
Comparative Analysis of Woody Biomass Fly Ash and Class F Fly Ash as Supplementary Cementitious Materials in Mortar

Abstract
:1. Introduction
2. Materials and Experimental Program
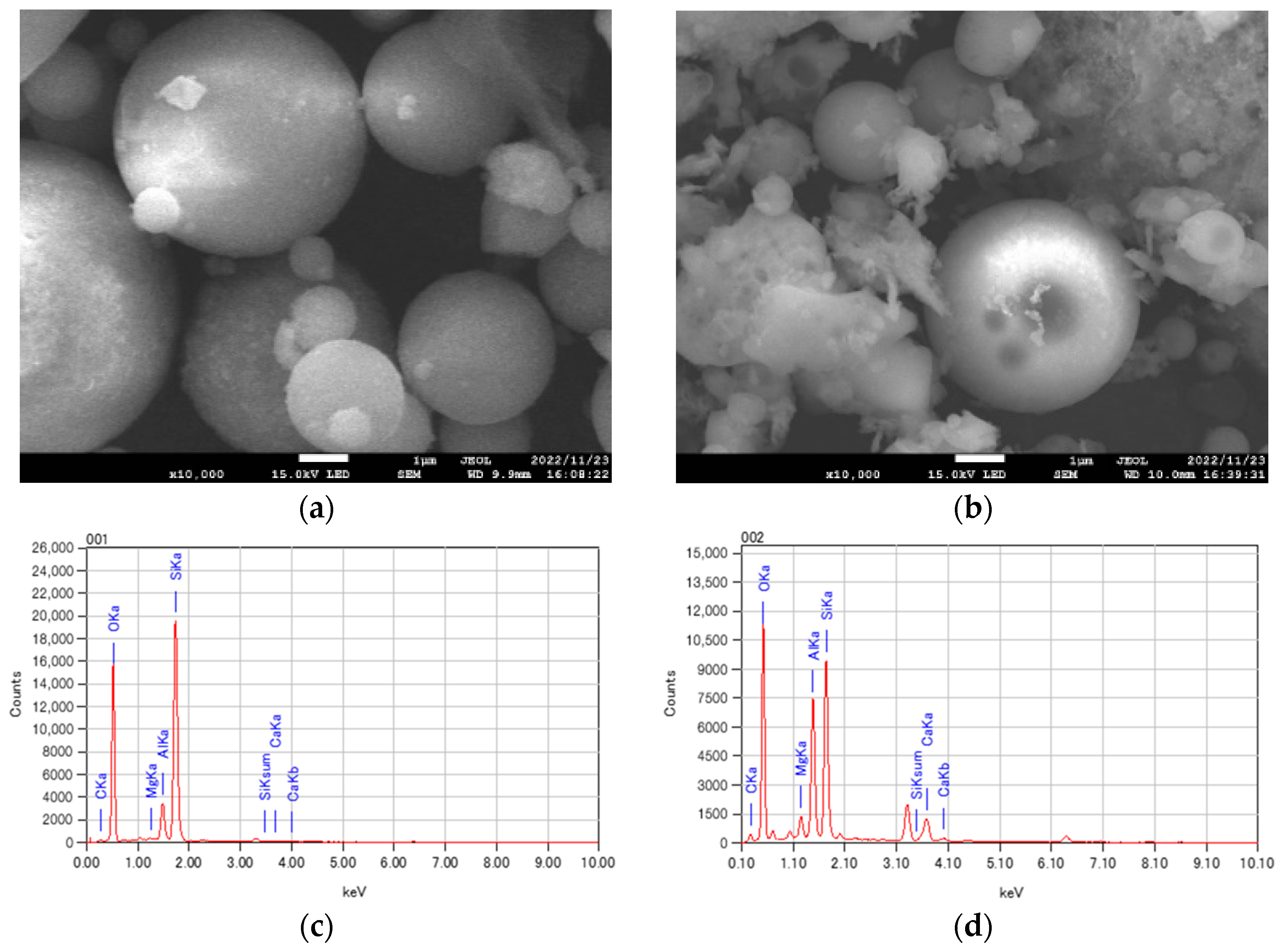
2.1. Experimental Materials
Fly Ash Characteristics
2.2. Preparation of Cement Paste and Mortar
2.3. Research Methods
- C1: Compressive strength of the test mortar at target age.
- C2: Compressive strength of reference mortar at target age.
- The weight loss at 420–550 °C is denoted by WL;
- The weight of the cement paste powder sample is Mc (mg);
- The calcium hydroxide content is CH (wt%).
- GM is the amorphous phase (C-S-H) (mass%).
- GR is the α-Al2O3 mixture (mass%).
- GA is the measured value of α-Al2O3 (mass%).
