
Mechanical Properties and Microanalytical Study of Concrete Reinforced with Blended Corn Straw and Scrap Steel Fibers

Abstract
1. Introduction
2. Experimental Design
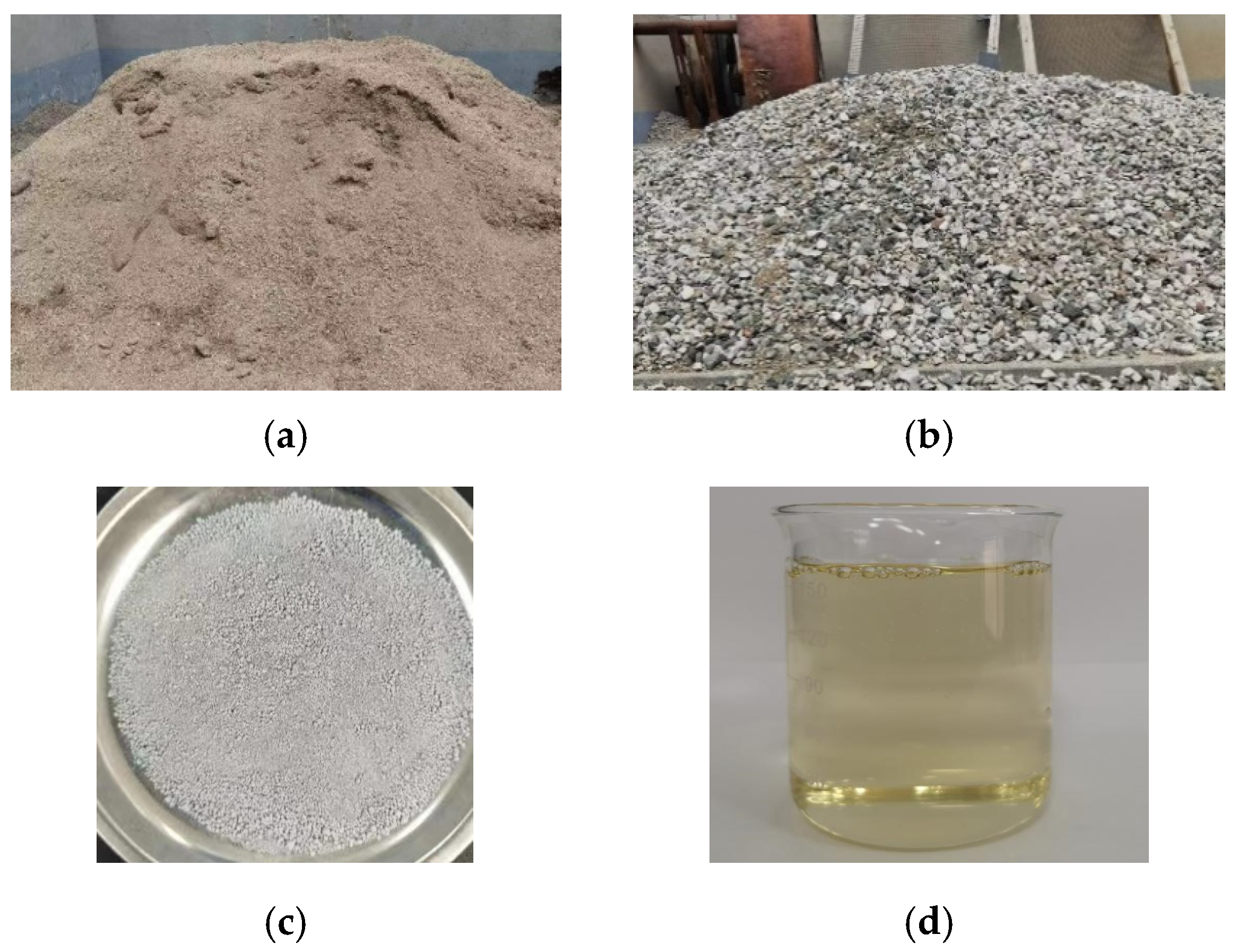
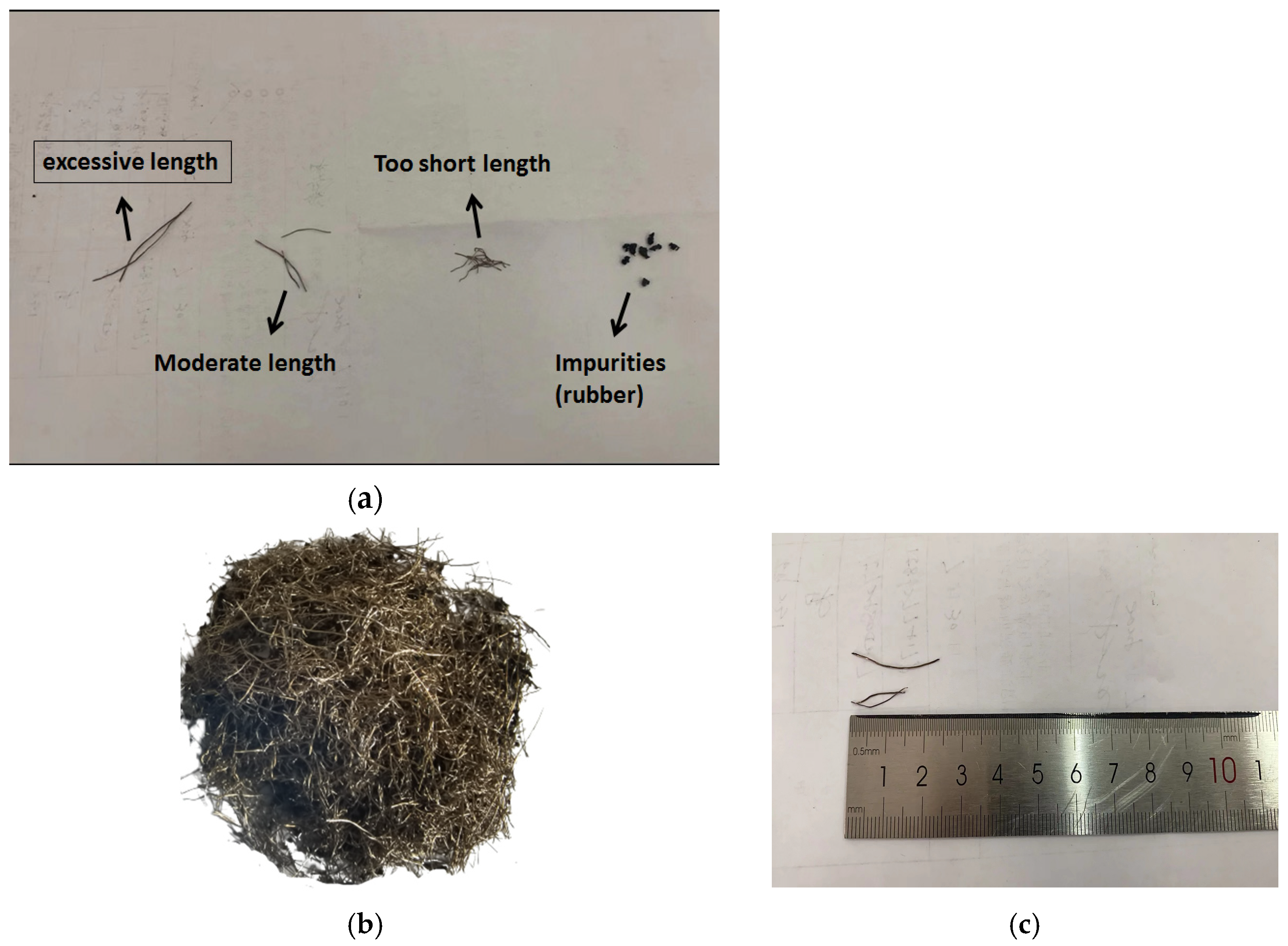
2.1. Raw Material
2.2. Test Equipment
2.3. Mixing Ratio Design
2.4. Specimen Design
2.5. Specimen Fabrication
2.6. Data Acquisition
2.6.1. Cubic Compressive Strength
2.6.2. Splitting Tensile Strength
2.6.3. Flexural Strength
2.6.4. Impact Strength
3. Results and Analysis
3.1. Cube Compressive Strength Test
3.1.1. Cubic Compressive Strength Damage Patterns
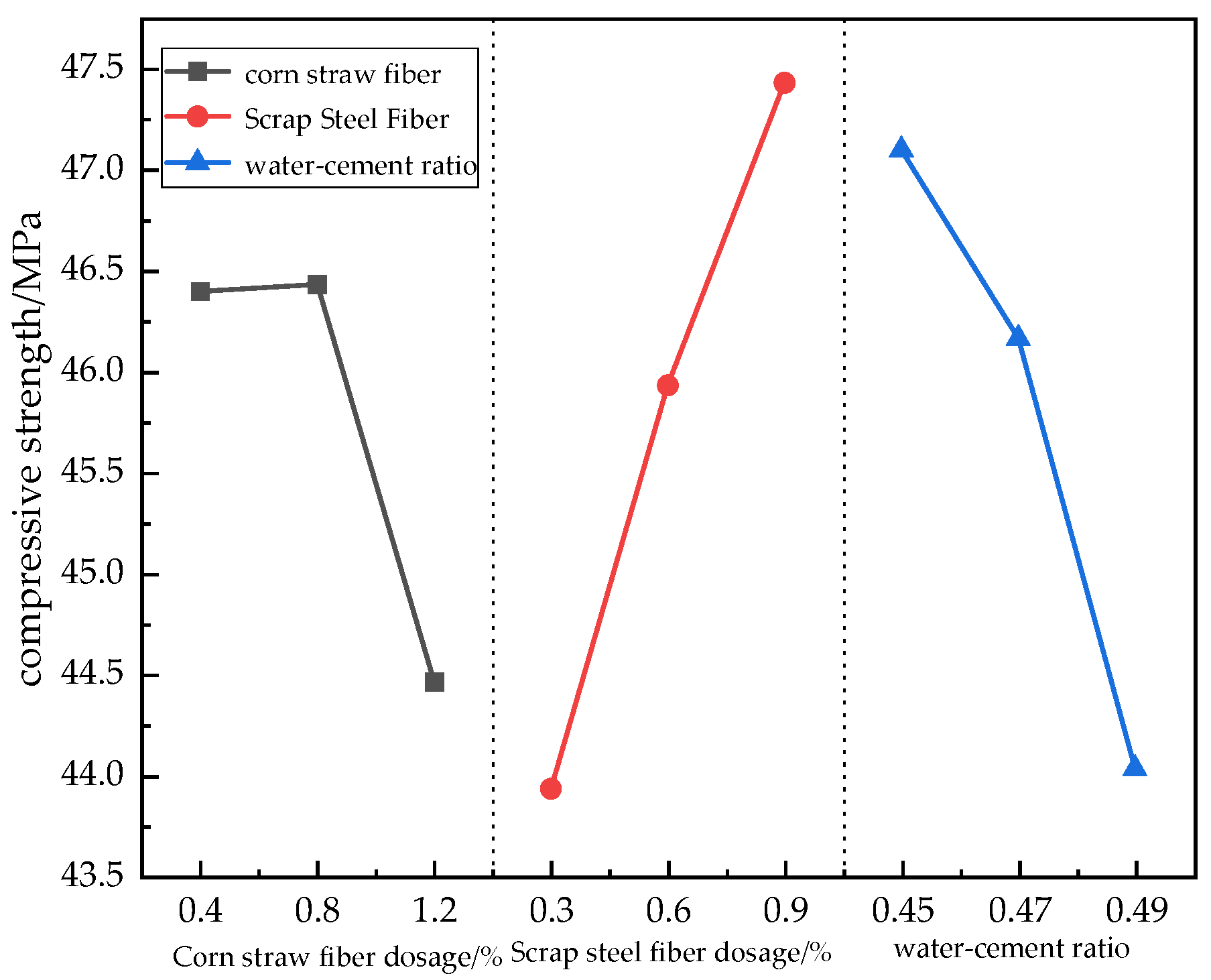
3.1.2. Cubic Compressive Strength Analysis
3.2. Splitting Tensile Strength Test
3.2.1. Splitting Tensile Strength Damage Patterns
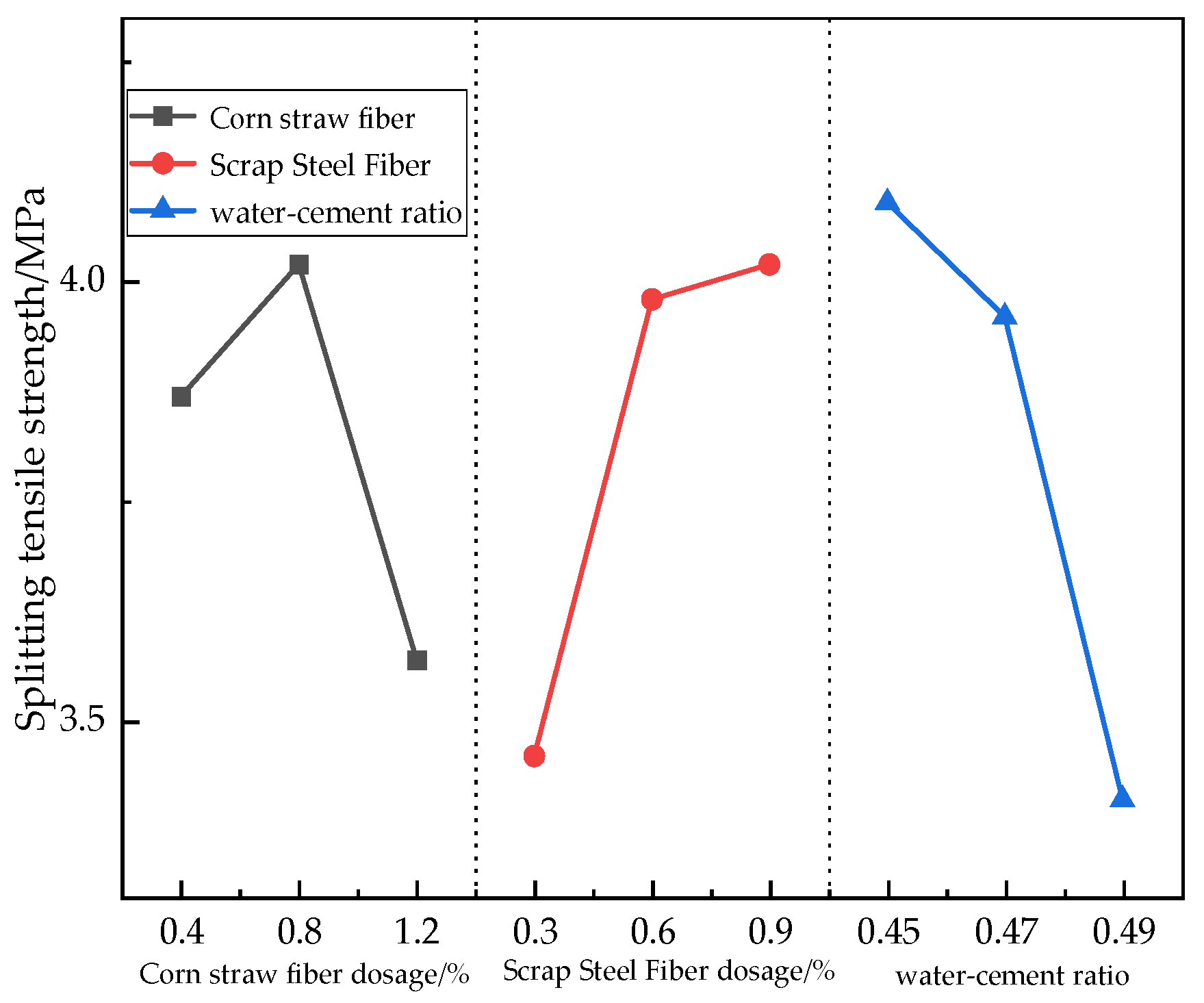
3.2.2. Splitting Tensile Strength Analysis
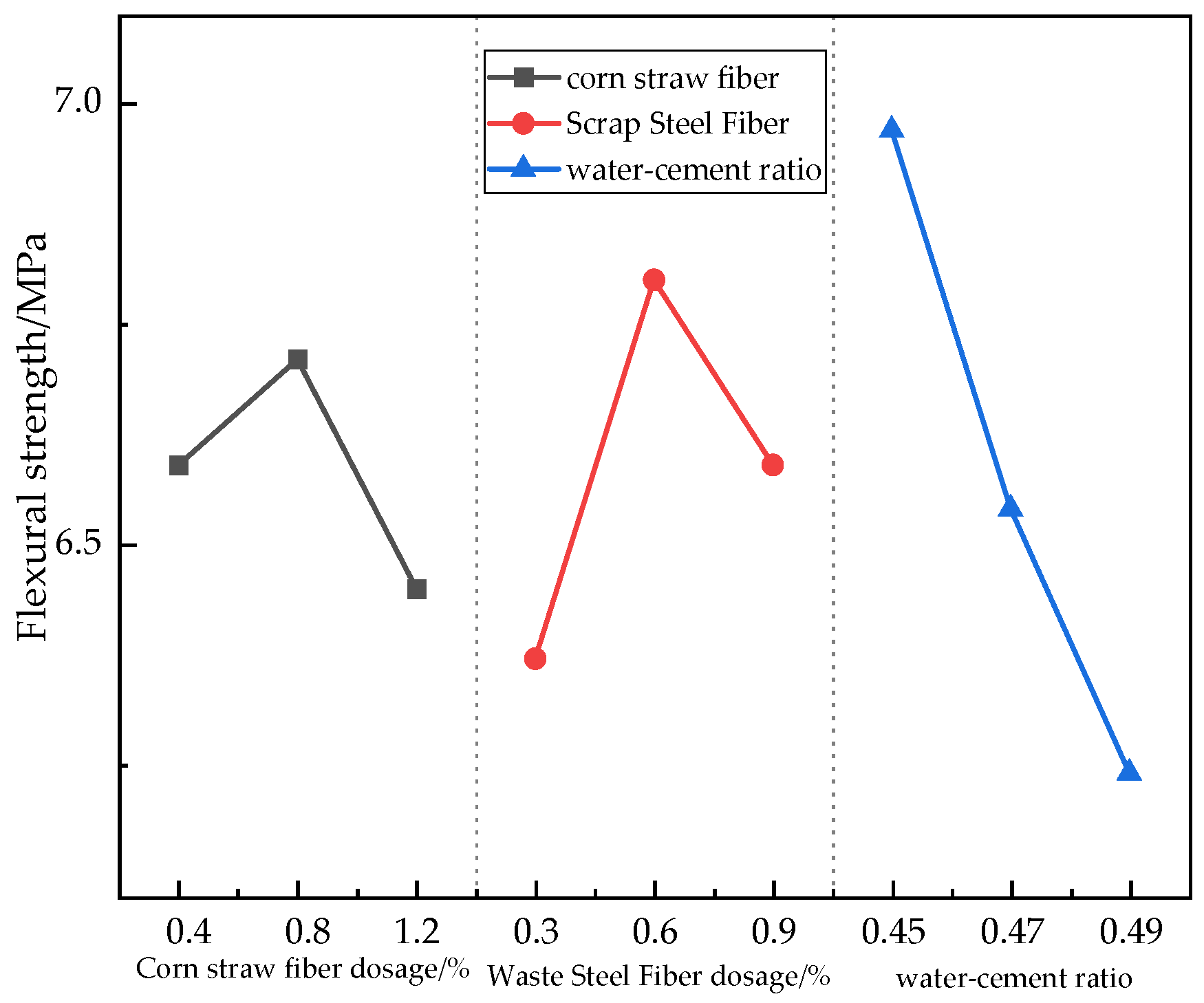
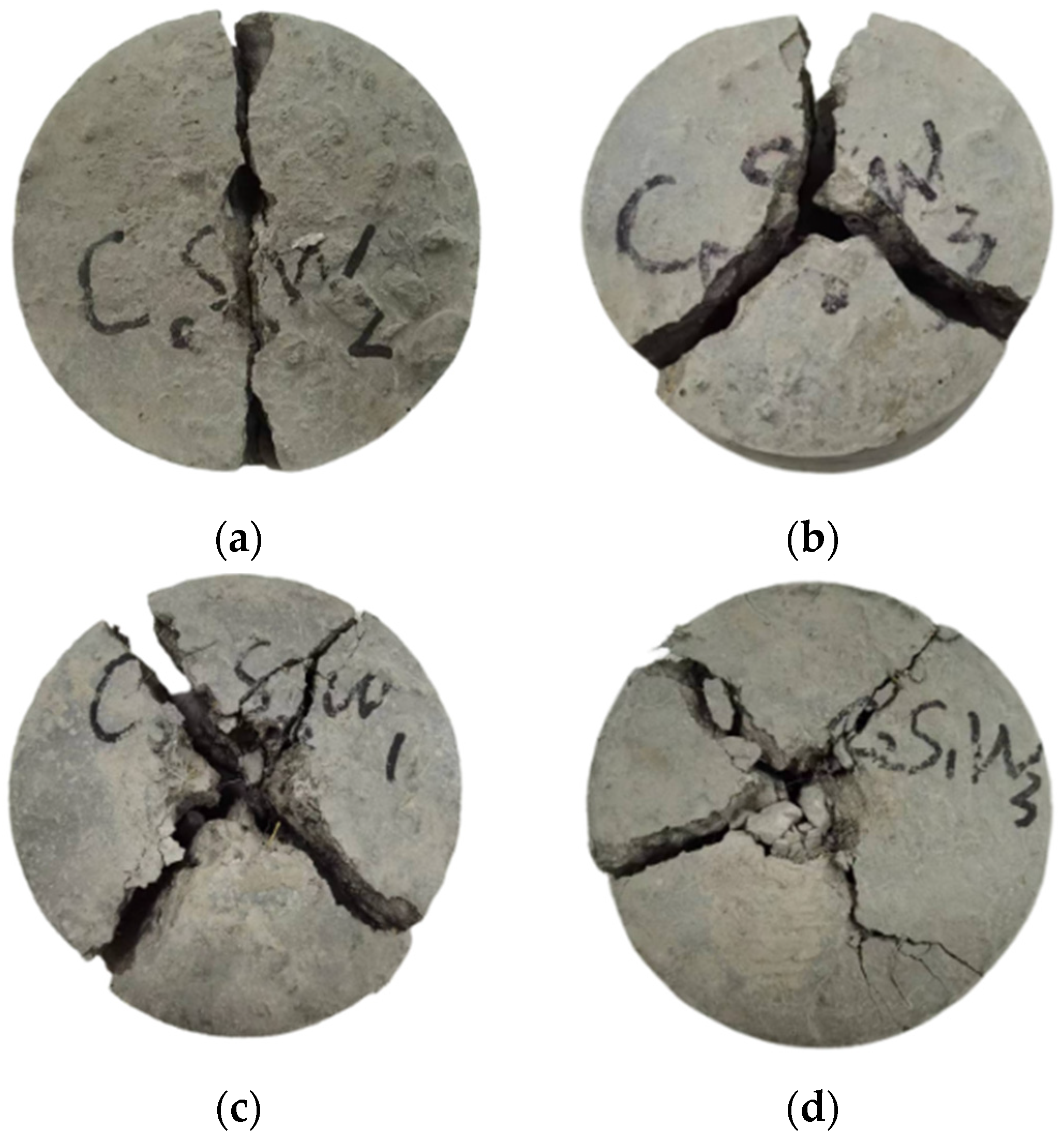
3.3. Flexural Strength Test
3.3.1. Flexural Strength Damage Pattern
3.3.2. Flexural Strength Analysis
3.4. Impact Strength Test
3.4.1. Impact Strength Damage Pattern
3.4.2. Impact Strength Analysis
4. Microanalysis
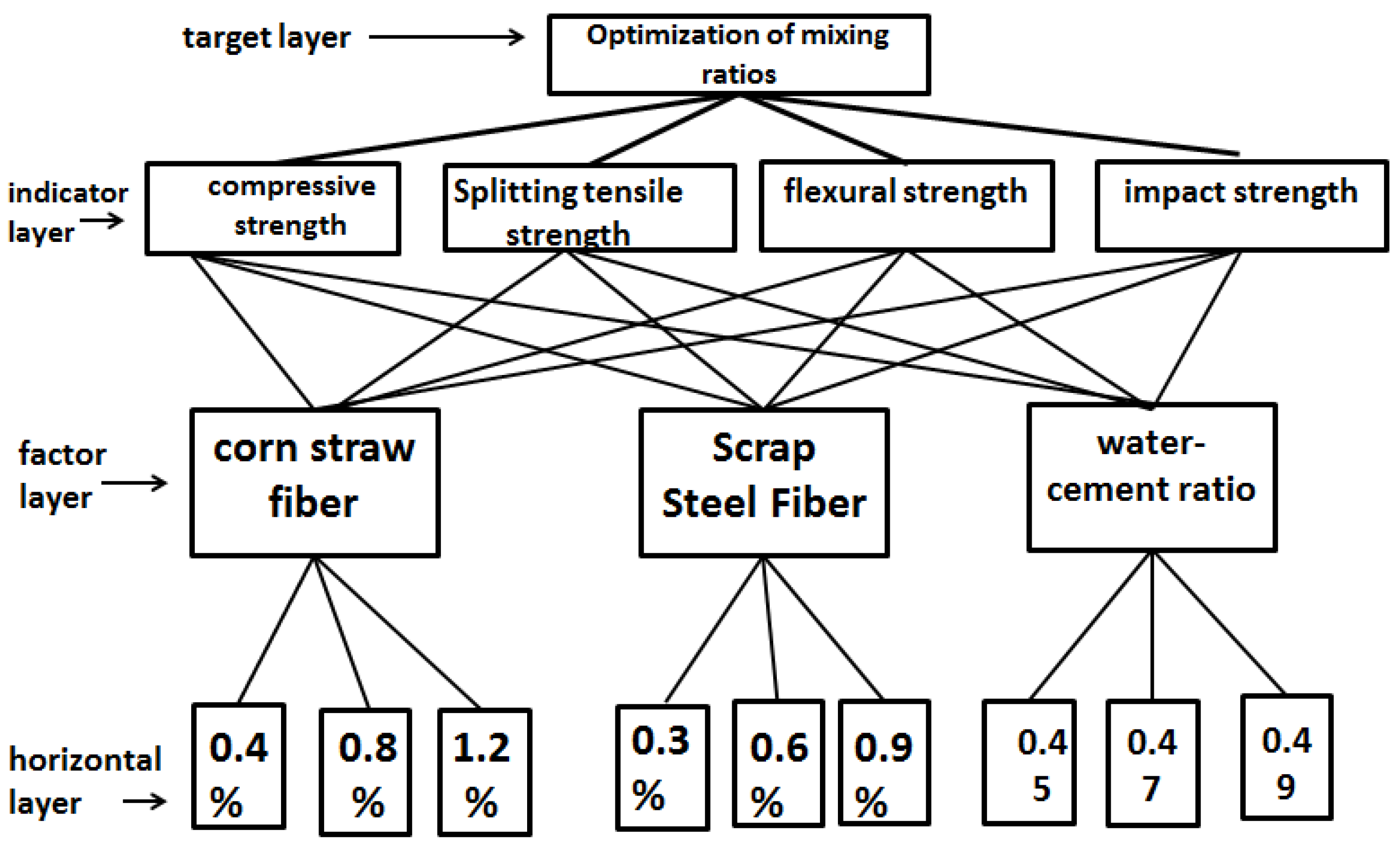
5. Hierarchical Analysis of the Mechanical Parts of the Blended Straw–Waste-Steel-Fiber Concrete
5.1. Significance of Hierarchical Analysis
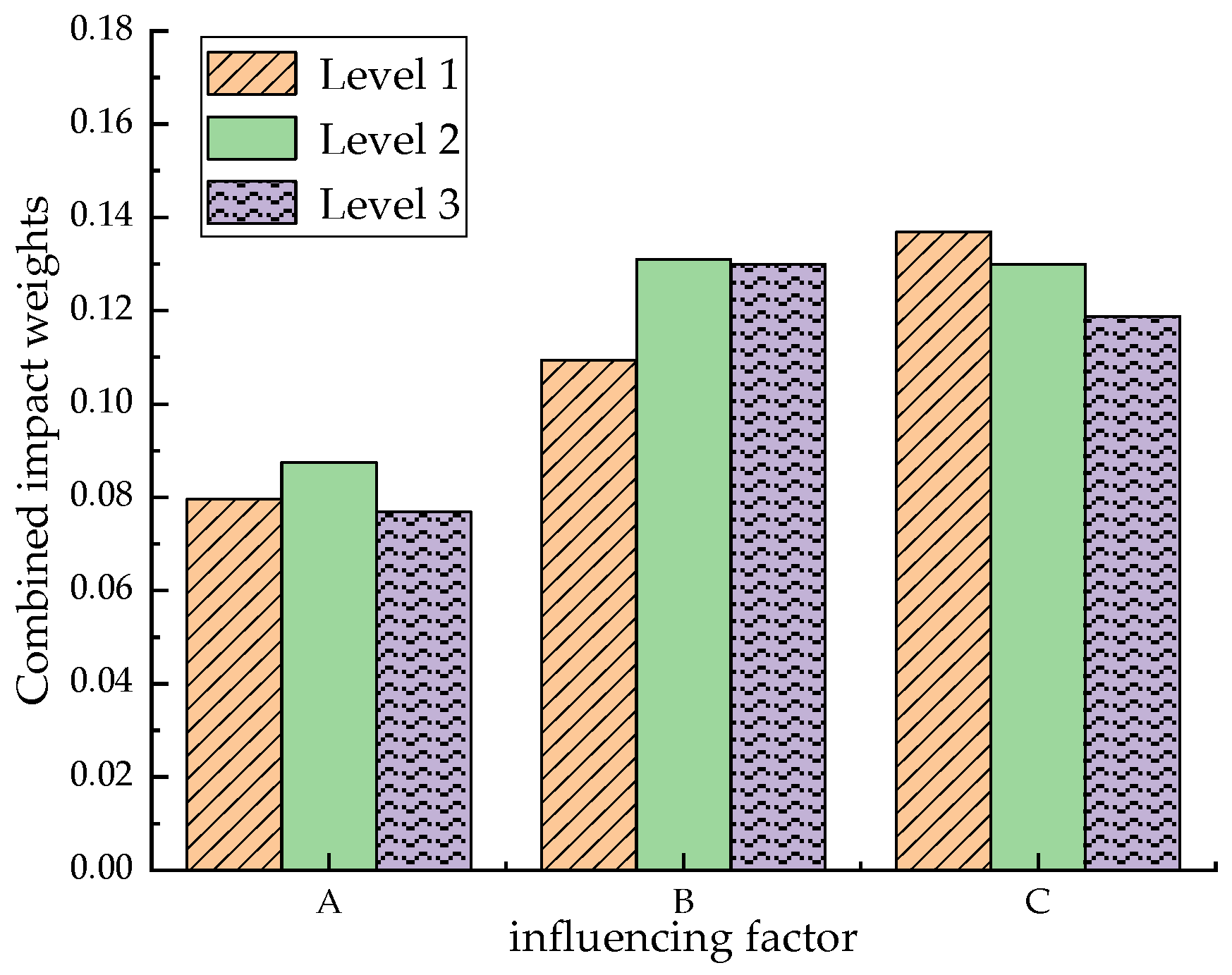
5.2. Model Building
5.3. Optimal Mixing Ratio
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lu, L.; Xu, W.; Wu, S.; Wang, S.; Zhao, Z.; Ji, Y. Bond Property between Rebars and Basalt Fiber–Reinforced Concrete after Exposure to High Temperatures. J. Mater. Civ. Eng. 2023, 35, 04023333. [Google Scholar] [CrossRef]
- Yang, G.; Dong, Z.; Bi, J.; Zhao, K.; Li, F. Experimental study on the dynamic splitting tensile properties of polyvinyl-alcohol-fiber-reinforced cementitious composites. Constr. Build. Mater. 2023, 383, 131233. [Google Scholar] [CrossRef]
- Asgarian, A.; Roshan, N.; Ghalehnovi, M. The Strength, Microstructure, and ecological assessment of concrete mix incorporating waste glass powder and polypropylene fiber. Constr. Build. Mater. 2023, 371, 130726. [Google Scholar] [CrossRef]
- Shen, L.; Yao, X.; Di Luzio, G.; Jiang, M.; Han, Y. Mix optimization of hybrid steel and polypropylene fiber-reinforced concrete for anti-thermal spalling. J. Build. Eng. 2023, 63, 105409. [Google Scholar] [CrossRef]
- Başsürücü, M.; Fenerli, C.; Kına, C.; Akbaş, Ş.D. Effect of fiber type, shape and volume fraction on mechanical and flexural properties of concrete. J. Sustain. Constr. Mater. Technol. 2022, 7, 158–171. [Google Scholar] [CrossRef]
