



An Investigation of the Effect of Novel Mono/Bi-Layered PVD-Coated WC Tools on the Machinability of Ti-5Al-5V-5Mo-3Cr


Abstract
1. Introduction
2. Materials and Methods
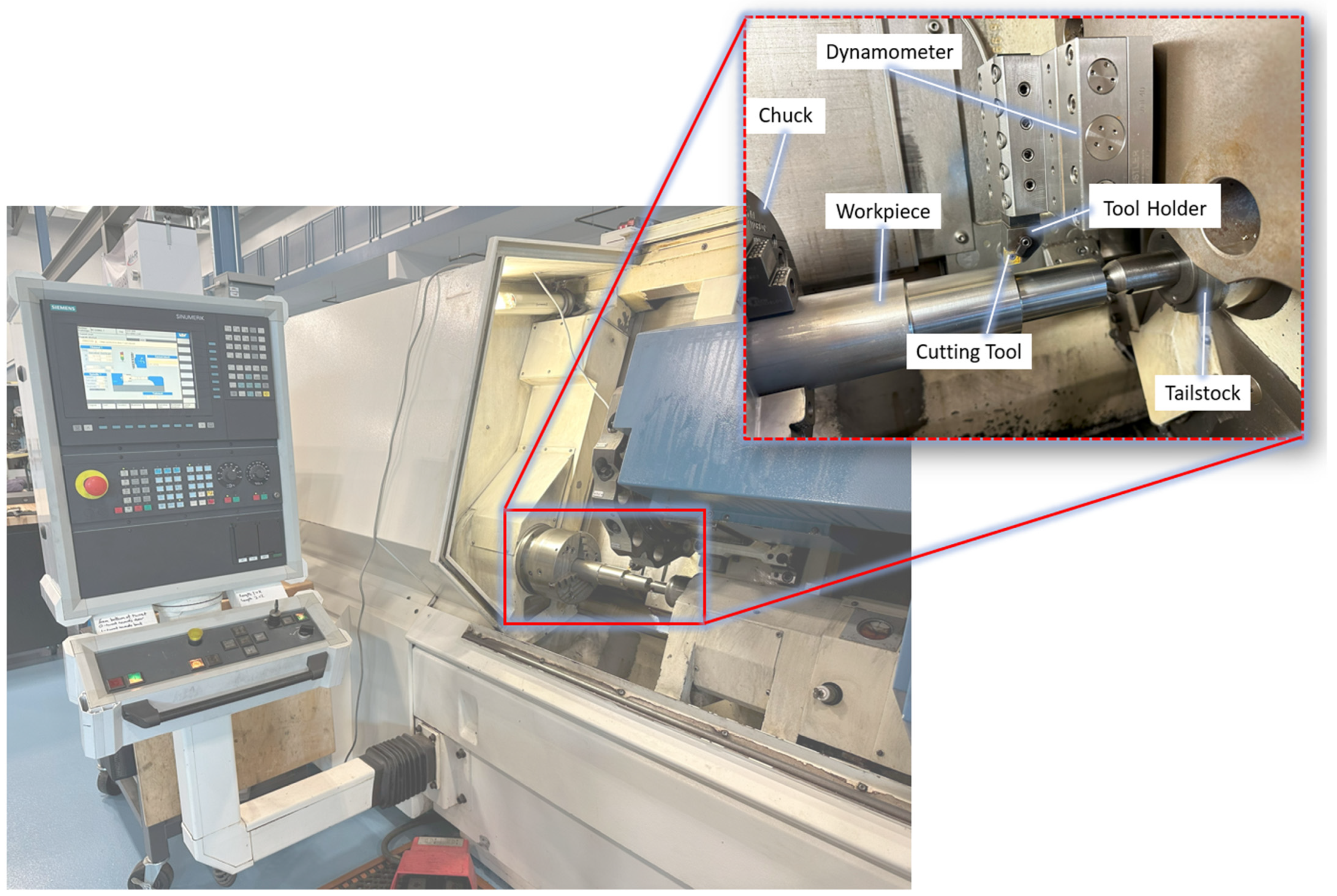
2.1. Experimental Setup and Machining Studies
2.2. Coating Deposition and Cutting Tools
2.3. Tool Wear Measurements
2.4. Characterization and Chip Analysis
3. Results and Discussion
3.1. Tool Performance and Cutting Forces
3.2. Tool Wear Analysis and Workpiece Surface Quality
3.3. Micromechanical Properties of the Coatings
3.4. Tribological Performance
4. Conclusions
- A comparative analysis indicated that the AlTiN/AlCrN-coated tools obtained the longest tool life with an average improvement over the base reference of about 19% based on the average of the three cutting speeds.
- The AlTiN/ta-C coating’s brittle nature led to it experiencing premature failure.