3. Experimental Results and Discussion
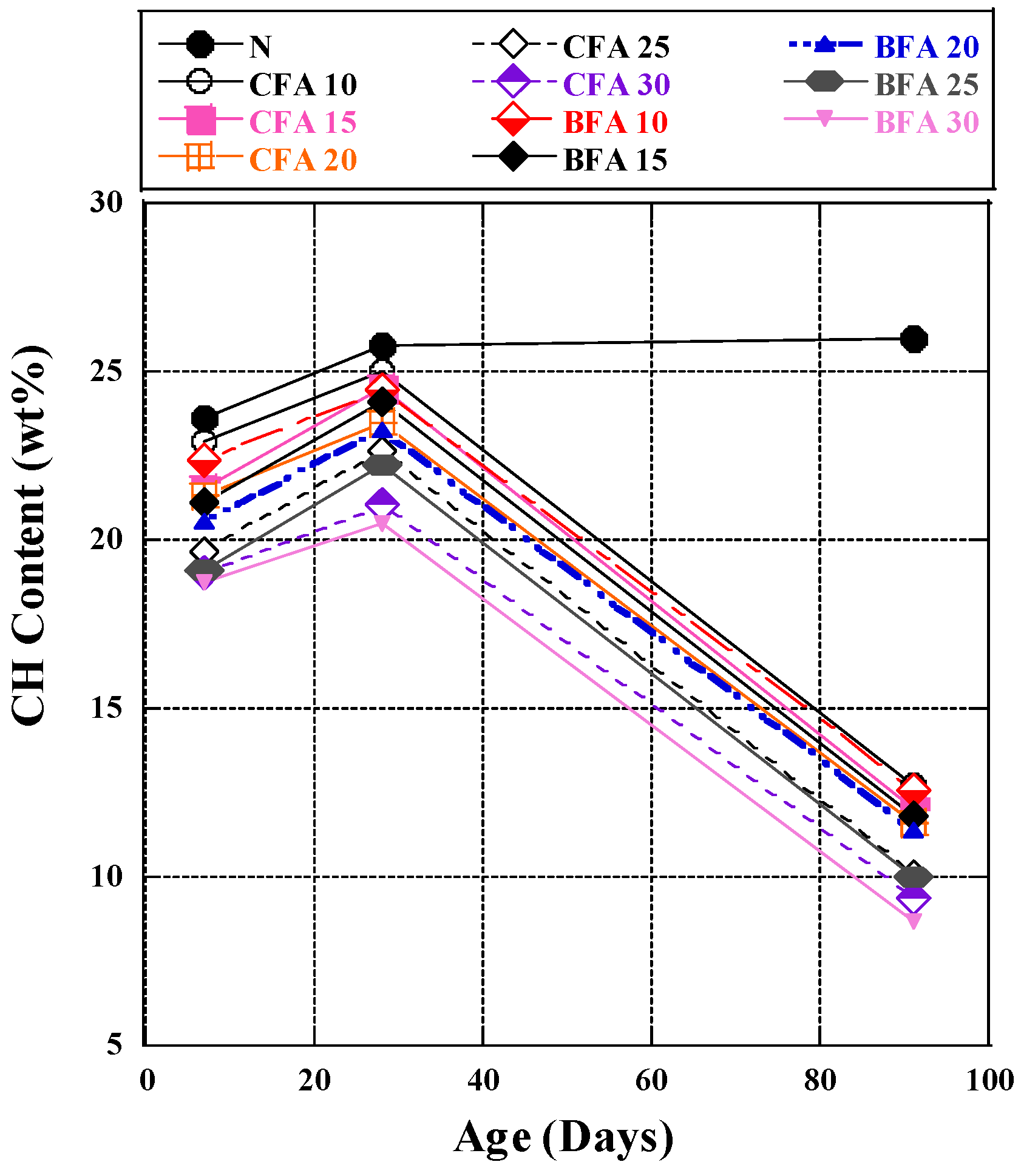
3.1. Thermal Analysis
3.2. Amorphous Phases Analysis
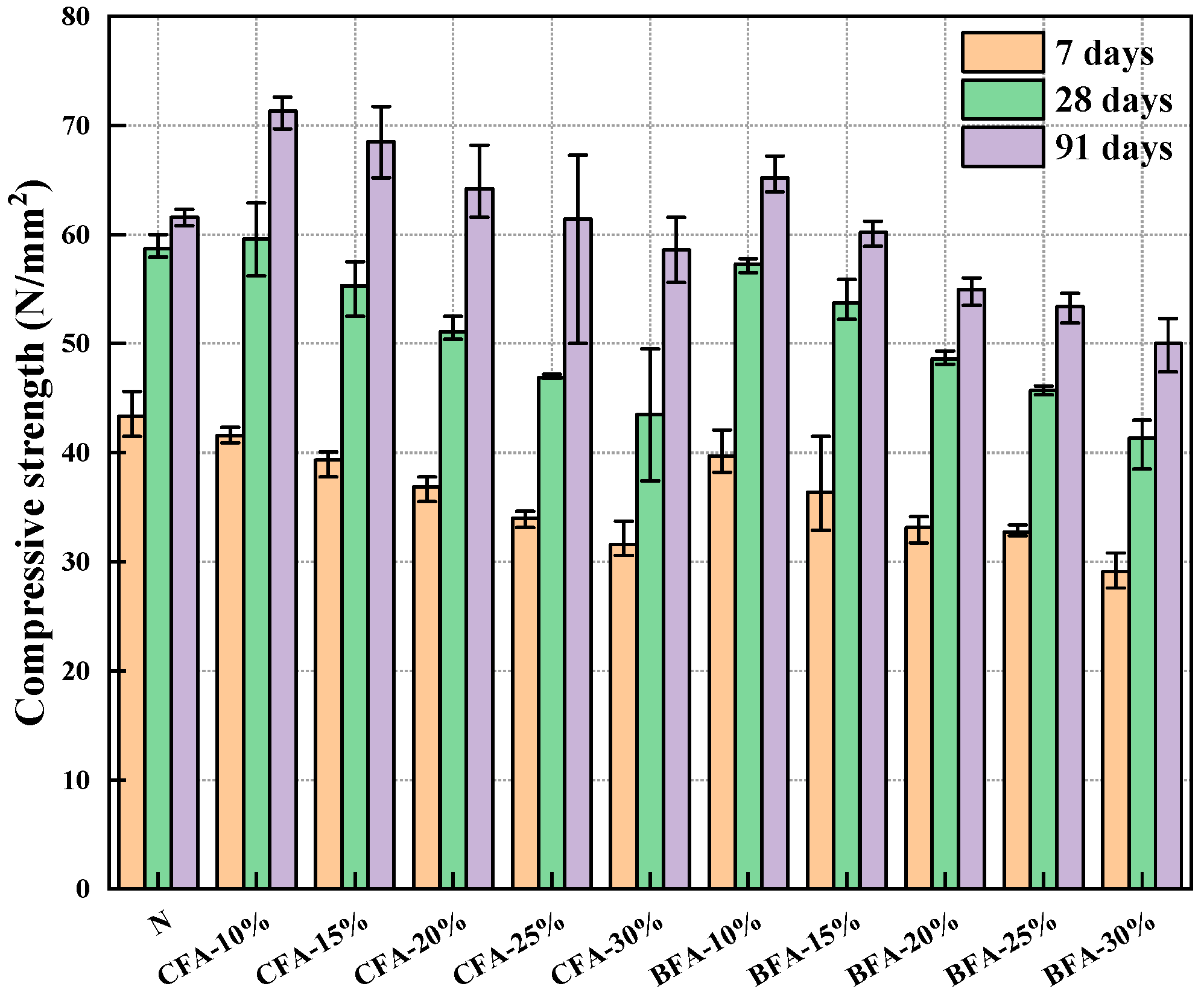
3.3. Compressive Strength
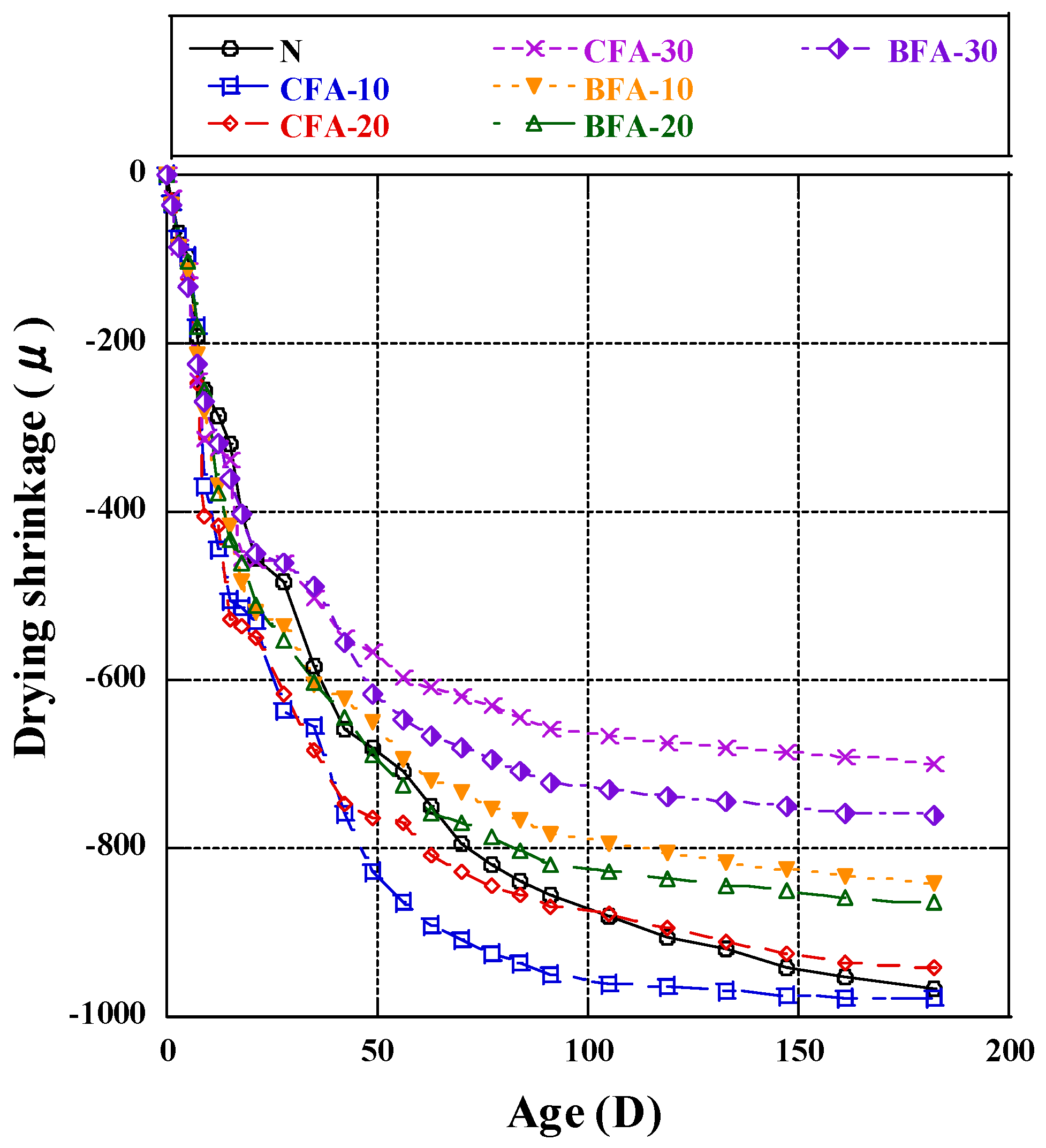
3.4. Drying Shrinkage
