzum, R.; Mihaila, I. Effects of Atmospheric Pressure Plasma Jet on 3D-Printed Acrylonitrile Butadiene Styrene (ABS). Materials 2024, 17, 1848. https://doi.org/10.3390/ma17081848
Nastuta AV, Asandulesa M, Spiridon I, Varganici C-D, Huzum R, Mihaila I. Effects of Atmospheric Pressure Plasma Jet on 3D-Printed Acrylonitrile Butadiene Styrene (ABS). Materials. 2024; 17(8):1848. https://doi.org/10.3390/ma17081848
Chicago/Turabian StyleNastuta, Andrei Vasile, Mihai Asandulesa, Iuliana Spiridon, Cristian-Dragos Varganici, Ramona Huzum, and Ilarion Mihaila. 2024. "Effects of Atmospheric Pressure Plasma Jet on 3D-Printed Acrylonitrile Butadiene Styrene (ABS)" Materials 17, no. 8: 1848. https://doi.org/10.3390/ma17081848
APA StyleNastuta, A. V., Asandulesa, M., Spiridon, I., Varganici, C.-D., Huzum, R., & Mihaila, I. (2024). Effects of Atmospheric Pressure Plasma Jet on 3D-Printed Acrylonitrile Butadiene Styrene (ABS). Materials, 17(8), 1848. https://doi.org/10.3390/ma17081848