
Compressive Failure Characteristics of 3D Four-Directional Braided Composites with Prefabricated Holes


Abstract
1. Introduction
2. Experiment
3. Finite Element Analysis
3.1. Mesoscopic Scale Parametric Model and Mesh
3.2. Progressive Damage Model
3.3. Defining Material Properties
4. Results and Discussion
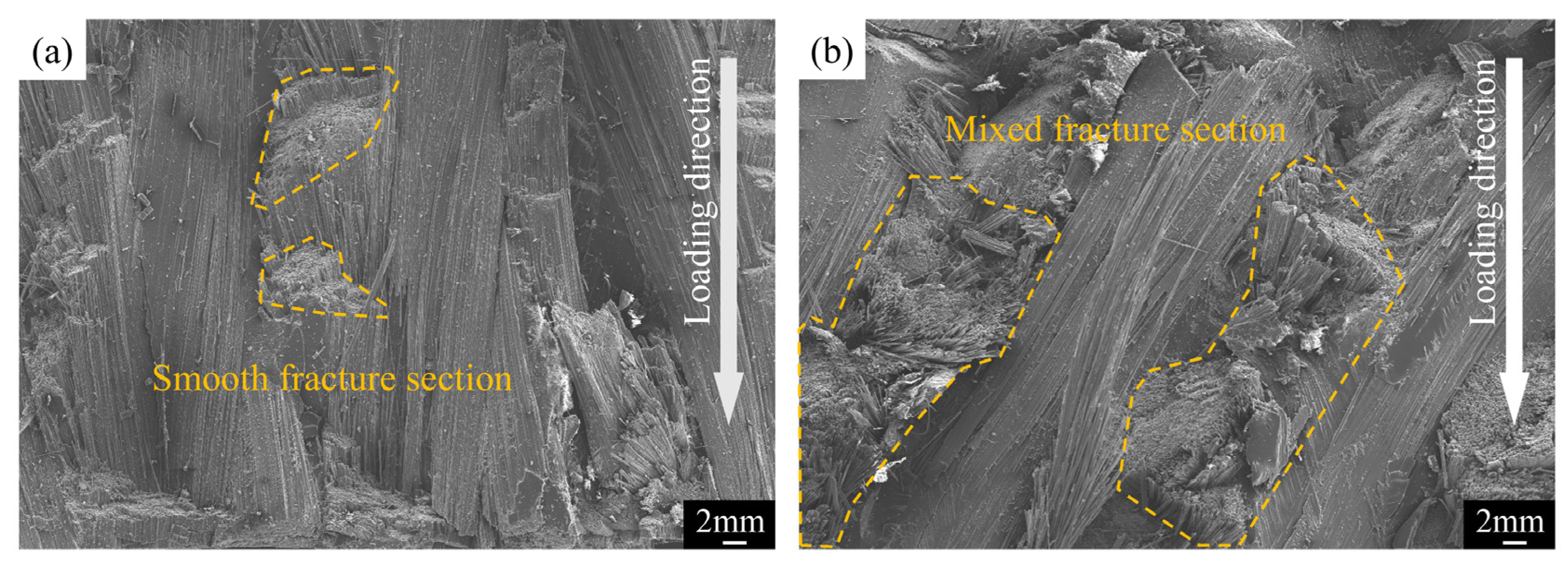
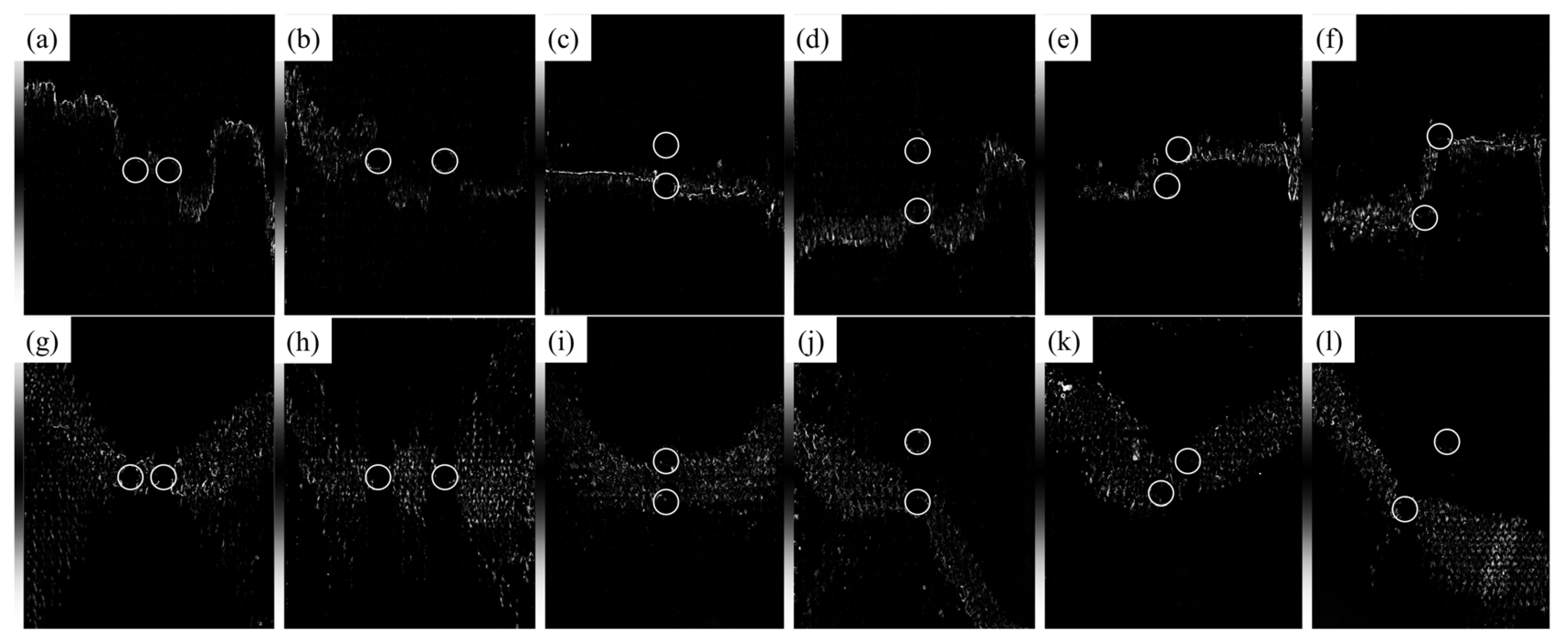
4.1. Damage Extension and Failure Mechanism
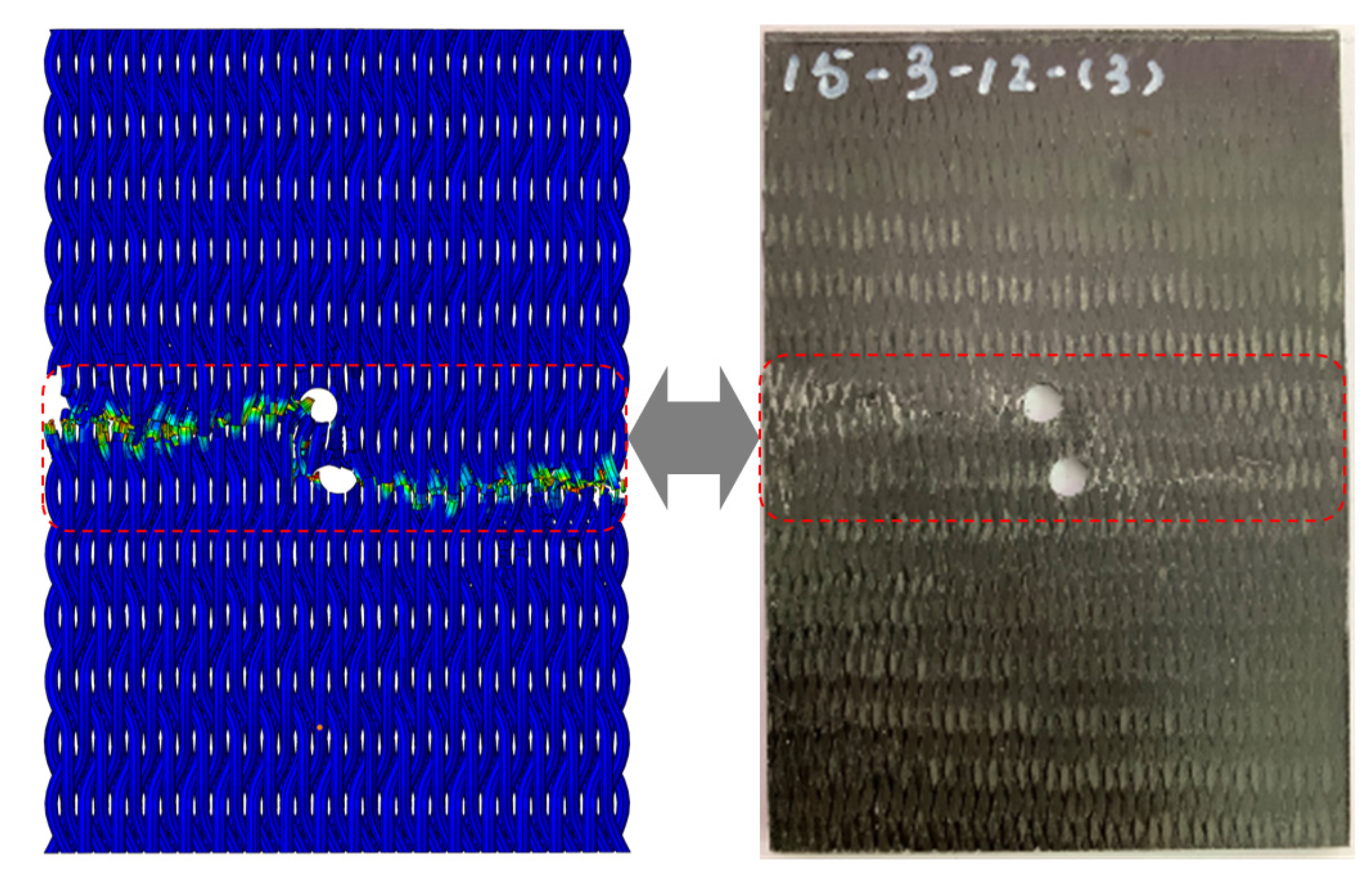
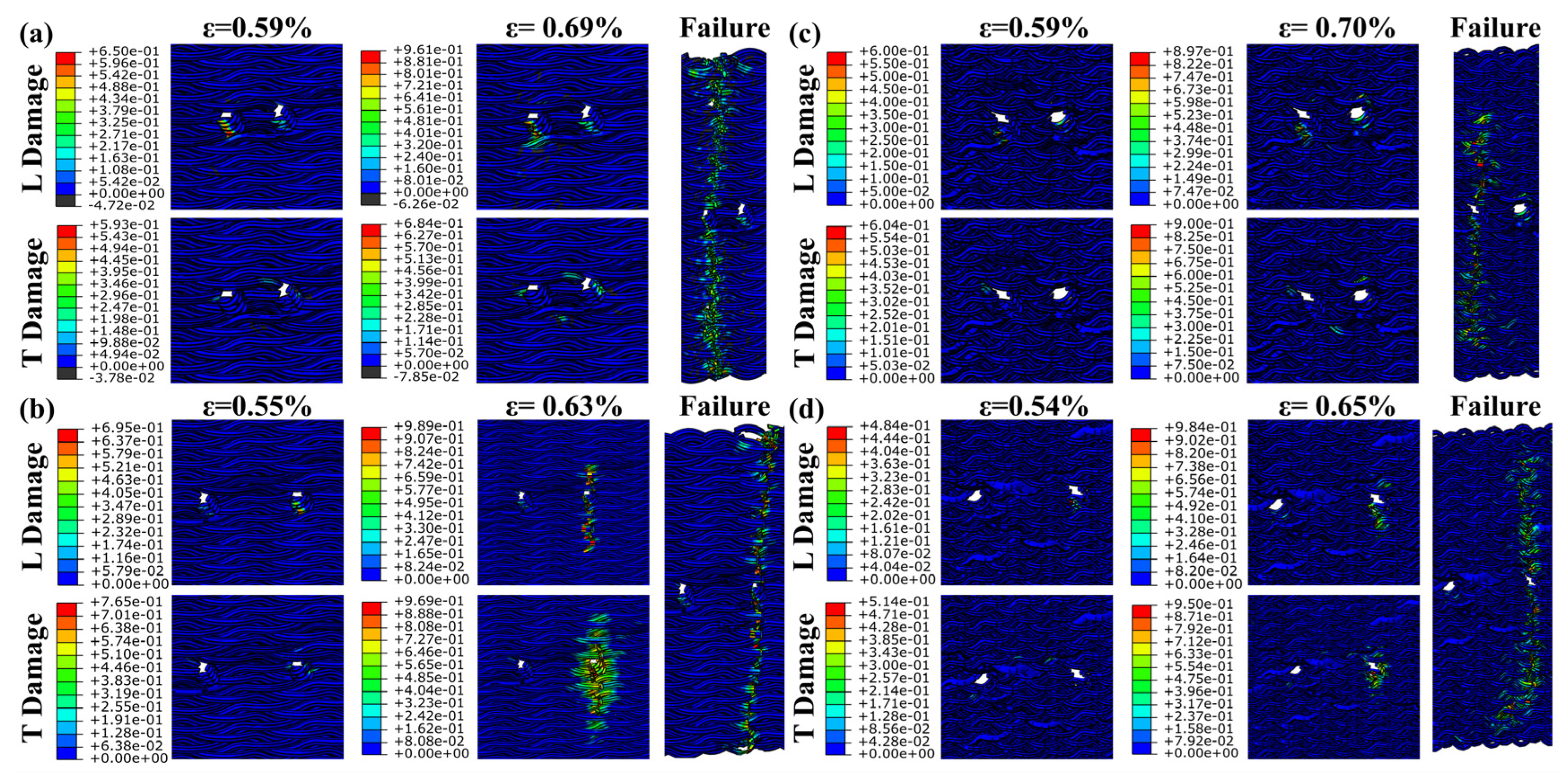
4.2. FEM’s Results
4.3. Analysis of Mechanical Properties
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gu, Q.; Quan, Z.; Yu, J.; Yan, J.; Sun, B.; Xu, G. Structural modeling and mechanical characterizing of three-dimensional four-step braided composites: A review. Compos. Struct. 2019, 207, 119–128. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Z.-G.; Wei, Y.-C.; Li, Z.-J.; Yi, Y.-P.; Wang, Y.-B. Novel processing technology and mesoscopic geometric modeling of a new three-dimensional (3D) braided composite and the study on its longitudinal mechanical properties. Compos. Struct. 2020, 251, 112525. [Google Scholar] [CrossRef]
- Orlovskyi, B.; Manoilenko, O.P.; Bezuhlyi, D. Object-Oriented Analysis of Frame 3D Textile Structures. J. Eng. Sci. 2023, 10, C26–C35. [Google Scholar] [CrossRef]
- Zhang, P.; Gui, L.-J.; Fan, Z.-J.; Yu, Q.; Li, Z.-K. Finite element modeling of the quasi-static axial crushing of braided composite tubes. Comput. Mater. Sci. 2013, 73, 146–153. [Google Scholar] [CrossRef]