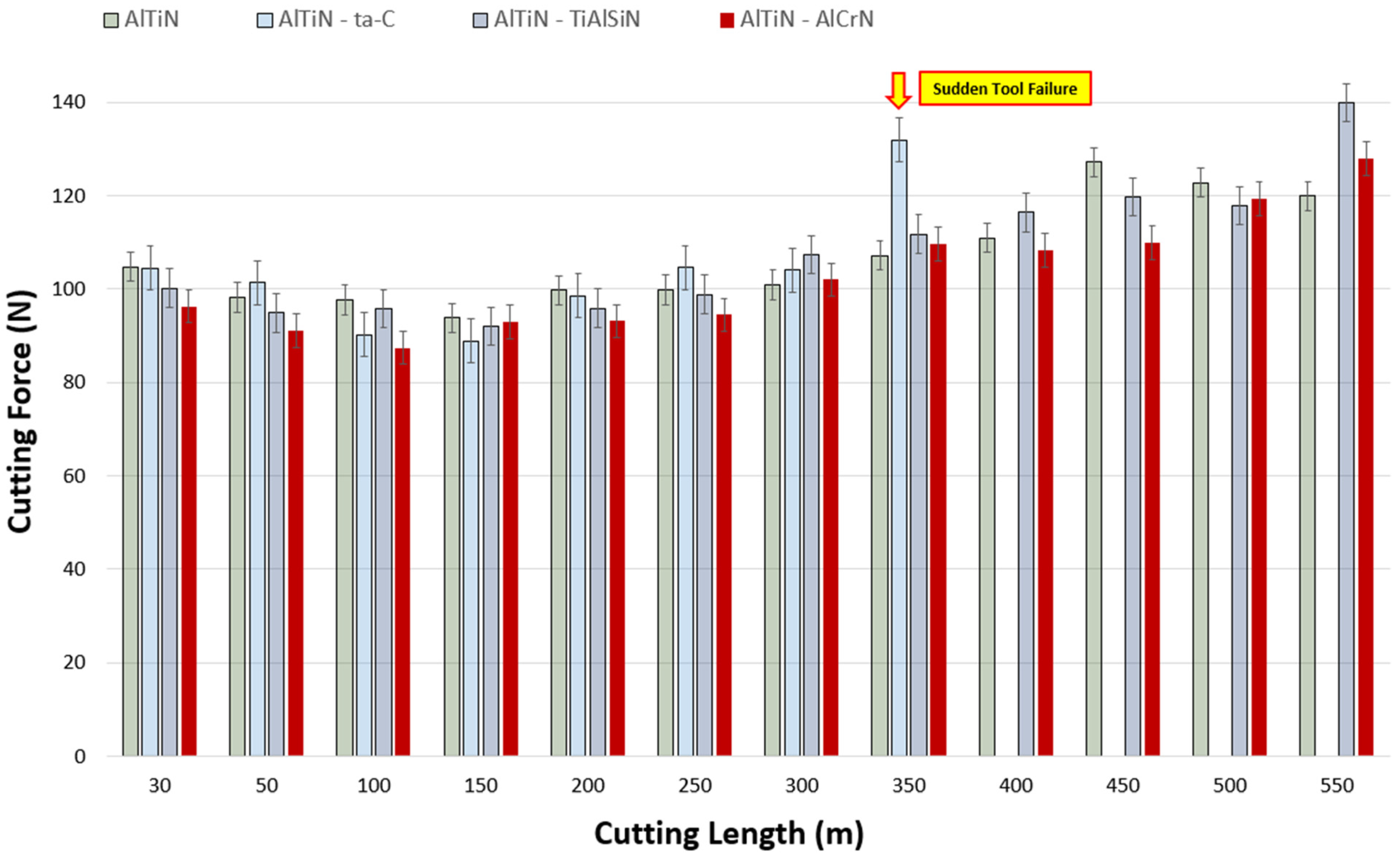
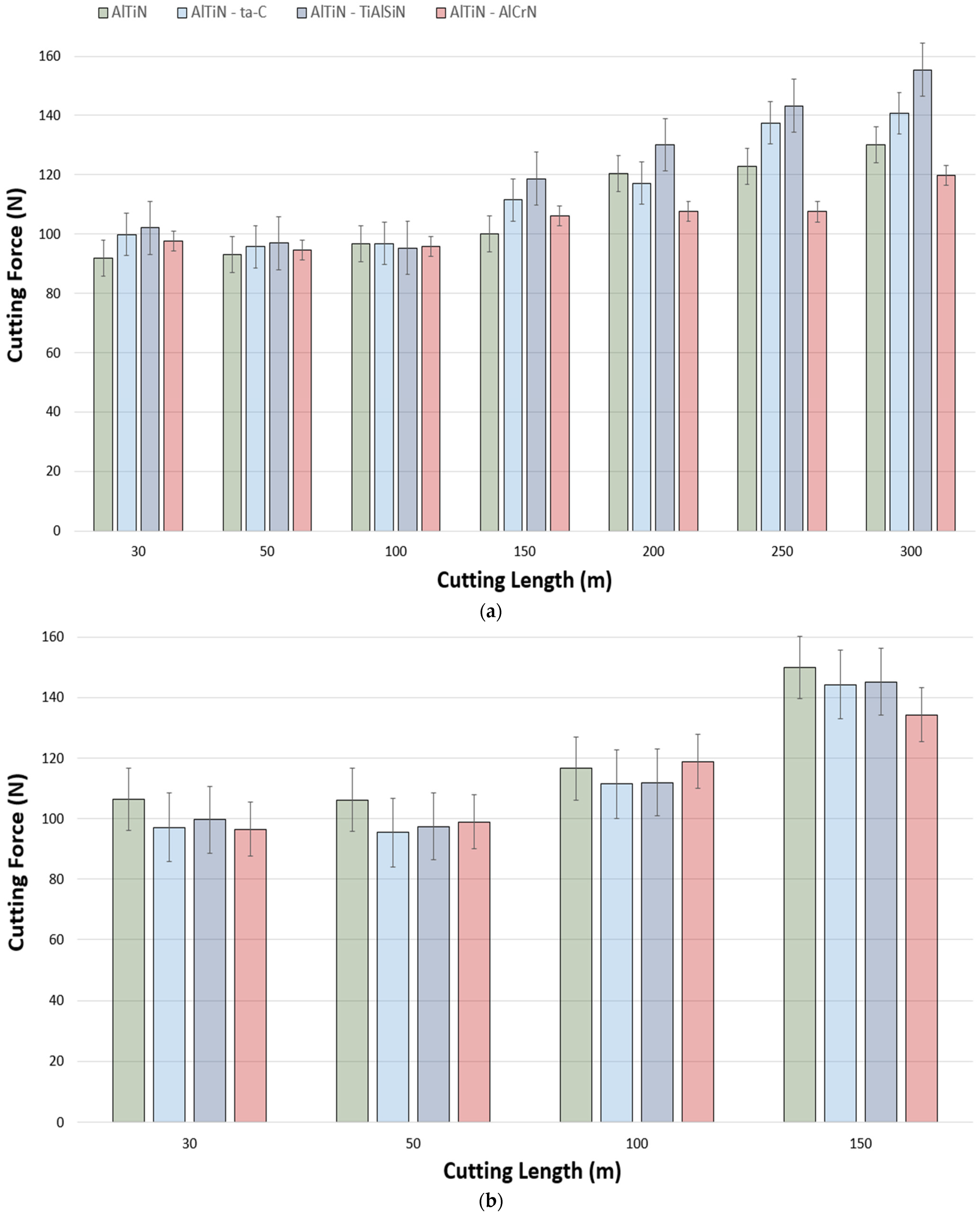
- The general trend for all the coatings was that of cutting forces remaining within a specified range up to the approximate midway point of tool life, after which a rise was observed due to geometrical deviations at the cutting tool edge.
- The mean lowest cutting force values obtained by the AlTiN/AlCrN-coated tools can be attributed to its optimal micromechanical properties permitting prolonged plastic deformation before failure.
