
Influence of Laser Welding Modes along a Curved Path on the Mechanical Properties and Heterogeneity of the Microstructure of 316L Steel Plates
 ,
,
Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| № | Reference | S, mm | Power, kW | Welding Speed, mm/s | Dspot, mm | Shielding Gas, L/min | Steel Grade | Laser Source |
|---|---|---|---|---|---|---|---|---|
| 1 | [15,16] | 0.6 | 1.5 2.5 3.5 | 30 50 70 | - | Аr, 15 Не, 10 | AISI 316L | СО2 Nd: YAG |
| 2 | [30,31] | 5 | 4 | 20 | - | Ar, 10 | AISI 316L | - |
| 3 | [16,17] | 2.7 | 2.8 | 16.6 | 1.2 | Ar, 80 | AISI 316L | Nd: YAG |
| 4 | [23,24] | 5.6 | 2.5 | 16.6 | - | Не, 20 | AISI 316L(N) | СО2 |
| 5 | [19,20] | 5 | 1.5; 2 2 | 6.1 13.3 | 0.6 | Ar, 30 | AISI 316L | Nd: YAG |
| 6 | [22] | - | 2.6 | 10 | - | He | AISI 316L | СО2 |
| 7 | [21] | Up to 18 | Up to 10 kW | 70–90 | 0.13 0.2 0.36 0.56 | Ar, 30 N2, 30 | AISI 304 | fiber laser |
| 8 | [5] | 11 | 6 | 10, 50, 100, 166 | 0.13 | Ar | AISI 304 | fiber laser |
| 9 | [13,17] | 12 10 | 10 | 15–45 | 0.4 | Ar, 30 N2, 30 Не, 30 | AISI 321 | fiber laser |
2. Experimental
2.1. Experimental Equipment and Welding Materials
2.2. Laser Welding Procedure
- -
- Power of laser irradiation in the range from 7 to 15 kW;
- -