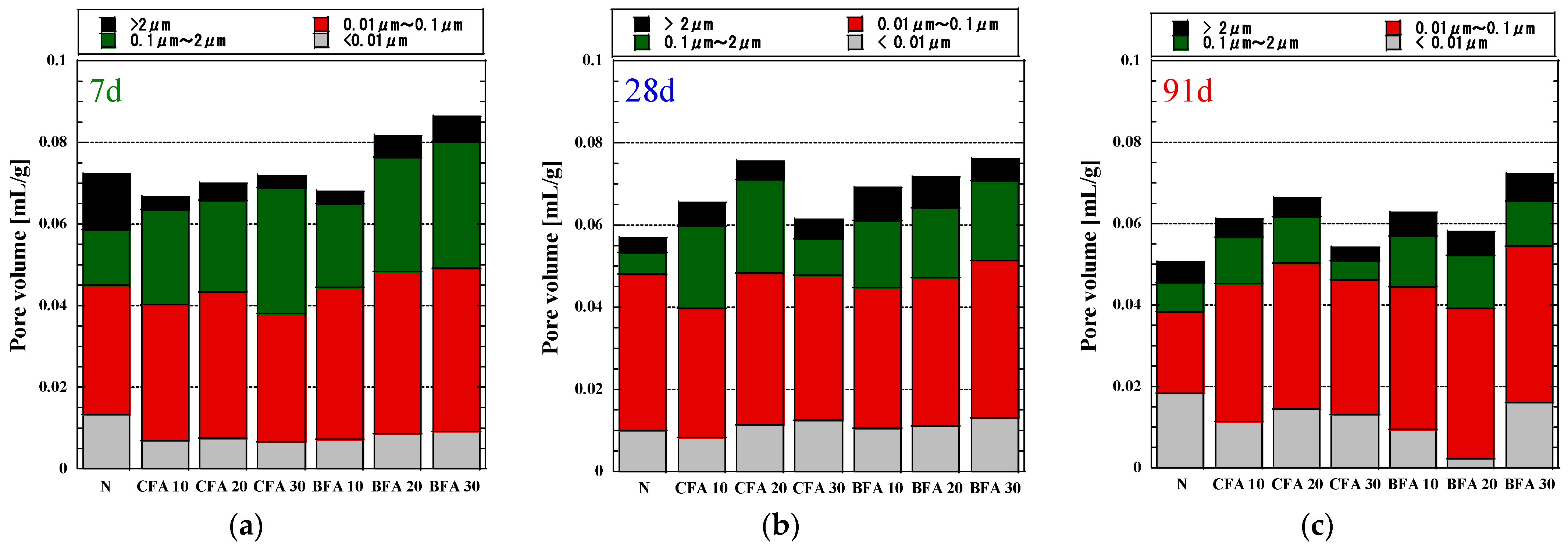
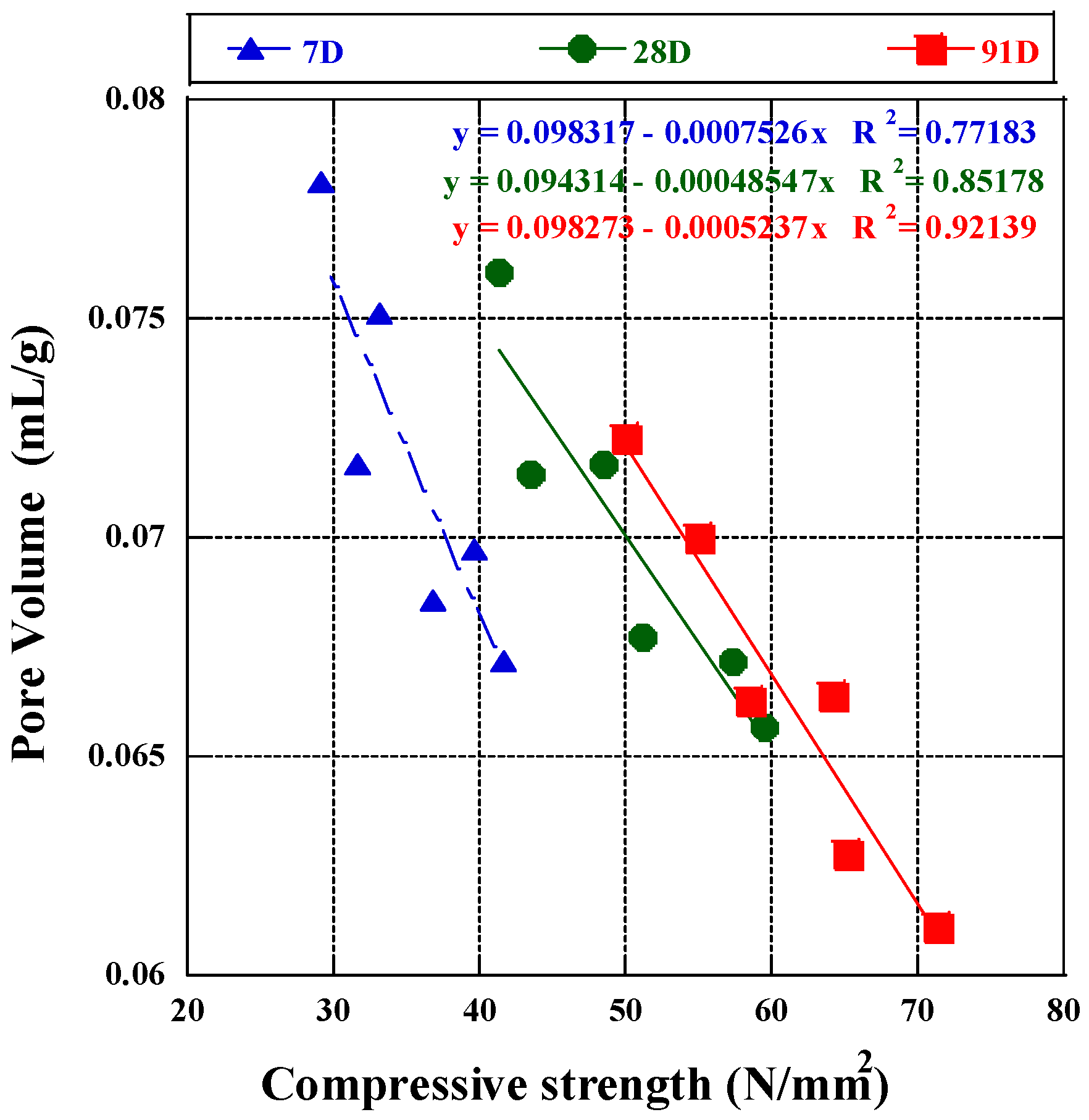
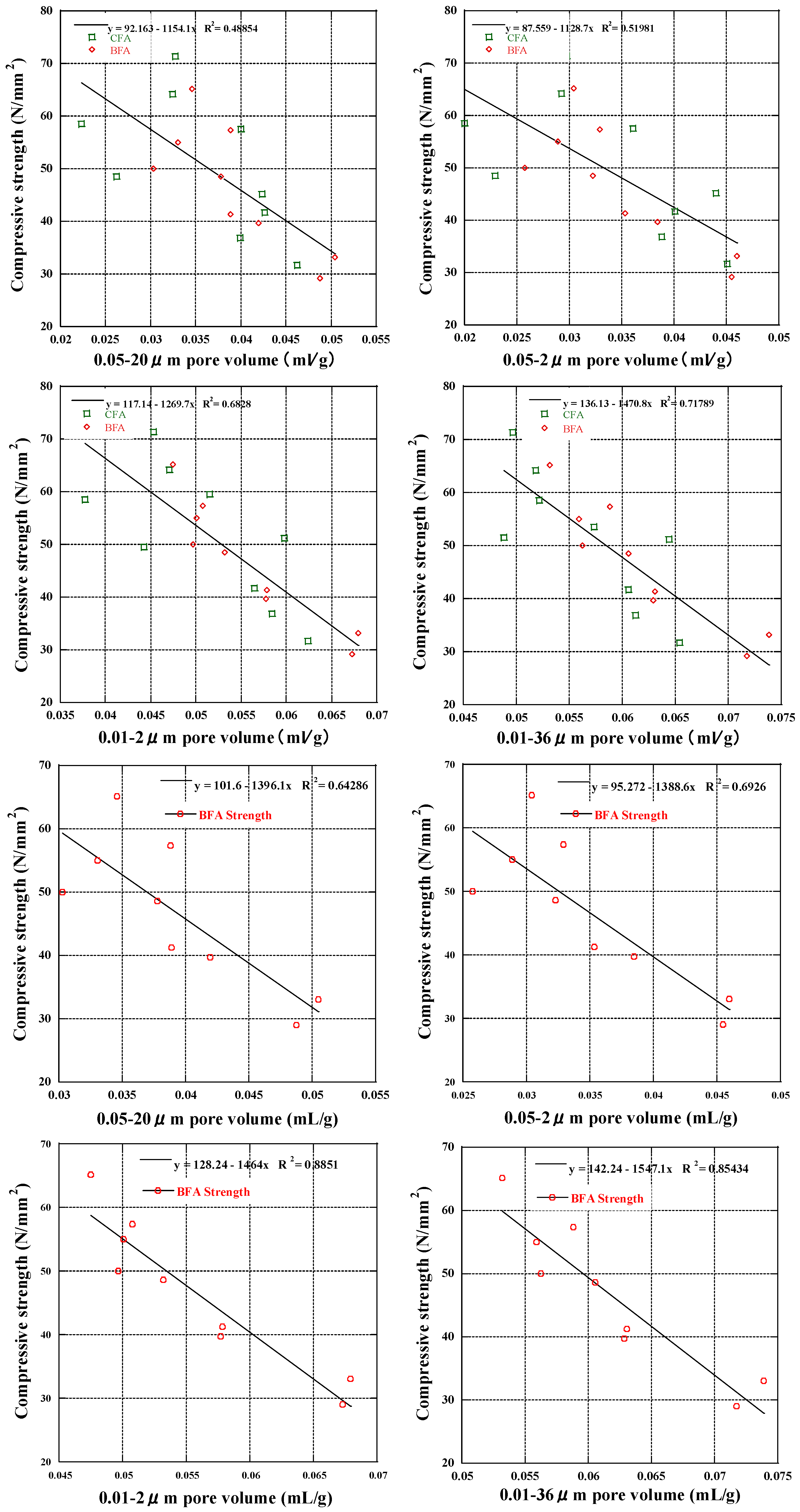
3.5. Micro-Pore Structure
4. Conclusions
- (1)
- The properties of BFA showed good performance, with activity test results comparable to Class F. The particles are regular, homogeneous, rich in active oxides, and have high pozzolanic activity. BFA demonstrated promising characteristics for concrete production, including good fineness, workability, and pozzolanic activity, which made it a potential supplementary cementitious material.