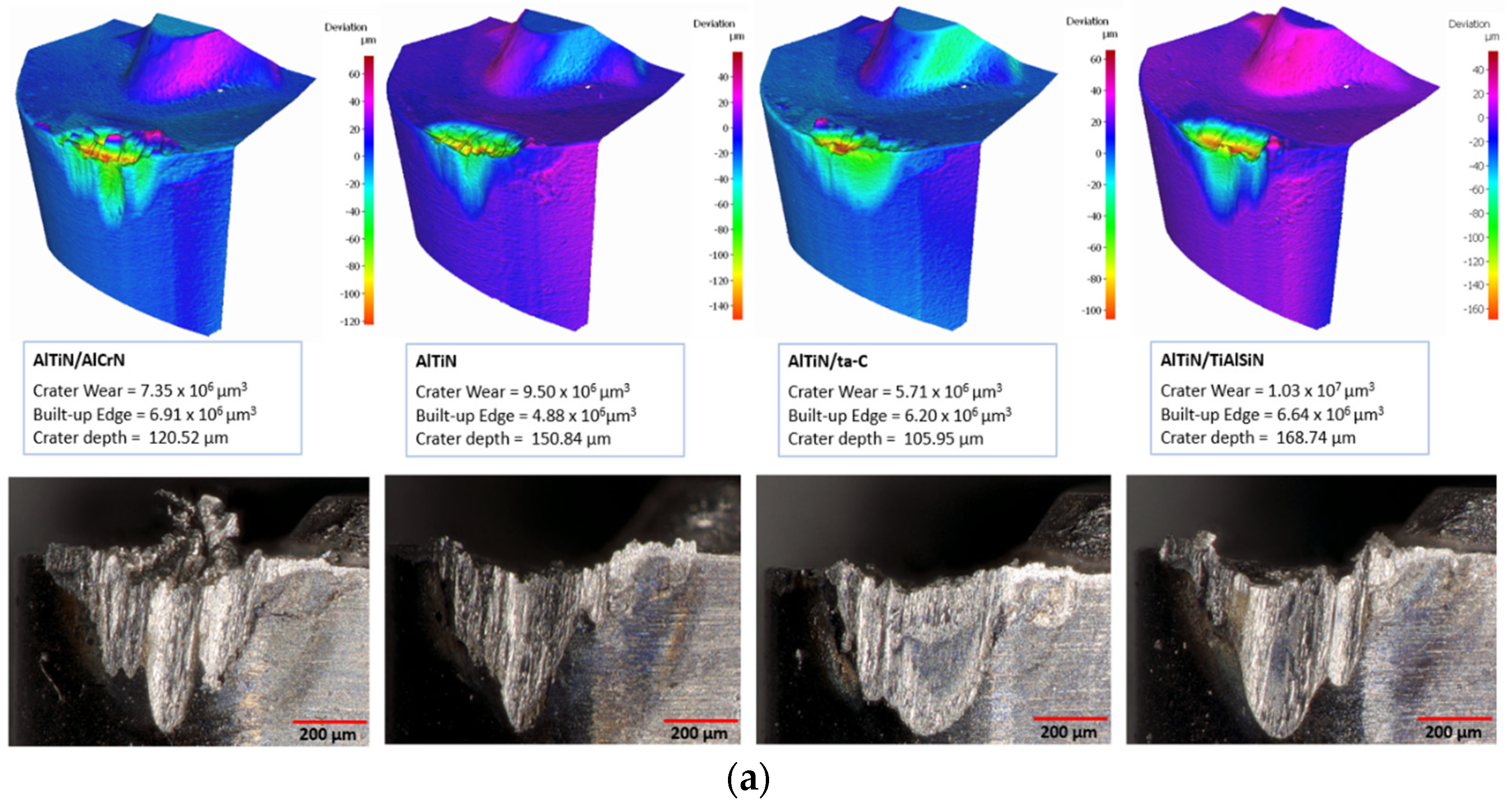
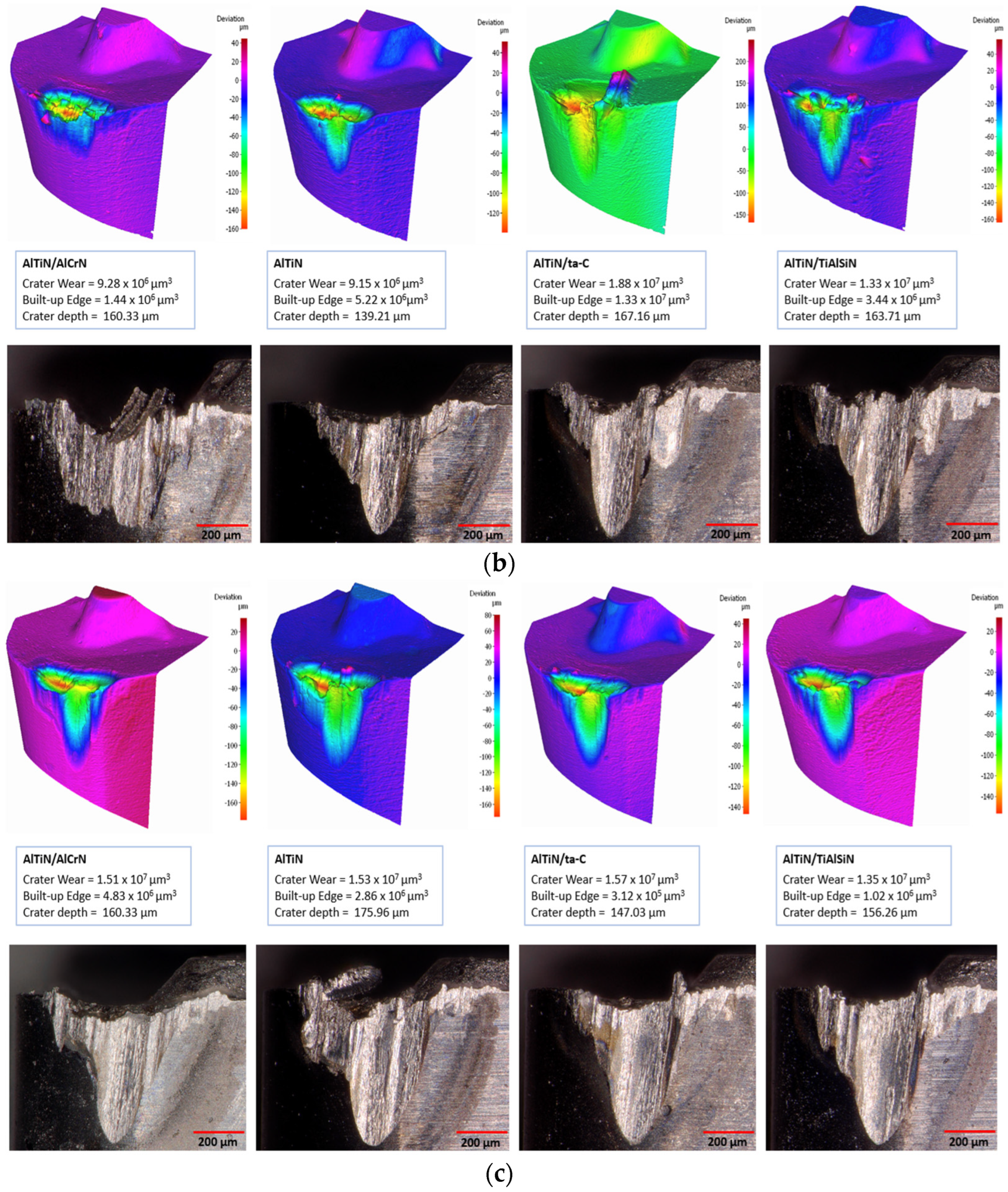
- The most common wear mechanisms across the speeds were flank and crater wear, with the AlTiN/AlCrN coated tool having experienced the smallest crater wear volume and depth at 150 m/min.