- Arteiro, A.; Furtado, C.; Catalanotti, G.; Linde, P.; Camanho, P.P. Thin-ply polymer composite materials: A review. Compos. Part A Appl. Sci. Manuf. 2020, 132, 105777. [Google Scholar] [CrossRef]
- Bilisik, K. Three-dimensional braiding for composites: A review. Text. Res. J. 2012, 83, 1414–1436. [Google Scholar] [CrossRef]
- Zhang, Y.; Yan, S.; Jiang, L.; Fan, T.; Zhai, J.; Li, H. Couple effects of multi-impact damage and CAI capability on NCF composites. Rev. Adv. Mater. Sci. 2024, 63, 20240003. [Google Scholar] [CrossRef]
- Zhang, Y.; Yan, S.; Wang, X.; Guan, Y.; Du, C.; Fan, T.; Li, H.; Zhai, J. An Experimental Investigation of the Mechanism of Hygrothermal Aging and Low-Velocity Impact Performance of Resin Matrix Composites. Polymers 2024, 16, 16111477. [Google Scholar] [CrossRef] [PubMed]
- Mouritz, A.P.; Bannister, M.K.; Falzon, P.J.; Leong, K.H. Review of applications for advanced three-dimensional fibre textile composites. Compos. Part A 1999, 30, 1445–1461. [Google Scholar] [CrossRef]
- Carey, J.; Fahim, A.; Munro, M. Design of braided composite cardiovascular catheters based on required axial, flexural, and torsional rigidities. J. Biomed. Mater. Res. Part B Appl. Biomater. 2004, 70B, 73–81. [Google Scholar] [CrossRef] [PubMed]
- Gong, L.; Gao, X.; Yang, H.; Liu, Y.; Yao, X. Design on the driveshaft of 3D 4-Directional carbon fiber braided composites. Compos. Struct. 2018, 203, 466–473. [Google Scholar] [CrossRef]
