
Wear Performance Evaluation of Polymer Overlays on Engine Bearings




Abstract
1. Introduction
2. Materials and Methods
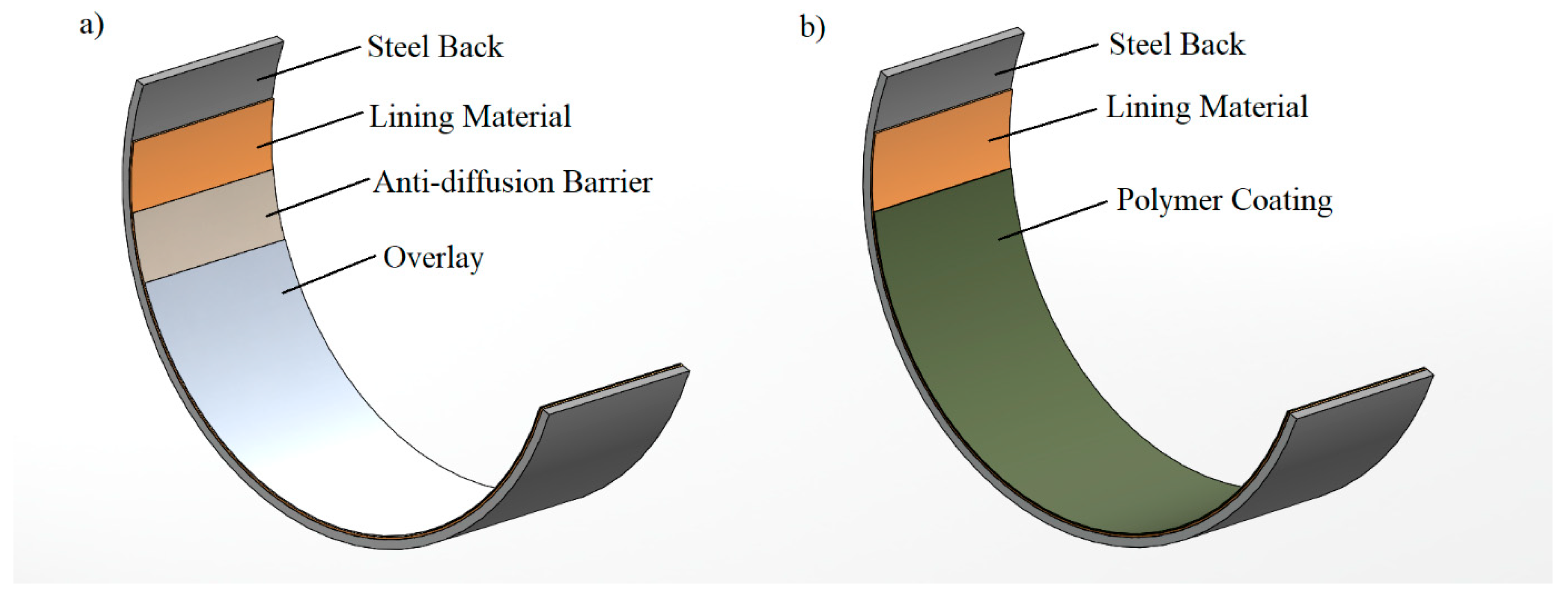
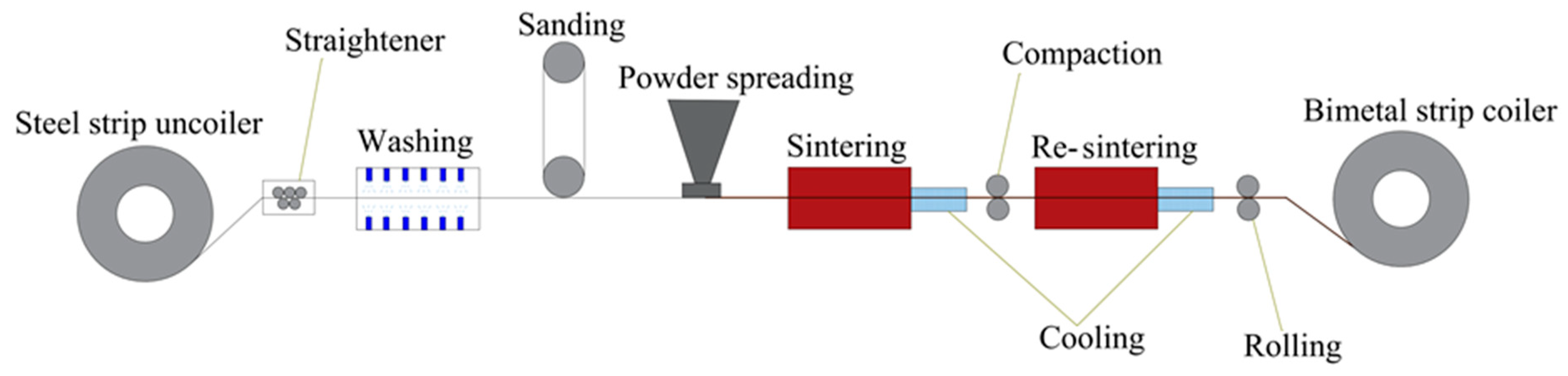
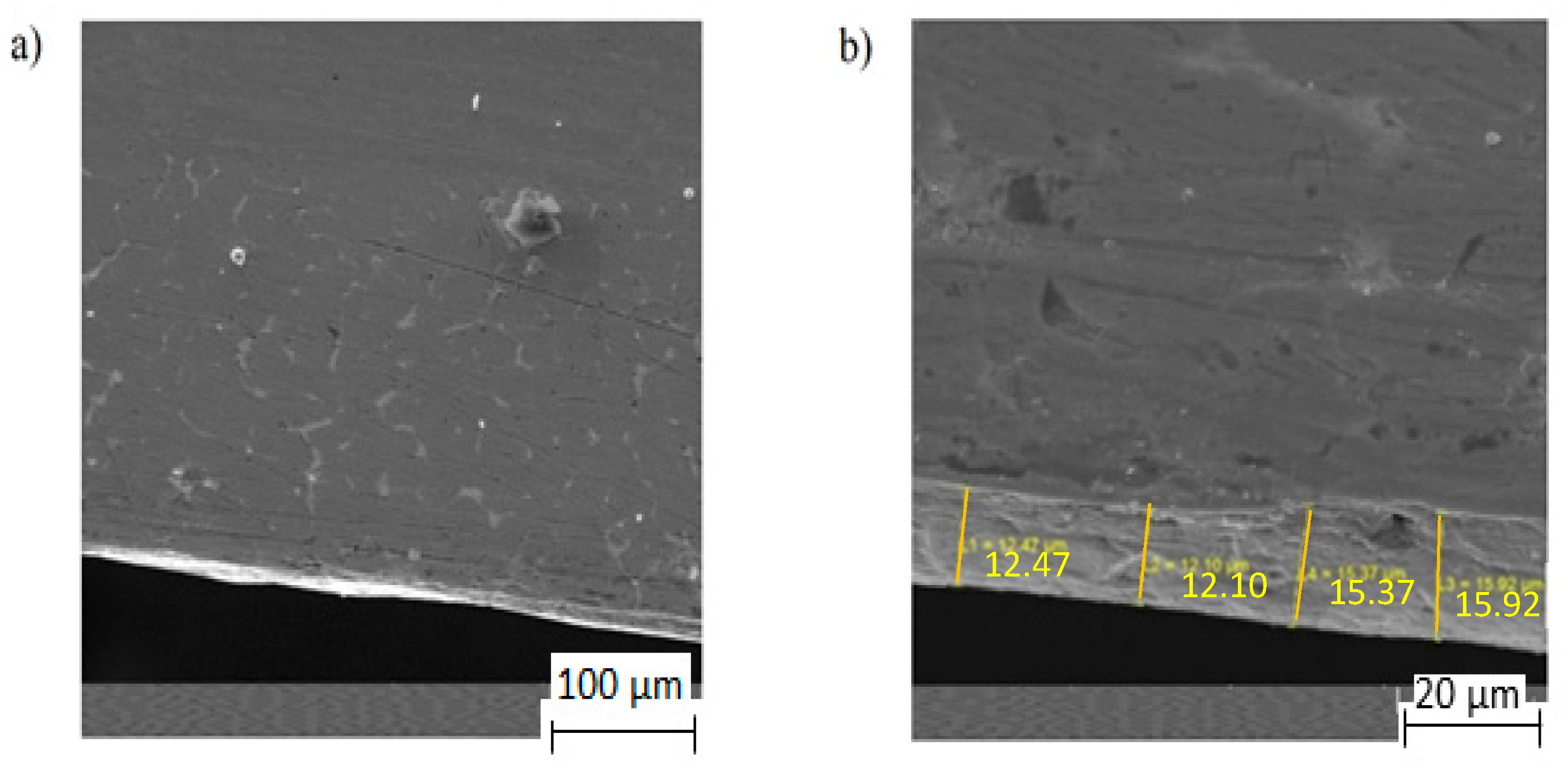
2.1. Bearing Material, Polymeric Coating Deposition, and Characterization
