
Research on Microstructure, Mechanical Properties, and High-Temperature Stability of Hot-Rolled Tungsten Hafnium Alloy
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Preparation
2.2. Mechanical Property Tests and Microstructure Observation
3. Results
3.1. Basic Properties of the PW and W-Hf Materials
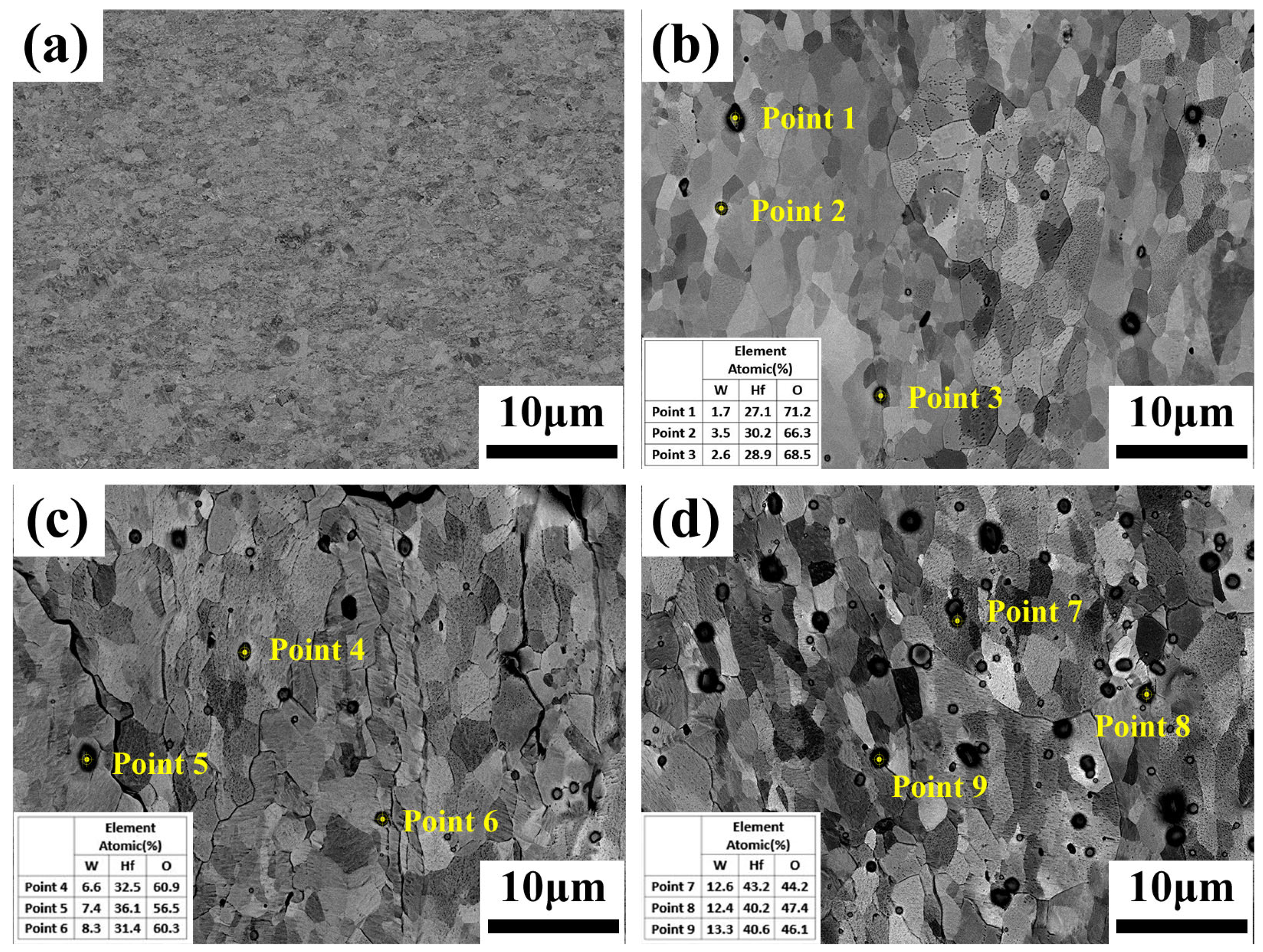
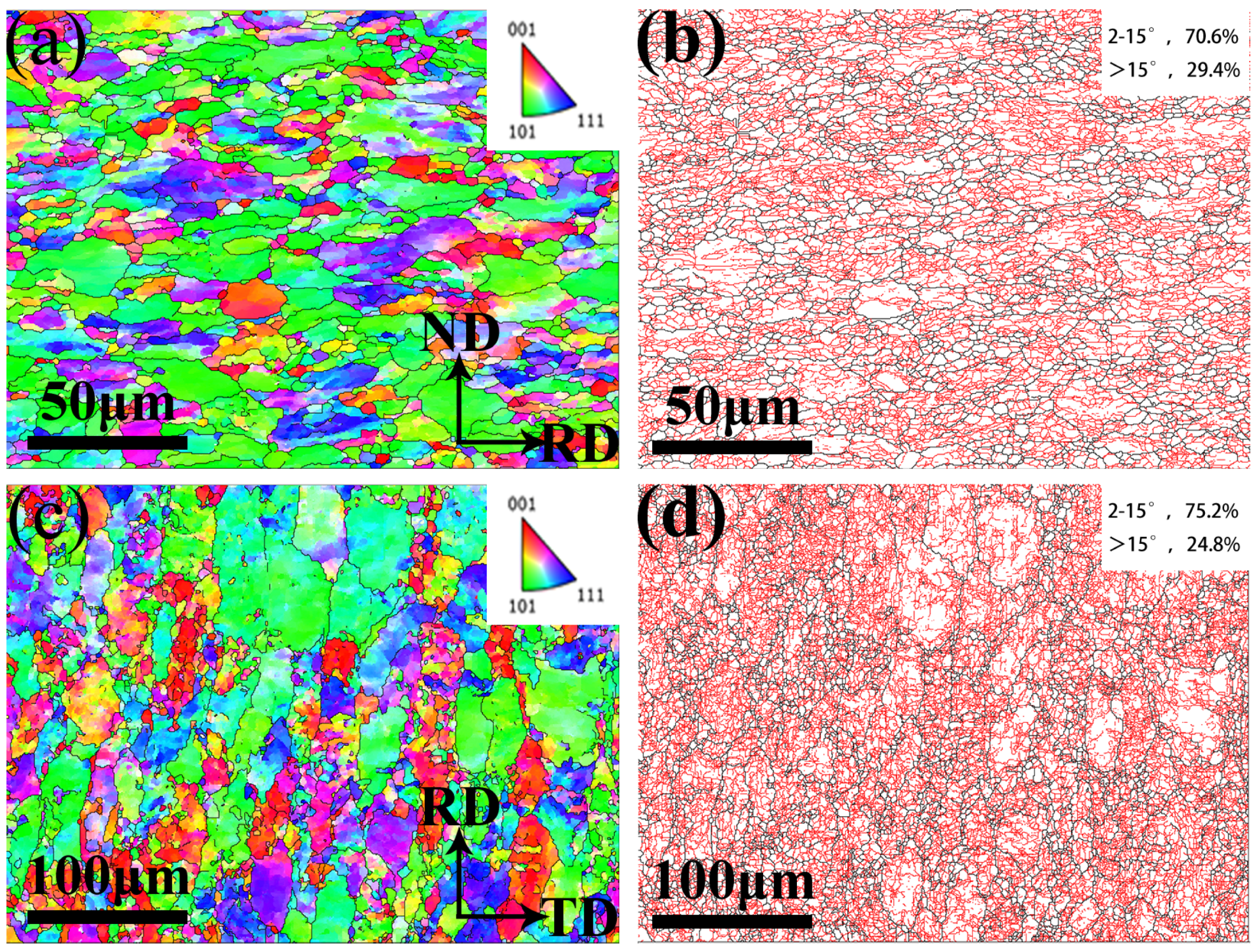
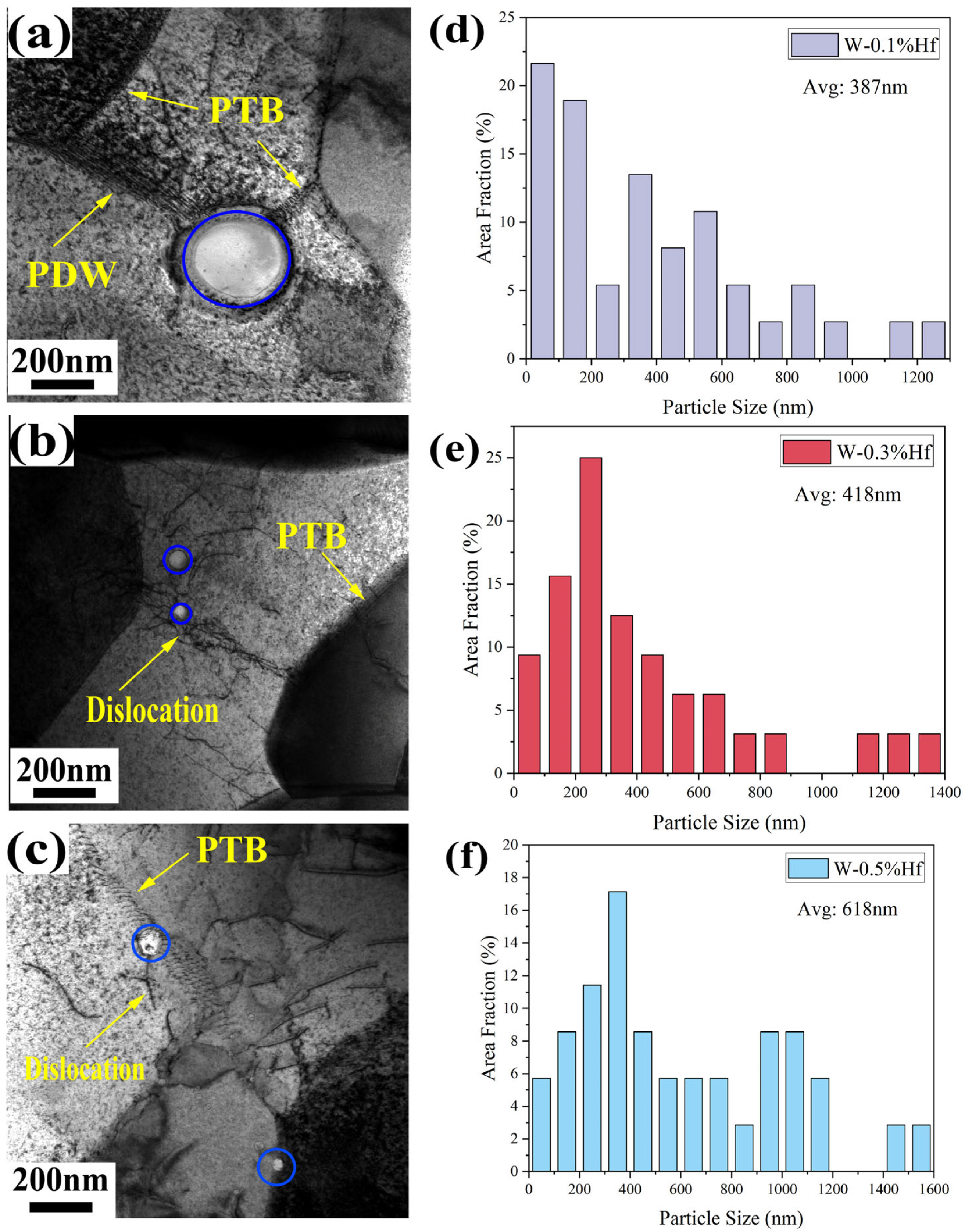
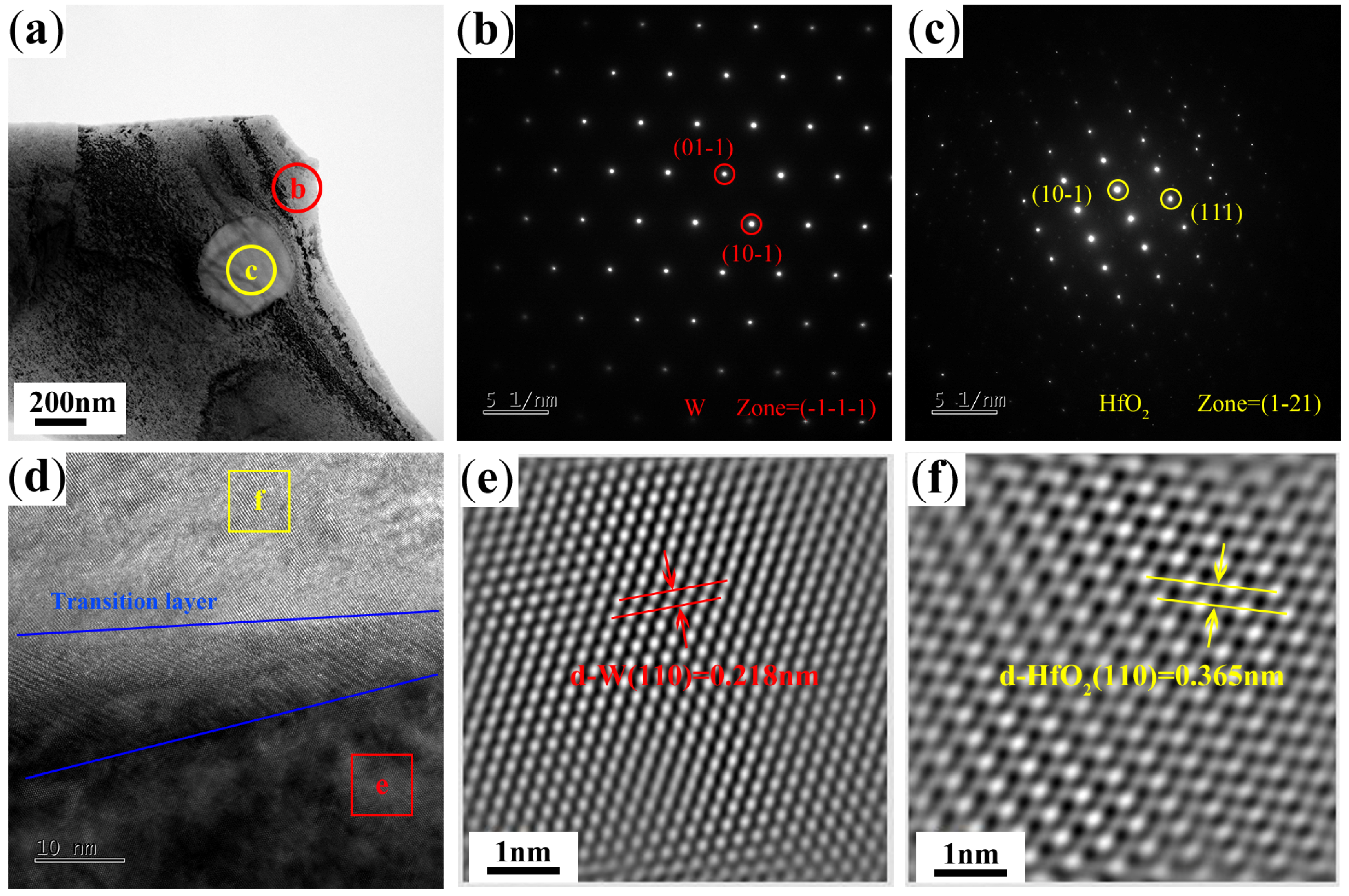
3.2. Microstructure of the PW and W-Hf Materials
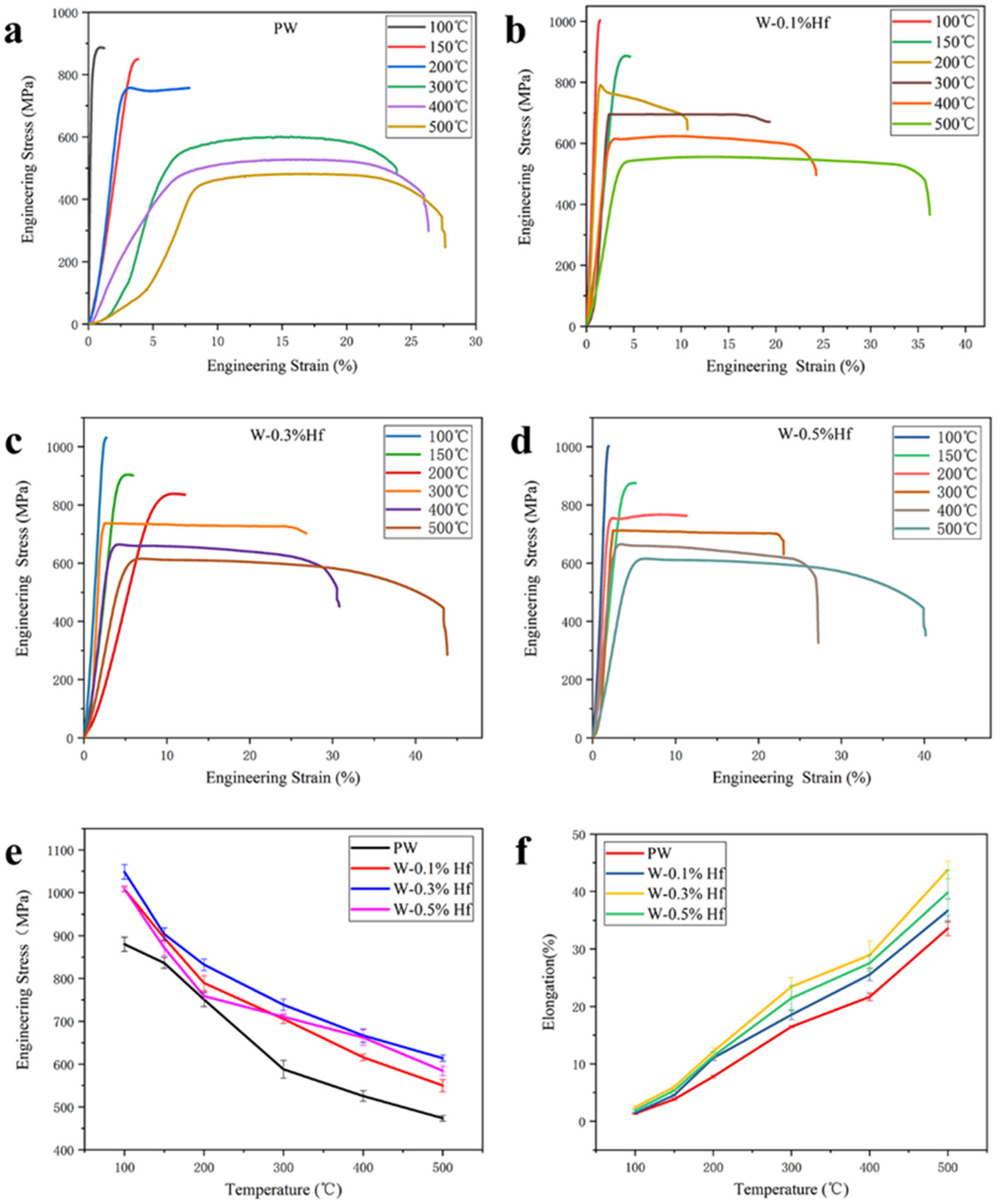
3.3. Mechanical Properties of the PW and W-Hf Materials