- Fang, G.; Liang, J.; Lu, Q.; Wang, B.; Wang, Y. Investigation on the compressive properties of the three dimensional four-directional braided composites. Compos. Struct. 2011, 93, 392–405. [Google Scholar] [CrossRef]
- Zhu, H.; Du, X.B.; Li, D.S.; Jiang, L. Investigation of parameterized braiding parameters and loading directions on compressive behavior and failure mechanism of 3D four-directional braided composites. Compos. Struct. 2022, 287, 115357. [Google Scholar] [CrossRef]
- Gao, C.; Dai, W.; Gu, J.; Zeng, H.; Sun, H. Mechanical properties of 3D 4-directional braided composites with a central circular hole under tension. Mech. Adv. Mater. Struct. 2023, 1–13. [Google Scholar] [CrossRef]
- Ge, L.; Li, H.; Zheng, H.; Zhang, C.; Fang, D. Two-scale damage failure analysis of 3D braided composites considering pore defects. Compos. Struct. 2021, 260, 113556. [Google Scholar] [CrossRef]
- Ai, J.; Du, X.B.; Li, D.S.; Jiang, L. Parametric study on longitudinal and out-of-plane compressive properties, progressive damage and failure of 3D five-directional braided composites. Compos. Part A Appl. Sci. Manuf. 2022, 156, 106840. [Google Scholar] [CrossRef]
- Du, X.B.; Zhu, H.; Ai, J.; Li, D.S.; Jiang, L. Parameterized meso-scale modeling and experimental study on the tensile damage evolution and strength of 3D five-directional braided composites. Mater. Des. 2021, 205, 109702. [Google Scholar] [CrossRef]
- Liu, T.; Wu, X.; Sun, B.; Fan, W.; Han, W.; Yi, H. Investigations of defect effect on dynamic compressive failure of 3D circular braided composite tubes with numerical simulation method. Thin Walled Struct. 2021, 160, 107381. [Google Scholar] [CrossRef]