- (2)
- Hydration reaction results confirmed the strong pozzolanic reactivity of the biomass fly ash used in our experiment. This reaction produced Ca(OH)2, which reacted with fly ash to form C-S-H gel, enhancing compressive strength. BFA substitution for cement at 10–20% showed similar or better results compared to CFA fly ash.
- (3)
- With a 10–15% substitution rate of BFA, the compressive strength matched that of CFA in the initial phase (7–28 days), demonstrating similarly excellent mechanical properties. Although both CFA and BFA mixtures initially experienced a reduction in strength, they showed substantial improvement by 91 days, underscoring BFA’s beneficial influence on compressive strength. The pozzolanic activity of BFA also offered potential for further strength development.
- (4)
- Drying shrinkage and pore development results confirmed that a 30% BFA substitution outperformed CFA in inhibiting shrinkage, indicating superior deformation stability. BFA-30 cement shows superior performance with a lower drying shrinkage rate of 65.7% from 14 to 56 days compared to CFA-10’s 73.4%. BFA delayed cement hydration, resulting in denser microstructures and improved water tightness, showcasing its potential in enhancing concrete stability.
- (5)
- This study concluded that biomass fly ash, used without preprocessing, performed best at a 10–15% replacement rate. It enhanced mortar properties, with CaO boosting compressive strength through hydration and Al2O3 and Fe2O3 promoting pozzolanic reactions and C-S-H synthesis. BFA improved mechanical and deformation properties by generating C-S-H fillings and refining pores. BFA has similar prospects to CFA in its application as a supplementary cementitious material to replace OPC cement.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mroueh, U.; Eskola, P.; Laine-Ylijoki, J. Life-cycle impacts of the use of industrial by-products in road and earth construction. Waste Manag. 2001, 21, 271–277. [Google Scholar] [CrossRef] [PubMed]
- Shen, W.; Liu, Y.; Yan, B.; Wang, J.; He, P.; Zhou, C.; Huo, X.; Zhang, W.; Xu, G.; Ding, Q. Cement industry of China: Driving force, environment impact and sustainable development. Renew. Sustain. Energy Rev. 2017, 75, 618–628. [Google Scholar] [CrossRef]
- Imbabi, M.S.; Carrigan, C.; McKenna, S. Trends and developments in green cement and concrete technology. Int. J. Sustain. Built. Environ. 2012, 1, 194–216. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, B. Research on the life-cycle CO2 emission of China’s construction sector. Energy Build. 2016, 112, 244–255. [Google Scholar] [CrossRef]
- Shen, W.; Cao, L.; Li, Q.; Zhang, W.; Wang, G.; Li, C. Quantifying CO2 emissions from China’s cement industry. Renew. Sustain. Energy Rev. 2015, 50, 1004–1012. [Google Scholar] [CrossRef]
- Shen, W.; Zhang, C.; Li, X.; Shi, H.; Wang, G.; Tian, X. Low carbon concrete prepared with scattering-filling coarse aggregate process. Int. J. Concr. Struct. Mater. 2014, 8, 309–313. [Google Scholar] [CrossRef]
- Zhang, S.; Worrell, E.; Crijns-Graus, W. Evaluating co-benefits of energy efficiency and air pollution abatement in China’s cement industry. Appl. Energy 2015, 147, 192–213. [Google Scholar] [CrossRef]
- Maddalena, R.; Roberts, J.J.; Hamilton, A. Can Portland cement be replaced by low-carbon alternative materials? A study on the thermal properties and carbon emissions of innovative cements. J. Clean. Prod. 2018, 186, 933–942. [Google Scholar] [CrossRef]
- Silva, Y.F.; Lange, D.A.; Delvasto, S. Effect of incorporation of masonry residue on the properties of self-compacting concretes. Constr. Build. Mater. 2019, 196, 277–283. [Google Scholar] [CrossRef]
- Qin, L.; Gao, X.; Chen, T. Recycling of raw rice husk to manufacture magnesium oxysulfate cement based lightweight building materials. J. Clean. Prod. 2018, 191, 220–232. [Google Scholar] [CrossRef]
- Martirena, F.; Monzó, J. Vegetable ashes as supplementary cementitious materials. Cem. Concr. Res. 2018, 114, 57–64. [Google Scholar] [CrossRef]
- Suraneni, P.; Weiss, J. Examining the pozzolanicity of supplementary cementitious materials using isothermal calorimetry and thermogravimetric analysis. Cem. Concr. Compos. 2017, 83, 273–278. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Siddique, R. Recent advances in understanding the role of supplementary cementitious materials in concrete. Cem. Concr. Res. 2015, 78, 71–80. [Google Scholar] [CrossRef]
- Yao, Z.T.; Ji, X.S.; Sarker, P.K.; Tang, J.H.; Ge, L.Q.; Xia, M.S.; Xi, Y.Q. A comprehensive review on the applications of coal fly ash. Earth Sci. Rev. 2015, 141, 105–121. [Google Scholar] [CrossRef]
- Hemalatha, T.; Ramaswamy, A. A review on fly ash characteristics—Towards promoting high volume utilization in developing sustainable concrete. J. Cleaner Prod. 2017, 147, 546–559. [Google Scholar] [CrossRef]
- Ramzi, S.; Hajiloo, H. The Effects of Supplementary Cementitious Materials (SCMs) on the Residual Mechanical Properties of Concrete after Exposure to High Temperatures—Review. Buildings 2023, 13, 103. [Google Scholar] [CrossRef]
- Obernberger, I.; Biedermann, F.; Widmann, W.; Riedl, R. Concentrations of inorganic elements in biomass fuels and recovery in the different ash fractions. Biomass Bioenergy 1997, 12, 211–224. [Google Scholar] [CrossRef]
- Frıas, M.; Villar-Cocin, E.; Valencia-Morales, E. Characterisation of sugar cane straw waste as pozzolanic material for construction, calcining temperature and kinetic parameters. Waste Manag. 2007, 27, 533–538. [Google Scholar] [CrossRef]
- Morais, J.; Barbosa, R.; Lapa, N.; Mendes, B.; Gulyurtlu, I. Environmental and socio-economic assessment of co-combustion of coal, biomass and non-hazardous wastes in a power plant. Resour. Conserv. Recycl. 2011, 55, 1109–1118. [Google Scholar] [CrossRef]
- Teixeira, E.R. High Volume Coal and Biomass Fly Ash Eco-Efficient Concrete; School of Engeneering, University of Minho: Braga, Portugal, 2019. [Google Scholar]
- Woody Biomass Energy Association of Japan. Available online: https://jwba.or.jp (accessed on 11 May 2024).