- Welding speed in the range from 30 to 75 mm/s;
- -
- Depth of the focal plane of the focusing lens relative to the surface in the range from 0 to 10 mm;
- -
- Tilt angle of the laser beam;
- -
- Shielding gas composition: Ar, N2.
2.3. Research Equipment and Quality Control Methods for Welded Joints
3. Results
3.1. Appearance and X-ray Inspection
3.2. Mechanical Tests
3.3. Metallographic Studies
3.3.1. Macrostructure
3.3.2. Microstructure
4. Conclusions
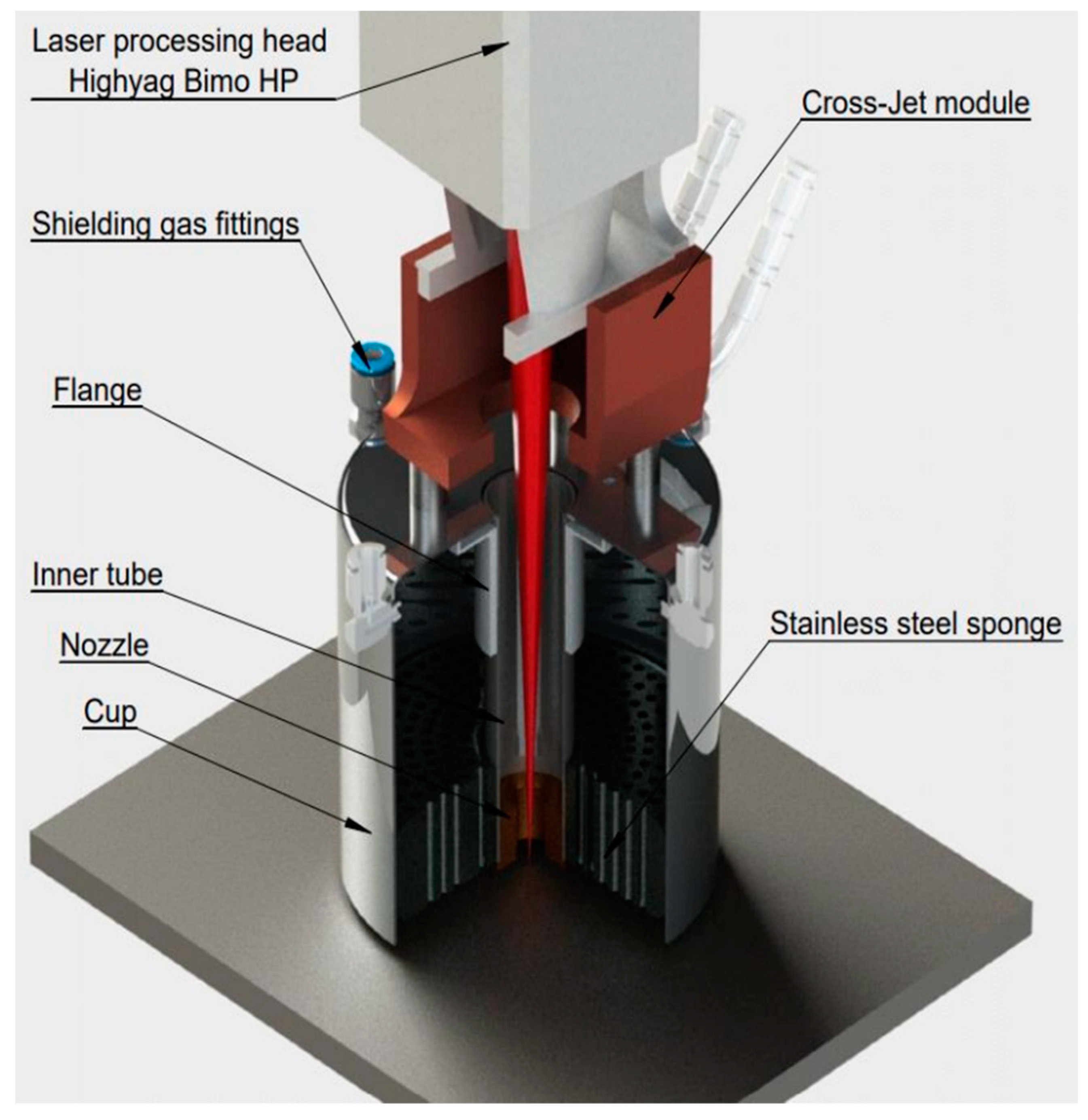
- A device that allows high-quality protection of the top of the welding pool (before it is cooled below 200 °C) during high-speed laser welding along a curved path was designed and developed.
- The mechanical properties of the welded joints are 98–100% of that of the base metal. Corrosion resistance complies with EN ISO 3651-1 standard. The microhardness of the weld metal does not differ significantly from the base metal (180–230 HV). Along the depth of the weld, the microhardness is non-uniform; the maximum microhardness was observed in the middle part of the upper bead 230–235 HV, and the minimum microhardness was observed on the fusion line in the upper part of the weld 170–185 HV, which is associated with a significant difference in cooling rates.