- Gause, L.W.; Alper, J.M. Structural Properties of Braided Graphite/Epoxy Composites. J. Compos. Technol. Res. 1987, 9, 141–150. [Google Scholar]
- Liang, S.; Zhou, Q.; Chen, G.; Frank, K. Open hole tension and compression behavior of 3D braided composites. Polym. Compos. 2020, 41, 2455–2465. [Google Scholar]
- Whitney, J.M.; Nuismer, R.J. Stress Fracture Criteria for Laminated Composites Containing Stress Concentrations. J. Compos. Mater. 2016, 8, 253–265. [Google Scholar] [CrossRef]
- Liang, S.; Zhou, Q.; Chen, G.E. Open hole size effects on tensile properties of 3D braided composites. Ind. Textila 2021, 72, 545–551. [Google Scholar] [CrossRef]
- Gao, C.; Gu, J.; Zeng, H.; Khatibi, A.A.; Sun, H. Prediction of the stress distributions and strength properties of 3-D braided composites with an eccentric circular hole. Mech. Mater. 2023, 185, 104776. [Google Scholar] [CrossRef]
- Hwan, C.-L.; Tsai, K.H.; Chen, W.-L.; Chiu, C.-H.; Wu, C.M. Strength prediction of braided composite plates with a center hole. J. Compos. Mater. 2011, 45, 1991–2002. [Google Scholar] [CrossRef]
- Ghaedsharaf, M.; Brunel, J.-E.; Laberge Lebel, L. Multiscale numerical simulation of the forming process of biaxial braids during thermoplastic braid-trusion: Predicting 3D and internal geometry and fiber orientation distribution. Compos. Part A Appl. Sci. Manuf. 2021, 150, 106637. [Google Scholar] [CrossRef]