- In general, all the coated tools experienced progressively worsening crater and flank wear with increasing speed, particularly at 200 m/min.
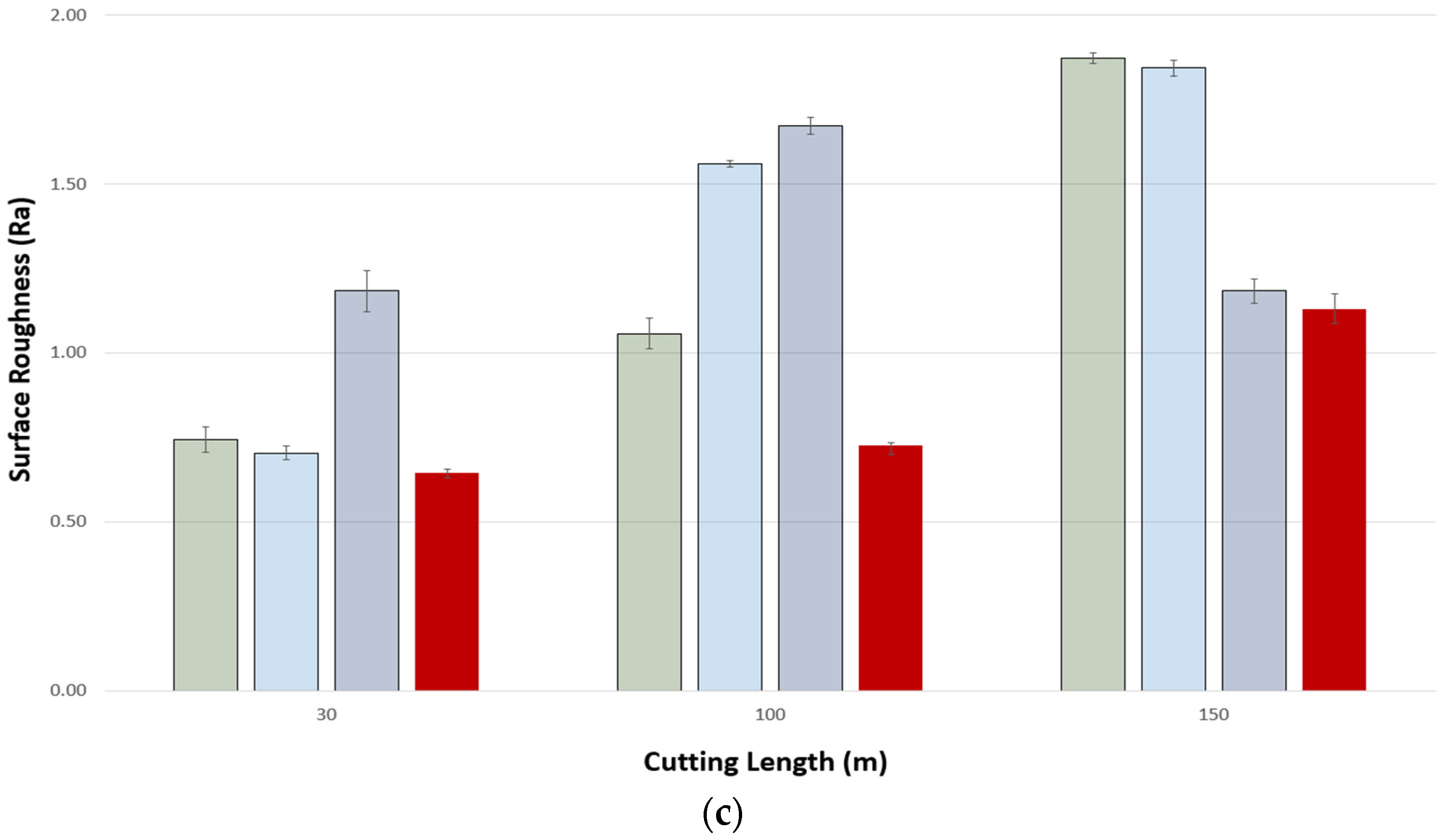
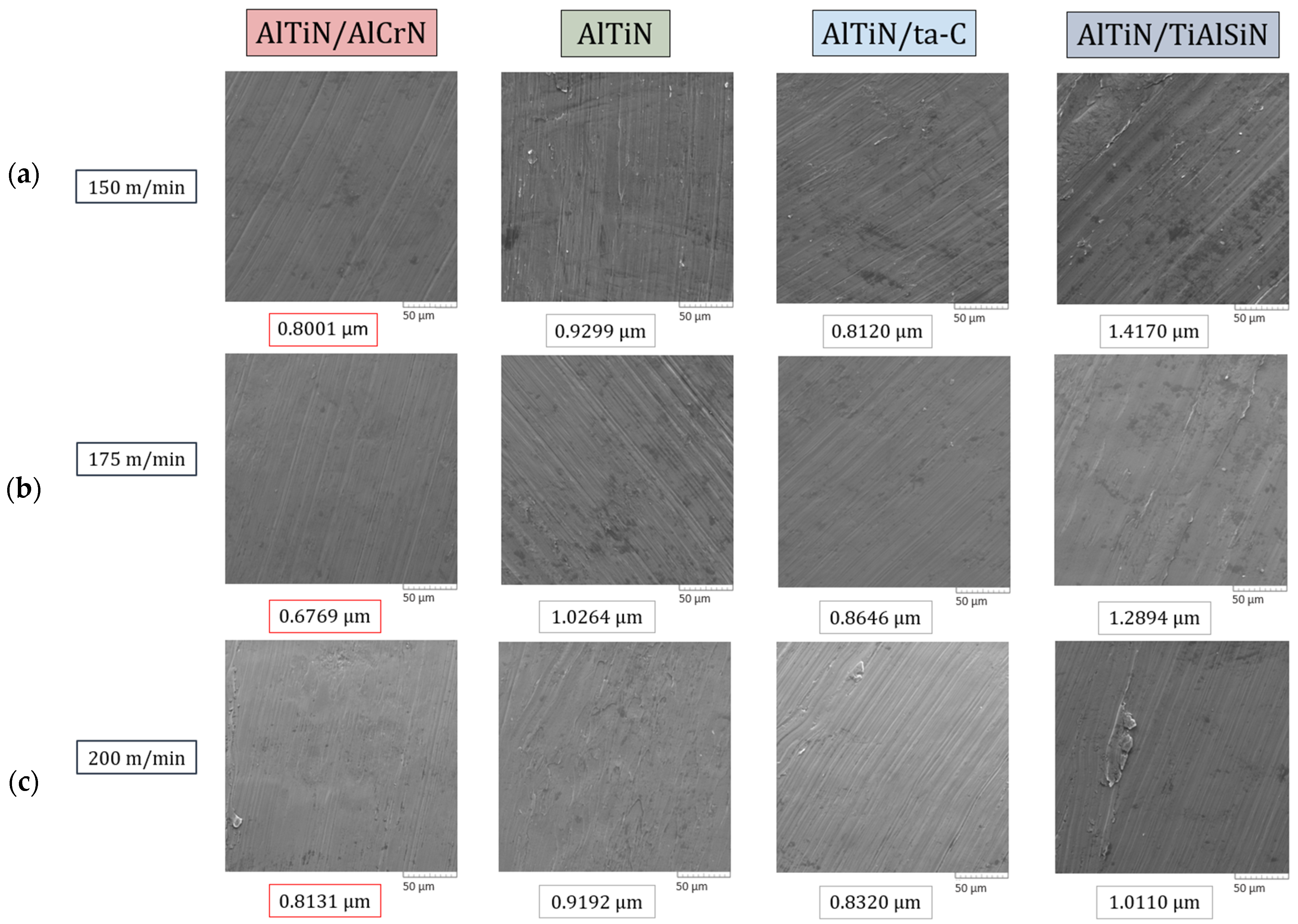
- The AlTiN/AlCrN-coated tools consistently, at all speeds, imparted the highest surface finish on the workpiece, whereas the AlTiN/TiAlSiN-coated tools frequently imparted the worst.