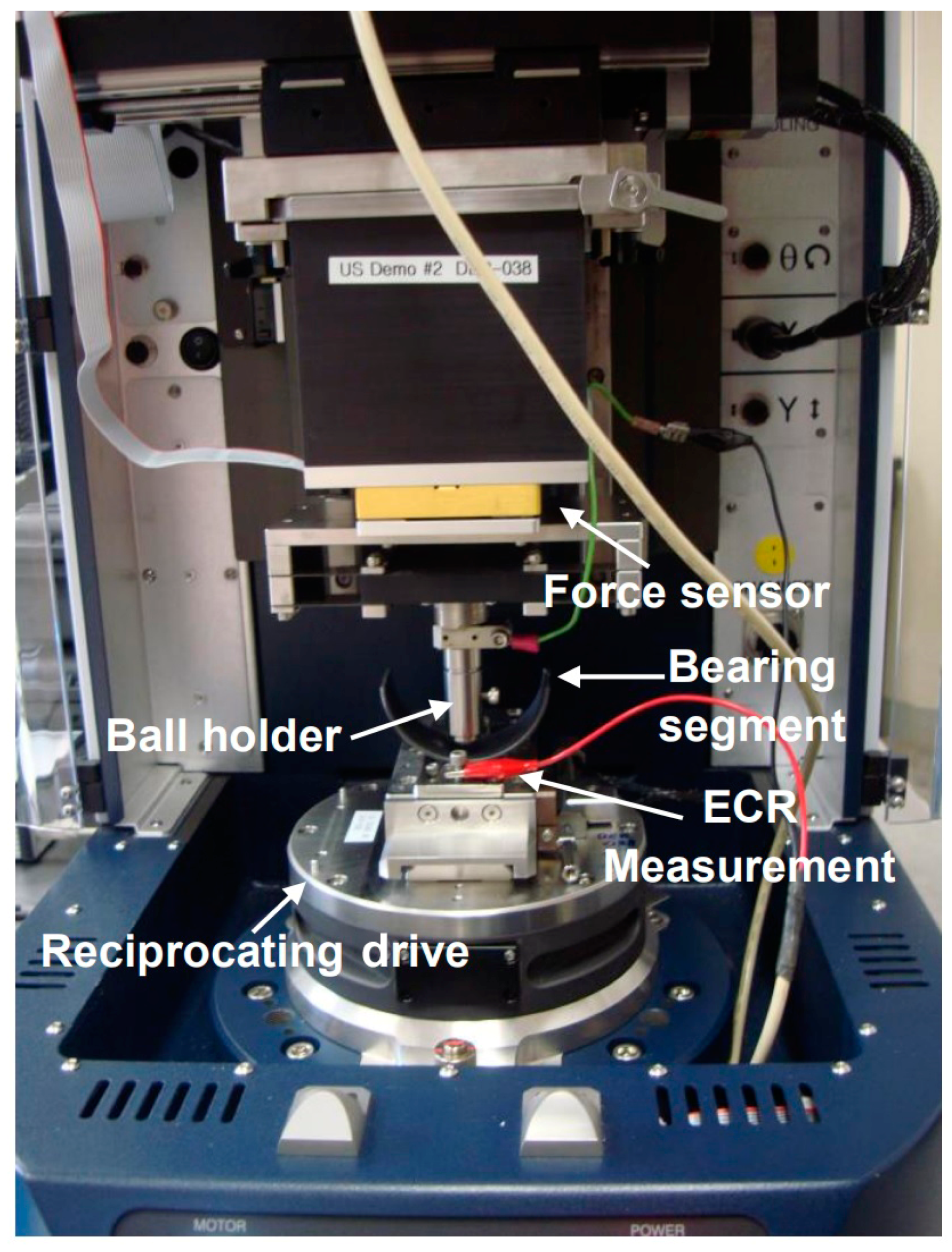
2.2. Wear Tests
3. Results and Discussion
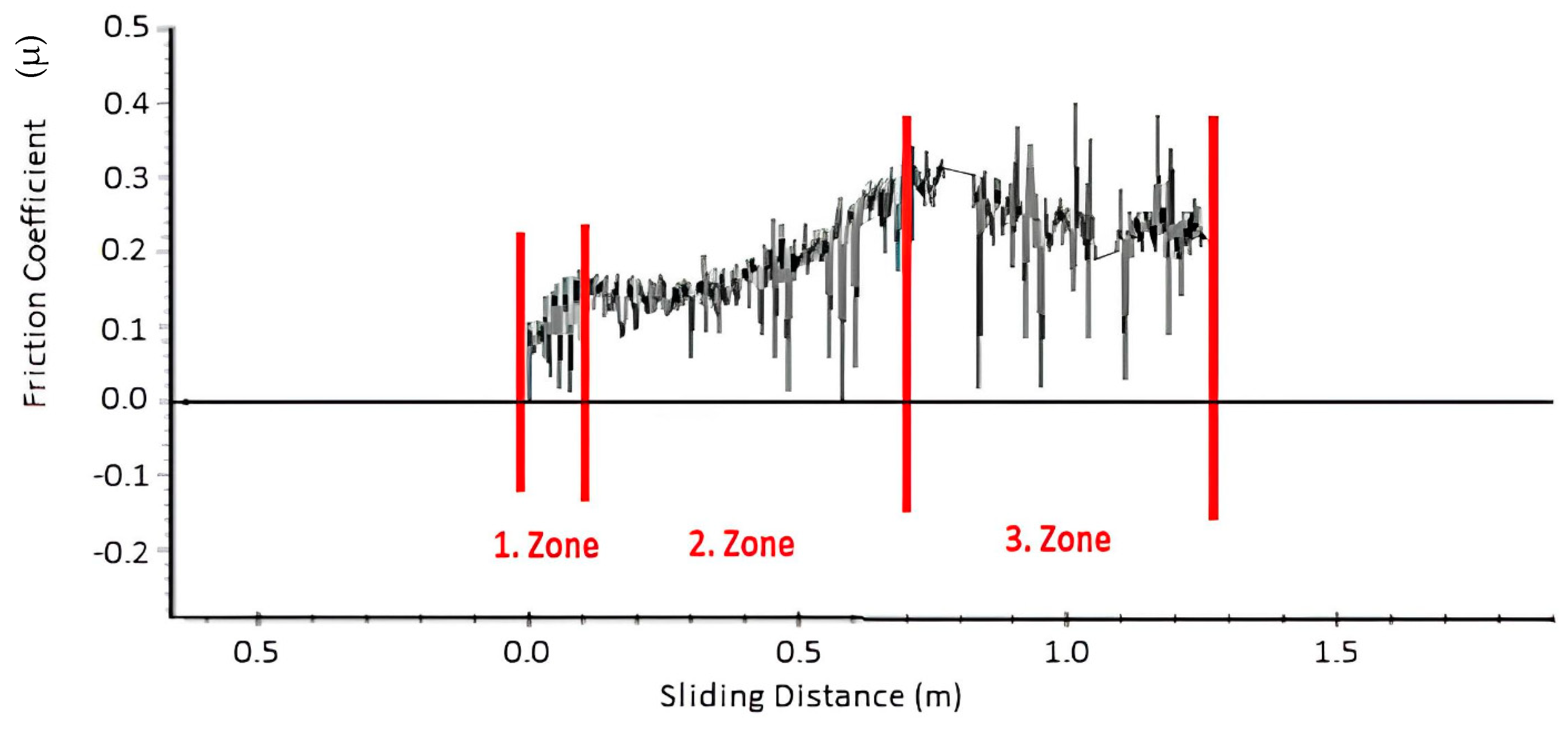
Wear Behavior of the Polymer Overlay
4. Conclusions
- -
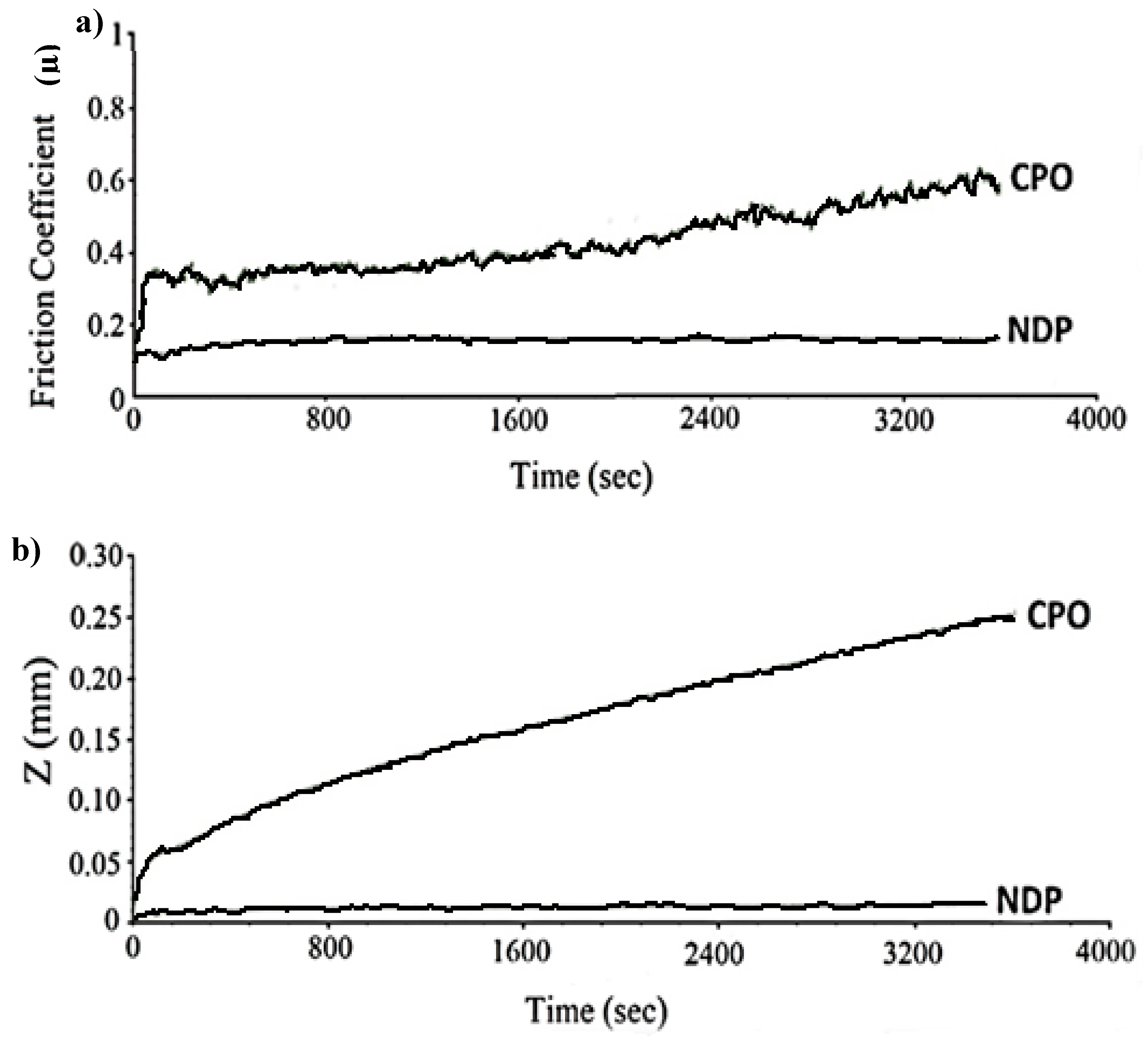
- After the pin-on-disc test, the NDP overlay demonstrated significantly lower friction with a coefficient of 0.155 and a reduced wear volume loss of 0.010 cm3. In contrast, the reference polymer surface exhibited higher friction with a coefficient of 0.378 and a wear volume loss of 0.024 cm3, which was 140% greater than that of the NDP.
- -
- Because of the relatively lower friction exhibited by the NDP coating compared with the reference coating under varying loads, the NDP overlay can contribute to reducing fuel consumption in the engine.
- -
- In the 30 N wear test, the reference polymer exhibited the highest wear depth (220 µm), whereas the NDP coating demonstrated a narrow and cohesive wear pattern, indicating low and limited abrasive wear occurred based on the wear track results.
- -
- NDP coating protected the counterpart surface under metal-to-metal contact situations. This is beneficial for crankshaft surfaces during the engine run-in period.