- Maji, P.; Singh, B.N. Free vibration responses of 3D braided rotating cylindrical shells based on third-order shear deformation. Compos. Struct. 2021, 260, 113255. [Google Scholar] [CrossRef]
- Zhou, H.; Li, C.; Zhang, L.; Crawford, B.; Milani, A.S.; Ko, F.K. Micro-XCT analysis of damage mechanisms in 3D circular braided composite tubes under transverse impact. Compos. Sci. Technol. 2018, 155, 91–99. [Google Scholar] [CrossRef]
- Balokas, G.; Kriegesmann, B.; Czichon, S.; Rolfes, R. A variable-fidelity hybrid surrogate approach for quantifying uncertainties in the nonlinear response of braided composites. Comput. Methods Appl. Mech. Eng. 2021, 381, 113851. [Google Scholar] [CrossRef]
- Masoumi, M.; Mansoori, H.; Dastan, T.; Sheikhzadeh, M. Intralayer hybridization of triaxially braided composite lamina using carbon and basalt fibers: Experimental and numerical study. Compos. Struct. 2021, 267, 113896. [Google Scholar] [CrossRef]
- Sun, X.; Sun, C. Mechanical properties of three-dimensional braided composites. Compos. Struct. 2004, 65, 485–492. [Google Scholar] [CrossRef]
- Barsky, B.A.; Beatty, J.C. Local Control of Bias and Tension in Beta-splines. ACM Trans. Graph. 1983, 2, 109–134. [Google Scholar] [CrossRef]
- Tea Jin, K.; Kim, S.; Jung, K. Analysis of Geometrical Parameters using a CAD System for a 3-D Braided Preform. Text. Res. J. 2008, 78, 922–935. [Google Scholar] [CrossRef]
- Hashin, Z. Failure Criteria for Unidirectional Fiber Composites. J. Appl. Mech. 1980, 47, 329–334. [Google Scholar] [CrossRef]