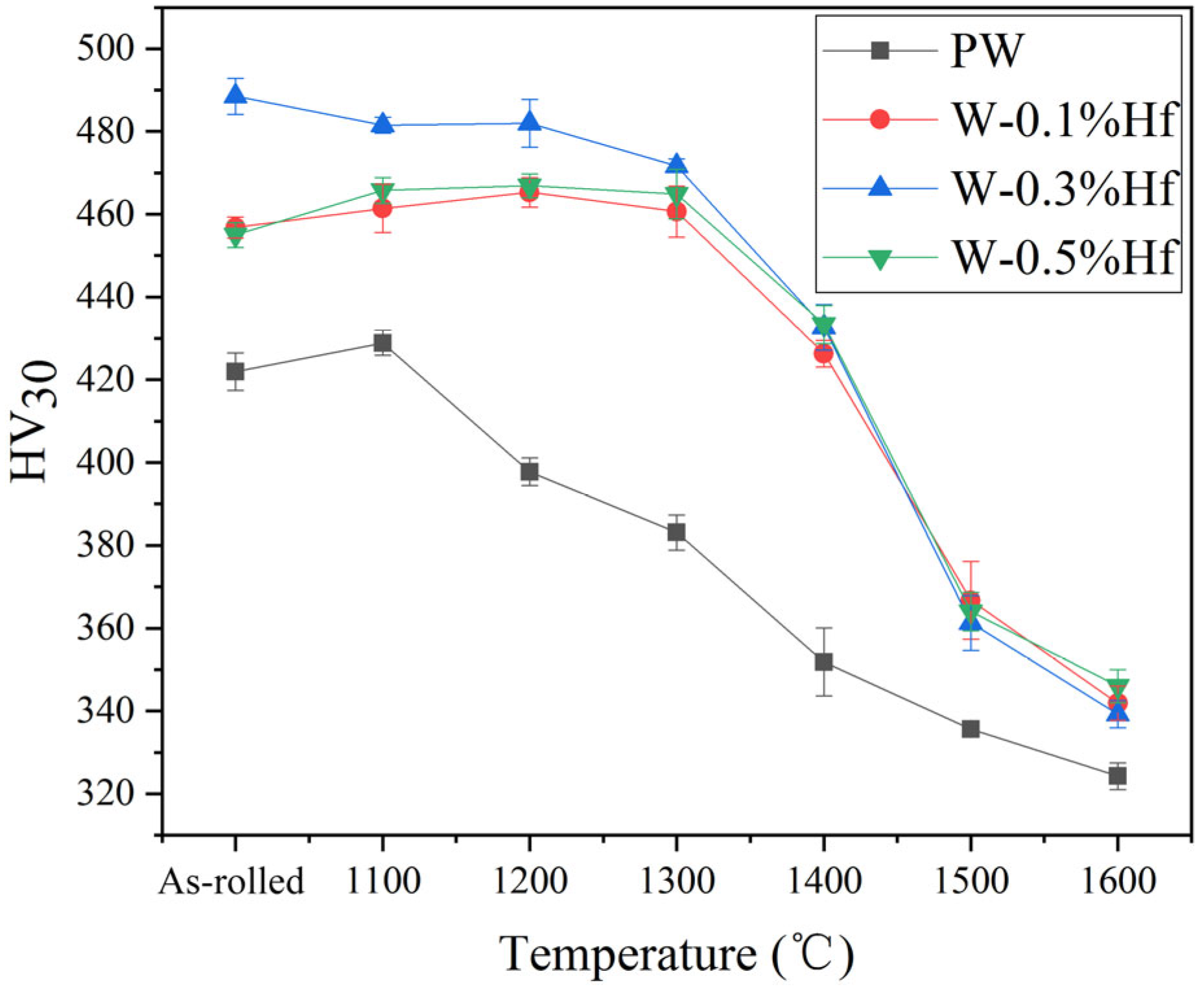
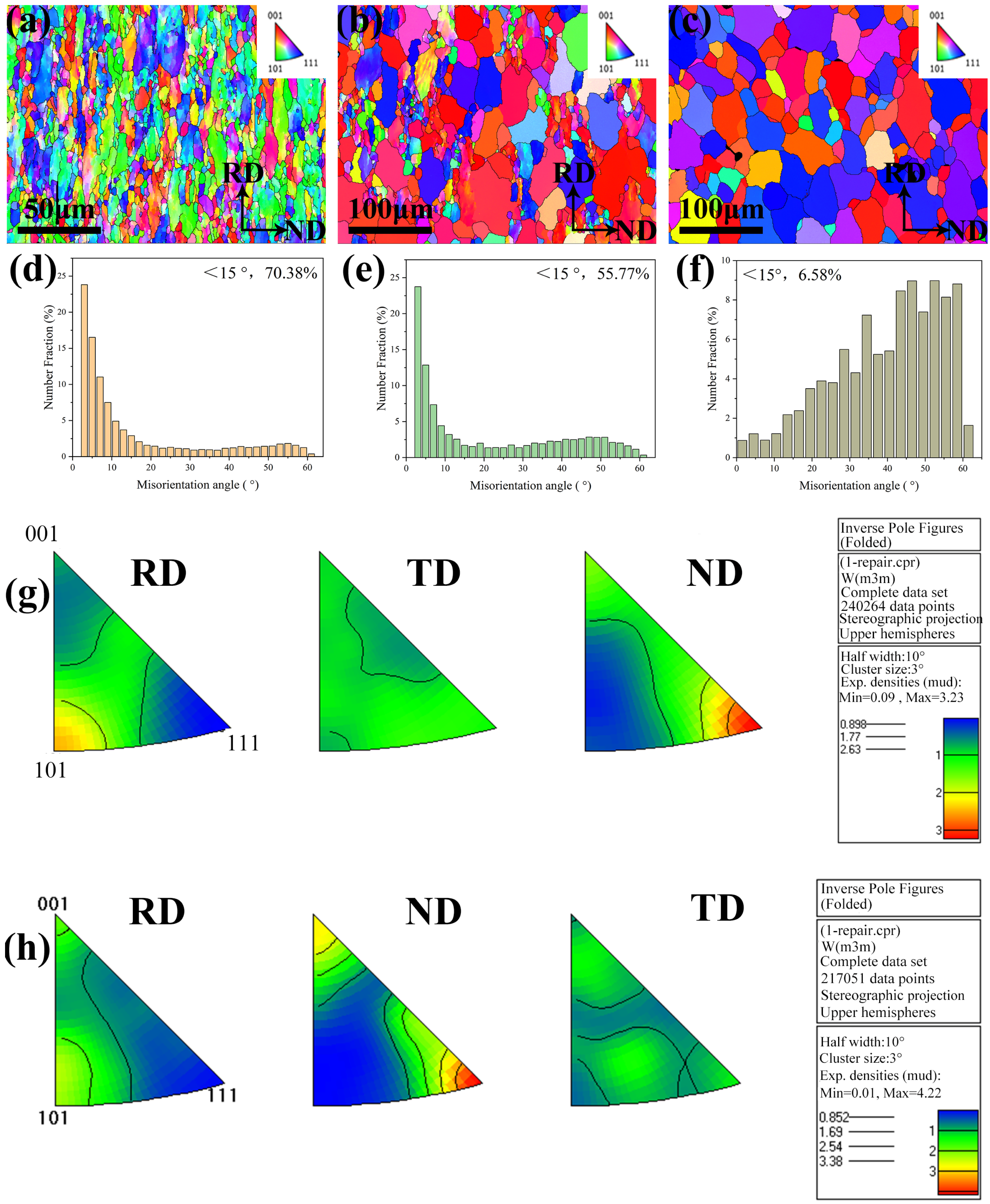
3.4. Recrystallization of the PW and W-Hf Alloys
4. Discussion
5. Conclusions
- (1)
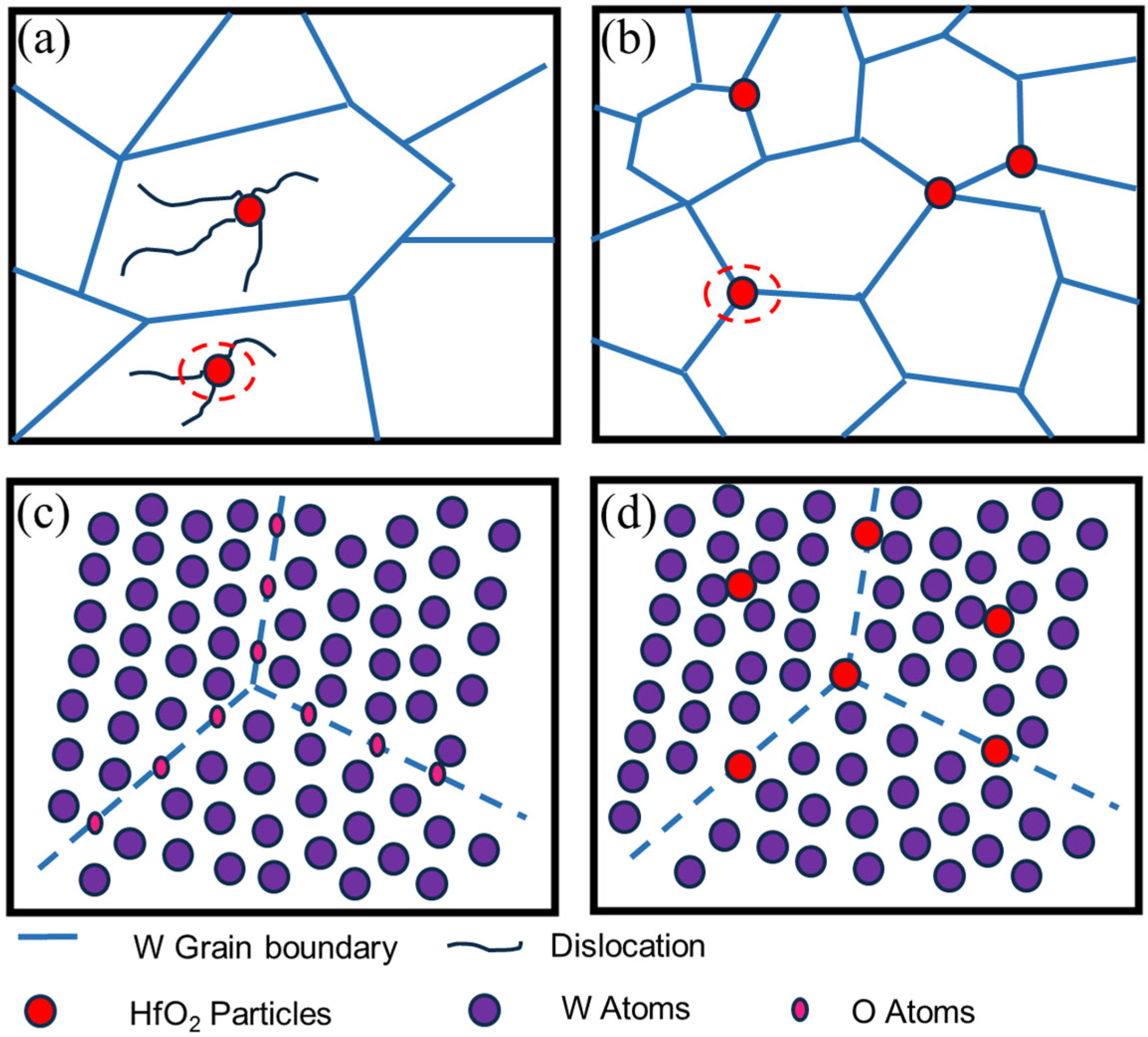
- The successfully prepared W-Hf alloy provides a new development idea for future PFMs. Hf-active elements introduced by HfH2 powder can be combined with impurity O in W grains to purify and strengthen grain boundaries. The formed second phase HfO2 particles can refine grains and form dispersion strengthening, pinning dislocations and grain boundaries. In addition, the hot rolling process is strictly regulated. This manufacturing route is suitable for the mass production of tungsten alloys for engineering applications. It can form a wide range of equiaxed sub-grain microstructures, reduce the anisotropy of grain orientation, and is conducive to the synergistic improvement of material strength and toughness.