- The chip back surface roughness values were found to be within a specified range for each of the respective coatings; similar to what was observed with the workpiece surface roughness, the smoothest back surface roughness was that of chips obtained via machining using the AlTiN/AlCrN-coated tool as a result of conducive oxide formation and optimal micromechanical properties, and the worst by the AlTiN/TiAlSiN-coated tool due to its hard nature and constituent elements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kolli, R.; Devaraj, A. A Review of Metastable Beta Titanium Alloys. Metals 2018, 8, 506. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Y.; Xu, X.; Liu, C. Dynamic Behaviour and Shock-Induced Martensite Transformation in near-Beta Ti-5553 Alloy under High Strain Rate Loading. EPJ Web. Conf. 2015, 94, 02026. [Google Scholar] [CrossRef]
- Veeck, S.; Lee, D.; Boyer, R.; Briggs, R. The Castability of Ti-5553 Alloy: The Microstructure and Properties of Cast Titanium Alloy Ti-5553 Were Evaluated in a Joint Program by Howmet and Boeing. Adv. Mater. Process. 2004, 162, 47–49. [Google Scholar]
- Micheletti, C.; Lee, B.E.J.; Deering, J.; Binkley, D.M.; Coulson, S.; Hussanain, A.; Zurob, H.; Grandfield, K. Ti–5Al–5Mo–5V–3Cr Bone Implants with Dual-Scale Topography: A Promising Alternative to Ti–6Al–4V. Nanotechnology 2020, 31, 235101. [Google Scholar] [CrossRef] [PubMed]
- Cotton, J.D.; Briggs, R.D.; Boyer, R.R.; Tamirisakandala, S.; Russo, P.; Shchetnikov, N.; Fanning, J.C. State of the Art in Beta Titanium Alloys for Airframe Applications. JOM 2015, 67, 1281–1303. [Google Scholar] [CrossRef]
- Wagner, V.; Baili, M.; Dessein, G. The Relationship between the Cutting Speed, Tool Wear, and Chip Formation during Ti-5553 Dry Cutting. Int. J. Adv. Manuf. Technol. 2015, 76, 893–912. [Google Scholar] [CrossRef]
- Titanium 2005 Conference Proceedings. In Proceedings of the 21st Annual International Titanium Association, Scottsdale, AZ, USA, 25–27 September 2005.
- Williams, J.C.; Boyer, R.R. Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components. Metals 2020, 10, 705. [Google Scholar] [CrossRef]
- Zhao, Q.; Sun, Q.; Xin, S.; Chen, Y.; Wu, C.; Wang, H.; Xu, J.; Wan, M.; Zeng, W.; Zhao, Y. High-Strength Titanium Alloys for Aerospace Engineering Applications: A Review on Melting-Forging Process. Mater. Sci. Eng. A 2022, 845, 143260. [Google Scholar] [CrossRef]
- Arrazola, P.-J.; Garay, A.; Iriarte, L.-M.; Armendia, M.; Marya, S.; Le Maître, F. Machinability of Titanium Alloys (Ti6Al4V and Ti555.3). J. Mater. Process. Technol. 2009, 209, 2223–2230. [Google Scholar] [CrossRef]
- Lu, J.; Ge, P.; Zhao, Y. Recent Development of Effect Mechanism of Alloying Elements in Titanium Alloy Design. Rare Met. Mater. Eng. 2014, 43, 775–779. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M. Titanium Alloys and Their Machinability—A Review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Nouari, M.; Makich, H. On the Physics of Machining Titanium Alloys: Interactions between Cutting Parameters, Microstructure and Tool Wear. Metals 2014, 4, 335–358. [Google Scholar] [CrossRef]
- Filho, T.K.; He, Q.; Paiva, J.M.; Veldhuis, S.C. An Analysis of Different Cutting Strategies to Improve Tool Life When Machining Ti-5Al-5V-5Mo-3Cr Alloy. J. Manuf. Process. 2023, 102, 50–66. [Google Scholar] [CrossRef]
- Imam, M.A. The 12th World Conference on Titanium Presents Research and Applications of “Wonder Metal”. JOM 2011, 63, 16–23. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Analysis of Some Critical Aspects in Hot Machining of Ti-5553 Superalloy: Experimental and FE Analysis. Def. Technol. 2019, 15, 344–352. [Google Scholar] [CrossRef]
- ASM Material Data Sheet. Available online: https://asm.matweb.com/search/SpecificMaterial.asp?bassnum=mtp641 (accessed on 3 January 2023).