- Kim, S.; Dale, B.E.; Zhang, X.; Jones, C.D.; Reddy, A.D.; Izaurralde, R.C. The renewable fuel standard may limit overall greenhouse gas savings by corn straw-based cellulosic biofuels in the US Midwest: Effects of the regulatory approach on projected emissions. Environ. Sci. Technol. 2019, 53, 2288–2294. [Google Scholar] [CrossRef]
- Wu, Z.; Wang, X.; Chen, Z. Experimental study on preparation and performance of the Corn Straw Fiber (CSF) reinforced EPS concrete. J. Build. Eng. 2024, 89, 109378. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Y.; Tian, H.; Sun, S.; Zhang, L.; Zhou, R.; Han, C. Mechanical properties and toughening effect of rice straw fiber-reinforced soil. Case Stud. Constr. Mater. 2024, 21, e03511. [Google Scholar] [CrossRef]
- Hou, Y.; Yang, K.; Yin, S.; Yu, X.; Kou, P.; Wang, Y. Enhancing workability, strength, and microstructure of cemented tailings backfill through mineral admixtures and fibers. J. Build. Eng. 2024, 84, 108590. [Google Scholar] [CrossRef]
- Dušek, J.; Jerman, M.; Podlena, M.; Böhm, M.; Černý, R. Sustainable composite material based on surface-modified rape straw and environment-friendly adhesive. Constr. Build. Mater. 2021, 300, 124036. [Google Scholar] [CrossRef]
- Niyigena, C.; Amziane, S.; Chateauneuf, A.; Arnaud, L.; Bessette, L.; Collet, F. Variability of the mechanical properties of hemp concrete. Mater. Today Commun. 2016, 7, 122–133. [Google Scholar] [CrossRef]
- Aldaood, A.; Khalil, A.; Bouasker, M.; Al-Mukhtar, M. Experimental study on the mechanical behavior of cemented soil reinforced with straw fiber. Geotech. Geol. Eng. 2021, 39, 2985–3001. [Google Scholar] [CrossRef]
- Agwa, I.S.; Omar, O.M.; Tayeh, B.A.; Abdelsalam, B.A. Effects of using rice straw and cotton stalk ashes on the properties of lightweight self-compacting concrete. Constr. Build. Mater. 2020, 235, 117541. [Google Scholar] [CrossRef]
- Bheel, N.; Ibrahim, M.H.W.; Adesina, A.; Kennedy, C.; Shar, I.A. Mechanical performance of concrete incorporating wheat straw ash as partial replacement of cement. J. Build. Pathol. Rehabil. 2021, 6, 4. [Google Scholar] [CrossRef]
- Wang, G.; Han, Y. Research on the performance of straw fiber concrete. In Proceedings of the IOP Conference Series: Materials Science and Engineering, 2018 5th International Conference on Advanced Composite Materials and Manufacturing Engineering, Xishuangbanna, China, 16–17 June 2018; IOP Publishing: Bristol, UK, 2018; Volume 394, p. 032080. [Google Scholar]
