
Thickness Effect of 2195 Al–Li Alloy Friction Stir Weld Fracture Toughness
Abstract
:1. Introduction
2. The Basic Theory of the Relationship between Fracture Toughness and Specimen Thickness
2.1. Fracture K Criterion: Relationship between Fracture Toughness and Specimen Thickness
2.2. Fracture G Criterion: Relationship between Fracture Toughness and Specimen Thickness
3. Materials and Methods
3.1. Materials and Manufacturing Process
3.2. Experiment Preparation
4. Results and Discussion
4.1. Microstructure Analysis
Grain Feature
4.2. Fracture Toughness Test Results of Different Thicknesses
4.3. Modeling the Relationship between Fracture Toughness and Specimen Thickness
4.4. Error Analysis and Test Verification of Fitting Relation
5. Conclusions
- (1)
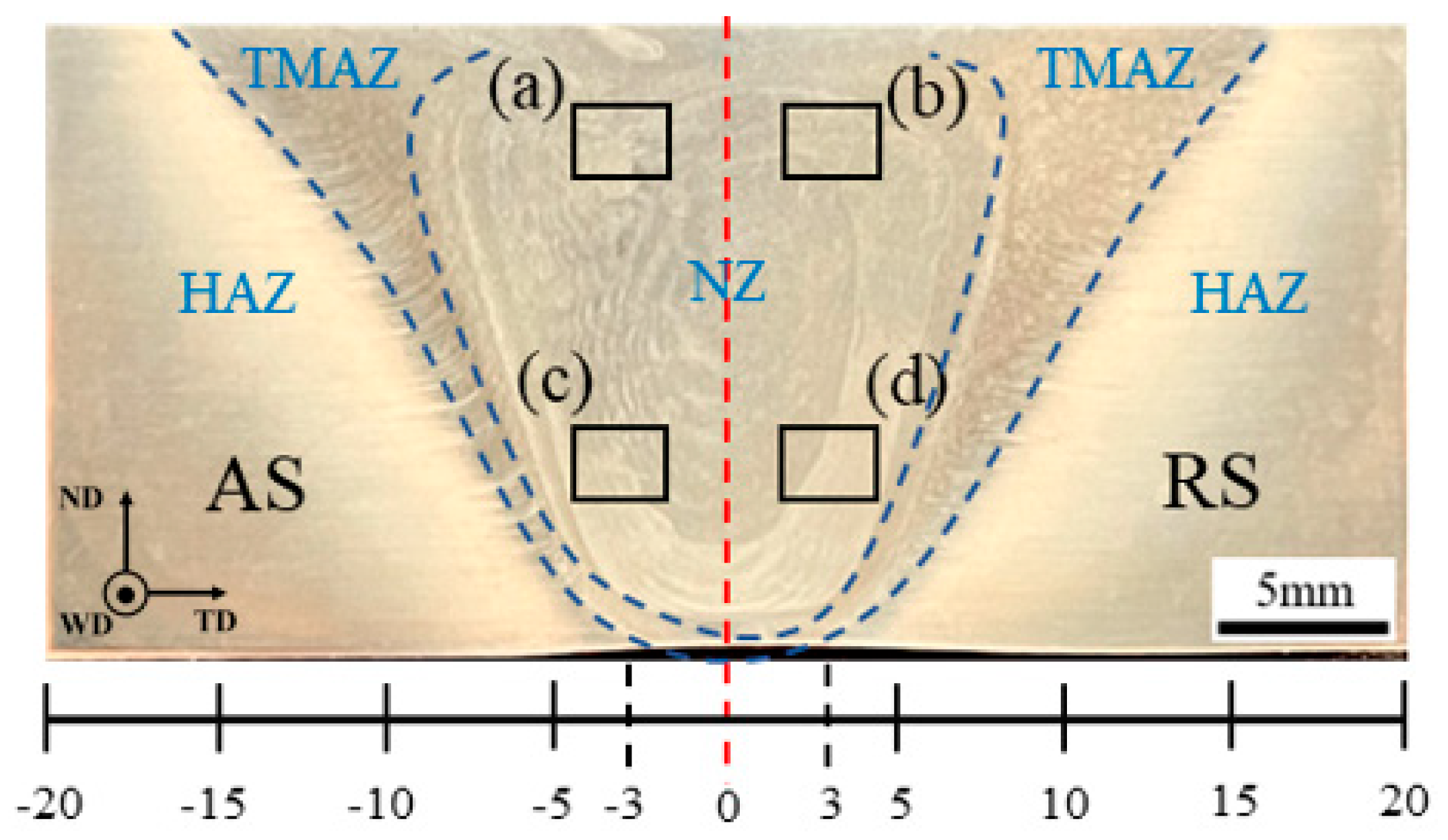
- In 2195 aluminum–lithium alloy friction stir welding, the grain size on the advancing side of the weld nugget zone is slightly larger than on the retreating side, and the grains at the bottom of the weld nugget zone are smaller than those at the top. At the top of the AS, the average grain size measures 8.89 ± 0.08 μm, compared to 8.74 ± 0.01 μm at the bottom. On the RS, the average grain size is 6.62 ± 0.18 μm at the top and 5.89 ± 0.74 μm at the bottom.