- Machado, A.R.; Wallbank, J. Machining of Titanium and Its Alloys—A Review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 204, 53–60. [Google Scholar] [CrossRef]
- Stephenson, D.A.; Agapiou, J.S. Metal Cutting Theory and Practice; Taylor & Francis: London, United Kingdom, 2018. [Google Scholar] [CrossRef]
- Chowdhury, M.S.I.; Chowdhury, S.; Yamamoto, K.; Beake, B.D.; Bose, B.; Elfizy, A.; Cavelli, D.; Dosbaeva, G.; Aramesh, M.; Fox-Rabinovich, G.S.; et al. Wear Behaviour of Coated Carbide Tools during Machining of Ti6Al4V Aerospace Alloy Associated with Strong Built up Edge Formation. Surf. Coat. Technol. 2017, 313, 319–327. [Google Scholar] [CrossRef]
- Kaynak, Y.; Gharibi, A. The Effects of Cutting Parameters on Machining Performance of Titanium Alloy Ti-5553. Adv. Mater. Process. Technol. 2019, 5, 317–328. [Google Scholar] [CrossRef]
- Sun, Y.; Huang, B.; Puleo, D.A.; Jawahir, I.S. Enhanced Machinability of Ti-5553 Alloy from Cryogenic Machining: Comparison with MQL and Flood-Cooled Machining and Modeling. Procedia CIRP 2015, 31, 477–482. [Google Scholar] [CrossRef]
- Tascioglu, E.; Gharibi, A.; Kaynak, Y. High Speed Machining of Near-Beta Titanium Ti-5553 Alloy under Various Cooling and Lubrication Conditions. Int. J. Adv. Manuf. Technol. 2019, 102, 4257–4271. [Google Scholar] [CrossRef]
- Kaynak, Y.; Gharibi, A.; Yılmaz, U.; Köklü, U.; Aslantaş, K. A Comparison of Flood Cooling, Minimum Quantity Lubrication and High Pressure Coolant on Machining and Surface Integrity of Titanium Ti-5553 Alloy. J. Manuf. Process. 2018, 34, 503–512. [Google Scholar] [CrossRef]
- Yan, D.P.; Hilditch, T.; Kishawy, H.A.; Littlefair, G. On Quantifying the Strain Rate During Chip Formation When Machining Aerospace Alloy Ti-5553. Procedia CIRP 2013, 8, 123–128. [Google Scholar] [CrossRef]
- Kaynak, Y.; Gharibi, A.; Ozkutuk, M. Experimental and Numerical Study of Chip Formation in Orthogonal Cutting of Ti-5553 Alloy: The Influence of Cryogenic, MQL, and High Pressure Coolant Supply. Int. J. Adv. Manuf. Technol. 2017, 94, 1411–1428. [Google Scholar] [CrossRef]
- Liu, E.; Wang, R.; Zhang, Y.; An, W. Tool Wear Analysis and Mapping Wear for Cryogenic Machining of Ti-5553 with Uncoated Cemented Carbide. Integr. Ferroelectr. 2022, 227, 28–38. [Google Scholar] [CrossRef]
- Wang, L.; Li, R.; Liu, E.; Zhang, H. Experimental Research on Chip Morphology of Ti-5553 Cutting under High-Pressure Cooling. Integr. Ferroelectr. 2022, 229, 62–77. [Google Scholar] [CrossRef]
- Liu, E.; Wang, R.; Zhang, Y.; An, W. Tool Wear Analysis of Cutting Ti-5553 with Uncoated Carbide Tool under Liquid Nitrogen Cooling Condition Using Tool Wear Maps. J. Manuf. Process. 2021, 68, 877–887. [Google Scholar] [CrossRef]
- Kaynak, Y.; Gharibi, A. Cryogenic Machining of Titanium Ti-5553 Alloy. J. Manuf. Sci. Eng. 2019, 141, 041012. [Google Scholar] [CrossRef]
- Yan, D.P.; Jin, X. Characterization of Shear Band Formation and Microstructure Evolution during Orthogonal Cutting of Ti-5553: Part I—Shear Angle, Strain and Strain Rate. J. Mater. Eng. Perform. 2020, 29, 4063–4074. [Google Scholar] [CrossRef]
- Zhao, X.; Li, R.; Liu, E.; Lan, C. Effect of Cryogenic Cutting Surface Integrity on Fatigue Life of Titanium Alloy Ti-5553. Ferroelectrics 2022, 596, 115–125. [Google Scholar] [CrossRef]
- Liu, E.; Deng, S.; Zhang, C.; Zhang, H.; Wei, X. Simulation and Experimental Research on Tool Temperature Field for Low-Temperature Cutting of Ti-5553. Ferroelectrics 2020, 563, 139–147. [Google Scholar] [CrossRef]
- Liu, E.; Wang, R.; Zhang, Y.; Lan, C. Surface Integrity Analysis of Ti-5553 under Different Cooling Strategies. Ferroelectrics 2022, 593, 51–62. [Google Scholar] [CrossRef]
- Liu, E.; Xu, G.; Wang, N. Analysis of Surface Morphology of Ti-5553 Based on Wavelet Transform. Integr. Ferroelectr. 2021, 217, 129–140. [Google Scholar] [CrossRef]
- ISO 3685:1993; Tool-Life Testing with Single-Point Turning Tools. ISO: Geneva, Switzerland, 1993. Available online: https://www.iso.org/standard/9151.html (accessed on 26 December 2023).
- ISO 21920-3:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 3: Specification Operators. ISO: Geneva, Switzerland, 2021. Available online: https://www.iso.org/standard/72228.html (accessed on 9 June 2024).
- ISO 14577-4:2016; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 4: Test Method for Metallic and Non-Metallic Coatings. ISO: Geneva, Switzerland, 2016. Available online: https://www.iso.org/standard/61823.html (accessed on 25 December 2023).