- Teixeira, E.R.; Camões, A.; Branco, F.G. Synergetic effect of biomass fly ash on improvement of high-volume coal fly ash concrete properties. Constr. Build. Mater. 2022, 314((Part A)), 125680. [Google Scholar] [CrossRef]
- Ewert, H.; Guiez, F.; Escribano, D.; Pradena-Miquel, M. Analysis of wood fly ash as a sustainable alternative to cement re-placement in concrete. Proc. Inst. Civ. Eng. Eng. Sustain. 2024, 1–9. [Google Scholar] [CrossRef]
- Jura, J.; Ulewicz, M. Assessment of the Possibility of Using Fly Ash from Biomass Combustion for Concrete. Materials 2021, 14, 6708. [Google Scholar] [CrossRef] [PubMed]
- Gabrijel, I.; Jelčić Rukavina, M.; Štirmer, N. Influence of Wood Fly Ash on Concrete Properties through Filling Effect Mech-anism. Materials 2021, 14, 7164. [Google Scholar] [CrossRef] [PubMed]
- Fořt, J.; Šál, J.; Keppert, M.; Mildner, M.; Hotěk, P.; Ślosarczyk, A.; Klapiszewski, Ł.; Černý, R. Durability analysis of sustainable mortars with biomass fly ash as high-volume replacement of Portland cement. J. Build. Eng. 2024, 91, 109565. [Google Scholar] [CrossRef]
- Wang, S.; Baxter, L.; Fonseca, F. Biomass fly ash in concrete: SEM, EDX and ESEM analysis. Fuel 2008, 87, 372–379. [Google Scholar] [CrossRef]
- Teixeira, E.R.; Camões, A.; Branco, F.G.; Aguiar, J.B.; Fangueiro, R. Recycling of biomass and coal fly ash as cement replacement material and its effect on hydration and carbonation of concrete. Waste Manag. 2019, 94, 39–48. [Google Scholar] [CrossRef] [PubMed]
- Vassilev, S.V.; Vassileva, C.G. Methods for characterization of composition of fly ashes from coal-fired power stations: A critical overview. Energy Fuel 2005, 19, 1084–1098. [Google Scholar] [CrossRef]
- Kumar, A.; Oey, T.; Kim, S.; Thomas, D.; Badran, S.; Li, J.; Fernandes, F.; Neithalath, N.; Sant, G. Simple methods to estimate the influence of limestone fillers on reaction and property evolution in cementitious materials. Cem. Concr. Compos. 2013, 42, 20–29. [Google Scholar] [CrossRef]
- Sevim, Ö.; Demir, İ.; Alakara, E.H.; Guzelkucuk, S.; Bayer, İ.R. The Effect of Magnetized Water on the Fresh and Hardened Properties of Slag/Fly Ash-Based Cementitious Composites. Buildings 2023, 13, 271. [Google Scholar] [CrossRef]
- Sevim, Ö.; Demir, İ. Physical and permeability properties of cementitious mortars having fly ash with optimized particle size distribution. Cem. Concr. Compos. 2019, 96, 266–273. [Google Scholar] [CrossRef]
- Demir, İ.; Filazi, A.; Sevim, Ö. Influence of freeze–thaw cycling on properties of cementitious systems doped with fly ash having optimized particle size distribution. Archiv. Civ. Mech. Eng. 2022, 22, 189. [Google Scholar] [CrossRef]
- Oey, T.; Kumar, A.; Bullard, J.W.; Neithalath, N.; Sant, G. The filler effect: The influence of filler content and surface area on cementitious reaction rates. J. Am. Ceram. Soc. 2013, 96, 1978–1990. [Google Scholar] [CrossRef]
- Lapeyre, J.; Kumar, A. Influence of pozzolanic additives on hydration mechanisms of tricalcium silicate. J. Am. Ceram. Soc. 2018, 101, 3557–3574. [Google Scholar] [CrossRef]
- Ward, C.R.; French, D. Determination of glass content and estimation of glass composition in fly ash using quantitative X-ray diffractometry. Fuel 2006, 85, 2268–2277. [Google Scholar] [CrossRef]
- JIS A 50225308; Ready-Mixed Concrete. Japanese Industrial Standard Committee: Tokyo, Japan, 2024.
- ASTM C618; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- Ohenoja, K.; Tanskanen, P.; Peltosaari, O.; Wigren, V.; Österbacka, J.; Illikainen, M. Effect of particle size distribution on the self-hardening property of biomass-peat fly ash from a bubbling fluidized bed combustion. Fuel Process. Technol. 2016, 148, 60–66. [Google Scholar] [CrossRef]
- Demis, S.; Tapali, J.G.; Papadakis, V.G. An investigation of the effectiveness of the utilization of biomass ashes as pozzolanic materials. Constr. Build. Mater. 2014, 68, 291–300. [Google Scholar] [CrossRef]
- Tosti, L.; van Zomeren, A.; Pels, J.R.; Comans, R.N.J. Evaluating biomass ash properties as influenced by feedstock and thermal conversion technology towards cement clinker production with a lower carbon footprint. Waste Biomass Valor. 2021, 12, 4703–4719. [Google Scholar] [CrossRef]
- Li, X.; Xu, W.; Wang, S.; Tang, M.; Shen, X. Effect of SO3 and MgO on Portland cement clinker: Formation of clinker phases and alite polymorphism. Constr. Build. Mater. 2014, 58, 182–192. [Google Scholar] [CrossRef]
- Williams, R.P.; van Riessen, A. Determination of the reactive component of fly ashes for geopolymer production using XRF and XRD. Fuel 2010, 89, 3683–3692. [Google Scholar] [CrossRef]
- Koukouzas, N.; Ward, C.R.; Papanikolaou, D.; Li, Z.; Ketikidis, C. Quantitative evaluation of minerals in fly ashes of biomass, coal and biomass–coal mixture derived from circulating fluidised bed combustion technology. J. Hazard. Mater. 2009, 169, 100–107. [Google Scholar] [CrossRef]
- Mayumi, T.; Hajime, Y.; Hidehiro, K. Analysis of biomass combustion ash behavior at elevated temperatures. Adv. Powder Technol. 2003, 14, 707–717. [Google Scholar]
- JIS A 6201, 2015; Fly Ash for Use in Concrete. Japanese Industrial Standard Committee: Tokyo, Japan, 2015.