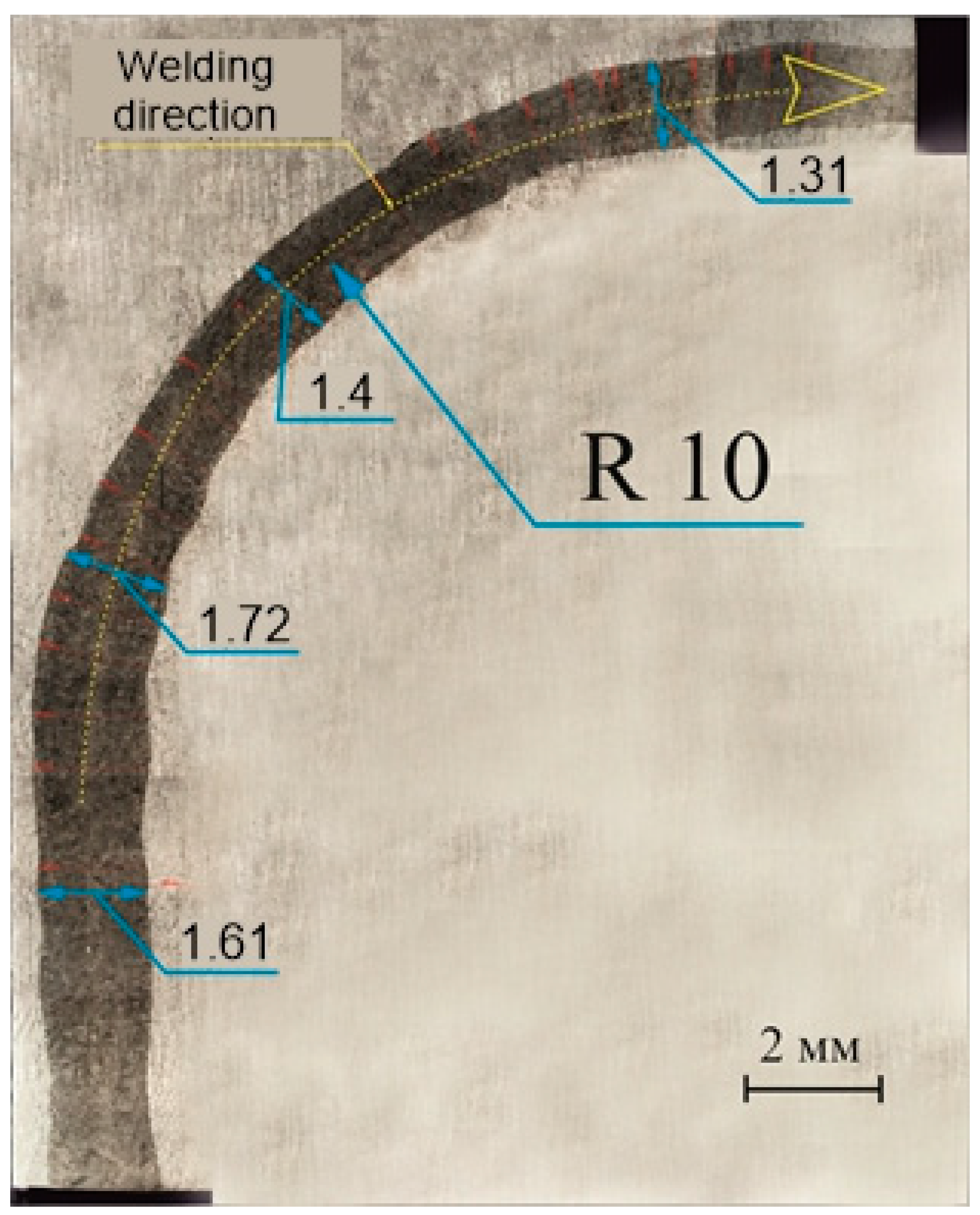
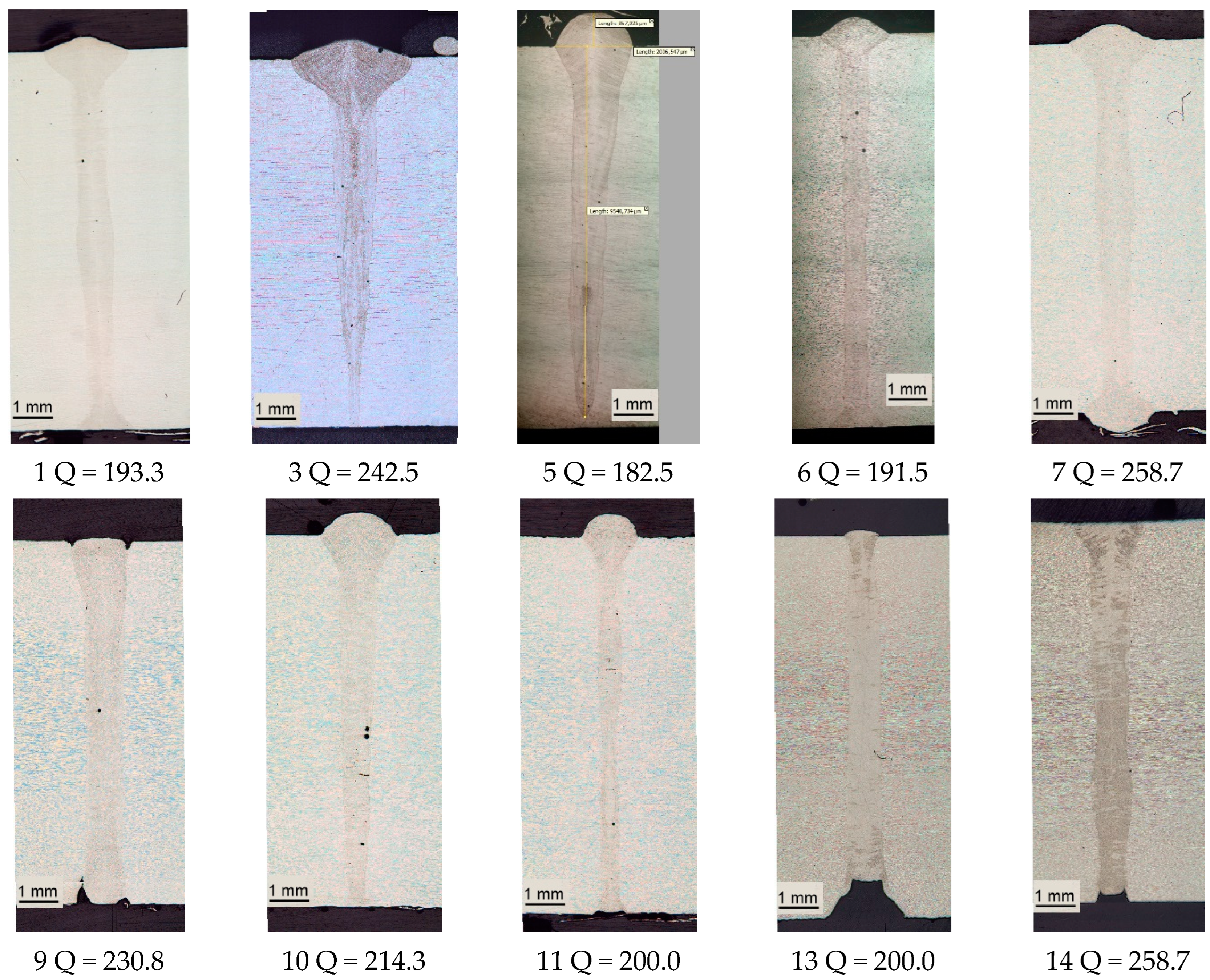
- The main features of a weld formed using HSCLW is the ratio of depth to average width (D/W) times 14; a fusion line with an abrupt transition is observed at 60% of the weld depth from the top and on the remaining 40% a fusion line with a transcrystalline structure is observed, which depends on the welding thermal cycle. A change in the weld trajectory affects the geometric dimensions of the weld pool; the width of the curved part of the weld is 15–20% less than the width of the rectilinear part.