- Toledo Filho, R.D.; Ghavami, K.; England, G.L.; Scrivener, K. Development of vegetable fibre–mortar composites of improved durability. Cem. Concr. Compos. 2003, 25, 185–196. [Google Scholar] [CrossRef]
- Simalti, A.; Singh, A.P. Comparative study on direct shear behavior of manufactured and recycled shredded tyre steel fiber reinforced self-consolidating concrete. J. Build. Eng. 2020, 29, 101169. [Google Scholar] [CrossRef]
- Sayahi, F.; Emborg, M.; Hedlund, H.; Cwirzen, A. Effect of steel fibres extracted from recycled tyres on plastic shrinkage cracking in self-compacting concrete. Mag. Concr. Res. 2021, 73, 1270–1282. [Google Scholar] [CrossRef]
- Hu, H.; Papastergiou, P.; Angelakopoulos, H.; Guadagnini, M.; Pilakoutas, K. Mechanical properties of SFRC using blended manufactured and recycled tyre steel fibres. Constr. Build. Mater. 2018, 163, 376–389. [Google Scholar] [CrossRef]
- Binglin, Y. Research status and prospect of waste steel fiber reinforced con-crete. In Proceedings of the E3S Web of Conferences, 2021 3rd International Conference on Civil Architecture and Energy Science (CAES 2021), Hangzhou, China, 19–21 March 2021; EDP Sciences: Les Ulis, France, 2021; Volume 248, p. 03039. [Google Scholar]
- Drdlová, M.; Sviták, O.; Prachař, V. Slurry infiltrated fibre concrete with waste steel fibres from tires-the behaviour under static and dynamic load. In Materials Science Forum; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2017; Volume 908, pp. 76–82. [Google Scholar]
- Hindu, A.K.; Ali, T.H.; Habib, A.F. Effect of length of steel fibers of waste tires on splitting tensile strength of concrete. In Proceedings of the MATEC Web of Conferences, International Conference on Advances in Civil and Environmental Engineering (ICAnCEE 2018), Bali, Indonesia, 24–25 October 2018; EDP Sciences: Bristol, UK, 2019; Volume 276, p. 01003. [Google Scholar]
- Isa, M.N.; Pilakoutas, K.; Guadagnini, M.; Angelakopoulos, H. Mechanical performance of affordable and eco-efficient ultra-high performance concrete (UHPC) containing recycled tyre steel fibres. Constr. Build. Mater. 2020, 255, 119272. [Google Scholar] [CrossRef]
- Ramakrishna, G.; Sundararajan, T. Impact strength of a few natural fibre reinforced cement mortar slabs: A comparative study. Cem. Concr. Compos. 2005, 27, 547–553. [Google Scholar] [CrossRef]
- Aiello, M.A.; Leuzzi, F.; Centonze, G.; Maffezzoli, A. Use of steel fibres recoveredfrom waste tyres as reinforcement in concrete: Pull-out behaviour, compressive and flexural strength. Waste Manag. 2009, 29, 1960–1970. [Google Scholar] [CrossRef]