- (2)
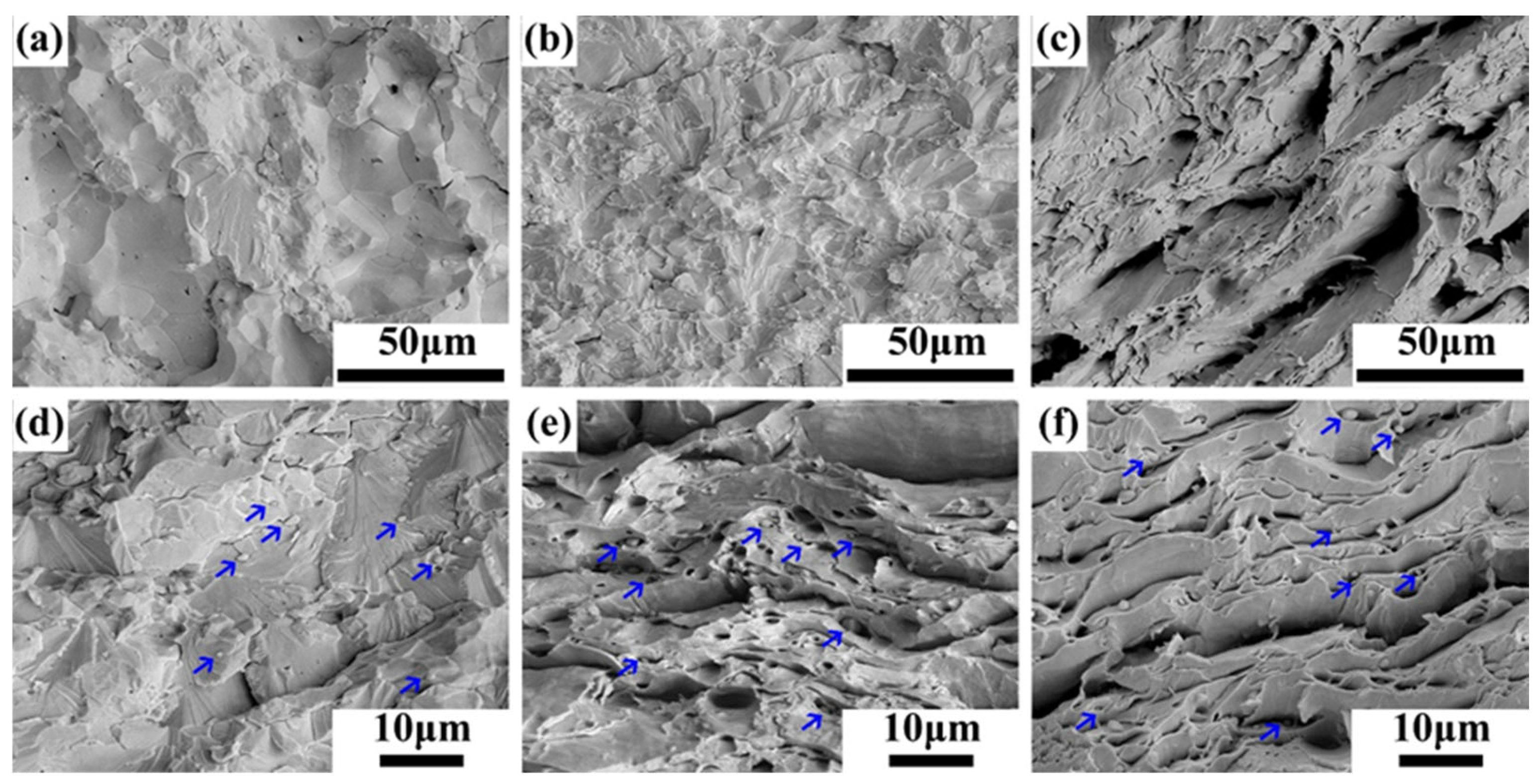
- The number density of the second phase in W-0.3% Hf alloy is 6.4 × 1017 m−3, and 71.8% of the second-phase particles are smaller than 500 nm. The second phase is small and dispersed, so it has excellent toughness and strength. At 100 °C, the UTS is 1048 ± 17.02 MPa. At 150 °C, it shows ductile fracture, and the total elongation is 5.91 ± 0.41%. Under the tensile test at 500 °C, the corresponding ultimate tensile strength is 614 ± 7.55 MPa, and the elongation is as high as 43.77 ± 1.54%.