- The high speed of laser welding (up to 4.5 m/min) has a positive effect on the cross-sectional shape of the seam; the main width of the seam is in the range of 625–760 microns, which for a welded workpiece thickness of 10 mm is very small, has a beneficial effect on the uniform heating of the metal across the thickness, and helps to minimize residual stresses.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Touileb, K.; Attia, E.; Djoudjou, R.; Benselama, A.; Ibrahim, A.; Boubaker, S.; Ponnore, J.; Ahmed, M.M.Z. Laser Weld Aspect Optimization of Thin AISI 316 SS Using RSM in Relation with Welding Parameters and Sulfur Content. Metals 2023, 13, 1202. [Google Scholar] [CrossRef]
- Liao, H.; Zhang, W.; Xie, H.; Li, X.; Zhang, Q.; Wu, X.; Tian, J.; Wang, Z. Effects of welding speed on welding process stability, microstructure and mechanical performance of SUS304 welded by local dry underwater pulsed MIG. J. Manuf. Process. 2023, 88, 84–96. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments—A review. J. Manuf. Process. 2017, 25, 134–152. [Google Scholar] [CrossRef]
- Sokolov, M.; Salminen, A.; Kuznetsov, M.; Tsibulskiy, I. Laser welding and weld hardness analysis of thick section S355 structural steel. Mater. Des. 2011, 32, 5127–5131. [Google Scholar] [CrossRef]
- Kawahito, Y.; Mizutani, M.; Katayama, S. Elucidation of high-power fibre laser welding phenomena of stainless steel and effect of factors on weld geometry. J. Phys. D Appl. Phys. 2007, 40, 5854–5859. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, J.; Yan, C.; Ren, J.; Zhou, Y.; Li, Y.; Zhan, X. Inhomogeneity of microstructure and mechanical properties in the interlayer regions for narrow gap laser wire filling welding of 316L stainless steel. Opt. Laser Technol. 2024, 169, 110050. [Google Scholar] [CrossRef]
- Seto, N.; Katayama, S.; Matsunawa, A. Porosity formation mechanism and reduction method in CO2 laser welding of stainless steel. Weld. Int. 2002, 16, 451–460. [Google Scholar] [CrossRef]
- Fuhrich, T.; Berger, P.; Hügel, H. Marangoni effect in laser deep penetration welding of steel. J. Laser Appl. 2001, 13, 178–186. [Google Scholar] [CrossRef]
- Lippold, J.; Kotecki, D. Welding Metallurgy and Weldability of Stainless Steels; Wiley-VCH: Hoboken, NJ, USA, 2005. [Google Scholar]
- Shiganov, I.N.; Grezev, N.V.; Shamov, E.M. Special features of welding 10KhSND low-alloy structural steel with an oscillating laser beam. Weld. Int. 2017, 31, 733–738. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, G.-M.; Li, H.-Y.; Zhang, X.-M.; Ding, H. Microstructure, strain hardening behavior, segregation and corrosion resistance of an electron beam welded thick high-Mn TWIP steel plate. J. Mater. Res. Technol. 2023, 25, 1105–1114. [Google Scholar] [CrossRef]
- Kadoi, K.; Fujinaga, A.; Yamamoto, M.; Shinozaki, K. The effect of welding conditions on solidification cracking susceptibility of type 310S stainless steel during laser welding using an in-situ observation technique. Weld. World 2013, 57, 383–390. [Google Scholar] [CrossRef]
- Kuryntsev, S.V. Effect of Heat Treatment on the Phase Composition and Corrosion Resistance of 321 SS Welded Joints Produced by a Defocused Laser Beam. Materials 2019, 12, 3720. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Wang, C.; Mi, G.; Geng, S.; Liu, W.; Han, C. Investigation of the humping formation in the high power and high speed laser welding. Opt. Lasers Eng. 2018, 107, 102–111. [Google Scholar] [CrossRef]
- Yan, S.; Shi, Y.; Liu, J.; Ni, C. Effect of laser mode on microstructure and corrosion resistance of 316L stainless steel weld joint. Opt. Laser Technol. 2019, 113, 428–436. [Google Scholar] [CrossRef]
- Tanigawa, H.; Aburadani, A.; Shigematsu, S.; Takeda, N.; Kakudate, S.; Mori, S.; Jokinen, T.; Merola, M. Comparative study of laser and TIG welding for application to ITER blanket hydraulic connection. Fusion Eng. Des. 2012, 87, 999–1003. [Google Scholar] [CrossRef]
- Zhang, M.; Chen, G.; Zhou, Y.; Liao, S. Optimization of deep penetration laser welding of thick stainless steel with a 10kW fiber laser. Mater. Des. 2014, 53, 568–576. [Google Scholar] [CrossRef]
- Zhengwu, Z.; Xiuquan, M.; Chunming, W.; Gaoyang, M. Grain refinement and orientation alternation of 10 mm 316L welds prepared by magnetic field assisted narrow gap laser-MIG hybrid welding. Mater. Charact. 2020, 164, 110311. [Google Scholar] [CrossRef]
- Arivarasu, M.; Vishnu, G.; Hari, P.; Vipin, V.; Katiki, K.; Gokulkumar, K.; Manikandan, M.; Ramkumar, K.D.; Arivazhagan, N. Micro-segregation Studies on the Continuous Nd: YAG Laser Beam Welded AISI 316L. Procedia Eng. 2014, 97, 892–901. [Google Scholar] [CrossRef]
- ISO 13919-1:2019 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/75514.html (accessed on 20 November 2023).