- (2)
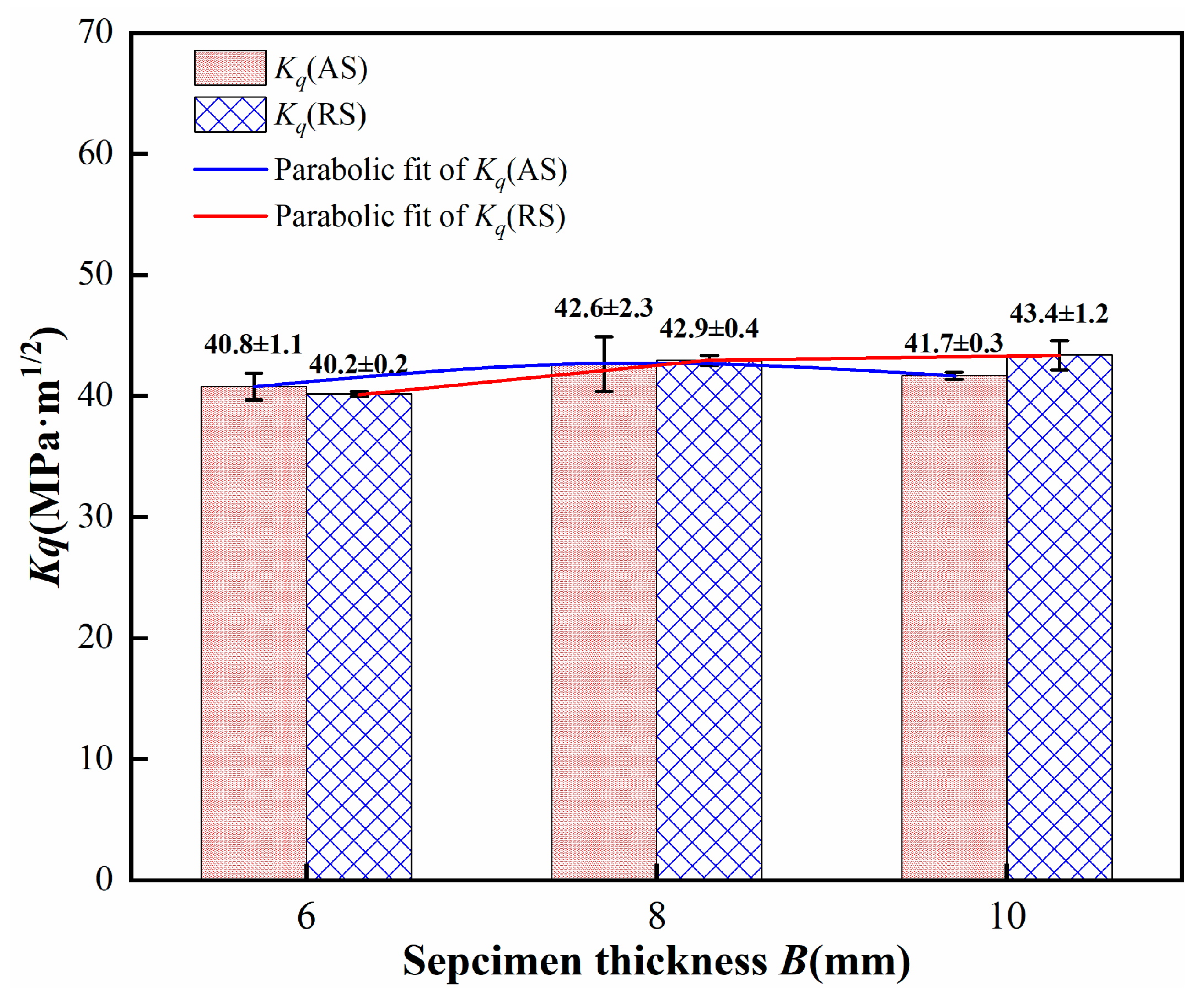
- Utilizing the fracture toughness criteria K and G, a relational formula linking the fracture toughness of 2195 aluminum–lithium alloy friction stir welds to specimen thickness was derived. The plane strain fracture toughness values were computed using this derived formula. There is a negligible difference in the fracture toughness KIC values between the advancing and retreating sides of the 2195 aluminum–lithium alloy friction stir welds. To reduce fitting errors, the final KIC values, derived from the fracture K criterion, are 41.65 MPa·m1/2, while those from the fracture G criterion are 43.54 MPa·m1/2.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.; Zhao, G. Hot Extrusion Processing of Al–Li Alloy Profiles and Related Issues: A Review. Chin. J. Mech. Eng. 2020, 33, 64. [Google Scholar] [CrossRef]
- Li, S.S.; Yue, X.; Li, Q.Y.; Peng, H.L.; Dong, B.X.; Liu, T.S.; Yang, H.Y.; Fan, J.; Shu, S.L.; Qiu, F.; et al. Development and applications of aluminum alloys for aerospace industry. J. Mater. Res. Technol. 2023, 27, 944–983. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, Y.; Hao, Y. Friction stir welding of high-strength aerospace aluminum alloy and application in rocket tank manufacturing. J. Mater. Sci. Technol. 2018, 34, 73–91. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, C.; Li, Y.; Zhao, M.; Wang, B. Fracture toughness testing of metallic materials based on scratch tests. Theor. Appl. Fract. Mech. 2024, 131, 104393. [Google Scholar] [CrossRef]
- Yuan, W.J.; Xie, Y.J. Geometrical effect of a notch tip on fracture toughness test. Theor. Appl. Fract. Mech. 2022, 118, 103232. [Google Scholar] [CrossRef]
- Gadallah, R.; Murakawa, H.; Ikushima, K.; Shibahara, M.; Tsutsumi, S. Numerical investigation on the effect of thickness and stress level on fatigue crack growth in notched specimens. Theor. Appl. Fract. Mech. 2021, 116, 103138. [Google Scholar] [CrossRef]
- Kilic, S.; Ozturk, F.; Demirdogen, M.F. A comprehensive literature review on friction stir welding: Process parameters, joint integrity, and mechanical properties. J. Eng. Res. 2023, in press. [Google Scholar] [CrossRef]
- Li, H. Investigation on fracture toughness and crak growth mechanism of high-strength steels. Dor 2019. [Google Scholar]
- Camas, D.; Branco, R.; Antunes, F.V.; Neto, D.M. Three-dimensional numerical study of thickness effect on plastic CTOD and monotonic plastic zone in an aluminium CT specimen. Theor. Appl. Fract. Mech. 2023, 128, 104132. [Google Scholar] [CrossRef]