- (3)
- The high temperature stability of pure tungsten and W-Hf alloys was studied by isothermal annealing experiments. The recrystallization temperature of W-Hf alloys is 1400 °C, which is 200 °C higher than that of pure tungsten. At the same time, the complete recrystallization of W-0.3% Hf was observed after annealing at 1600 °C, accompanied by the disappearance of the RD//<110> texture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zheng, Z.; Lai, C.; Zhou, W.; Wang, Y.; Zhang, Y.; Wang, J. Preparation, Mechanical Properties and Strengthening Mechanism of W-Re Alloys: A Review. Materials 2023, 17, 102. [Google Scholar] [CrossRef]
- Nogami, S.; Hasegawa, A.; Fukuda, M.; Rieth, M.; Reiser, J.; Pintsuk, G. Mechanical properties of tungsten: Recent research on modified tungsten materials in Japan. J. Nucl. Mater. 2021, 543, 152506. [Google Scholar] [CrossRef]
- Galatanu, M.; Enculescu, M.; Galatanu, A.; Ticos, D.; Dumitru, M.; Ticos, C. Microengineering Design for Advanced W-Based Bulk Materials with Improved Properties. Nanomaterials 2023, 13, 1012. [Google Scholar] [CrossRef]
- Gumbsch, P. Brittle fracture and the brittle-to-ductile transition of tungsten. J. Nucl. Mater. 2003, 323, 304–312. [Google Scholar] [CrossRef]
- Yin, C.; Terentyev, D.; Pardoen, T.; Petrov, R.; Tong, Z. Ductile to brittle transition in ITER specification tungsten assessed by combined fracture toughness and bending tests analysis. Mater. Sci. Eng. A 2019, 750, 20–30. [Google Scholar] [CrossRef]
- Katoh, Y.; Snead, L.L.; Garrison, L.M.; Hu, X.; Koyanagi, T.; Parish, C.M.; Edmondson, P.D.; Fukuda, M.; Hwang, T.; Tanaka, T.; et al. Response of unalloyed tungsten to mixed spectrum neutrons. J. Nucl. Mater. 2019, 520, 193–207. [Google Scholar] [CrossRef]
- Stancu, C.; Marascu, V.; Bonciu, A.; Bercea, A.; Stoica, S.D.; Constantin, C. Tungsten Material Behavior under H2, D2, and He Plasma Interaction Conditions in the Framework of Fusion-Relevant Studies. Materials 2023, 16, 6853. [Google Scholar] [CrossRef]
- Zhang, Y.-H.; Ma, E.; Sun, J.; Han, W.-Z. Unveiling the intrinsic rhenium effect in Tungsten. Acta Mater. 2024, 264, 119586. [Google Scholar] [CrossRef]
- Olsson, P.A.T.; Hiremath, P.; Melin, S. Atomistic investigation of the impact of phosphorus impurities on the tungsten grain boundary decohesion. Comput. Mater. Sci. 2023, 219, 112017. [Google Scholar] [CrossRef]
- Gludovatz, B.; Wurster, S.; Weingärtner, T.; Hoffmann, A.; Pippan, R. Influence of impurities on the fracture behaviour of tungsten. Philos. Mag. 2011, 91, 3006–3020. [Google Scholar] [CrossRef]
- Kecskes, L.J.; Cho, K.C.; Dowding, R.J.; Schuster, B.E.; Valiev, R.Z.; Wei, Q. Grain size engineering of bcc refractory metals: Top-down and bottom-up—Application to tungsten. Mater. Sci. Eng. A 2007, 467, 33–43. [Google Scholar] [CrossRef]
- Wurmshuber, M.; Doppermann, S.; Wurster, S.; Jakob, S.; Balooch, M.; Alfreider, M.; Schmuck, K.; Bodlos, R.; Romaner, L.; Hosemann, P.; et al. Enhancing mechanical properties of ultrafine-grained tungsten for fusion applications. Int. J. Refract. Met. Hard Mater. 2023, 111, 106125. [Google Scholar] [CrossRef]
- Li, X.; Liu, H.; Hu, P.; Wang, J.; Yang, Y.; Li, H.; Zhou, W. Nanostructured TiC dispersion-strengthened tungsten composite with remarkably improved He ion irradiation resistance. Int. J. Refract. Met. Hard Mater. 2022, 107, 105900. [Google Scholar] [CrossRef]
- Huang, J.; Zuo, T.; Wu, Y. Evolution of irradiation damage in tungsten matrix and Y2O3 phase after low energy helium plasma exposure. J. Nucl. Mater. 2024, 589, 154826. [Google Scholar] [CrossRef]
- Li, X.-Y.; Zhang, Y.-G.; Xu, Y.-C.; Wu, X.-B.; Kong, X.-S.; Wang, X.-P.; Fang, Q.-F.; Liu, C.-S. Interaction of radiation-induced defects with tungsten grain boundaries at across scales: A short review. Tungsten 2020, 2, 15–33. [Google Scholar] [CrossRef]
- Wurmshuber, M.; Jakob, S.; Doppermann, S.; Wurster, S.; Bodlos, R.; Romaner, L.; Maier-Kiener, V.; Kiener, D. Tuning mechanical properties of ultrafine-grained tungsten by manipulating grain boundary chemistry. Acta Mater. 2022, 232, 117939. [Google Scholar] [CrossRef]
- Jakob, S.; Hohenwarter, A.; Lorich, A.; Knabl, W.; Pippan, R.; Clemens, H.; Maier-Kiener, V. Assessment of grain boundary cohesion of technically pure and boron micro-doped molybdenum via meso-scale three-point-bending experiments. Mater. Des. 2021, 207, 109848. [Google Scholar] [CrossRef]
- Wu, X.; You, Y.-W.; Kong, X.-S.; Chen, J.-L.; Luo, G.-N.; Lu, G.-H.; Liu, C.S.; Wang, Z. First-principles determination of grain boundary strengthening in tungsten: Dependence on grain boundary structure and metallic radius of solute. Acta Mater. 2016, 120, 315–326. [Google Scholar] [CrossRef]
- Hu, Y.-J.; Fellinger, M.R.; Butler, B.G.; Wang, Y.; Darling, K.A.; Kecskes, L.J.; Trinkle, D.R.; Liu, Z.-K. Solute-induced solid-solution softening and hardening in bcc tungsten. Acta Mater. 2017, 141, 304–316. [Google Scholar] [CrossRef]