- -
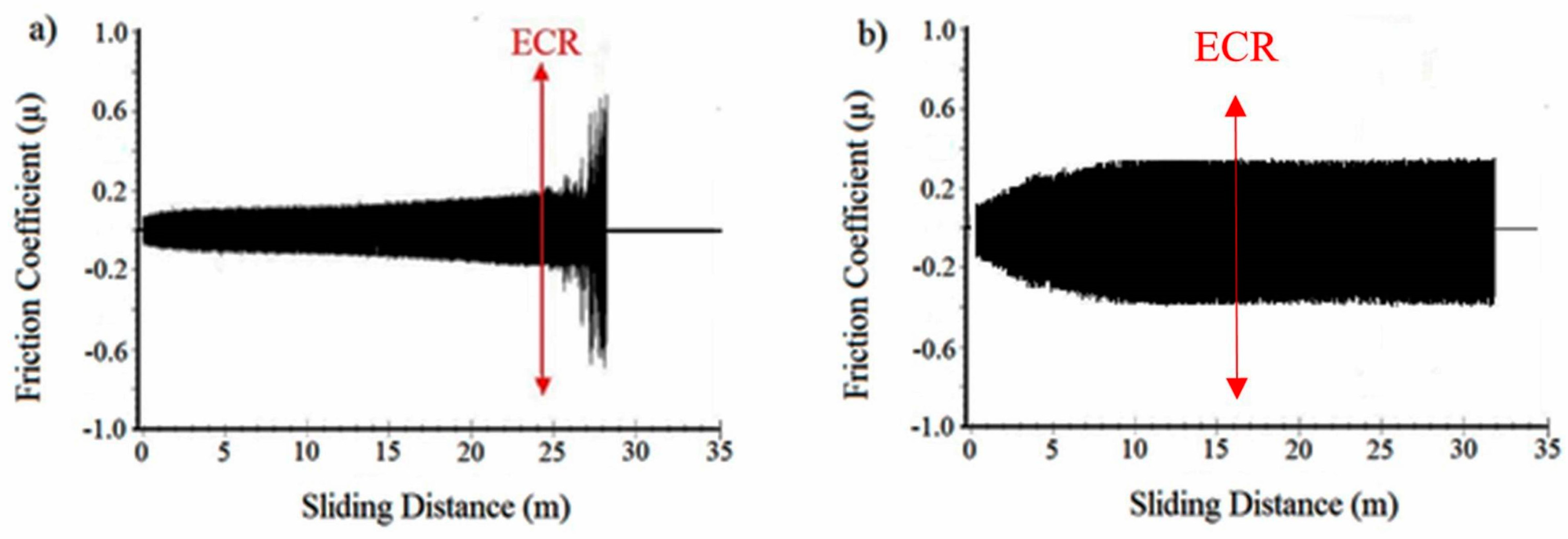
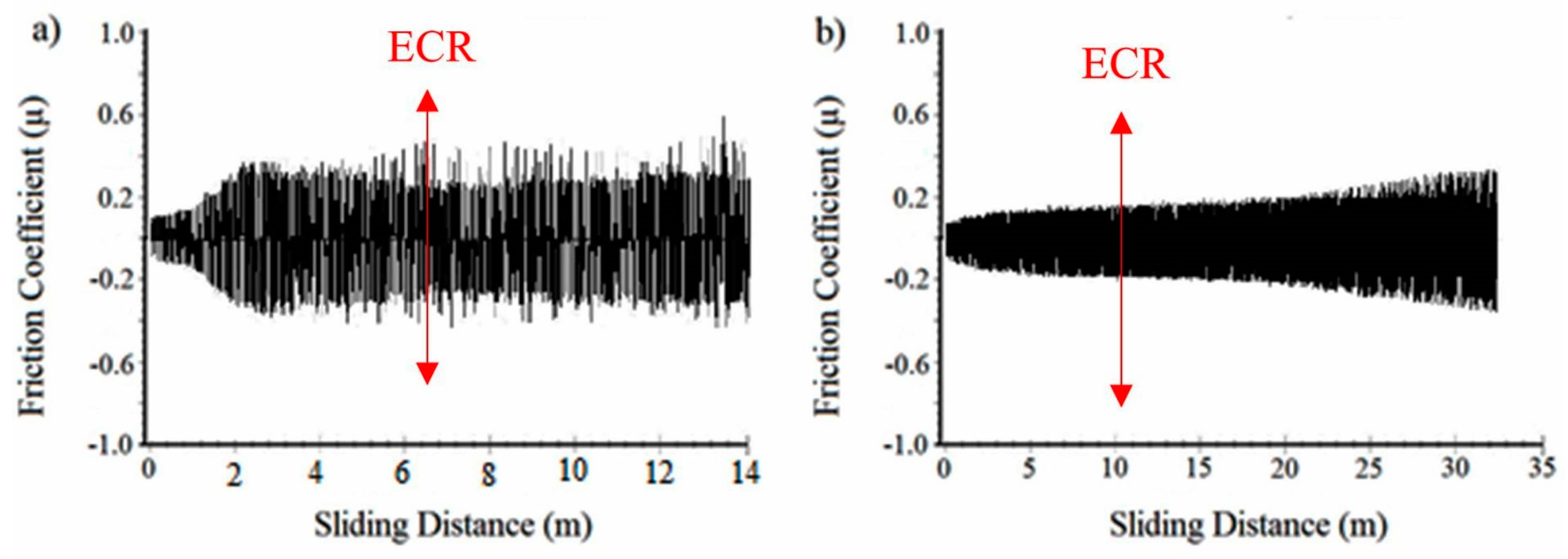
- The results of the ECR test indicated that it could be a useful indicator for the loss of surface protection of polymer coatings as they wear out during the running-in period of engine bearings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Grün, F.; Gódor, I.; Gärtner, W.; Eichlseder, W. Tribological performance of thin overlays for journal bearings. Tribol. Int. 2011, 44, 1271–1280. [Google Scholar] [CrossRef]
- Cao, J.; Huang, H.; Li, S.; Wu, X.; Yin, Z.; Abbas, Z. Tribological and mechanical behaviors of engine bearing with CuSn10 layer and h-BN/graphite coating prepared by spraying under different temperatures. Tribol. Int. 2020, 152, 106445. [Google Scholar] [CrossRef]
- Du, F.; Li, D.; Sa, X.; Li, C.; Yu, Y.; Li, C.; Wang, J.; Wang, W. Overview of Friction and Wear Performance of Sliding Bearings. Coatings 2022, 12, 1303. [Google Scholar] [CrossRef]
- Aufischer, R.; Hager, G.; Hamdard, K.; Offenbecher, M. Bearing Technology Combinations for Low Friction Cranktrains. MTZ Ind. 2016, 6, 56–63. [Google Scholar] [CrossRef]
- Ligier, J.-L.; Noel, B. Friction Reduction and Reliability for Engines Bearings. Lubricants 2015, 3, 569–596. [Google Scholar] [CrossRef]
- Kalogiannis, K.; Merritt, D.R.; Mian, O. Contact and wear thermo-elastohydrodynamic model validation for engine bearings. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2017, 231, 1117–1127. [Google Scholar] [CrossRef]
- Gorges, R.; Latham, D.; Laing, I.; Brock, R. Lubrication on Demand: A Novel Polymeric Bearing Coating with Oil-Filled Microcapsules. SAE Int. J. Fuels Lubr. 2016, 9, 32–40. [Google Scholar] [CrossRef]
- Stephan, K.; Holzer, A.; Megahed, S.; Ziegler, S.; Schleifenbaum, J.H.; Schmitz, K. Investigation of the coating of hydrodynamic plain bearing contact surfaces by means of Extreme High-Speed Laser Material Deposition (EHLA). In Proceedings of the IOP Conference Series: Materials Science and Engineering, Aachen, Germany, 9–11 March 2021; Volume 1097, p. 12016. [Google Scholar] [CrossRef]
- Ozdemir, I.; Bulbul, B.; Grund, T.; Lampke, T. Wear and Corrosion Behavior of Cold-Sprayed Cu-10Sn Coatings. Crystals 2023, 13, 523. [Google Scholar] [CrossRef]
- Praca, M.S.; Uehara, S.; Ferreira, M.; Mian, O. New Polymeric Coating on Sputtered Bearings for Heavy Duty Diesel Engines. SAE Int. J. Engines 2013, 6, 623–628. [Google Scholar] [CrossRef]