- Caggiano, A.; Folino, P.; Lima, C.; Martinelli, E.; Pepe, M. On the mechanical response of Hybrid Fiber Reinforced Concrete with Recycled and Industrial Steel Fibers. Constr. Build. Mater. 2017, 147, 286–295. [Google Scholar] [CrossRef]
- Mastali, M.; Dalvand, A.; Sattarifard, A.R.; Illikainen, M. Development of eco-efficient and cost-effective reinforced self-consolidation concretes with hybrid industrial/recycled steel fibers. Constr. Build. Mater. 2018, 166, 214–226. [Google Scholar] [CrossRef]
- Sengul, O. Mechanical behavior of concretes containing waste steel fibers recovered from scrap tires. Constr. Build. Mater. 2016, 122, 649–658. [Google Scholar] [CrossRef]
- Al-Tikrite, A.; Hadi, M.N.S. Mechanical properties of reactive powder concrete containing industrial and waste steel fibres at different ratios under compression. Constr. Build. Mater. 2017, 154, 1024–1034. [Google Scholar] [CrossRef]
- Xiao, L.; Liu, X.; Jing-Yao, L. Effect of alkali treatment of straw fiber on mechanical properties of alkali slag cement composites. In Proceedings of the 2019 3rd International Workshop on Renewable Energy and Development (IWRED 2019), Guangzhou, China, 8–10 March 2019; IOP Publishing: Bristol, UK, 2019; Volume 267, p. 022028. [Google Scholar]
- JGJ 55-2011; Specification for the Design of General Coagulation Proportions. Ministry of Construction of the People’s Republic of China: Beijing, China, 2011.
- GB/T 50081-2002; Test Standard for Mechanical Properties of Ordinary Concrete. Ministry of Construction of the People’s Republic of China: Beijing, China, 2002.
- JGJ/T221-2010; Technical Specification for Fiber Concrete Application. Ministry of Construction of the People’s Republic of China: Beijing, China, 2010.
- Zhang, H.; Hu, F.; Duan, Y.; Yang, J.; Duan, Z.; Cao, L. Interaction mechanism of cementitious composites containing different twisted PVA fiber bundles. Buildings 2023, 13, 2194. [Google Scholar] [CrossRef]
- Waris, M.A.; Sahar, U.U.; Akmal, U.; Khurram, N.; Aslam, F.; Fathi, D. Coupled effect of waste tire rubber and steel fibers on the mechanical properties of concrete. Mater. Sci.-Pol. 2022, 40, 49–59. [Google Scholar] [CrossRef]
- Ju, Y.; Zhu, M.; Zhang, X.; Wang, D. Influence of steel fiber and polyvinyl alcohol fiber on properties of high performance concrete. Struct. Concr. 2022, 23, 1687–1703. [Google Scholar] [CrossRef]
- Vairagade, V.S.; Dhale, S.A. Impact resistance of hybrid steel fiber reinforced concrete. Hybrid Adv. 2023, 3, 100048. [Google Scholar] [CrossRef]
- Raza, S.S.; Ali, B.; Noman, M.; Hussain, I. Development of reactive powder concrete with recycled tyre steel fiber. Materialia 2022, 22, 101386. [Google Scholar] [CrossRef]