- Gludovatz, B.; Naleway, S.E.; Ritchie, R.O.; Kruzic, J.J. Size-dependent fracture toughness of bulk metallic glasses. Acta Mater. 2014, 70, 198–207. [Google Scholar] [CrossRef]
- Shahani, A.R.; Rastegar, M.; Botshekanan Dehkordi, M.; Moayeri Kashani, H. Experimental and numerical investigation of thickness effect on ductile fracture toughness of steel alloy sheets. Eng. Fract. Mech. 2010, 77, 646–659. [Google Scholar] [CrossRef]
- Sofia, D.; Macrì, D.; Barletta, D.; Lettieri, P.; Poletto, M. Use of titania powders in the laser sintering process: Link between process conditions and product mechanical properties. Powder Technol. 2021, 381, 181–188. [Google Scholar] [CrossRef]
- Wallin, K. Fracture Toughness Transition Curve Shape for Ferritic Structural Steels. In Fracture of Engineering Materials and Structures; Teoh, S.H., Lee, K.H., Eds.; Springer: Dordrecht, The Netherlands, 1991; pp. 83–88. [Google Scholar] [CrossRef]
- Jiao, G. Finite Element Analysis of Elastoplastic Crack Tip StressState For Assessing Constraint and Thickness Effect. Master’s Thesis, Jiangsu University, Jiangsu, China, 2009. [Google Scholar]
- Shi, J.; Zhao, L.; Tang, A. Plane Strain Fracture Toughness Testing. Chin. J. Appl. Mech. 2009, 26, 432–436+621. [Google Scholar]
- Yang, J.; Zhang, X. Theory and application on thickness effect on cracked plate fracture toughness. Chin. J. Mech. Eng. 2005, 41, 36–46. [Google Scholar] [CrossRef]
- Aydin, H.; Tutar, M.; Durmuş, A.; Bayram, A.; Sayaca, T. Effect of Welding Parameters on Tensile Properties and Fatigue Behavior of Friction Stir Welded 2014-T6 Aluminum Alloy. Trans. Indian Inst. Met. 2012, 65, 21–30. [Google Scholar] [CrossRef]
- Milagre, M.X.; Mogili, N.V.; Donatus, U.; Giorjão, R.A.R.; Terada, M.; Araujo, J.V.S.; Machado, C.S.C.; Costa, I. On the microstructure characterization of the AA2098-T351 alloy welded by FSW. Mater. Charact. 2018, 140, 233–246. [Google Scholar] [CrossRef]
- Milan, M.T.; Bose Filho, W.W.; Ruckert, C.O.F.T.; Tarpani, J.R. Fatigue behaviour of friction stir welded AA2024-T3 alloy: Longitudinal and transverse crack growth. Fatigue Fract. Eng. Mater. Struct. 2008, 31, 526–538. [Google Scholar] [CrossRef]