- Cao, J.; Qin, L.; Yu, A.; Huang, H.; Li, G.; Yin, Z.; Zhou, H. A Review of Surface Treatments for Sliding Bearings Used at Different Temperature. In Friction, Lubrication and Wear; Asaduzzaman Chowdhury, M., Ed.; IntechOpen: London, UK, 2019; ISBN 978-1-78984-287-6. [Google Scholar]
- Saxton, D.; Kantola, T.; Adam, A.; Wilhelm, M.; Lindner, K.-H. Development of Engine Bearing Solutions for New High Output Automotive Engines. In Proceedings of the ASME 2010 Internal Combustion Engine Division Fall Technical Conference, San Antonio, TX, USA, 12–15 September 2010. [Google Scholar]
- Ren, Y.; Zhang, L.; Xie, G.; Li, Z.; Chen, H.; Gong, H.; Xu, W.; Guo, D.; Luo, J. A review on tribology of polymer composite coatings. Friction 2021, 9, 429–470. [Google Scholar] [CrossRef]
- Nimura, K.; Kobayakawa, H.; Koushima, M.; Amano, S. Development for Polymer Overlay Bearing Material for Recent Automotive Engine. In WCX World Congress Experience, APR. 10, 2018; SAE International400 Commonwealth Drive: Warrendale, PA, USA, 2018. [Google Scholar]
- Friedrich, K. Polymer composites for tribological applications. Adv. Ind. Eng. Polym. Res. 2018, 1, 3–39. [Google Scholar] [CrossRef]
- Gebretsadik, D.W.; Hardell, J.; Prakash, B. Embeddability behaviour of some Pb-free engine bearing materials in the presence of abrasive particles in engine oil. Tribol. Mater. Surf. Interfaces 2018, 13, 39–49. [Google Scholar] [CrossRef]
- Tu, C.; Cao, J.; Huang, H.; Yan, C.; AL-Maqbol, A.; Wang, X. The investigation of microstructure and tribological properties of PTFE/PI-PAI composite coating added with VN. Surf. Coat. Technol. 2022, 432, 128092. [Google Scholar] [CrossRef]
- Yu, S.; Cao, J.; Li, S.; Huang, H.; Li, X. The Tribological and Mechanical Properties of PI/PAI/EP Polymer Coating under Oil Lubrication, Seawater Corrosion and Dry Sliding Wear. Polymers 2023, 15, 1507. [Google Scholar] [CrossRef] [PubMed]
- Xiang, P.; Cao, J.; Long, Q.; Wang, S.; Wu, J.; Abbas, Z. Tribological properties of PTFE/PI-PAI composite coatings filled by GO/ZrO2 on the surfaces of different micro-textures. Colloids Surf. A Physicochem. Eng. Asp. 2024, 686, 133412. [Google Scholar] [CrossRef]
- Repka, M.; Dörr, N.; Brenner, J.; Gabler, C.; McAleese, C.; Ishigo, O.; Koshima, M. Lubricant-surface interactions of polymer-coated engine journal bearings. Tribol. Int. 2017, 109, 519–528. [Google Scholar] [CrossRef]
- Summer, F.; Grün, F.; Ravenhill, E.R. Friction and Wear Performance of Various Polymer Coatings for Journal Bearings under Stop Start Sliding. Lubricants 2020, 8, 1. [Google Scholar] [CrossRef]