- Li, Z.-J.; Dai, H.-L.; Liu, Z.-G.; Wang, Y. Micro-CT based parametric modeling and damage analysis of three-dimensional rotary-five-directional braided composites under tensile load. Compos. Struct. 2023, 309, 116734. [Google Scholar] [CrossRef]
- Tian, Z.; Yan, Y.; Li, J.; Hong, Y.; Guo, F. Progressive damage and failure analysis of three-dimensional braided composites subjected to biaxial tension and compression. Compos. Struct. 2018, 185, 496–507. [Google Scholar] [CrossRef]
- Chamis, C.C. Mechanics of Composite Materials: Past, Present and Future. J Compos Technol. Res. 1989, 11, 3–14. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tape | Properties |
|---|---|
| Carbon fiber | TORAY T700-SC-12000-50B |
| Matrix | TED-86·epoxy resin matrix |
| Fabric structure | Three-Dimensional Four-Directional |
| Braiding Angles | 15° and 30° |
| Measure | 88 mm × 3 mm × 125 mm |
| Pitch length | 41.0 + 1.0 mm (15°) 21.5 + 1.0 mm (30°) |
| Pitch width | 11.0 + 0.5 mm (15°) 12.5 + 0.5 mm (30°) |
| Overall fiber volume content | (62.02 ± 1)% (15°) (63.98 ± 1)% (30°) |
| Fiber filling factor | 75% |
| α (°) | λ (g/m) | ρ (g/cm3) | w (mm) | h (mm) | Vf (%) |
|---|---|---|---|---|---|
| 15 | 0.8 | 1.8 | 0.9465 | 1.7662 | 60 |
| 30 | 0.8 | 1.8 | 1.14 | 0.99 | 50 |
| 12K-T700 Carbon Fibers | TDE-86 | ||
|---|---|---|---|
| Longitudinal tensile elastic modulus, E1 | 230 GPa | Elastic modulus, E1 = E2 = E3 | 2.5 GPa |
| Longitudinal compressive elastic modulus, E1 | 130 GPa | Poisson’s ratio, μ12 = μ13 = μ23 | 0.35 |