- Kawahito, Y.; Mizutani, M.; Katayama, S. High quality welding of stainless steel with 10 kW high power fibre laser. Sci. Technol. Weld. Join. 2009, 14, 288–294. [Google Scholar] [CrossRef]
- Tjong, S.; Zhu, S.; Ho, N.; Ku, J. Microstructural characteristics and creep rupture behavior of electron beam and laser welded AISI 316L stainless steel. J. Nucl. Mater. 1995, 227, 24–31. [Google Scholar] [CrossRef]
- Mei, L.; Yan, D.; Xie, S.; Lei, Z.; Ge, X. Effects of Cr2O3 active agent on the weld process dynamic behavior and joint comprehensive properties of fiber laser welded stainless steel thick plate. Opt. Lasers Eng. 2020, 128, 106027. [Google Scholar] [CrossRef]
- Ragavendran, M.; Vasudevan, M. Laser and hybrid laser welding of type 316L(N) austenitic stainless steel plates. Mater. Manuf. Process. 2020, 35, 922–934. [Google Scholar] [CrossRef]
- Chen, L.; Mi, G.; Zhang, X.; Wang, C. Numerical and experimental investigation on microstructure and residual stress of multi-pass hybrid laser-arc welded 316L steel. Mater. Des. 2019, 168, 107653. [Google Scholar] [CrossRef]
- Xue, B.; Chang, B.; Du, D. Multi-Output Monitoring of High-Speed Laser Welding State Based on Deep Learning. Sensors 2021, 21, 1626. [Google Scholar] [CrossRef] [PubMed]
- Liang, R.; Luo, Y.; Li, Z. The effect of humping on residual stress and distortion in high-speed laser welding using coupled CFD-FEM model. Opt. Laser Technol. 2018, 104, 201–205. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, P.; Li, Y.; Mi, G.; Geng, S. Microstructure evolution and mechanical properties in the depth direction of ultra-high power laser-arc hybrid weld joint of 316L stainless steel. Opt. Laser Technol. 2018, 104, 201–205. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, K.; Zhao, J.; Duan, S.; Zhan, X. Effect of heat input on microstructure and corrosion resistance in heat affected zone of 304 stainless steel joint by laser welding. Mater. Today Commun. 2022, 30, 103054. [Google Scholar] [CrossRef]
- Sadeh, S.; Mathews, R.; Zhang, R.; Sunny, S.; Marais, D.; Venter, A.M.; Li, W.; Malik, A. Interlayer machining effects on microstructure and residual stress in directed energy deposition of stainless steel 316L. J. Manuf. Process. 2023, 94, 69–78. [Google Scholar] [CrossRef]
- Xu, J.; Chen, C.; Lei, T.; Wang, W.; Rong, Y. Inhomogeneous thermal-mechanical analysis of 316L butt joint in laser welding. Opt. Laser Technol. 2019, 115, 71–80. [Google Scholar] [CrossRef]
- ISO 14175:2008 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/39569.html (accessed on 20 November 2023).