- JIS K 0119, 2008; General Rules for X-ray Fluorescence Analysis. Japanese Industrial Standard Committee: Tokyo, Japan, 2008.
- Wang, S.; Miller, A.; Llamazos, E.; Fonseca, F.S.; Baxter, L.L. Biomass fly ash in concrete: Mixture proportioning and mechanical properties. Fuel 2008, 87, 365–371. [Google Scholar] [CrossRef]
- JIS R 5201, 2015; Physical Testing Methods for Cement. Japanese Industrial Standard Committee: Tokyo, Japan, 2015.
- JIS Z 8401, 2019; Rounding of Values. Japanese Industrial Standard Committee: Tokyo, Japan, 2019.
- Xiangnan, J.; Takasu, K.; Suyama, H.; Koyamada, H. The Effects of Curing Temperature on CH-Based Fly Ash Composites. Materials 2023, 16, 2645. [Google Scholar] [CrossRef] [PubMed]
- Hoshino, S.; Yamada, K.; Hirao, H. Study on hydration reaction analysis and strength development mechanism of cement with limestone powder by X-ray diffraction/Rietveld method. Cem. Concr. 2006, 60. [Google Scholar]
- JIS A 1108; Method of Test for Compressive Strength of Concrete. Japanese Industrial Standard Committee: Tokyo, Japan, 2018.
- JIS A 1129-3; Method of Measurement for Length Change of Mortar and Concrete—Part 3: Method with Dial Gauge. Japanese Industrial Standard Committee: Tokyo, Japan, 2010.
- Sakai, E.; Miyahara, S.; Ohsawa, S.; Lee, S.H.; Daimon, M. Hydration of fly ash cement. Cem. Concr. Res. 2005, 35, 1135–1144. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Sun, W.; Yan, H.D. Hydration of high-volume fly ash cement pastes. Cem. Concr. Compos. 2000, 22, 445–452. [Google Scholar] [CrossRef]
- Feng, J.J.; Sun, J.W.; Yan, P.Y. The influence of ground fly ash on cement hydration and mechanical property of mortar. Adv. Civ. Eng. 2018, 2018, 1–7. [Google Scholar] [CrossRef]
- Shi, M.X.; Wang, Q.; Zhou, Z.K. Comparison of the properties between high volume fly ash concrete and high-volume steel slag concrete under temperature matching curing condition. Constr. Build. Mater. 2015, 98, 649–655. [Google Scholar]
- Tkaczewska, E.; Małolepszy, J. Hydration of coal–biomass fly ash cement. Constr. Build. Mater. 2009, 23, 2694–2700. [Google Scholar] [CrossRef]
- Paul, D.; Hamlin, T.; Jennings, M. A model for two types of calcium silicate hydrate in the microstructure of Portland cement pastes. Cem. Concr. Res. 2000, 30, 855–863. [Google Scholar]
- Moghaddam, F.; Sirivivatnanon, V.; Vessalas, K. The effect of fly ash fineness on heat of hydration, microstructure, flow and compressive strength of blended cement pastes. Case Stud. Constr. Mater. 2019, 10, e00218. [Google Scholar] [CrossRef]
- Akmalaiuly, K.; Berdikul, N.; Pundienė, I.; Pranckevičienė, J. The Effect of Mechanical Activation of Fly Ash on Cement-Based Materials Hydration and Hardened State Properties. Materials 2023, 16, 2959. [Google Scholar] [CrossRef] [PubMed]
- Sim, J.; Lee, K.; Kim, Y.; Kang, S. Carbonization of Coal-Fly Ash Containing High CaO Compound. J. Korean Ceram. Soc. 2013, 50, 18. [Google Scholar] [CrossRef]
- Olson, R.A.; Jennings, H.M. Estimation of C-S-H content in a blend cement paste using water adsorption. Cem. Concr. Res. 2001, 31, 351–356. [Google Scholar] [CrossRef]
- Rajamma, R.; Ball, R.J.; Tarelho, L.A.C.; Allen, G.C.; Labrincha, J.A.; Ferreira, V.M. Characterisation and use of biomass fly ash in cement-based materials. J. Hazard. Mater. 2009, 172, 1049–1060. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, J.; Arbili, M.M.; Alabduljabbar, H.; Deifalla, A.F. Concrete made with partially substitution corn cob ash: A review. Case Stud. Constr. Mater. 2023, 18, e02100. [Google Scholar] [CrossRef]
- Sumer, M. Compressive strength and sulfate resistance properties of concretes containing Class F and Class C fly ashes. Constr. Build. Mater. 2012, 34, 531–536. [Google Scholar] [CrossRef]
- Slanicka, S. The influence of fly ash fineness on the strength of concrete. Cem. Concr. Res. 1991, 21, 285–296. [Google Scholar] [CrossRef]
- Sata, V.; Tangpagasit, J.; Jaturapitakkul, C.; Chindaprasirt, P. Effect of W/B ratios on pozzolanic reaction of biomass ashes in Portland cement matrix. Cem. Concr. Compos. 2012, 34, 94–100. [Google Scholar] [CrossRef]
- Erdogdu, K.; Türker, P. Effects of fly particle size on strength of Portland cement fly ash mortars. Cem. Concr. Res. 1998, 28, 1217–1222. [Google Scholar] [CrossRef]
- Nagrockienė, D.; Daugėla, A. Investigation into the properties of concrete modified with biomass combustion fly ash. Constr. Build. Mater. 2018, 174, 369–375. [Google Scholar] [CrossRef]
- Fořt, J.; Šál, J.; Ševčík, R.; Doleželová, M.; Keppert, M. Biomass fly ash as an alternative to coal fly ash in blended cements: Functional aspects. Constr. Build. Mater. 2021, 271, 121544. [Google Scholar] [CrossRef]