- Moein, M.M.; Saradar, A.; Rahmati, K.; Rezakhani, Y.; Ashkan, S.A.; Karakouzian, M. Reliability analysis and experimental investigation of impact resistance of concrete reinforced with polyolefin fiber in different shapes, lengths, and doses. J. Build. Eng. 2023, 69, 106262. [Google Scholar] [CrossRef]
- Lubej, S.; Anžel, I.; Jelušič, P.; Kosec, L.; Ivanič, A. The effect of delayed ettringite formation on fine grained aerated concrete mechanical properties. Sci. Eng. Compos. Mater. 2016, 23, 325–334. [Google Scholar] [CrossRef]
- Yi, Y.; Zhu, D.; Guo, S.; Zhang, Z.; Shi, C. A review on the deterioration and approaches to enhance the durability of concrete in the marine environment. Cem. Concr. Compos. 2020, 113, 103695. [Google Scholar] [CrossRef]
- Lee, B.; Kim, G.; Nam, J.; Cho, B.; Hama, Y.; Kim, R. Compressive strength, resistance to chloride-ion penetration and freezing/thawing of slag-replaced concrete and cementless slag concrete containing desulfurization slag activator. Constr. Build. Mater. 2016, 128, 341–348. [Google Scholar] [CrossRef]
- Li, Y.; Chen, P.; Liu, Y.; Zhang, L. Study on axial compressive behavior and stress–strain relationship of fiber-reinforced alkali-slag recycled concrete. Constr. Build. Mater. 2023, 408, 133606. [Google Scholar] [CrossRef]
- Esaker, M.; Thermou, G.E.; Neves, L. Impact resistance of concrete and fibre-reinforced concrete: A review. Int. J. Impact Eng. 2023, 180, 104722. [Google Scholar] [CrossRef]
- Sun, Z.; Li, Y.; Su, L.; Niu, D.; Luo, D.; He, W.; Xie, S. Investigation of electrical resistivity for fiber-reinforced coral aggregate concrete. Constr. Build. Mater. 2024, 414, 135011. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fineness Modulus | Apparent Density (kg/m3) | Packing Density (kg/m3) | Mud Content (%) |
|---|---|---|---|
| 2.41 | 2640 | 1868 | 2 |
| Particle Gradation (mm) | Mud Content (%) | Indicator of Crushing (%) | Apparent Density (kg/m3) | Packing Density (kg/m3) |
|---|---|---|---|---|
| 5–20 | 0.3 | 9.4 | 2573 | 1460 |
| Chemical Composition | SiO2 | Al2O3 | Fe2O3 | CaO | SO3 | MgO |
|---|---|---|---|---|---|---|
| Quantity contained (%) | 19.6 | 6.5 | 1.03 | 66.3 | 2.5 | 0.7 |
| Hemicellulose/% | Cellulose/% | Lignin/% | Crude Protein/% | Length/mm | Density/kg/m3 | Water Absorption/% | pH |
|---|---|---|---|---|---|---|---|
| 19.17 | 47.72 | 9.47 | 23.64 | 20~30 | 290 | 5.5 | 7.1 |
| Caliber/mm | Length/mm | L/D Ratio | Density/kg/m3 | Tensile Strength/MPa | Modulus of Elasticity/MPa |
|---|---|---|---|---|---|
| 0.5~0.6 | 10~30 | 65 | 7800 | 1345 | 220 |