- Syed, H.S.; De Paiva, J.M.; Veldhuis, S.C. Wear and Micromechanical Performance of Novel Mono/Bi-Layered PVD-Coated WC Tools in High-Speed Turning of Ti-5Al-5V-5Mo-3Cr Alloy. Int. J. Adv. Manuf. Technol. 2024, 133, 4939–4955. [Google Scholar] [CrossRef]
- Lawn, B.R.; Borrero-Lopez, O.; Huang, H.; Zhang, Y. Micromechanics of Machining and Wear in Hard and Brittle Materials. J. Am. Ceram. Soc. 2021, 104, 5–22. [Google Scholar] [CrossRef] [PubMed]
- Montazeri, S.; Aramesh, M.; Veldhuis, S.C. An Investigation of the Effect of a New Tool Treatment Technique on the Machinability of Inconel 718 during the Turning Process. Int. J. Adv. Manuf. Technol. 2019, 100, 37–54. [Google Scholar] [CrossRef]
- Fatima, A.; Wasif, M.; Ahmed, A.; Yaqoob, S. Effect of Rake Face Surface of Cutting Tool on Tool Crater Wear. Manuf. Rev. 2023, 10, 15. [Google Scholar] [CrossRef]
- Hatt, O.; Crawforth, P.; Jackson, M. On the Mechanism of Tool Crater Wear during Titanium Alloy Machining. Wear 2017, 374–375, 15–20. [Google Scholar] [CrossRef]
- Galindo, R.E.; Endrino, J.L.; Martínez, R.; Albella, J.M. Improving the Oxidation Resistance of AlCrN Coatings by Tailoring Chromium Out-Diffusion. Spectrochim. Acta Part B At. Spectrosc. 2010, 65, 950–958. [Google Scholar] [CrossRef]
- Ding, F.; Wang, C.; Zhang, T.; Deng, Y.; Zhu, X. Adhesive Wear Mechanism of Coated Tools and Its Influence on Cutting Performance during Machining of Zr-Based Bulk Metallic Glass. J. Mater. Res. Technol. 2023, 27, 5489–5506. [Google Scholar] [CrossRef]
- Beake, B.D. The Influence of the H/E Ratio on Wear Resistance of Coating Systems—Insights from Small-Scale Testing. Surf. Coat. Technol. 2022, 442, 128272. [Google Scholar] [CrossRef]
- Beake, B.D.; Fox-Rabinovich, G.S.; Veldhuis, S.C.; Goodes, S.R. Coating Optimisation for High Speed Machining with Advanced Nanomechanical Test Methods. Surf. Coat. Technol. 2009, 203, 1919–1925. [Google Scholar] [CrossRef]
- Chowdhury, M.S.I.; Bose, B.; Rawal, S.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Investigation of the Wear Behavior of PVD Coated Carbide Tools during Ti6Al4V Machining with Intensive Built up Edge Formation. Coatings 2021, 11, 266. [Google Scholar] [CrossRef]
- Saciotto, V.; He, Q.; Guimaraes, M.C.; DePaiva, J.M.; Kohlscheen, J.; Fontana, L.C.; Veldhuis, S.C. A Comparative Study on Al0.6Ti0.4N Coatings Deposited by Cathodic Arc and HiPIMS in End Milling of Stainless Steel 316L. Coatings 2024, 14, 811. [Google Scholar] [CrossRef]
- He, Q.; Depaiva, J.M.; Kohlscheen, J.; Veldhuis, S.C. Analysis of the Performance of PVD AlTiN Coating with Five Different Al/Ti Ratios during the High-Speed Turning of Stainless Steel 304 under Dry and Wet Cooling Conditions. Wear 2022, 492–493, 204213. [Google Scholar] [CrossRef]
- He, Q.; DePaiva, J.M.; Kohlscheen, J.; Veldhuis, S.C. A Study of Mechanical and Tribological Properties as Well as Wear Performance of a Multifunctional Bilayer AlTiN PVD Coating during the Ultra-High-Speed Turning of 304 Austenitic Stainless Steel. Surf. Coat. Technol. 2021, 423, 127577. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt.%) | Al | Mo | V | Cr | Fe | Z | O | N | C |
|---|---|---|---|---|---|---|---|---|---|
| Ti-5553 alloy | 4.5–6 | 4–5.5 | 4–5.5 | 2.5–3.5 | 0.3–0.5 | <0.4 | <0.2 | <0.1 | <0.1 |
| Ti-64 alloy | 4.5–6 | - | 3.5–4.5 | - | 0.3–0.8 | - | <0.2 | <0.1 | <0.1 |
| Properties | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HV) | Thermal Conductivity (W/m−1C−1) |
|---|---|---|---|---|---|
| Ti-5553 alloy | 1290 | 1170 | 6 | 415 | 5 |
| Ti-64 alloy | ~950 | ~880 | 14–18 | ~300 | 6.7–7.3 |
| Paper Details | Cutting Tool and Workpiece | Machining Conditions | Testing Outputs | ||||||
|---|---|---|---|---|---|---|---|---|---|
| No. | Reference | Objective | Cutting Tool Material | Coating | Feed (f), Depth of Cut (ap), Speed (Vc) | Coolant | Thermomechanical | Visual | Important Conclusions |
| 1. | Kaynak Y. [23] | To analyze the impact of cutting parameters on machining of Ti-5553 | 883 Carbide—CNMG120408 M1 | Uncoated | Vc: 40, 80, 120, 160, 200 m/min ap: 0.8, 1.4, 2 f: 0.1, 0.15, 0.2 mm/rev | Dry | Surface roughness, cutting forces | Tool wear, cutting temperature, chips |
|
| 2. | Sun Y. [22] | Assessing different cutting fluid mechanisms on machining performance of Ti-5553 | SANDVIK 432-MM (Carbide) | * Coated (TiCN) | Vc: 20, 50, 80 m/min f: 0.05, 0.125, 0.2 mm/rev | Cryo (10 g/s, 1.5 MPa), flood, and MQL | Cutting forces | Tool wear, surface roughness |
|
| 3. | Tascioglu E. [23] | Assessing different cutting fluid mechanisms on machining performance of Ti-5553 | 883 Carbide—CNMG120408 M1 | Uncoated | Vc: 90 (dry and lubrication), 120 (cryogenic) m/min ap: 0.6 (finishing), 1.2 (roughing) f: 0.15 mm/rev | Dry, flood (400 L/h), HPC (50 bar), MQL (21 mL/h, 0.4 MPa), and cryo (10 g/s, 15 bar) | Cutting forces | Tool wear, cutting temperature, chips, surface roughness |
|
| 4. | Kaynak Y. [24] | Assessing different cutting fluid mechanisms on machining performance of Ti-5553 | 883 Carbide—CNMG120408 M1 | Uncoated | Vc: 30, 90, 120, 150, 210 m/min ap: 1.2 f: 0.15 mm/rev | Flood (400 L/h, MQL (21 mL/h, 5 bar), and HPC (50 bar) | Cutting forces, microhardness, | Tool wear, chips, surface roughness |
|