| Transverse elastic modulus, E2 = E3 | 15 GPa | Shear modulus, G12 = G13 = G23 | 1.28 GPa |
| Longitudinal Poisson’s ratio, μ12 = μ13 | 0.28 | Density, ρ | 1.19 g/cm3 |
| Transverse Poisson’s ratio, μ23 | 0.4 | ||
| Longitudinal shear modulus, G12 = G13 | 20 GPa | ||
| Transverse shear modulus, G23 | 5.36 GPa | ||
| Longitudinal tensile strength, F1T | 4900 MPa | ||
| Density, ρ | 1.8 g/cm3 |
| GLt (N/mm) | GLc (N/mm) | GTt (N/mm) | GTc (N/mm) | Gmt (N/mm) | Gmc (N/mm) |
|---|---|---|---|---|---|
| 8 | 8 | 1.5 | 1.5 | 1 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Li, H.; Zhang, Y.; Guan, Y.; Yan, S.; Zhai, J. Compressive Failure Characteristics of 3D Four-Directional Braided Composites with Prefabricated Holes. Materials 2024, 17, 3821. https://doi.org/10.3390/ma17153821
Wang X, Li H, Zhang Y, Guan Y, Yan S, Zhai J. Compressive Failure Characteristics of 3D Four-Directional Braided Composites with Prefabricated Holes. Materials. 2024; 17(15):3821. https://doi.org/10.3390/ma17153821
Chicago/Turabian StyleWang, Xin, Hanhua Li, Yuxuan Zhang, Yue Guan, Shi Yan, and Junjun Zhai. 2024. "Compressive Failure Characteristics of 3D Four-Directional Braided Composites with Prefabricated Holes" Materials 17, no. 15: 3821. https://doi.org/10.3390/ma17153821
APA StyleWang, X., Li, H., Zhang, Y., Guan, Y., Yan, S., & Zhai, J. (2024). Compressive Failure Characteristics of 3D Four-Directional Braided Composites with Prefabricated Holes. Materials, 17(15), 3821. https://doi.org/10.3390/ma17153821