| Group | Water/kg/m3 | Cement/kg/m3 | Fine Aggregate/kg/m3 | Coarse Aggregate/kg/m3 | Straw Content/% | Scrap Steel Fiber Content/% | Water-Reducing Agent/kg/m3 | Water–Cement Ratio |
|---|---|---|---|---|---|---|---|---|
| C1S1W1 | 195 | 433 | 620 | 1152 | 0.4 | 0.3 | 2.17 | 0.45 |
| C2S2W1 | 195 | 433 | 620 | 1152 | 0.8 | 0.6 | 2.17 | 0.45 |
| C3S3W1 | 195 | 433 | 620 | 1152 | 1.2 | 0.9 | 2.17 | 0.45 |
| C1S2W2 | 195 | 415 | 626 | 1164 | 0.4 | 0.6 | 2.08 | 0.47 |
| C2S3W2 | 195 | 415 | 626 | 1164 | 0.8 | 0.9 | 2.08 | 0.47 |
| C3S1W2 | 195 | 415 | 626 | 1164 | 1.2 | 0.3 | 2.08 | 0.47 |
| C1S3W3 | 195 | 398 | 632 | 1175 | 0.4 | 0.9 | 1.99 | 0.49 |
| C2S1W3 | 195 | 398 | 632 | 1175 | 0.8 | 0.3 | 1.99 | 0.49 |
| C3S2W3 | 195 | 398 | 632 | 1175 | 1.2 | 0.6 | 1.99 | 0.49 |
| C0S0W1 | 195 | 433 | 620 | 1152 | 0 | 0 | 2.17 | 0.45 |
| C0S0W2 | 195 | 415 | 626 | 1164 | 0 | 0 | 2.08 | 0.47 |
| C0S0W3 | 195 | 398 | 632 | 1175 | 0 | 0 | 1.99 | 0.49 |
| Level | Corn Straw Fiber Dosage (Factor A)/% | Scrap Steel Fiber Dosage (Factor B)/% | Water–Cement Ratio (Factor C) |
|---|---|---|---|
| 1 | 0.4 | 0.3% | 0.45 |
| 2 | 0.8 | 0.6% | 0.47 |
| 3 | 1.2 | 0.9% | 0.49 |
| Group | Serial Number | A | B | C | Cubic Compressive Strength/MPa | Splitting Tensile Strength/MPa | Flexural Strength/MPa |
|---|---|---|---|---|---|---|---|
| Corn Straw Fiber Dosage/% | Scrap Steel Fiber Dosage/% | Water–Cement Ratio | |||||
| 1 | C1S1W1 | 1 (0.4) | 1 (0.3) | 1 (0.45) | 45.8 | 3.85 | 6.73 |
| 2 | C2S2W1 | 2 (0.8) | 2 (0.6) | 1 (0.45) | 47.8 | 4.42 | 7.35 |
| 3 | C3S3W1 | 3 (1.2) | 3 (0.9) | 1 (0.45) | 47.7 | 4.01 | 6.84 |
| 4 | C1S2W2 | 1 (0.4) | 2 (0.6) | 2 (0.47) | 47.2 | 4.13 | 6.75 |
| 5 | C2S3W2 | 2 (0.8) | 3 (0.9) | 2 (0.47) | 48.4 | 4.43 | 6.64 |
| 6 | C3S1W2 | 3 (1.2) | 1 (0.3) | 2 (0.47) | 42.9 | 3.31 | 6.22 |
| 7 | C1S3W3 | 1 (0.4) | 3 (0.9) | 3 (0.49) | 46.2 | 3.62 | 6.28 |
| 8 | C2S1W3 | 2 (0.8) | 1 (0.3) | 3 (0.49) | 43.1 | 3.22 | 6.15 |
| 9 | C3S2W3 | 3 (1.2) | 2 (0.6) | 3 (0.49) | 42.8 | 3.4 | 6.3 |
| 10 | C0S0W1 | 0 | 0 | 1 (0.45) | 45.5 | 3.43 | 6.32 |
| 11 | C0S0W2 | 0 | 0 | 2 (0.47) | 42.1 | 3.10 | 6.11 |
| 12 | C0S0W3 | 0 | 0 | 3 (0.49) | 40.1 | 3.06 | 6.03 |
| Compressive Strength/MPa | ||||
|---|---|---|---|---|
| Factor | K1 | K2 | K3 | R |
| A | 46.40 | 46.43 | 44.47 | 1.96 |
| B | 43.93 | 45.93 | 47.43 | 3.50 |
| C | 47.10 | 46.17 | 44.03 | 3.07 |
| Norm | Factor | Degrees of Freedom (DF) | Sum of Squared Deviations (SS) | Mean Square (MS) | Statistical Value (F) | Probability of Significance (P) | Salience Status |
|---|---|---|---|---|---|---|---|