| 5. | Yan D.P. [25] | Examining chip formation, and calculating shear strains, and rates | WNMG carbide | Uncoated | Vc: 37, 49, 66 m/min ap: 0.2 mm f: 0.05, 0.1, 0.2 mm/rev | Dry | Shear stress and strain | Chip formation |
|
| 6. | Kaynak Y. [26] | Assessing different cutting fluid mechanisms on chip formation of Ti-5553 | TCMW16T308H13A (Carbide) | Uncoated | Vc: 20, 60, 120, and 210 m/min f: 0.1 mm/rev | Cryo (15 bar), MQL (21 mL/h), and HPC (50 bar) | Cutting forces | Cutting temperature, tool wear, chip formation |
|
| 7. | Liu E. [27] | A novel approach to assess tool wear | CNMG120408-SMRH13A (Carbide) | Uncoated | Vc: 30, 60, 90 m/min ap: 0.5, 1, 1.5 mm f: 0.05, 0.1, 0.15, 0.2, 0.25 mm/rev | Cryo (5.5 g/s) | Tool wear (Keyence for wear modes, SEM for microscopic wear morphology, EDS to analyze wear modes) |
| |
| 8. * | Arrazola P.-J. [10] | Machinability comparison between Ti-5553 and Ti-64 | CNMG 120408-2 (Carbide) | Uncoated | Vc: 40-60 (Ti-5-5-5-3), 90 (Ti-6-4) m/min ap: 2 mm f: 0.1 mm/rev | Conventional | Cutting forces | Tool wear, chips |
|
| 9. | Wagner V. [6] | Effect of cutting parameters during machining of Ti-5553 | Tungsten carbide | Coated (TiAlN) | Vc: 35-65 m/min ap: 3 mm f: 0.2 mm/rev | Dry | Cutting forces | Tool wear, chips | |
| 10. | Wang L. [28] | Chip morphology comparison between dry and HPC in machining of Ti-5553 | CNMG 432-SMR H13A | Uncoated | Vc: 30, 60, 120 m/min ap: 0.5 mm f: 0.1, 0.2 mm/rev | Dry, and HPC (105 bar) | Chips |
| |
| 11. | Liu E. [29] | A novel approach to assess tool wear | CNMG120408-SMRH13A (Carbide) | Uncoated | Vc: 30, 60, 90 m/min ap: 0.5, 1, 1.5 mm f: 0.05, 0.1, 0.15, 0.2, 0.25 mm/rev | Cryo (5.5 g/s) | Tool wear (Keyence for wear modes, SEM for microscopic wear morphology, average value of flank wear VB to evaluate wear) | ||
| 12. | Kaynak Y. [30] | Cryogenic coolant to assess machinability of Ti-5553 | 883 Carbide—CNMG120408 M1 | Uncoated | Vc: 30, 90, 120, 150, 210 m/min ap: 1.2 f: 0.15 mm/rev | Dry, and cryo (Ln2: 1.5 MPa, 10g/s CO2: 5.4 MPa) | Cutting forces, surface integrity | Cutting temperature, tool wear |
|
| 13. | Yan D.P. [31] | Investigated chip formation mechanisms, morphology, and microstructure evolutions | WNMG carbide | Uncoated | Vc: 27, 39, 55 m/min ap: 2 mm f: 0.08, 0.11, 0.2 mm/rev | Dry | Shear strain, strain rate | Chips, shear angle, shear |
|
| 14. | Zhao X. [32] | Effect of surface integrity on fatigue life under cryogenic cooling in machining of Ti-5553 is analyzed | CNMG 12 04 08-SMR H13A | Uncoated | Vc: 30, 60, 90 m/min ap: 0.5 mm f: 0.10, 0.20 mm/rev | Dry and cryo (0.09 MPa) | Surface roughness, surface topography, fatigue, residuals stress |
| |
| 15. | Liu E. [33] | Experimental and numerical approach to studying the effect of dry and cryogenic machining of Ti-5553 | CNMG 12 04 08-SMR H13A | Uncoated | Vc: 50, 60 m/min ap: 0.2, 0.4, 0.6, 0.8 mm f: 0.10, 0.12, 0.14, 0.16, 0.18, 0.20 mm/rev | Dry and cryo | Cutting temperature |
| |
| 16. | Liu E. [34] | Effect of different cooling mechanisms on the surface integrity during machining of Ti-5553 | CNMG1204 08-SMR H13A | Uncoated | Vc: 30, 60, 90 m/min ap: 0.5 mm f: 0.10, 0.15, 0.20 mm/rev | Dry, cryo, (0.09 MPa) and HPC (8 MPa) | Surface roughness, plastic deformation, work hardening, residual stresses |
| |
| 17. | Liu E. [35] | A numerical approach to assess surface morphology of Ti-5553 | CNMG120408-MJ | Uncoated | Vc: 30, 50, 70 m/min ap: 0.5 mm f: 0.05, 0.15, 0.25 mm/rev | Dry, and cryo | Cutting forces | Surface roughness, surface morphology |
|
| Cutting Conditions | ||||
|---|---|---|---|---|
| Cutting Speed (m/min) | Feed Rate (mm/rev) | Depth of Cut (mm) | Coolant Type | Workpiece Material |
| 150 | 0.15 | 0.25 | Castrol Hysol MB50 Semi-Synthetic (9%) | Ti-5553 Grandis Titanium |
| 175 | ||||
| 200 | ||||
| Coating Type | AlTiN | AlTiN/AlCrN | AlTiN/ta-C (DLC) | AlTiN/TiAlSiN |
|---|---|---|---|---|
| Architecture | Monolayer | Monolayer | Monolayer | Monolayer |
| Thickness (µm) | 5.57 | 6.6 | 6.05 | 6.54 |
| Hardness (GPa) | 33.87 ± 3.78 | 24.23 ± 4.96 | 41.88 ± 6.46 | 36.44 ± 6.73 |
| Elastic modulus (GPa) | 503.84 ± 47.25 | 450.35 ± 72.24 | 487.54 ± 71.60 | 588.01 ± 112.56 |
| H/E | 0.0672 | 0.0538 | 0.0859 | 0.0620 |
| H3/E2 | 0.153 | 0.070 | 0.309 | 0.140 |
| Plasticity index (PI) | 0.470 | 0.515 | 0.354 | 0.473 |
| Sa (nm) | 36.91 | 33.59 | 43.47 | 45.38 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Syed, H.S.; DePaiva, J.M.; Saciotto, V.; Veldhuis, S.C. An Investigation of the Effect of Novel Mono/Bi-Layered PVD-Coated WC Tools on the Machinability of Ti-5Al-5V-5Mo-3Cr. Materials 2024, 17, 3743. https://doi.org/10.3390/ma17153743
Syed HS, DePaiva JM, Saciotto V, Veldhuis SC. An Investigation of the Effect of Novel Mono/Bi-Layered PVD-Coated WC Tools on the Machinability of Ti-5Al-5V-5Mo-3Cr. Materials. 2024; 17(15):3743. https://doi.org/10.3390/ma17153743
Chicago/Turabian StyleSyed, Hasan S., Jose M. DePaiva, Victor Saciotto, and Stephen C. Veldhuis. 2024. "An Investigation of the Effect of Novel Mono/Bi-Layered PVD-Coated WC Tools on the Machinability of Ti-5Al-5V-5Mo-3Cr" Materials 17, no. 15: 3743. https://doi.org/10.3390/ma17153743
APA StyleSyed, H. S., DePaiva, J. M., Saciotto, V., & Veldhuis, S. C. (2024). An Investigation of the Effect of Novel Mono/Bi-Layered PVD-Coated WC Tools on the Machinability of Ti-5Al-5V-5Mo-3Cr. Materials, 17(15), 3743. https://doi.org/10.3390/ma17153743