- Moreira, P.M.G.P.; de Jesus, A.M.P.; de Figueiredo, M.A.V.; Windisch, M.; Sinnema, G.; de Castro, P.M.S.T. Fatigue and fracture behaviour of friction stir welded aluminium–lithium 2195. Theor. Appl. Fract. Mech. 2012, 60, 1–9. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Malard, B.; De Geuser, F.; Deschamps, A. Microstructure distribution in an AA2050 T34 friction stir weld and its evolution during post-welding heat treatment. Acta Mater. 2015, 101, 90–100. [Google Scholar] [CrossRef]
- Joshi, A.; Gope, A.; Chandra Gope, P. Effect of post-weld heat treatment on mechanical properties and fatigue crack growth behaviour of friction stir welded 7075-T651 Al alloy. Theor. Appl. Fract. Mech. 2023, 123, 103714. [Google Scholar] [CrossRef]
- Cai, B.; Zheng, Z.Q.; He, D.Q.; Li, S.C.; Li, H.P. Friction stir weld of 2060 Al–Cu–Li alloy: Microstructure and mechanical properties. J. Alloys Compd. 2015, 649, 19–27. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, X. Research on the relation on between fracture toughness and sample thickness. J. Mech. Strength 2003, 25, 76–80. [Google Scholar] [CrossRef]
- Prasad, N.S.; Naveen Kumar, N.; Narasimhan, R.; Suwas, S. Fracture behavior of magnesium alloys—Role of tensile twinning. Acta Mater. 2015, 94, 281–293. [Google Scholar] [CrossRef]
- Shen, Y.; Morgeneyer, T.F.; Garnier, J.; Allais, L.; Helfen, L.; Crépin, J. Three-dimensional quantitative in situ study of crack initiation and propagation in AA6061 aluminum alloy sheets via synchrotron laminography and finite-element simulations. Acta Mater. 2013, 61, 2571–2582. [Google Scholar] [CrossRef]
- Morgeneyer, T.F.; Besson, J. Flat to slant ductile fracture transition: Tomography examination and simulations using shear-controlled void nucleation. Scr. Mater. 2011, 65, 1002–1005. [Google Scholar] [CrossRef]
- Broek, D. Elementary Engineering Fracture Mechanics; Springer Science & Business Media: Dordrech, The Netherlands, 1984. [Google Scholar]
- Wu, L.; Han, X.; Ma, G.; Yang, B.; Bian, H.; Song, X.; Tan, C.-w. Effects of welding layer arrangement on microstructure and mechanical properties of gas metal arc welded 5083/6005A aluminium alloy butt joints. Trans. Nonferrous Met. Soc. China 2023, 33, 1665–1676. [Google Scholar] [CrossRef]
- Martin, J.P. Stationary Shoulder Friction Stir Welding. In Proceedings of the 1st International Joint Symposium on Joining and Welding, Osaka, Japan, 6–8 November 2013; Fujii, H., Ed.; Woodhead Publishing: Cambridge, UK, 2013; pp. 477–482. [Google Scholar] [CrossRef]