- BS EN 61326-1:2013 | 28 February 2013 | BSI Knowledge [Electronic Resource]. Available online: https://knowledge.bsigroup.com/products/electrical-equipment-for-measurement-control-and-laboratory-use-emc-requirements-general-requirements?version=standard (accessed on 20 November 2023).
- ISO 23277:2015 [Electronic Resource]//ISO. Available online: https://www.iso.org/standard/62315.html (accessed on 20 November 2023).
- ISO 14732:2013 [Electronic Resource]//ISO. Available online: https://www.iso.org/standard/54935.html (accessed on 20 November 2023).
- ISO 3452-1:2021 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/75696.html (accessed on 20 November 2023).
- ISO 17636-1:2022 [Electronic Resource]//ISO. Available online: https://www.iso.org/standard/78319.html (accessed on 20 November 2023).
- ISO 4136:2022 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/81123.html (accessed on 20 November 2023).
- ISO 5173:2023 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/81724.html (accessed on 20 November 2023).
- ISO 9016:2022 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/81122.html (accessed on 20 November 2023).
- ISO 9015-1:2001 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/32821.html (accessed on 20 November 2023).
- ISO/IEC 17025:2017 [Electronic Resource]//ISO. 2021. Available online: https://www.iso.org/ru/standard/66912.html (accessed on 20 November 2023).
- ISO 5143:1977 en [Electronic Resource]. Available online: https://www.nen.nl/en/iso-5143-1977-en-73493 (accessed on 20 November 2023).
- ISO 17639:2022 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/81124.html (accessed on 20 November 2023).
- ISO 3651-1:1998 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/9096.html (accessed on 20 November 2023).
- ISO 14577-1:2015 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/56626.html (accessed on 20 November 2023).
- ISO 3651-2:1998 [Electronic Resource]//ISO. Available online: https://www.iso.org/ru/standard/9098.html (accessed on 20 November 2023).
- Voropaev, A.A.; Protsenko, V.G.; Anufriyev, D.A.; Kuznetsov, M.V.; Mukhin, A.A.; Sviridenko, M.N.; Kuryntsev, S.V. Influence of Laser Beam Wobbling Parameters on Microstructure and Properties of 316L Stainless Steel Multi Passed Repaired Parts. Materials 2022, 15, 722. [Google Scholar] [CrossRef]





| № | Parameter, Unit of Measurement | Value |
|---|---|---|
| 1 | Maximum power of the laser source, kW | 16 |
| 2 | Maximum linear speed, m/min | 4 |
| 3 | Adjustment range of linear movement speed, m/min | from 0.4 to 4 |
| 4 | Maximum speed of idle movements, m/min | 10 |
| 5 | Type of movement control | CNC |
| 6 | Maximum deviation from straightness when moving, mm | ±0.5 |
| C | Si | Mn | Ni | Cr | Mo | Fe | S | P | |
|---|---|---|---|---|---|---|---|---|---|
| Base metal | 0.03 | 0.75 | 2 | 12 | 16 | 2.5–3 | ~67 | 0.030 | 0.045 |
| № | Рower, W | Welding Speed, mm/s | ∆F, mm | Tilt Angle, ◦ | Shielding Gas | Shielding Gas Flow Rate, L/min | Heat Input, W × s/mm |
|---|---|---|---|---|---|---|---|