- Oner, A.; Akyuz, S.; Yildiz, R. An experimental study on strength development of concrete containing fly ash and optimum usage of fly ash in concrete. Cem. Concr. Res. 2005, 35, 1165–1171. [Google Scholar] [CrossRef]
- Xu, W.; Tang, Z.; Song, Y. Drying shrinkage of geopolymeric recycled aggregate concrete. Constr. Build. Mater. 2023, 395, 132220. [Google Scholar] [CrossRef]
- Siddique, R. Performance characteristics of high-volume Class F fly ash concrete. Cem. Concr. Res. 2004, 34, 487–493. [Google Scholar] [CrossRef]
- Uysal, M.; Akyuncu, V. Durability performance of concrete incorporating Class F and Class C fly ashes. Constr. Build. Mater. 2012, 34, 170–178. [Google Scholar] [CrossRef]
- Wongkeo, W.; Thongsanitgarn, P.; Chaipanich, A. Compressive strength and drying shrinkage of fly ash-bottom ash-silica fume multi-blended cement mortars. Mater. Des. 2012, 36, 655–662. [Google Scholar] [CrossRef]
- Li, J.; Yao, Y. A study on creep and drying shrinkage of high performance concrete. Cem. Concr. Res. 2001, 31, 1203–1206. [Google Scholar] [CrossRef]
- Małolepszy, J.; Tkaczewska, E. Effect of fly ash fineness on fly ash cement hydration and properties. Cem. Wapno Beton 2007, 2, 296–302. [Google Scholar]
- Chindaprasirt, P.; Jaturapitakkul, C.; Sinsiri, T. Effect of fly ash fineness on compressive strength and pore size of blended cement paste. Cem. Concr. Compos. 2005, 27, 425–428. [Google Scholar] [CrossRef]
- Han, X.; Feng, J.; Wang, B. Relationship between fractal feature and compressive strength of fly ash-cement composite cementitious materials. Cem. Concr. Compos. 2023, 139, 105052. [Google Scholar] [CrossRef]
- Wu, Z.; Lian, H. High Performance Concrete; China Railway Publication House: Beijing, China, 1999. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Density (g/cm3) | pH | LoI (%) | Blaine Value (g/cm2) | 91 Day Activity Index (%) |
|---|---|---|---|---|---|
| OPC | 3.16 | - | 0.80 | 3000 | - |
| CFA | 2.21 | 12 | 1.97 | 4000 | 90 |
| BFA | 2.41 | 13 | 1.59 | 3540 | 80 |
| Chemical Component (wt%) | OPC | CFA | BFA |
|---|---|---|---|
| SiO2 | 21.5 | 60.3 | 49.5 |
| CaO | 62.9 | 6.8 | 13.8 |
| Al2O3 | 5.4 | 16.5 | 12.1 |
| Fe2O3 | 3.0 | 8.0 | 10.5 |
| K2O | 1.1 | 1.7 | 5.7 |
| MgO | 2.1 | 1.6 | 2.9 |
| TiO2 | 0.3 | 2.4 | 1.3 |
| SO3 | 1.4 | 0.2 | 0.8 |
| Others | 1.5 | 0.8 | 1.4 |
| LOI | 0.8 | 1.6 | 2.0 |
| Mineral Component (wt%) | CFA | BFA |
|---|---|---|
| Quartz low | 10.9 | 23.3 |
| Mullite | 14.6 | 0 |
| Periclase | 0.9 | 2.2 |
| Lime | 0.2 | 0 |
| Magnetite | 0.3 | 6.7 |
| Bassanite | 0.9 | 0 |
| Calcium cyclo-hex aluminate | 0 | 0.2 |
| Calcite | 0.2 | 0 |
| gypsum | 1 | 0 |
| Larnite | 1.0 | 7.8 |
| Ettringite | 5.8 | 3.3 |
| Calcium hydroxide | 0.4 | 1.1 |
| Brownmillerite | 0.4 | 0.2 |
| Hatrurite | 0.1 | 0 |
| Amorphous | 63.3 | 55.1 |
| Specimen Code | Unit Mass (kg/m3) | |||
|---|---|---|---|---|
| W/B | C | FA | W | |
| N | 0.5 | 1200 | 0 | 600 |
| CFA 10 | 1080 | 120 | 600 | |
| CFA 15 | 1020 | 180 | 600 | |
| CFA 20 | 960 | 240 | 600 | |
| CFA 25 | 900 | 300 | 600 | |
| CFA 30 | 840 | 360 | 600 | |
| BFA 10 | 1080 | 120 | 600 | |
| BFA 15 | 1020 | 180 | 600 | |
| BFA 20 | 960 | 240 | 600 | |
| BFA 25 | 900 | 300 | 600 | |
| BFA 30 | 840 | 360 | 600 | |
| Specimen Code | Unit Mass (kg/m3) | ||||
|---|---|---|---|---|---|
| W/B | C | FA | W | S | |
| N | 0.5 | 500 | 0 | 250 | 1515 |
| CFA 10 | 450 | 50 | 250 | 1508 | |
| CFA 15 | 425 | 75 | 250 | 1504 | |
| CFA 20 | 400 | 100 | 250 | 1501 | |
| CFA 25 | 375 | 125 | 250 | 1498 | |
| CFA 30 | 350 | 150 | 250 | 1494 | |
| BFA 10 | 450 | 50 | 250 | 1510 | |
| BFA 15 | 425 | 75 | 250 | 1507 | |
| BFA 20 | 400 | 100 | 250 | 1505 | |
| BFA 25 | 375 | 125 | 250 | 1502 | |
| BFA 30 | 350 | 150 | 250 | 1500 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Takasu, K.; Suyama, H.; Ji, X.; Xu, M.; Liu, Z. Comparative Analysis of Woody Biomass Fly Ash and Class F Fly Ash as Supplementary Cementitious Materials in Mortar. Materials 2024, 17, 3723. https://doi.org/10.3390/ma17153723
Yang Y, Takasu K, Suyama H, Ji X, Xu M, Liu Z. Comparative Analysis of Woody Biomass Fly Ash and Class F Fly Ash as Supplementary Cementitious Materials in Mortar. Materials. 2024; 17(15):3723. https://doi.org/10.3390/ma17153723
Chicago/Turabian StyleYang, Yaru, Koji Takasu, Hiroki Suyama, Xiangnan Ji, Murong Xu, and Zihao Liu. 2024. "Comparative Analysis of Woody Biomass Fly Ash and Class F Fly Ash as Supplementary Cementitious Materials in Mortar" Materials 17, no. 15: 3723. https://doi.org/10.3390/ma17153723