- Yu, P.; Wu, C.; Shi, L. Analysis and characterization of dynamic recrystallization and grain structure evolution in friction stir welding of aluminum plates. Acta Mater. 2021, 207, 116692. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Li | Zr | Mg | Ag | Ti | Si | Fe | Al |
|---|---|---|---|---|---|---|---|---|
| 3.84 | 0.87 | 0.09 | 0.34 | 0.31 | 0.08 | 0.12 | 0.11 | Balance |
| Number | Specimen Width W (mm) | Specimen Thickness B (mm) | Av. Crack Length a (mm) | Kq (MPa·m1/2) | Note | Av. Kq (MPa·m1/2) |
|---|---|---|---|---|---|---|
| AS(6)-1 | 30.1 | 6.0 | 14.7 | 40.4 | 40.2 ± 0.2 | |
| AS(6)-2 | 30.2 | 6.0 | 14.9 | 39.9 | × | |
| AS(6)-3 | 30.1 | 5.8 | 14.9 | 42 | × | |
| RS(6)-1 | 30.1 | 5.8 | 15.4 | 40 | ||
| RS(6)-2 | 30.3 | 6.0 | 14.4 | 40.1 | ||
| RS(6)-3 | 30.3 | 5.9 | 14.9 | 40.4 | ||
| AS(8)-1 | 30.0 | 8.1 | 14.8 | 41.8 | 42.7 ± 0.7 | |
| AS(8)-2 | 30.1 | 8.0 | 16.1 | 45.2 | × | |
| AS(8)-3 | 30.0 | 8.0 | 14.8 | 40.9 | × | |
| RS(8)-1 | 29.8 | 8.0 | 14.4 | 43 | ||
| RS(8)-2 | 30.2 | 8.1 | 14.1 | 43.3 | ||
| RS(8)-3 | 29.9 | 8.0 | 13.9 | 42.5 | ||
| AS(10)-1 | 29.7 | 10.1 | 15.3 | 41.5 | × | 42.2 ± 0.6 |
| AS(10)-2 | 29.9 | 10.2 | 15.0 | 42 | ||
| AS(10)-3 | 29.8 | 10.0 | 15.4 | 41.5 | ||
| RS(10)-1 | 30.4 | 10.2 | 14.9 | 42.4 | ||
| RS(10)-2 | 30.3 | 10.1 | 15.0 | 44.7 | × | |
| RS(10)-3 | 30.2 | 10.1 | 14.7 | 43 |
| Numbers | Kq (MPa·m1/2) K Criterion (m = 2) | Relative Error | Kq (MPa·m1/2) K Criterion (m = 3) | Relative Error | Kq (MPa·m1/2) G Criterion | Relative Error |
|---|---|---|---|---|---|---|
| 2 | 40.92 | 1.8% | 41.57 | 0.3% | 46.37 | 6.1% |
| 3 | 41.65 | 41.71 | 43.54 |
| Number of Experimental Points | B (mm) | K Criterion (m = 2) | K Criterion (m = 3) | G Criterion |
|---|---|---|---|---|
| 2 | 6 | 0.9% | 3.3% | 3.4% |
| 8 | 4.0% | 2.7% | 0.4% | |
| 10 | 3.0% | 1.5% | 3.2% | |
| 3 | 6 | 3.0% | 3.8% | 1.0% |
| 8 | 2.2% | 2.3% | 3.2% | |
| 10 | 1.2% | 1.2% | 0.9% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, K.; Liang, P.; Fu, X.; Hu, Z.; Chen, G.; Zhou, W. Thickness Effect of 2195 Al–Li Alloy Friction Stir Weld Fracture Toughness. Materials 2024, 17, 3639. https://doi.org/10.3390/ma17153639
Song K, Liang P, Fu X, Hu Z, Chen G, Zhou W. Thickness Effect of 2195 Al–Li Alloy Friction Stir Weld Fracture Toughness. Materials. 2024; 17(15):3639. https://doi.org/10.3390/ma17153639
Chicago/Turabian StyleSong, Kejin, Peichen Liang, Xuesong Fu, Zhenggen Hu, Guoqing Chen, and Wenlong Zhou. 2024. "Thickness Effect of 2195 Al–Li Alloy Friction Stir Weld Fracture Toughness" Materials 17, no. 15: 3639. https://doi.org/10.3390/ma17153639