| Compressive strength | A | 2 | 7.607 | 3.803 | 30.838 | 0.0314 | Salient |
| B | 2 | 18.500 | 9.250 | 75.000 | 0.0134 | Salient | |
| C | 2 | 14.827 | 7.413 | 60.108 | 0.0164 | Salient | |
| e | 2 | 0.247 | 0.123 | ||||
| T | 8 | 41.180 | 5.148 |
| Splitting Tensile Strength/MPa | ||||
|---|---|---|---|---|
| Factor | K1 | K2 | K3 | R |
| A | 3.87 | 4.02 | 3.57 | 0.45 |
| B | 3.46 | 3.98 | 4.02 | 0.56 |
| C | 4.09 | 3.96 | 3.41 | 0.68 |
| Norm | Factor | Degrees of Freedom (DF) | Sum of Squared Deviations (SS) | Mean Square (MS) | Statistical Value (F) | Probability of Significance (P) | Salience Status |
|---|---|---|---|---|---|---|---|
| Splitting tensile strength | A | 2 | 0.313 | 0.157 | 13.329 | 0.070 | Non-salient |
| B | 2 | 0.589 | 0.294 | 25.068 | 0.038 | Salient | |
| C | 2 | 0.776 | 0.388 | 33.049 | 0.029 | Salient | |
| e | 2 | 0.023 | 0.012 | ||||
| T | 8 | 1.702 | 0.213 |
| Flexural Strength/MPa | ||||
|---|---|---|---|---|
| Factor | K1 | K2 | K3 | R |
| A | 6.59 | 6.71 | 6.45 | 0.26 |
| B | 6.37 | 6.80 | 6.59 | 0.43 |
| C | 6.97 | 6.54 | 6.24 | 0.73 |
| Norm | Factor | Degrees of Freedom (DF) | Sum of Squared Deviations (SS) | Mean Square (MS) | Statistical Value (F) | Probability of Significance (P) | Salience Status |
|---|---|---|---|---|---|---|---|
| Flexural strength | A | 2 | 0.101 | 0.051 | 18.478 | 0.051 | Non-salient |
| B | 2 | 0.282 | 0.141 | 51.320 | 0.019 | Salient | |
| C | 2 | 0.810 | 0.405 | 147.502 | 0.007 | Salient | |
| e | 2 | 0.005 | 0.003 | ||||
| T | 8 | 1.198 | 0.150 |
| Specimen Number | A | B | C | Impact Resistance Test Results | ||||
|---|---|---|---|---|---|---|---|---|
| Corn Straw Fiber Content/% | Scrap Steel Fiber Content/% | Water– Cement Ratio | Average Number of Impacts/Times (Initial Cracking) | Impact Energy Consumption/J (Initial Cracking) | Average Number of Impacts/Times (Final Cracking) | Impact Energy Dissipation/J (Final Cracking) | Ductility Ratio/% | |
| C1S1W1 | 0.4 | 0.3 | 0.45 | 205 | 4131.5 | 224 | 4514.4 | 9.27 |
| C2S2W1 | 0.8 | 0.6 | 0.45 | 388 | 7819.6 | 433 | 8726.6 | 11.60 |
| C3S3W1 | 1.2 | 0.9 | 0.45 | 318 | 6408.9 | 356 | 7174.7 | 11.95 |
| C1S2W2 | 0.4 | 0.6 | 0.47 | 299 | 6026.0 | 335 | 6751.5 | 12.04 |
| C2S3W2 | 0.8 | 0.9 | 0.47 | 345 | 6953.0 | 385 | 7759.2 | 11.59 |
| C3S1W2 | 1.2 | 0.3 | 0.47 | 184 | 3708.3 | 199 | 4010.6 | 8.15 |
| C1S3W3 | 0.4 | 0.9 | 0.49 | 241 | 4857.0 | 261 | 5260.1 | 8.30 |
| C2S1W3 | 0.8 | 0.3 | 0.49 | 238 | 4796.6 | 252 | 5078.7 | 5.88 |
| C3S2W3 | 1.2 | 0.6 | 0.49 | 253 | 5098.9 | 274 | 5522.1 | 8.30 |