| 1 | 14.00 | 75 | −5 | 0 | Ar | 50 | 193.3 |
| 2 | 12,800 | 40 | −10 | 10 | Ar | 50 | 320.0 |
| 3 | 9700 | 40 | −10 | 10 | Ar | 50 | 242.5 |
| 4 | 12.800 | 40 | −1 | 10 | Ar | 50 | 320.0 |
| 5 | 7300 | 40 | −1 | 5,5 | Ar | 50 | 182.5 |
| 6 | 7660 | 40 | −5 | 0 | Ar | 50 | 191.5 |
| 7 | 7761 | 30 | −5 | 0 | Ar | 50 | 258.7 |
| 8 | 13.020 | 60 | −5 | 0 | Ar | 50 | 217.0 |
| 9 | 15.000 | 65 | 0 | 0 | Ar | 50 | 230.8 |
| 10 | 15.000 | 70 | 0 | 0 | Ar | 50 | 214.3 |
| 11 | 15.000 | 75 | 0 | 0 | Ar | 50 | 200.0 |
| 12 | 7640 | 30 | 0 | 0 | Ar | 50 | 254.7 |
| 13 | 15,000 | 75 | 0 | 0 | N2 | 50 | 200.0 |
| 14 | 7761 | 30 | −5 | 0 | N2 | 50 | 258.7 |
| 15 | 7761 | 32.5 | 0 | 0 | N2 | 50 | 238.8 |
| Parameter | Value |
|---|---|
| Width, mm | 1.8 |
| Length, mm | 130 |
| Area, mm2 | 234 |
| Number of defects | 1 |
| Defect diameter, mm | 0.3 |
| Defect area, mm2 | 0.07 |
| Total area of defects, mm2 | 0.07 |
| Area ratio of defects to seam,% | 0.03 |
| Sample№ | Test Temperature, °С | Notch Location | Impact Energy, J | Impact Strength, J/cm2 | Average Impact Test, J/cm2 |
|---|---|---|---|---|---|
| 1 | +20 | Middle of the welding seam | 88.2 | 147 | 168.44 (Base metal 160–180) |
| 2 | +20 | 110.5 | 184.17 | ||
| 3 | +20 | 101.1 | 168.5 | ||
| 4 | +20 | 96 | 160 | ||
| 5 | +20 | 102.7 | 171.17 | ||
| 6 | +20 | 107.9 | 179.83 |
| Sample № | Sample Cross-Sectional Square, mm2 | Tensile Force, kN | Tensile Strength, MPa | Fracture Location |
|---|---|---|---|---|
| 1 | 253.28 | 142.84 | 563.96 (570 base metal) | Base metal |
| 2 | 246.31 | 140.35 | 569.8 (570 base metal) | Base metal |
| Sample № | Bending Location | Bending Angle, °Deg. | Defects |
|---|---|---|---|
| 1 | Top | 180 | No defects |
| 2 | 180 | No defects | |
| 3 | Bottom | 180 | No defects |
| 4 | 180 | No defects |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anufriyev, D.A.; Protsenko, V.G.; Larin, M.V.; Kuznetsov, M.V.; Mukhin, A.A.; Sviridenko, M.N.; Kuryntsev, S.V.; Grinin, O.I.; Pevzner, Y.B. Influence of Laser Welding Modes along a Curved Path on the Mechanical Properties and Heterogeneity of the Microstructure of 316L Steel Plates. Materials 2024, 17, 3744. https://doi.org/10.3390/ma17153744
Anufriyev DA, Protsenko VG, Larin MV, Kuznetsov MV, Mukhin AA, Sviridenko MN, Kuryntsev SV, Grinin OI, Pevzner YB. Influence of Laser Welding Modes along a Curved Path on the Mechanical Properties and Heterogeneity of the Microstructure of 316L Steel Plates. Materials. 2024; 17(15):3744. https://doi.org/10.3390/ma17153744
Chicago/Turabian StyleAnufriyev, Dmitriy Andreevich, Vladimir Georgievich Protsenko, Maksim Vasilievich Larin, Mikhail Valerievich Kuznetsov, Aleksey Alekseevich Mukhin, Maksim Nikolaevich Sviridenko, Sergey Vyacheslavovich Kuryntsev, Oleg Ivanovich Grinin, and Yakov Borisovich Pevzner. 2024. "Influence of Laser Welding Modes along a Curved Path on the Mechanical Properties and Heterogeneity of the Microstructure of 316L Steel Plates" Materials 17, no. 15: 3744. https://doi.org/10.3390/ma17153744