- Nunez, E.E.; Gheisari, R.; Polycarpou, A.A. Tribology review of blended bulk polymers and their coatings for high-load bearing applications. Tribol. Int. 2019, 129, 92–111. [Google Scholar] [CrossRef]
- Bashandeh, K.; Tsigkis, V.; Lan, P.; Polycarpou, A.A. Extreme environment tribological study of advanced bearing polymers for space applications. Tribol. Int. 2021, 153, 106634. [Google Scholar] [CrossRef]
- Gebhard, A.; Jim, B.C. Formation, stability and degradation of transfer films formed by polyphenylene sulfide (PPS) and its composites in dry sliding against steel. Wear 2022, 500–501, 204343. [Google Scholar] [CrossRef]
- Rahmadiawan, D.; Abral, H.; Shi, S.-C.; Huang, T.-T.; Zainul, R.; Ambiyar, A.; Nurdin, H. Tribological Properties of Polyvinyl Alcohol/Uncaria Gambir Extract Composite as Potential Green Protective Film. Tribol. Ind. 2023, 45, 367. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Chemical Composition | |||
|---|---|---|---|---|
| Copper | Tin (wt.%) | Lead (wt.%) | Nickel (wt.%) | |
| SAE49 (Copper–Tin–Lead Alloy) | Rest | 0.7–2.0 | 19.0–27.0 | max. 0.2 |
| SAE794 (Copper–Tin–Lead Alloy) | Rest | 3.0–4.5 | 19.0–27.0 | max. 0.2 |
| CuSn8Ni (Copper–Tin–Nickel Alloy) | Rest | 7.0–9.0 | <0.1 | 0.7–1.3 |
| Specimen | Coating Thickness (µm) | Time to ECR Drop (s) | Mean COF (µ) | Linear Wear Rate (mm/h) | Wear Volume Loss (cm3) |
|---|---|---|---|---|---|
| Reference polymer overlay | 13 | 7 | 0.378 | 0.253 | 0.024 |
| NDP polymer overlay | 13 | 13 | 0.155 | 0.017 | 0.010 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ozdemir, I.; Bulbul, B.; Kiracbedel, U.; Grund, T.; Lampke, T. Wear Performance Evaluation of Polymer Overlays on Engine Bearings. Materials 2024, 17, 3802. https://doi.org/10.3390/ma17153802
Ozdemir I, Bulbul B, Kiracbedel U, Grund T, Lampke T. Wear Performance Evaluation of Polymer Overlays on Engine Bearings. Materials. 2024; 17(15):3802. https://doi.org/10.3390/ma17153802
Chicago/Turabian StyleOzdemir, Ismail, Bahattin Bulbul, Ugur Kiracbedel, Thomas Grund, and Thomas Lampke. 2024. "Wear Performance Evaluation of Polymer Overlays on Engine Bearings" Materials 17, no. 15: 3802. https://doi.org/10.3390/ma17153802
APA StyleOzdemir, I., Bulbul, B., Kiracbedel, U., Grund, T., & Lampke, T. (2024). Wear Performance Evaluation of Polymer Overlays on Engine Bearings. Materials, 17(15), 3802. https://doi.org/10.3390/ma17153802