- Zhao, Y.; Xu, L.; Li, Z.; Guo, M.; Wang, C.; Li, X.; Wei, S. Effect of different crystal forms of ZrO2 on the microstructure and properties of tungsten alloys. Int. J. Refract. Met. Hard Mater. 2023, 114, 106258. [Google Scholar] [CrossRef]
- Chen, Z.; Yang, J.; Zhang, L.; Jia, B.; Qu, X.; Qin, M. Effect of La2O3 content on the densification, microstructure and mechanical property of W-La2O3 alloy via pressureless sintering. Mater. Charact. 2021, 175, 111092. [Google Scholar] [CrossRef]
- Wang, M.; Sun, H.; Pang, B.; Xi, X.; Nie, Z. Structure evolution of Y2O3 and consequent effects on mechanical properties of W–Y2O3 alloy prepared by ball milling and SPS. Mater. Sci. Eng. A 2022, 832, 142448. [Google Scholar] [CrossRef]
- Webb, J.; Gollapudi, S.; Charit, I. An overview of creep in tungsten and its alloys. Int. J. Refract. Met. Hard Mater. 2019, 82, 69–80. [Google Scholar] [CrossRef]
- Ren, C.; Fang, Z.Z.; Xu, L.; Ligda, J.P.; Paramore, J.D.; Butler, B.G. An investigation of the microstructure and ductility of annealed cold-rolled tungsten. Acta Mater. 2019, 162, 202–213. [Google Scholar] [CrossRef]
- Xie, X.F.; Xie, Z.M.; Liu, R.; Fang, Q.F.; Liu, C.S.; Han, W.-Z.; Wu, X. Hierarchical microstructures enabled excellent low-temperature strength-ductility synergy in bulk pure tungsten. Acta Mater. 2022, 228, 117765. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, L.; Xu, B.; Liu, J.; Luo, S.; Ji, S.; Ding, Y.; Zhang, L.; Ma, J.; Duan, T. Rapid synthesis of Nd-doped Y3Fe5O12 garnet waste forms by microwave sintering. Ceram. Int. 2021, 47, 21924–21933. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, G.J.; Jiang, F.; Ding, X.D.; Sun, Y.J.; Sun, J.; Ma, E. Nanostructured high-strength molybdenum alloys with unprecedented tensile ductility. Nat. Mater. 2013, 12, 344–350. [Google Scholar] [CrossRef]
- Bi, M.; Zhu, J.; Luo, Y.; Cai, H.; Li, X.; Wang, X.; Wei, Y.; Wang, X.; Hu, C.; Hu, J.; et al. Effect of Deposition Temperature on the Surface, Structural, and Mechanical Properties of HfO2 Using Chemical Vapor Deposition (CVD). Coatings 2022, 12, 1731. [Google Scholar] [CrossRef]
- Yao, G.; Chen, H.-Y.; Luo, L.-M.; Zan, X.; Wu, Y.-C. Enhanced thermal-mechanical properties of rolled tungsten bulk material reinforced by in situ nanosized Y–Zr–O particles. Nucl. Eng. Technol. 2024, 56, 2141–2152. [Google Scholar] [CrossRef]
- Wei, M.; Feng, F.; Wang, J.; Qiang, J.; Shi, Y.; Hao, S.; Liu, X.; Wang, Y.; Lian, Y. Room temperature ductile W-Y2O3 alloy with high thermal shock resistance. Int. J. Refract. Met. Hard Mater. 2023, 114, 106261. [Google Scholar] [CrossRef]
- Dong, Z.; Ma, Z.; Yu, L.; Liu, Y. Achieving high strength and ductility in ODS-W alloy by employing oxide@W core-shell nanopowder as precursor. Nat. Commun. 2021, 12, 5052. [Google Scholar] [CrossRef]
- Miao, S.; Lin, Y.; Zhao, Y.Q.; Xie, Z.M. The recrystallization behaviors of hot-rolled W-TiC plates. Int. J. Refract. Met. Hard Mater. 2021, 98, 105556. [Google Scholar] [CrossRef]
- Reiser, J.; Hoffmann, J.; Jäntsch, U.; Klimenkov, M.; Bonk, S.; Bonnekoh, C.; Rieth, M.; Hoffmann, A.; Mrotzek, T. Ductilisation of tungsten (W): On the shift of the brittle-to-ductile transition (BDT) to lower temperatures through cold rolling. Int. J. Refract. Met. Hard Mater. 2016, 54, 351–369. [Google Scholar] [CrossRef]
- Pfeifenberger, M.J.; Nikolić, V.; Žák, S.; Hohenwarter, A.; Pippan, R. Evaluation of the intergranular crack growth resistance of ultrafine grained tungsten materials. Acta Mater. 2019, 176, 330–340. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| True Density g/cm3 | Relative Density (%) | RD-TD Surface HV30 | TD-ND Surface HV30 | |
|---|---|---|---|---|
| PW | 19.09 ± 0.01 | 99.16 ± 0.06 | 431.95 ± 3.74 | 436.2 ± 2.56 |
| W-0.1% Hf | 19.09 ± 0.02 | 99.27 ± 0.11 | 463.48 ± 6.38 | 464.7 ± 3.68 |
| W-0.3% Hf | 19.08 ± 0.01 | 99.43 ± 0.03 | 481.47 ± 4.82 | 476.5 ± 1.95 |
| W-0.5% Hf | 18.99 ± 0.02 | 99.19 ± 0.09 | 464.87 ± 5.79 | 456.2 ± 4.32 |
| W-0.1% Hf (%) | W-0.3% Hf (%) | W-0.5% Hf (%) | |
|---|---|---|---|
| 0–200 nm | 40.5 | 23.4 | 14.2 |
| 200–500 nm | 27.1 | 48.4 | 37.2 |
| 500 nm-1 μm | 27.0 | 18.9 | 20.1 |
| >1 μm | 5.4 | 9.3 | 28.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, Y.; Wang, T.; Qin, S.; Wang, W.; Shi, Y.; Yu, H. Research on Microstructure, Mechanical Properties, and High-Temperature Stability of Hot-Rolled Tungsten Hafnium Alloy. Materials 2024, 17, 3663. https://doi.org/10.3390/ma17153663
Yin Y, Wang T, Qin S, Wang W, Shi Y, Yu H. Research on Microstructure, Mechanical Properties, and High-Temperature Stability of Hot-Rolled Tungsten Hafnium Alloy. Materials. 2024; 17(15):3663. https://doi.org/10.3390/ma17153663
Chicago/Turabian StyleYin, Yi, Tiejun Wang, Sigui Qin, Wanjing Wang, Yingli Shi, and Hongxin Yu. 2024. "Research on Microstructure, Mechanical Properties, and High-Temperature Stability of Hot-Rolled Tungsten Hafnium Alloy" Materials 17, no. 15: 3663. https://doi.org/10.3390/ma17153663