| C0S0W1 | 0 | 0 | 0.45 | 124 | 2499.1 | 132 | 2660.3 | 6.45 |
| C0S0W2 | 0 | 0 | 0.47 | 105 | 2116.1 | 109 | 2196.8 | 3.81 |
| C0S0W3 | 0 | 0 | 0.49 | 85 | 1713.1 | 88 | 1773.5 | 3.53 |
| Impact Energy Consumption/J | ||||
|---|---|---|---|---|
| Factor | K1 | K2 | K3 | R |
| A | 5508.7 | 7188.2 | 5569.1 | 1679.5 |
| B | 4534.6 | 7000.1 | 6731.3 | 2465.5 |
| C | 6805.2 | 6173.8 | 5287.0 | 1518.2 |
| Norm | Factor | Degrees of Freedom (DF) | Sum of Squared Deviations (SS) | Mean Square (MS) | Statistical Value (F) | Probability of Significance (P) | Salience Status |
|---|---|---|---|---|---|---|---|
| Impact energy consumption/J | A | 2 | 5,445,497.829 | 2,722,748.914 | 19.462 | 0.049 | Salient |
| B | 2 | 10,976,472.22 | 5,488,236.109 | 39.229 | 0.025 | Salient | |
| C | 2 | 3,490,187.632 | 1,745,093.816 | 12.474 | 0.074 | Non-salient | |
| e | 2 | 279,807.119 | 139,903.559 | ||||
| T | 8 | 20,191,964.8 | 2,523,995.6 |
| Factor | Level | Stress Tolerance Weighting | Splitting Tensile Weighting | Flexural Weighting | Impact Energy Dissipation Weights for Final Cracking | Combined Impact Weights |
|---|---|---|---|---|---|---|
| A (corn straw fibers) | 1 | 0.0779 | 0.0898 | 0.0609 | 0.0894 | 0.0795 |
| 2 | 0.0779 | 0.0935 | 0.0621 | 0.1167 | 0.0875 | |
| 3 | 0.0746 | 0.0830 | 0.0597 | 0.0904 | 0.0769 | |
| B (scrap steel fibers) | 1 | 0.1312 | 0.1000 | 0.0981 | 0.1081 | 0.1094 |
| 2 | 0.1372 | 0.1151 | 0.1048 | 0.1668 | 0.1310 | |
| 3 | 0.1417 | 0.1162 | 0.1015 | 0.1604 | 0.1300 | |
| C (water–cement ratio) | 1 | 0.1233 | 0.1437 | 0.1811 | 0.0999 | 0.1370 |
| 2 | 0.1208 | 0.1389 | 0.1697 | 0.0906 | 0.1300 | |
| 3 | 0.1153 | 0.1198 | 0.1621 | 0.0776 | 0.1187 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, J.; Sun, C.; Wang, X. Mechanical Properties and Microanalytical Study of Concrete Reinforced with Blended Corn Straw and Scrap Steel Fibers. Materials 2024, 17, 3844. https://doi.org/10.3390/ma17153844
He J, Sun C, Wang X. Mechanical Properties and Microanalytical Study of Concrete Reinforced with Blended Corn Straw and Scrap Steel Fibers. Materials. 2024; 17(15):3844. https://doi.org/10.3390/ma17153844
Chicago/Turabian StyleHe, Jingjing, Chuanwu Sun, and Xuezhi Wang. 2024. "Mechanical Properties and Microanalytical Study of Concrete Reinforced with Blended Corn Straw and Scrap Steel Fibers" Materials 17, no. 15: 3844. https://doi.org/10.3390/ma17153844
APA StyleHe, J., Sun, C., & Wang, X. (2024). Mechanical Properties and Microanalytical Study of Concrete Reinforced with Blended Corn Straw and Scrap Steel Fibers. Materials, 17(15), 3844. https://doi.org/10.3390/ma17153844